

Технологии 3D-печати и их применение

Введение
 3D-печатные протезы рук. Источник: motorica.org
3D-печатные протезы рук. Источник: motorica.org
Первое, с чем сталкиваются все начинающие 3D-печатники, это необходимость разобраться в существующих технологиях 3D-печати, выяснить, чем они отличаются, какие материалы используют и какие выгоды предлагают. К примеру, в чем разница между технологиями FDM и SLS, или как EBM отличается от DMLS?
Разобраться во всех этих аббревиатурах ох как непросто, а непосвященный человек вообще подумает, что все эти словечки - названия новых направлений в музыке. В нашей статье мы на пальцах объясним принцип каждой из двенадцати рассмотренных технологий 3D-печати и надеемся, что это поможет вам найти идеальный 3D-принтер для ваших уникальных потребностей.
Содержание
Технология FDM/FFF
Аббревиатуры расшифровываются как Fused Deposition Modeling (FDM) и Fused Filament Fabrication (FFF) и обозначают моделирование трехмерного объекта методом послойного наложения расплавленной полимерной нити (или методом моделирования путем направления). Принцип работы обеих технологий идентичен, разница исторически есть, но сейчас она фактически лишь в коммерческих названиях. Подробнее об этом вы можете прочитать здесь.
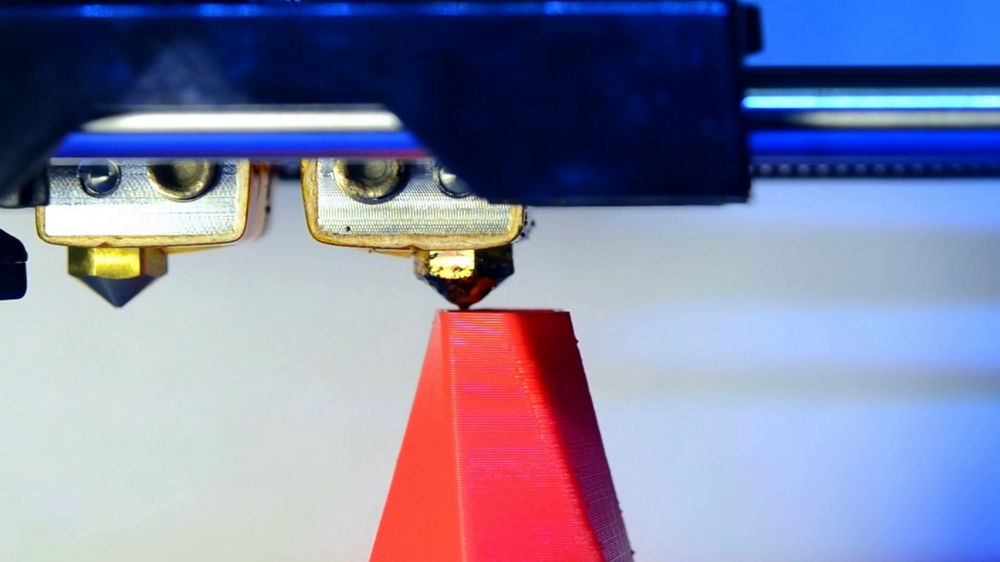
Принцип работы FDM/FFF
Реализация технологии FDM/FFF следующая: филамент (нить твердого термопластичного материала) проталкивается через накаленное до нужной температуры сопло эструдера, расплавляясь в процессе. Принтер наносит материал на печатный стол согласно запрограммированной траектории, слой за слоем. На печатном столе филамент остывает и затвердевает, образуя твердый объект.
Принтеры, печатающие по технологии FDM/FFF, поддерживают такие материалы, как PLA, ABS, PET, TPU и множество других.
