

Как выбрать 3D-принтер по характеристикам
Введение
Технология 3D-печати набирает все большую популярность в мире, области применения увеличиваются с огромной скоростью: будь то промышленность, бизнес, медицина, образование, строительство и даже повседневный быт. В данной статье речь пойдет о том, как выбрать 3D-принтер по его характеристикам.
Подробнее о том, как выбрать 3D-принтер для дома и 3D-принтер для бизнеса читайте в наших предыдущих статьях.
О 3D-печати для новичков читайте в статье «3D-принтер для чайников: как перестать бояться и начать печатать».
Наиболее востребованной технологией печати на рынке является FDM (Fused Deposition Modeling), в основе которой заложена идея последовательного нанесения слоев материала для создания 3D моделей. Подробнее об этой технологии можно прочитать в статье "3D-принтеры FDM и FFF: в чем разница" про FFF и FDM 3D-принтеры. Какой выбрать? Чтобы ответить на этот вопрос, нам придется разобраться в характеристиках “внутренностей” и в том, как они влияют на качество печати.
Содержание
- Введение
- Объем камеры
- Кинематика
- Вид экструдера
- Температура экструдера
- Подогрев и температура платформы
- Открытый/закрытый корпус, термостатический корпус
- Точность, разрешение, повторяемость
- Скорость печати
- Проприетарное и открытое ПО
- Материалы
- Производитель, страна происхождения
- Заключение
Объем камеры
Одним из критериев для выбора 3D-принтера является объем камеры или размер рабочего пространства — это область, которую экструдер в состоянии свободно достичь.
Подробнее «О самых больших 3D-принтерах» читайте в статье по ссылке.
Какие бывают
3D-принтеры бывают самых разных размеров, от небольшой коробочки размером с пенал до целых зданий. Подавляющее большинство 3D-принтеров — настольные, размеры их области печати начинаются обычно с 10-20 сантиметров по каждой координатной оси. Для малогабаритной печати характерна высокая точность и детализация печати.
 Источник: www.rbc.ru
Источник: www.rbc.ru
Большее рабочее пространство требует большее время для печати. Пользователям придется пожертвовать детализацией и точностью для уменьшения времени печати, увеличивая диаметр сопел от стандартных 0.3 мм и 0.4 мм вплоть до 1 мм. Либо набраться терпения и ждать - результат будет точнее.
 Источник: hitecher.com
Источник: hitecher.com
Если вопрос стоит в том, как выбрать 3D-принтер для дома, то стоит выбрать малогабаритный принтер.
На что влияет
Тут все просто - габариты рабочего пространства, главным образом, влияют на максимальный размер печатаемого изделия, и опосредованно — на точность, детализацию и скорость. Перечисленные характеристики сильно зависят друг от друга, например, при увеличении скорости печати страдает ее детализация и качество.
В любом случае, делая выбор в пользу одного или другого типа 3D-принтера, придется смириться с некоторыми потерями в вышеописанных характеристиках. Но эти потери можно минимизировать. Как — читайте далее.
Применение
Малогабаритные (около 20 см) и средние принтеры, то есть — персональное и профессиональное оборудование с размерами печати 0,5 - 3 м, применяются повсеместно — сложно найти область деятельности, где была бы неприменима 3D-печать.
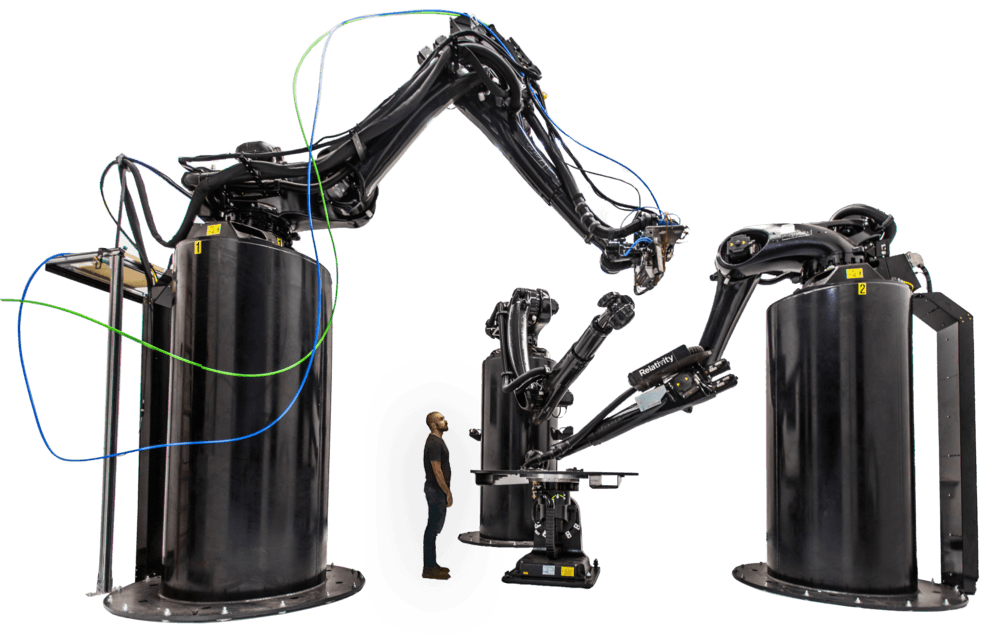
Принтеры с рабочей областью от нескольких метров до десятков метров применяются в производстве судов, авто и авиатехники, в строительстве. Некоторые строительные 3D-принтеры масштабируются, в теории - без ограничений, и могут печатать объекты размерами в сотни метров.
Подробнее об областях и всевозможных кейсах применения 3D-печати читайте в статьях нашего блога.
Примеры принтов
 Источник: https://www.3dz.com.mt
Источник: https://www.3dz.com.mt
Пример среднего размера печатаемого изделия.
 Источник: https://blog.adafruit.com
Источник: https://blog.adafruit.com
Пример малогабаритной 3D-печати
 Источник: http://3dprintstory.org
Источник: http://3dprintstory.org
 Шанхай, 3D-печатный мост 26,3 х 3,6 м. Автор фото: Divulgação
Шанхай, 3D-печатный мост 26,3 х 3,6 м. Автор фото: Divulgação
Крупный 3D-печатный объект.
Пример принтера
Пример 3D-принтера для крупногабаритной печати — Raise 3D Pro2 Plus.