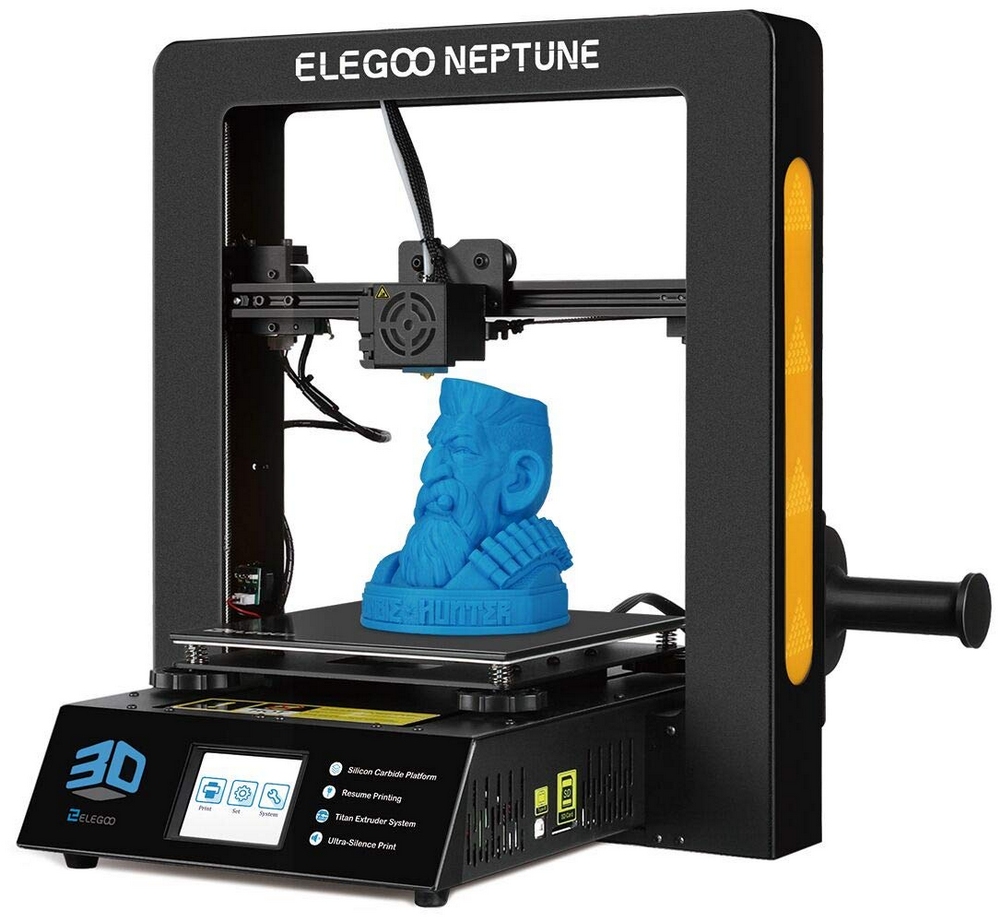 Источник: Amazon.com
Источник: Amazon.com
Плюсы и минусы FDM/FFF
Плюсы:
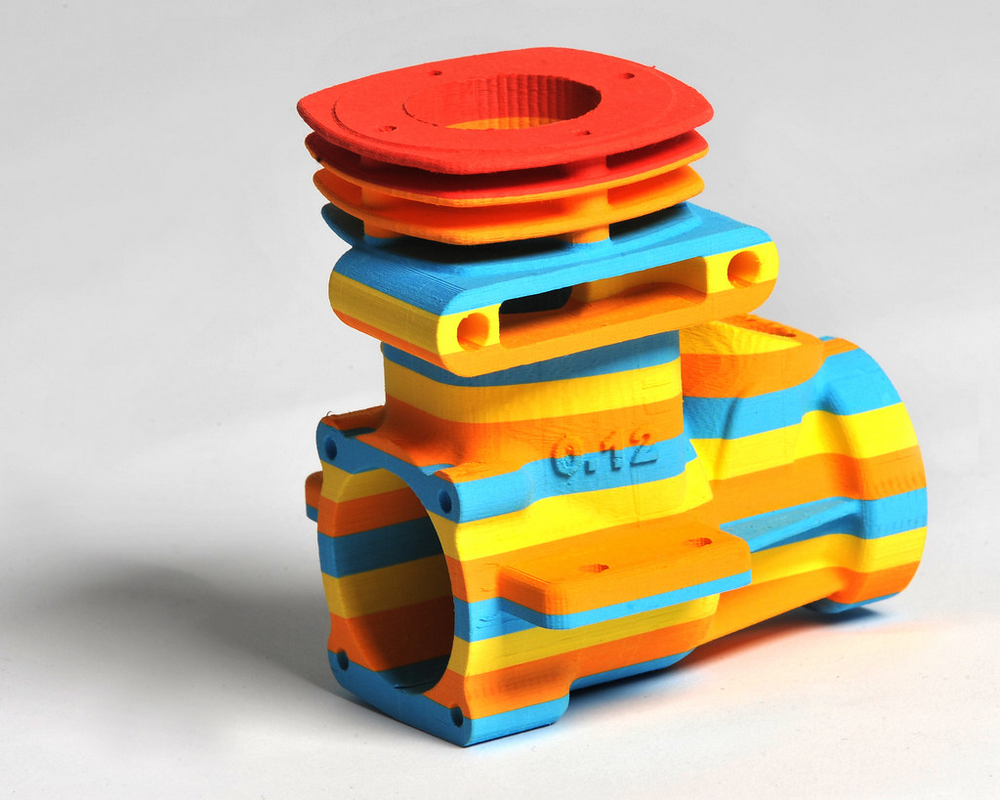
- Возможность печатать несколькими цветами и материалами одновременно;
- Дешевизна, по сравнению с другими технологиями 3D-печати;
- Удобство использования, подходит для начинающих 3D-мейкеров;
- Большое количество поддерживаемых материалов;
- Отсутствие необходимости в постобработке напечатанного изделия;
- Высокая скорость печати;
- Низкая стоимость технического обслуживания;
- Компактный дизайн FDM принтеров.
Минусы:
- Видимый шов между слоями
- При печати нависающих частей необходимо создание поддержек
- Колебания температуры во время печати могут привести к расслоению
- Меньшая точность, по сравнению с фотополимерными и лазерными технологиями 3D-печати
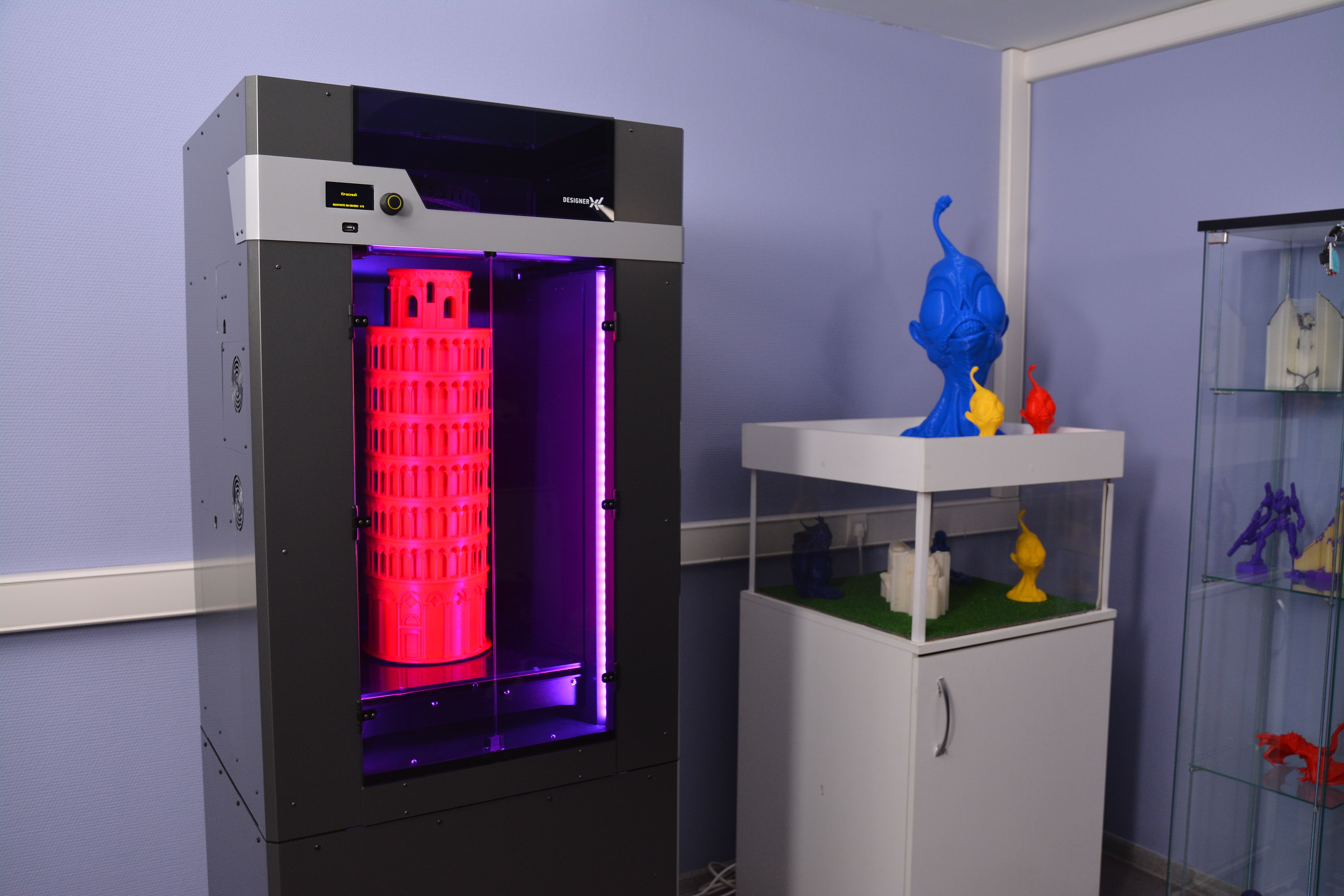
 Образец печати PICASO 3D Designer XL
Образец печати PICASO 3D Designer XL
Применение FDM
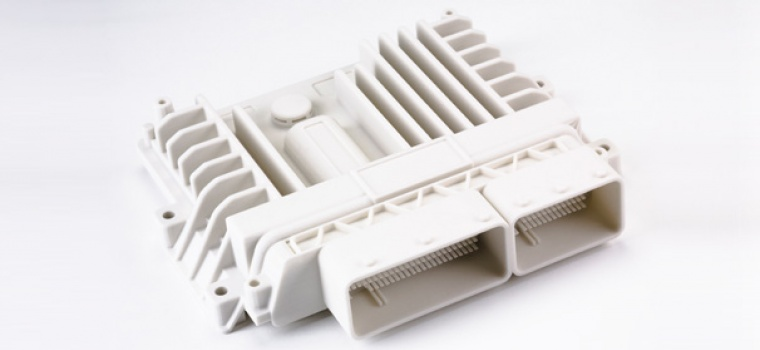
Напечатанные по технологии FDM изделия могут использоваться как в качестве прототипов для крупного производства, так и как функционирующие детали и предметы при малом и единичном производстве. Технология нашла применение в таких сферах, как авиация, стоматология, изготовление спортивного снаряжения, архитектура, автомобилестроение, телекоммуникации.
 Источник: i.all3dp.com
Источник: i.all3dp.com
Конкретный пример использования
В пассажирском самолете Airbus A350 XWB аэрокосмического гиганта Airbus более тысячи деталей были напечатаны на 3D-принтере по технологии FDM.
 Источник: aero-mag.com
Источник: aero-mag.com
Корпорация выбрала трехмерную печать FDM, поскольку эта технология предоставляет максимальную гибкость в производстве больших деталей, а также позволяет сократить сроки поставок. Детали аэробуса были напечатаны из материала ULTEM 9085 от поставщика Stratasys и соответствуют всем техническим требованиям, которые компания Airbus предъявляет к качеству своих комплектующих для производства самолетов, включая стандарты безопасности материалов для использования в пассажирском салоне (нетоксичность, негорючесть, легковесность, прочность).