Raise 3D Pro2 Plus
 Источник: raise3d.com
Источник: raise3d.com
Характеристики:
- Размеры: 620×590×1105 мм
- Подогреваемая платформа: да, 110 ºC
- Рабочая камера: 305×305×605 мм
- Скорость перемещения: 30 - 150 мм/с
- Температура экструдера: 300 ºC
- Точность позиционирования: XY: 0.78125 мкм, Z: 0.078125 мкм
- Диаметр сопла: 0.2/ 0.4/ 0.6/ 0.8 мм
- Количество печатающих головок: 2
Кинематика
Кинематика 3D-принтера говорит нам о том, каким образом устроено и как происходит перемещение печатающей головки по рабочему пространству. Выбор наиболее подходящего способа передвижения экструдера для каждого 3D-принтера осуществляется в индивидуальном порядке самим производителем. Но стоит для общего понимания описать эти способы. Существуют два типа конструкций, по которым движется механизм экструдера, это рельсы и валы. Рельсы, по сравнению с валами, обеспечивают более точное позиционирование и меньше подвержены деформации. У каждой кинематической схемы есть свои плюсы и минусы.
На качество работы, в конечном итоге, влияет и кинематическая схема, и качество ее реализации в конструкции.
Подробнее о кинематиках FFF и FDM 3D-принтеров, их достоинствах и недостатках, читайте здесь.
Какие бывают
1. XY-Head Z-Bed. Данная кинематика предполагает движение экструдера по осям X и Y (в плоскости), а рабочей поверхности - по оси Z (по вертикали). На сегодняшний день, благодаря максимальной жесткости конструкции, данная схема является самой распространенной для изготовляемых в промышленных масштабах 3D-принтеров. В такой кинематике проще всего достичь высокого показателя точности позиционирования и, соответственно, качества печати. Также данная схема компактна и позволяет производить принтеры с закрытым корпусом.
 Источник: top3dshop.ru
Источник: top3dshop.ru
2 .XZ-Head Y-Bed. В этой кинематике экструдер перемещается по оси X и вертикально по Z, а стол движется по оси Y. В классическом (первоначальном) виде схема имеет достаточное количество изъянов. Например:
- невозможность установить закрытый корпус
- громоздкость конструкции приводов для горизонтального движения стола ощутимо замедляет процесс печати
- такое явление, как Z-wobbling, в результате которого происходит смещение слоев относительно друг друга. Корень проблемы заключается в реализации кинематики. Правый и левый приводы для перемещения экструдера по Z-оси работают несогласованно, из-за чего возникают небольшие колебания и перекосы головки.
Одна из самых популярных реализаций такой схемы — конструкция Йозефа Прюши, которая так и называется — Prusa. На сегодняшний день широко используется версия Prusa i3. Конструкция данной кинематики представляет собой жесткую вертикальную раму с экструдером и приводом оси Z из двух двигателей. Данная модификация приобрела огромную популярность в бюджетном сегменте 3D-принтеров.