Пример FDM-принтера
Picaso Designer X Pro

Характеристики:
- Рабочая камера: 200 х 200 х 210 мм
- Технология печати: FDM
- Толщина слоя от:50 мкм
- Точность позиционирования: XY - 11 мкм, Z - 1,25 мкм
- Поддерживаемые материалы: ABS;PLA;FLEX;NYLON;ASA:ABS\PC;PET;PC;PVA:HIPS
- Количество печатающих головок: 2
- Диаметр сопла: 0.3 мм
- Диаметр нити: 1,75
- Скорость печати: до 30 см/ч

SLA и DLP
 Источник: additive.blog
Источник: additive.blog
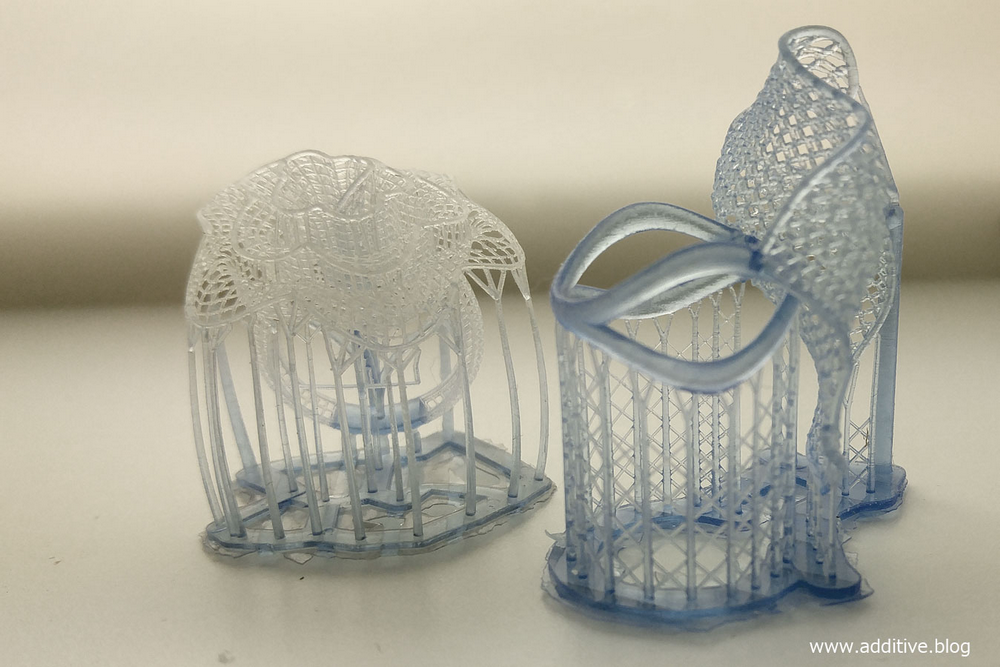
Расшифровываются эти аббревиатуры как Stereolithography (стереолитография) и Digital Light Processing (цифровая обработка светом). Процесс печати по этим технологиям получил название полимеризация в чане. Принцип работы обеих технологий состоит в том, что фотополимерная смола, находящаяся в чане, селективно полимеризуется источником света.
Принципиальное отличие SLA от DLP заключается в использовании разных источников света. SLA-принтеры используют координатный лазер, в то время как DLP-принтеры используют ультрафиолетовый проектор для одномоментной засветки слоя, а самые доступные из этой категории — LCD DLP — жидкокристаллический экран.
Принцип работы
SLA принтер использует специальные зеркала, которые называются гальванометры. Одно такое зеркало помещается вдоль оси X, другое - вдоль оси Y. Гальванометры молниеносно направляют лазерный луч сквозь чан с полимерной смолой, избирательно полимеризуя и уплотняя поперечное сечение объекта внутри области построения, таким образом, конструируя объект слой за слоем.
DLP принтеры используют цифровые световые экраны для засвечивания одного изображения каждого слоя. Так как проектор представляет собой цифровой экран, изображение каждого слоя состоит из квадратных пикселей, в результате чего слой формируется из небольших прямоугольных блоков, называемых вокселями.
Технология DLP может достигать более высокой скорости печати по сравнению с SLA. Это связано с тем, что весь слой подвергается воздействию сразу, вместо сканирования площади поперечного сечения с помощью координатного лазера.
Свет проецируется на фотополимер с помощью проектора, светодиодных экранов, или ультрафиолетового источника, свет от которого проходит через ЖК-экран.
LCD DLP 3D-принтер Anycubic Photon
Плюсы и минусы
Технологии фотополимерной печати — самые точные среди всех аддитивных технологий, они позволяют добиться максимального соответствия напечатанного объекта заданным цифровой моделью параметрам. Но есть у них и отличия.
Плюсы SLA:
- Самое высокое разрешение и точность позиционирования среди всех технологий трехмерной печати;
- Гладкая поверхность напечатанных объектов;
- Высокая скорость при печати единичных миниатюрных объектов.
Минусы SLA:
- Сниженная скорость печати при больших площадях засвечивания.
Плюсы DLP:
- Стабильно высокая скорость печати;
- Способность печатать объекты с высоким уровнем детализации;
- Точность ограничена лишь разрешением экрана или матрицы проектора.
Минусы DLP:
- Зернистость изображения.
При печати миниатюрных объектов, занимающих малую часть площади засветки, скорость ниже чем у SLA.
Применение
SLA применяется для создания конструкторских и дизайнерских прототипов, макетов и мастер-макетов. Сферы использования включают томографию, медицину, криминалистику, археологию, оптику, ювелирное дело (литье по выплавляемым моделям).