 Источник:
Источник:Еще одна бюджетная модель с аналогичной кинематикой – 3D-принтер Anycubic MEGA X. Экструдер перемещается вдоль вертикальной рамы, закрепленной на основании. Точность печати данного устройства составляет 0.0125 мм по осям X/Y и 0.002 мм по оси Z.
3. Delta. Довольно перспективная схема, имеющая ряд недостатков. Особенность конструкции позволяет реализовать высокоскоростную печать без дефектов, вызванных вобблингом. Данная схема очень требовательна к плате управления и нуждается в сложной калибровке. Все принтеры с такой кинематикой компактны по основанию но занимают много места в высоту. Качество печати дельта-ботов неравномерно по площади слоя. Подробнее о плюсах и минусах дельт читайте здесь.
 Источник:
Источник:Вид экструдера
Экструдер - незаменимая часть любого 3D принтера, главная задача которой заключается в подаче расплавленного материала для последующего нанесения слоев. Какой экструдер выбрать для 3D-принтера? Ниже будут приведены основные их типы, и их отрицательные и положительные стороны.
Экструдер состоит из двигателя для проталкивания филамента в хотэнд и, собственно, самого хотэнда для размягчения пластика. Далее пластик через сопло попадает в рабочую область.
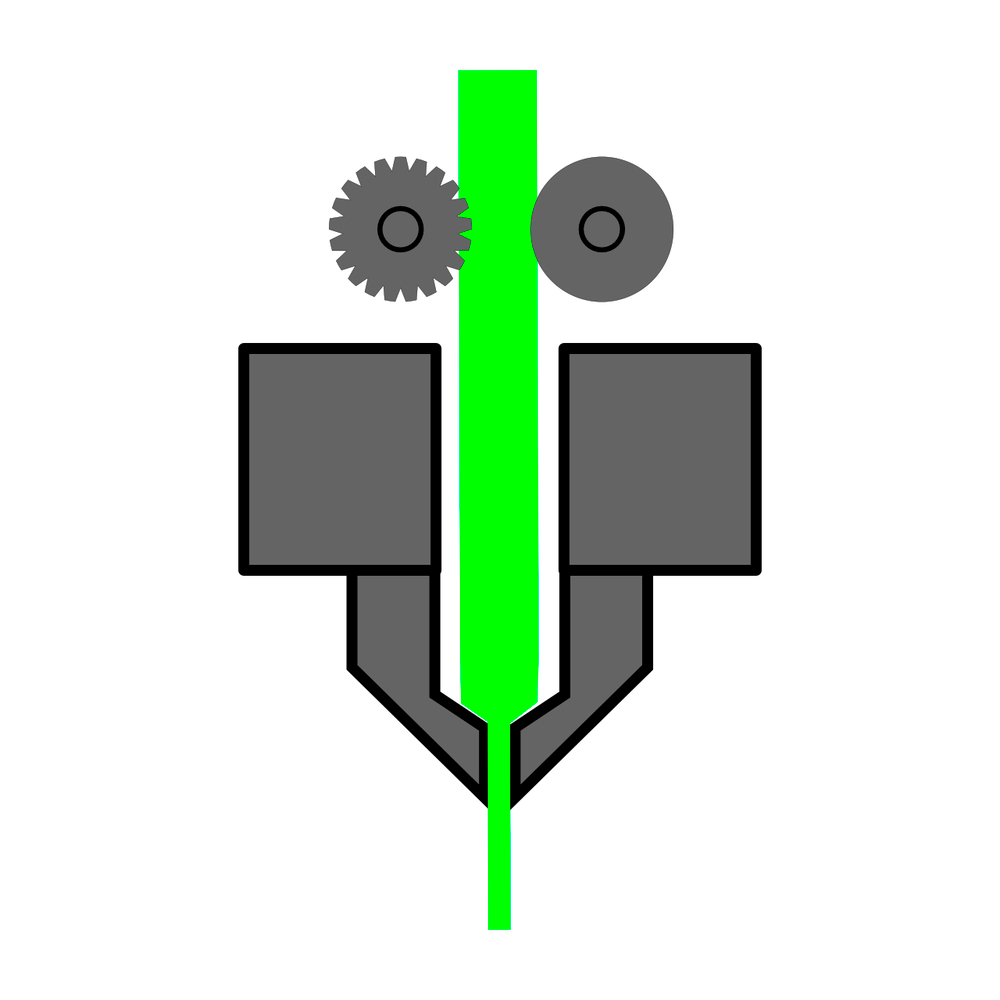
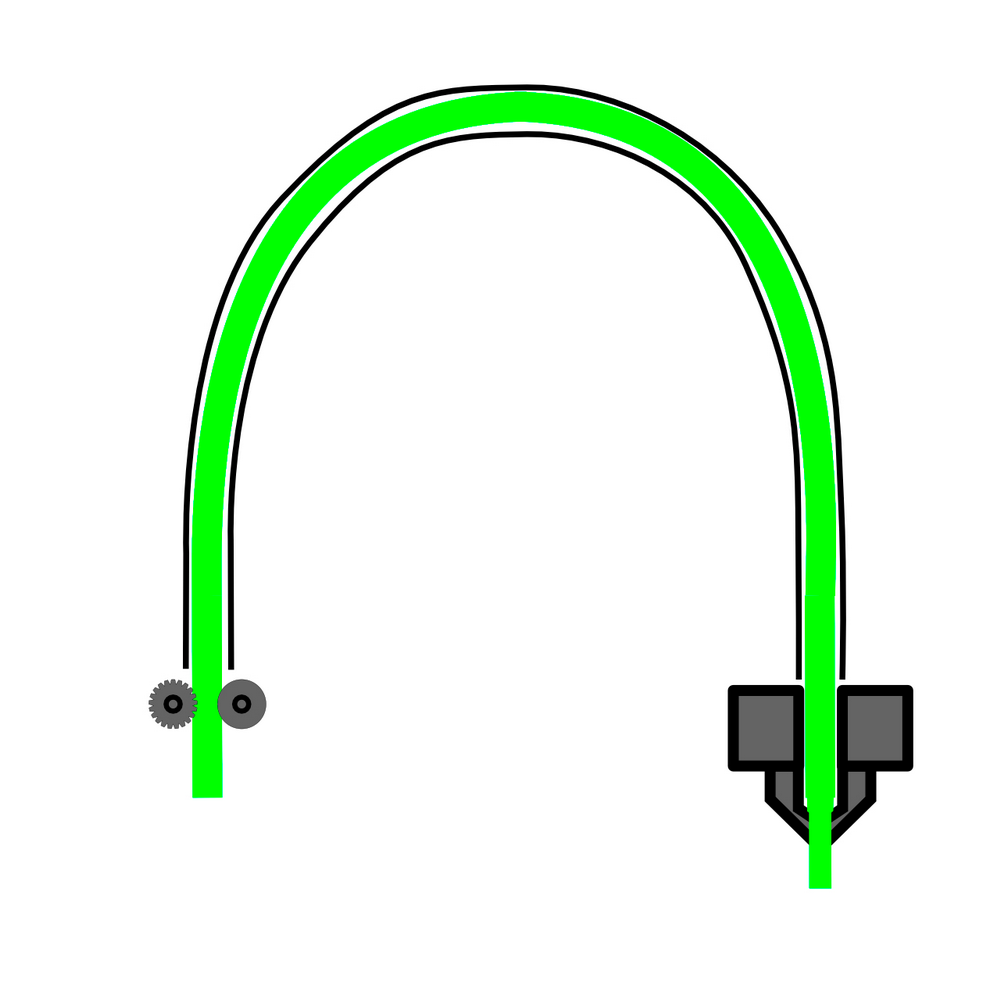
В массовом производстве 3D принтеры оснащаются 2 видами экструдеров - Direct-экструдером и Bowden-экструдером. Особенностью первого типа является то, что двигатель для подачи материала находится непосредственно на самом узле, и, таким образом, загромождает подвижную головку. Как следствие - малая скорость передвижения и печати. Двигатель Bowden-экструдера может располагаться вне головки, поэтому скорость печати и точность позиционирования у таких принтеров обычно больше. Но большее расстояние между движком и хотэндом затрудняют проталкивание материала, особенно, если это гибкий пластик (FLEX и RUBBER).
 Источник: kinvert.com
Источник: kinvert.com
Что если вам необходим принтер, способный печатать двумя материалами за один сеанс, или умеющий создавать сложные модели с громоздкими нависающими конструкциями? Для этого существуют экструдеры с двумя соплами! Конечно, существуют 3D-принтеры с двумя и более экструдерами (они могут перемещаться зависимо или независимо друг от друга), но они громоздки и дороги. Длительное время печати, необходимость построения “технологической башни” и меньшая точность позиционирования отталкивают пользователей своей непрактичностью.
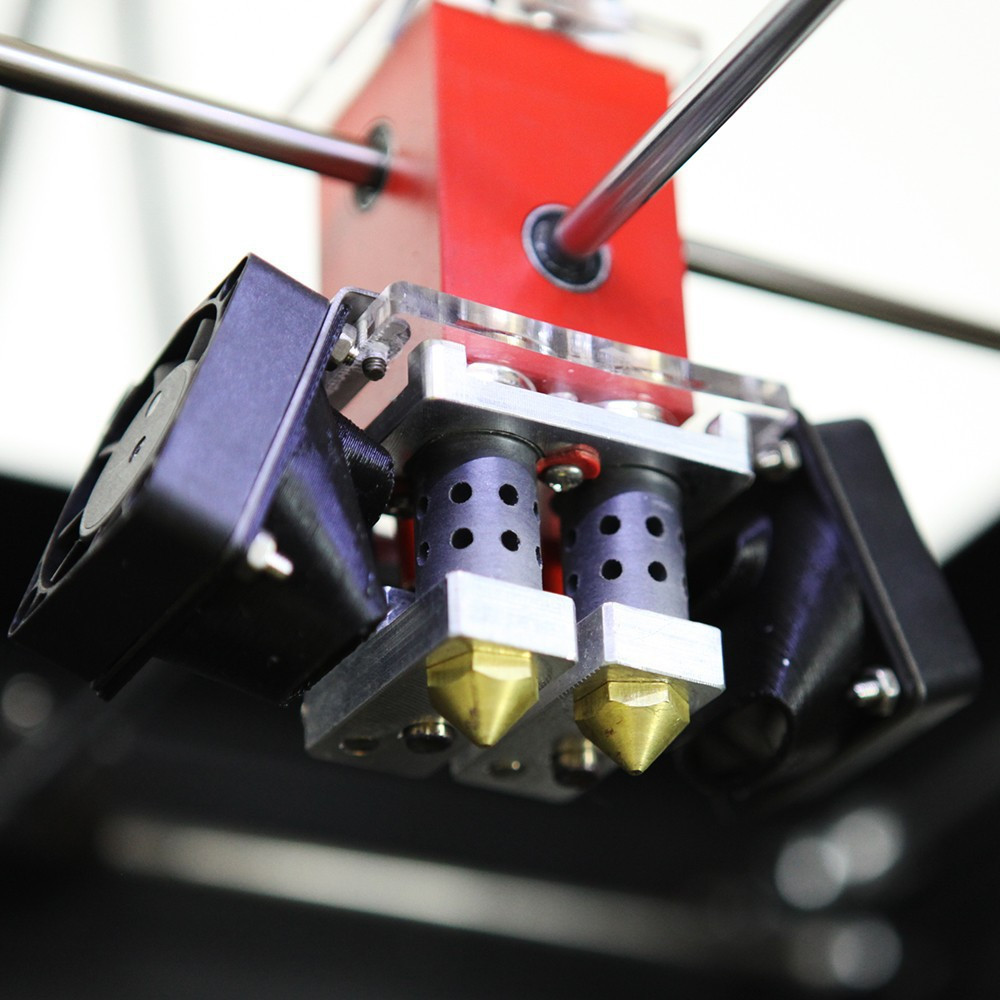 Конструкция из двух экструдеров.
Конструкция из двух экструдеров.
Источник: https://aliexpress.com/
В настоящее время с печатью несколькими материалами хорошо справляется схема экструдера с поворотными соплами. В России принтеры с хорошей реализацией этой технологии можно встретить у компании PICASO. Конструкция позволяет быстро переключать сопла для печати различными материалами, путем поднятия неактивного сопла над рабочей поверхностью.
 Технология одновременной печати двумя соплами JETSWITCH.
Технология одновременной печати двумя соплами JETSWITCH.
Печать двумя материалами позволяет использовать поддержки из материала растворимого тем веществом, которое не растворяет материал самой модели, что очень удобно и улучшает качество поверхности.
На что влияет
Direct-экструдер позволяет без особого труда подавать большинство типов материалов на хотэнд. Но большим минусом является громоздкость, которая влияет на точность позиционирования и скорость печати.
 Источник: https://www.fabbaloo.com
Источник: https://www.fabbaloo.com
Bowden-экструдер не имеет минусов предыдущего, но проблема подачи материала на расстояние (особенно FLEX и RUBBER пластиков) оказывает сильное влияние на качество печати. Выражается в неравномерной подаче материала и в периодическом заедании гибкого пластика.
 Источник: https://www.fabbaloo.com
Источник: https://www.fabbaloo.com
Экструдеры с несколькими соплами влияют на количество различных материалов, используемых одновременно, но сложность их конструкции сильно повышает 3D-принтер в цене.
Применение
Direct-экструдер обрел большую популярность из-за малой стоимости, простоты в использовании и чистке, а также из-за неприхотливости используемого материала.
Bowden-экструдеры используются чаще с жесткими пластиками (такими как ABS и PLA) диаметром 2.85 мм, хотя также существуют реализации для самого популярного 1.75 мм пластика.
Технологии печати двумя экструдерами или двумя соплами используются для печати несколькими материалами одновременно. Это критично, например, для печати растворимой поддержки, которая необходима в изготовлении сложных конструкций с нависающими деталями и участками.
Примеры принтов
Пример печати с растворимой поддержкой
 Источник: https://www.raise3d.com
Источник: https://www.raise3d.com
Пример печати двумя цветами
 Источник: https://channellife.co.nz
Источник: https://channellife.co.nz
Пример принтера
Picaso Designer X Pro
 Источник: https://itpro.com.kz
Источник: https://itpro.com.kz
Характеристики:
- Размеры: 492 x 390 x 430 мм
- Количество экструдеров: 1
- Рабочая камера: 200 х 200 х 210 мм
- Толщина слоя: от 50 мкм
- Точность позиционирования: XY - 11 мкм, Z - 1,25 мкм
- Диаметр сопла: 0,3 мм
- Количество печатающих головок: 2
- Скорость печати: до 30 см3/ч
Температура экструдера
Какие бывают
Выбор по этой характеристике во многом зависит от тех материалов, которыми вы собираетесь печатать. Существует большое количество видов пластика для 3D-принтера. Какой выбрать?
Самыми распространенными являются ABS и PLA. Рабочая температура для ABS составляет 200-260 ºC. У PLA она меньше - 190-220 ºC. Но у материалов также могут быть дополнительные требования к условиям, при которых осуществляется 3D-печать. Самым неприхотливым является PLA. Кроме большей температуры плавления, ABS требователен к поддержанию постоянной температуры внутри камеры и рабочей поверхности, а PLA не требует даже подогрева платформы.
Более тугоплавкие пластики имеют высокую температуру плавления (например PEEK, который плавится при ~350 ºC). Тут в дело вступают высокотемпературные 3D-принтеры, у которых температура экструдера может достигать значения в 450 ºC.
На что влияет
Температура экструдера 3D-принтера влияет на спектр используемых материалов. Конечные изделия, благодаря этой правильно настроенной характеристике, получаются качественными и однородными.
Применение
- PLA, ABS, HIPS и т.д. - распространенные материалы для 3D-печати, применяются в настольном и промышленном использовании. Для их использования достаточно обычных принтеров со средней температурой экструдера, что составляет около 250 градусов Цельсия.
- Композитные материалы на основе ABS с армированием, обычно с добавлением волокон углепластика, стеклопластика и т.д. - часто применяются в промышленной печати. Принтеры должны удовлетворять температурным требованиям материала, это около 300-350 градусов.
- PEEK и другие тугоплавкие прочные конструкционные материалы - применяются для создания деталей, подверженных большему нагреванию и механическим нагрузкам в процессе эксплуатации. Температура печати — до 450 градусов цельсия, требуется термостатическая камера.