Если говорить о конкретных случаях применения технологии 3D-печати SLA, то американский производитель спортивной одежды и аксессуаров New Balance использует SLA-принтеры Formlabs для печати подошвы кроссовок TripleCell с уникальными свойствами амортизации.
 Источник: pbs.twimg.com
Источник: pbs.twimg.com
DLP-технология применяется для изготовления мастер-копий для вакуумного литья и других малообъемных методов прототипирования, изготовления моделей для литья по выплавляемым моделям и прототипов функционального тестирования, а также в стоматологии, ювелирном деле, искусстве и других отраслях, где требуется высокий уровень детализации.
Примером использования данной технологии может послужить вот такое платиновое кольцо, инкрустированное гранатами и бриллиантами. Ювелир Джон Хейнес (John Haynes) использует DLP-принтеры производителя B9Creations для создания своих шедевров. Кольцо, кстати, получило награду американской ассоциации ювелиров AGTA Spectrum Award:
 Источник: b9c.com
Источник: b9c.com
Пример SLA-принтера
Formlabs Form 2
Характеристики:
- Рабочая камера: 145 x 145 x 175 мм
- Технология печати: SLA
- Толщина слоя от: 25 мкм
 Источник: cdn.shopify.com
Источник: cdn.shopify.com
Пример DLP-принтера
FlashForge Hunter DLP
Характеристики:
- Рабочая камера: 120 х 67,5 х 150 мм
- Технология печати: DLP