Примеры принтов
Пример принта PLA пластиком
 Источник: https://www.outletvideo.com
Источник: https://www.outletvideo.com
Пример принта ABS пластиком
 Источник: instagram.com
Источник: instagram.com
Пример принтера
Omni200
Характеристики:
- Рабочая камера: 200х200х200 мм
- Температура печатного стола: 100 °C
- Температура экструдера: до 260 °C
- Диаметр сопла: 0,4 мм
- Количество печатающих головок: 1
- Скорость печати: 100 мм/с
Подогрев и температура платформы
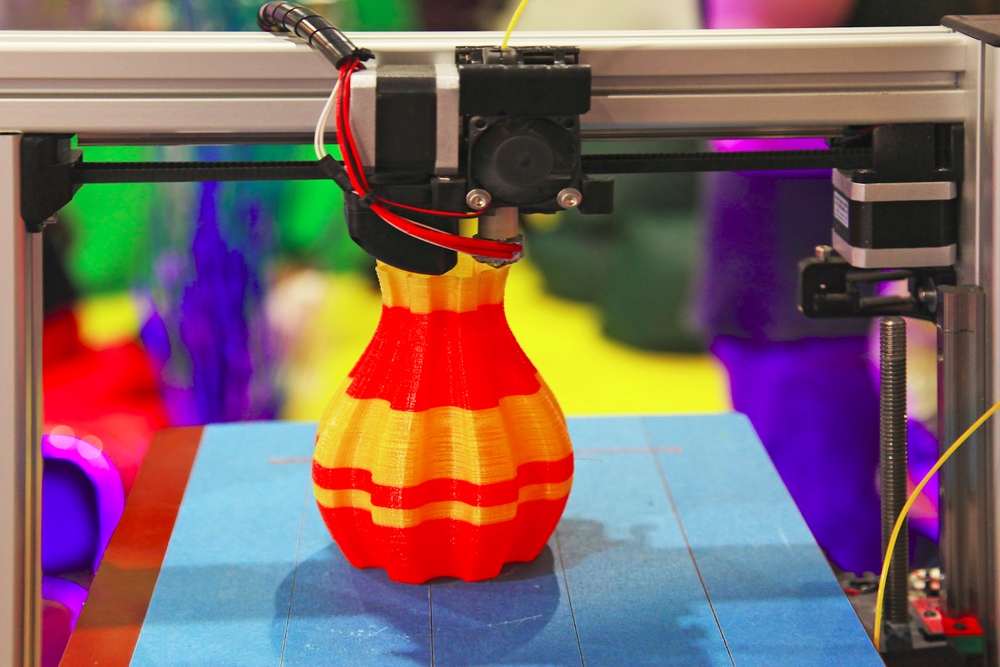
Подогрев, как было сказано в предыдущем пункте, очень распространенная характеристика для 3D-принтеров, которые используют в качестве расходников ABS и тугоплавкие пластики. Для чего же нужен дополнительный подогрев воздуха и стола? При печати ABS-пластиком, как и другими материалами с усадкой, без подогреваемой платформы края напечатанного изделия отрываются от поверхности из-за остывания. Подогрев решает этот вопрос.
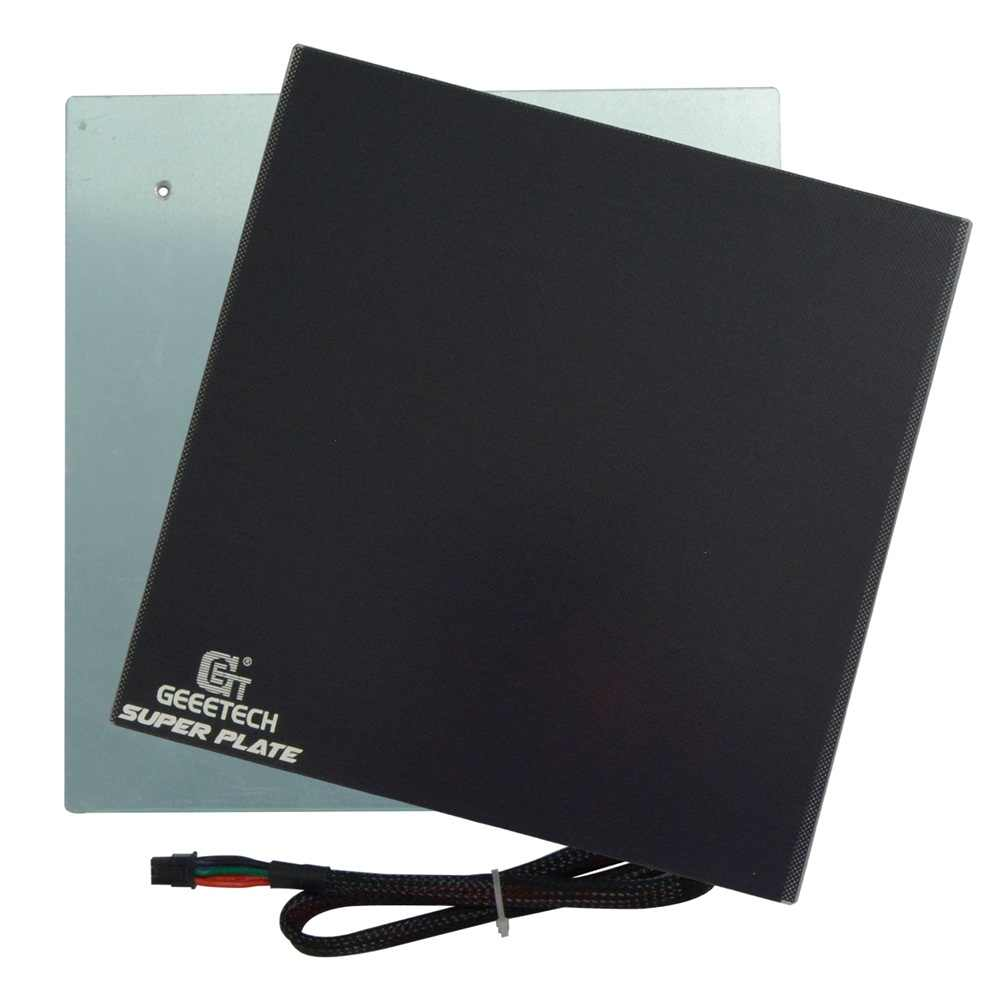
Подогреваемая платформа GeeeTech Superplate.
Источник: https://aliexpress.com/
Какие бывают
- Принтеры с подогревом платформы до 120 °C. Подойдут для печати небольших деталей. Для более крупных требуется закрытая камера с поддержанием определенной температуры воздуха.
- Принтеры с подогревом платформы от 120 °C до 170 °C. Отлично подойдут для печати специализированными пластиками.
На что влияет
Температура платформы влияет на качество печати, позволяя печатать без расслоения модели, отрыва от платформы и деформаций, связанных с неравномерностью остывания.
Применение
Подогреваемая платформа применяется во всех типах FDM/FFF 3D-принтеров, кроме самых простых моделей для печати PLA.
Примеры принтов
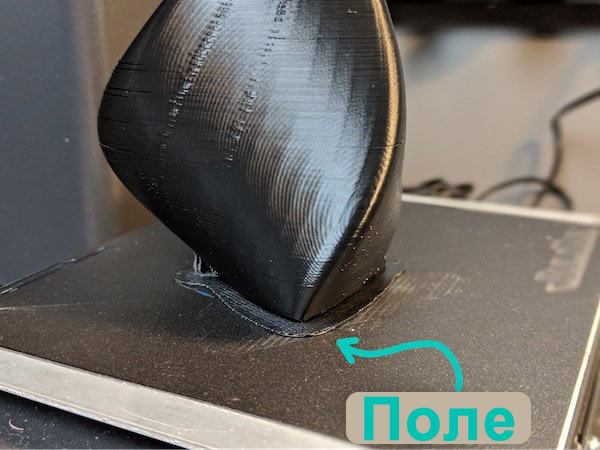
Пример детали, напечатанной без использования подогреваемого стола. Из-за неравномерного остывания нарушилась адгезия изделия к платформе и межслойная адгезия, что привело к расслоению и деформации.
 Источник: https://radioprog.ru
Источник: https://radioprog.ru
Пример печати на подогреваемом столе. Благодаря равномерному нагреву с обеих сторон (сверху от экструдера, снизу от платформы), модель остывает равномернее и дефекты не возникают.
 Источник: https://radioprog.ru
Источник: https://radioprog.ru
Пример принтера
Zenit
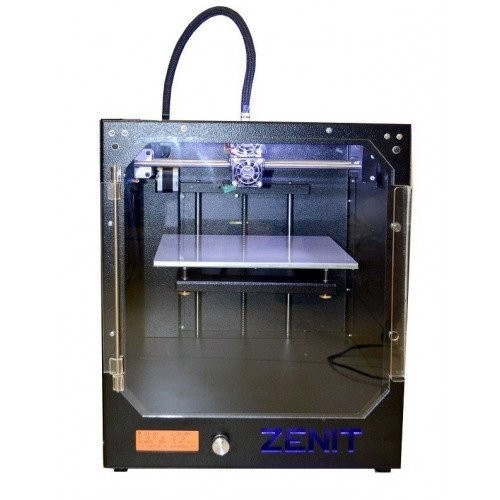
Характеристики:
- Размеры: 460 х 360 х 370 мм
- Рабочая камера: 240 x 215 x 230 мм
- Поддерживаемые материалы: ABS, PLA, PVA, HIPS, Nylon
- Количество печатающих головок: 1
- Скорость печати: до 50 см3/ч
- Толщина слоя: от 15 мкм
Открытый/закрытый корпус, термостатический корпус
Какие бывают
- Открытый корпус.
- Закрытый корпус - несомненно предпочтительнее открытого. Меньшая подверженность внешним условиям, безопасность и эстетика - три главных аргумента в пользу закрытого корпуса.
- Термостатический корпус обязательно присутствует в высокотемпературных 3D-принтерах. Камера печати полностью изолирована от внешней среды и поддерживает заданную температуру внутри. Позволяет ровно наносить слои на рабочую поверхность и избежать дефектов при неравномерном остывании модели.
На что влияет закрытый корпус
К плюсам закрытого корпуса относятся:
- повышение качества и точности изготовленной детали — благодаря отсутствию перепадов температуры, снижается до нуля вероятность появления связанных с ними дефектов;
- закрытая камера защищает модель от попадания посторонних предметов и пыли, а оператора и окружающих от возможности обжечься о разогретые детали конструкции;
- значительно снижается уровень шума при печати.
Применение
3D-принтеры с открытыми и закрытыми корпусами могут использоваться во всех сферах деятельности. Выбор зависит от целей, для которых вы покупаете устройство, и изначального бюджета.
Термостатические 3D-принтеры применяются в промышленной печати высокотемпературными пластиками. Примеры используемых расходных материалов: PEEK, Ultem, PPSU и т.д.

Примеры принтеров
Пример принтера с открытым корпусом.
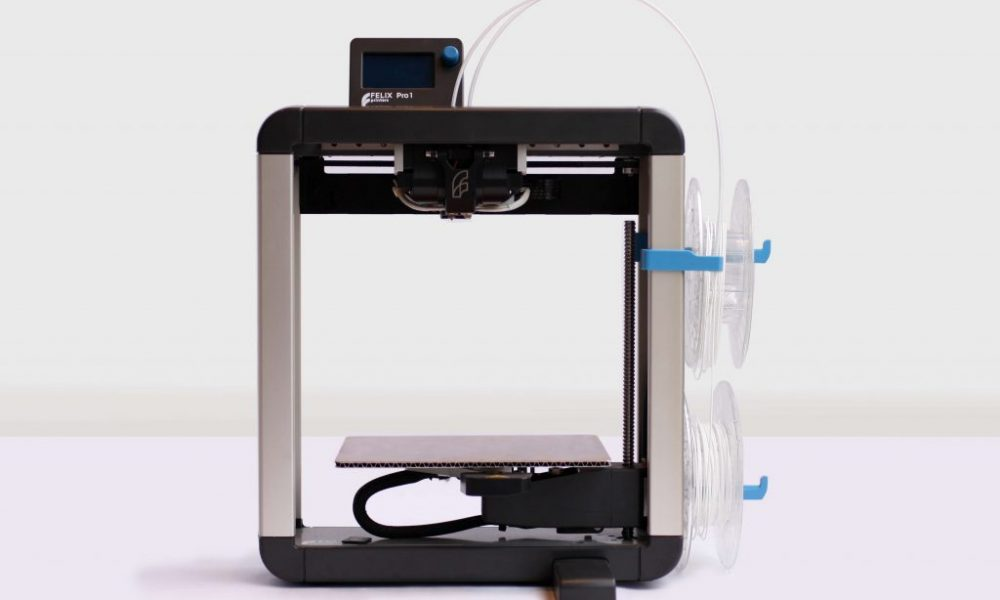 Источник: https://www.figuur.co
Источник: https://www.figuur.co
Пример принтера с закрытым корпусом представлен ниже.
FlashForge Guider II

Характеристики:
- Рабочая камера: 280x250x300 мм
- Температура печатного стола: <120℃
- Температура экструдера: 180° - 240°C
- Толщина слоя: от 100 мкм
- Поддерживаемые материалы: ABS, PLA, PVA
- Диаметр сопла: 0.4
- Количество печатающих головок: 1
- Скорость печати: 40-200 мм/с
Пример принтера с термостатической камерой.
Omni3D Factory 2.0 Net

Характеристики:
- Рабочая камера: 460 x 460 x 575 мм
- Температура печатного стола: 170℃
- Температура экструдера: 360°C
- Толщина слоя: от 50 мкм
- Поддерживаемые материалы: WS-20, ABS-42, ABS-20s, ASA-39, PC-ABS-47, PET-G-32, HIPS-20, PA-6/66 HD, CF-PA-12, PLA-36, TPU-93A, PVA, GF30-PA6, Thermec ZED (PPS), CF-PEKK, PEKK, Vinyl 303 (ПВХ)
- Диаметр сопла: 0.4
- Количество печатающих головок: 2
- Скорость печати: 86 см³/ч
Точность, разрешение, повторяемость
Точность позиционирования - характеристика 3D-принтера, устанавливающая точность позиции экструдера в рабочем пространстве и насколько эта позиция близка к расчетам программы. Чем точнее данный показатель, тем приближеннее внешний вид изготовленного изделия к идеалу (3D модели).
Повторяемость - характеристика, отражающая насколько велик разброс в точности позиционирования. Другими словами, данный параметр можно описать как среднее отклонение от точки, в которую должен быть сдвинут стол или экструдер по расчетам программы. Это явление обусловлено люфтом движущихся частей устройства, и если такое отклонение слишком велико, то возможны такие дефекты, как смещение слоев относительно друг друга и неравномерное нанесение материала.
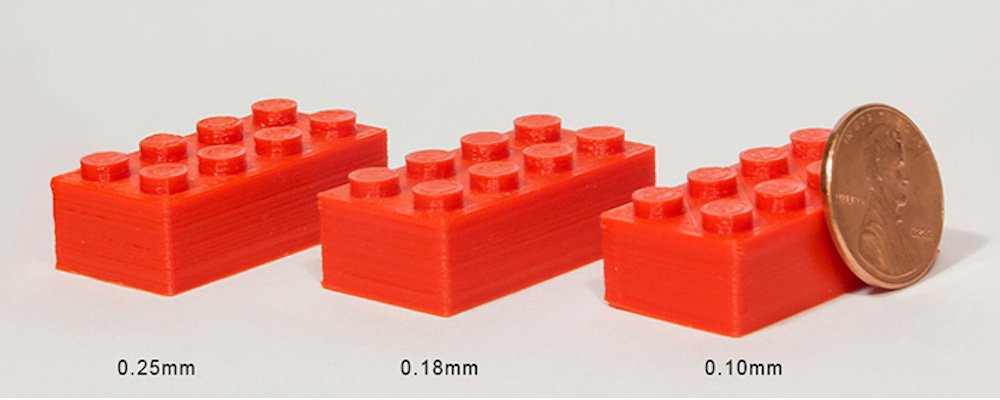
Разрешение FDM 3D-принтера устанавливается диаметром сопла (чем меньше, тем лучше качество), точностью позиционирования и размерами рабочей области. При выборе 3D-принтера следует всегда обращать внимание на данные характеристики в совокупности, т.к. все они тесно связаны друг с другом и зависят от качества сборки устройства. В SLA и DLP-принтерах разрешение зависит от диаметра пятна лазера и разрешения матрицы соответственно — чем тоньше луч в SLA и чем больше разрешение матрицы в DLP, тем точнее будет принт.
Примеры принтов разного разрешения
 Источник: https://www.3dbeginners.com
Источник: https://www.3dbeginners.com
Скорость печати
Пожалуй, наиболее расплывчатая характеристика 3D-принтера. Обычно, указывая ее, производители говорят о максимальной скорости печати на прямых участках модели. Если деталь сложная и небольших размеров, то данная характеристика не поможет для ускорения процесса печати. Наиболее оптимальная скорость по технологии FDM, при которой достигаются максимальные детализация и качество, 30-40 мм/с.
Среди фотополимерных принтеров наибольшая скорость, при сохранении высокого качества печати, достигается принтерами с технологиями CLIP и LSPc — подробнее о них читайте в нашей статье «Самый быстрый 3D-принтер».
На что влияет
Скорости печати и качество изделия зачастую обратно пропорциональны, т.е. — чем выше скорость, тем толще слой и хуже детализация изделия. И наоборот. Это касается самой распространенной технологии — FDM.
В других технологиях печати, не связанных с прямым экструдированием, возможность ускорить печать за счет снижения качества есть не всегда.
В практическом плане скорость печати влияет на производительность и сроки окупаемости оборудования — чем выше скорость, тем больше единиц продукции можно получить за то же время и тем быстрее окупится и начнет приносить прибыль 3D-принтер.
Проприетарное и открытое ПО
Программное обеспечения для 3D-принтеров - это то, без чего не будет работать никакой принтер. ПО для 3D-печати включает в себя программы для создания и редактирования 3D-моделей (3D-редакторы), настройки принтера (ПО принтера), нарезания модели на слои, перевода ее в g-code (слайсеры) и непосредственно для печати на принтере (хост). Один программный продукт может включать несколько перечисленных функций или отвечать только за одну из них.
3D-редактор представляет из себя CAD-программу, которая позволяет создать 3D-модель по заданным характеристикам или результатам 3D-сканирования. Слайсеры "нарезают" модель на слои, тем самым подготавливая модель к печати, делая из нее понятный принтеру код — набор инструкций для создания модели.. Далее, для получения наиболее точного результата, необходимо настроить 3D-принтер для работы с текущим материалом печати по заданным параметрам, это делается, как правило, в ПО поставляемом с принтером. Если принтер не содержит встроенного ПО и печатает непосредственно из компьютера, за этот процесс отвечает хост.
Какие бывают
- Открытое ПО - свободно распространяемые программные пакеты, которые полностью автоматизируют один или несколько этапов создания модели. Открытое ПО обычно распространяется бесплатно. Интерфейс таких программ интуитивно понятен для новичков. К недостаткам открытого ПО можно отнести слабую поддержку разработчиком, скудность предоставляемых функций, по сравнению с профессиональным проприетарным ПО, возможные трудности при освоении.
- Проприетарное ПО - программные пакеты с закрытым программным кодом, поставляемые вместе с 3D-принтерами или приобретаемые отдельно. Издателями проприетарного ПО являются сами производители либо IT-компании, специализирующиеся в создании именно такого продукта. Хорошо оплачиваемый штат разработчиков и программистов оперативно реагирует на жалобы пользователей и постоянно улучшают ПО в следующих версиях. Проприетарное ПО обычно включает в себя полный пакет программ, обеспечивающий точную работу всех этапов 3D-печати. Подойдет для профессионалов во многих сферах: бизнес, промышленность, медицина. Главный недостаток — высокая цена.
Примеры открытого ПО
- Kisslicer (свободное ПО)
- Cura (свободное ПО)
- Slic3r (свободное ПО)
Примеры проприетарного ПО
- Simplify3D
- Removable Partial Design
- Netfabb
Материалы
Рама/корпус
Рама и корпус 3D-принтера могут быть изготовлены из совершенно различных материалов. Не следует ни недооценивать важность данного критерия, ни переоценивать его. Конечно, при прочих равных, принтер с рамой из металлического уголка или цельнометаллическим корпусом будет более устойчивым и обеспечит более стабильное качество, чем собранный из фанеры или пластика, но стоит помнить о том, что немаловажную роль играет и сама конструкция, и качество сборки.
Стоит выбирать ориентируясь на отзывы других пользователей и специалистов, если вы рассматриваете покупку уже собранного 3D-принтера.
Используемый в конструкции материал зависит от реализации кинематики. В XZ-Head Y-Bed (например, в Prusa i3) используется жесткая стальная рама, что обеспечивает стабильно высокий показатель точности позиционирования. В других реализациях могут использоваться и другие, более легкие материалы (алюминий и даже дерево), но сталь, из-за большей массы и жесткости, практически полностью обеспечивает отсутствие люфтов и общую неподвижность при работе.
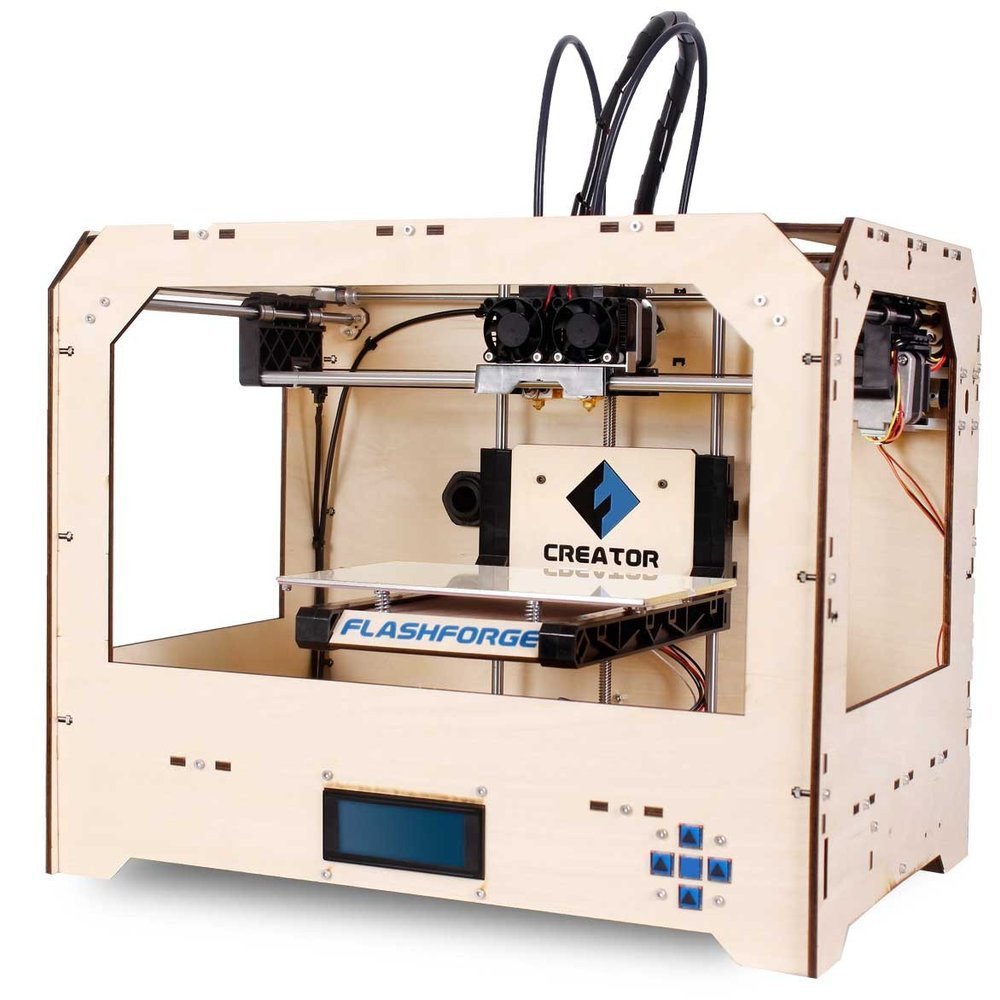 Источник: https://flashforge-usa.com
Источник: https://flashforge-usa.com
 Источник: https://www.littlebird.com.au
Источник: https://www.littlebird.com.au
Наряду с поставляемыми полностью собранными, существуют также устройства продающиеся в частично собранном виде, блоками, а также DIY-наборы для самостоятельной сборки 3D-принтера.
Такие устройства обычно поставляются китайскими производителями. Качество комплектующих в них не всегда стабильно, даже при наличии “прямых рук” нередко случается, что уже собранный девайс может работать неточно, а то и вовсе не работать.
Во избежание подобной головной боли, лучше доверять проверенным компаниям и придерживаться простого правила: если товар дорогой, то шанс того, что он окажется качественным, довольно велик.
Несомненный плюс таких товаров - в процессе сборки можно досконально изучить строение и принципы работы 3D-принтеров.
Сопло
Также в данном разделе хочется затронуть виды материалов, из которых может быть изготовлено сопло экструдера.
Латунные сопла - обычно идут в комплекте с принтерами, идеально подходят для печати PLA и ABS пластиком. Большая теплопроводность такого материала обеспечивает лучший прогрев пластика, но мягкость латуни станет причиной быстрого изнашивания.
Стальные сопла - часто покупаются уже самими пользователями отдельно. Основным преимуществом стали является намного большая износостойкость. Также сталь часто покупают как замену для титановых и рубиновых сопел из-за меньшей стоимости.
Титановые и рубиновые сопла - используются для печати высокотемпературными пластиками, из-за высокой абразивности которых латунные сопла быстрее изнашиваются.
Производитель, страна происхождения
Израиль, США, Европа, Китай и Россия находятся на достаточно высоком уровне по производству 3D-принтеров. Соответственно, следует ориентироваться на устройства из этих стран. Но это не означает, что в менее развитых странах нет и не может появиться производителя, способного обогнать перечисленные государства. В первую очередь, необходимо обращать внимание не на страну, а непосредственно на самого производителя, линейку товаров, на их характеристики и отзывы более опытных пользователей.
Подробнее о мировых производителях 3D-оборудования читайте в нашей статье: «Кто есть кто в 3D: производители мира».
Заключение
При выборе 3D-принтера по характеристикам, в первую очередь надо разобраться с целями и приоритетами — критичные для одних целей характеристики могут входить в конфликт с важными для других.
Простой пример — если вы ставите себе целью максимально недорого и без лишней головной боли печатать простые детали, то покупать принтер обеспечивающий наилучшую точность будет экономически нецелесообразно и связано с лишними хлопотами, так как стоят такие аппараты обычно значительно дороже, требуют дорогих фирменных запчастей, а иногда и сертифицированного обслуживания.
В зависимости от того, что вы хотите получить от 3D-принтера, нужно определить список приоритетных свойств 3D-принтера, наиболее важных для применения в ваших целях.
Этой статьей мы обозначили круг характеристик и свойств, от которых можно отталкиваться при выборе, разобрали на что они влияют на практике и привели несколько примеров оборудования.
Рекомендуемые товары











Оставить комментарий