- Толщина слоя от: 25 мкм
- Разрешение в X и Y осях (мкм): 62.5
 Источник: pbs.twimg.com
Источник: pbs.twimg.com
SLS и SLM
 Источник: additive.blog
Источник: additive.blog
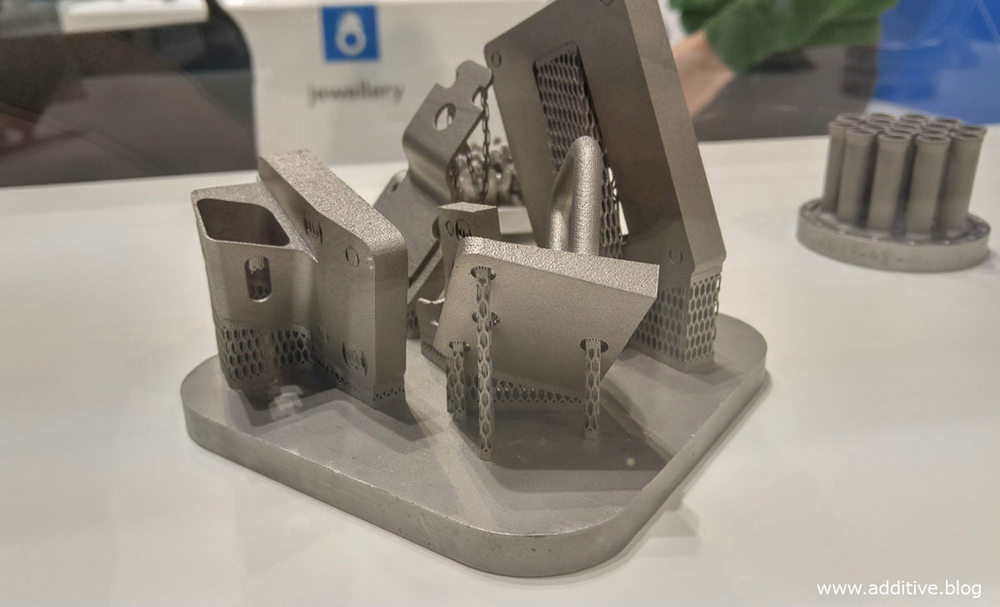
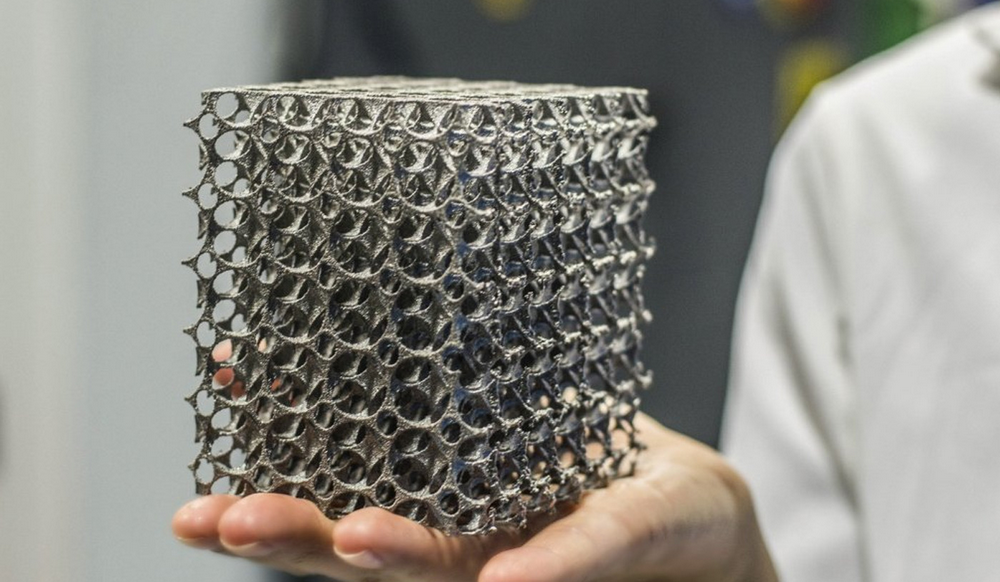
Аббревиатуры расшифровываются как Selective Laser Sintering (лазерное спекание порошковых компонентов) и Selective Laser Melting (селективное лазерное сплавление). Основная разница — в степени нагрева материала печати и используемых материалах. SLS-технология используется с разными материалами, в то время как SLM работает в основном с металлами.
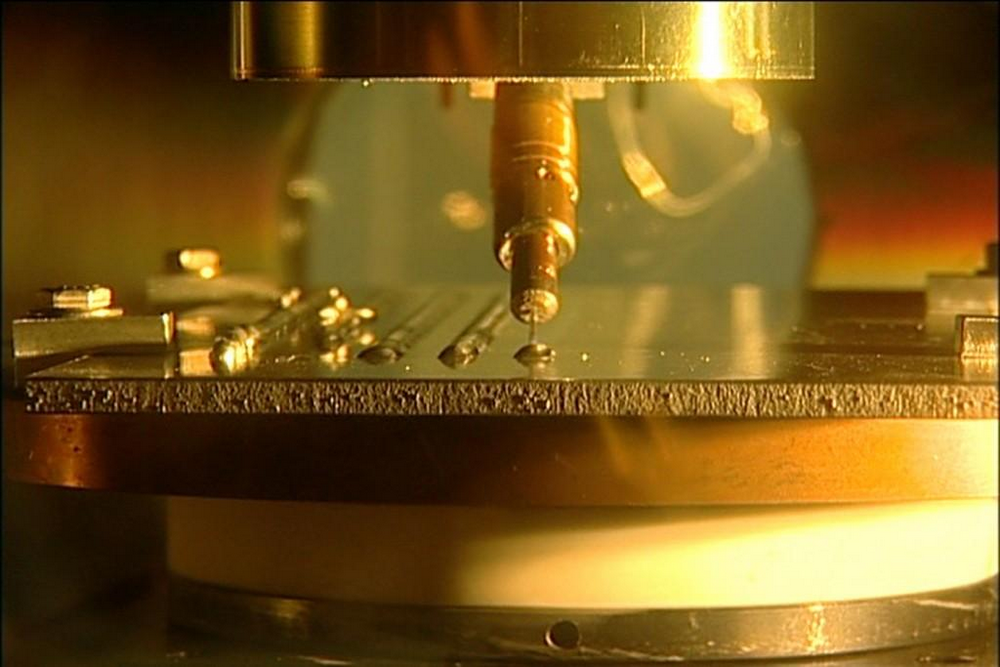
Принцип работы
Печать по аддитивной технологии SLS подразумевает послойное спекание порошкообразного материала для получения изделия по заданной CAD-модели. Спекание частиц порошка происходит за счет воздействия лазерного луча. Перед началом печати порошкообразный материал разогревается так, чтобы его температура не превышала температуру плавления материала. Построение объекта происходит послойно, снизу вверх. Порошок подается в камеру построения, где лазерный луч спекает слой изделия согласно заданной цифровой модели. После спекания в камеру подается следующая порция порошка для образования нового слоя. Во время конструирования платформа принтера плавно опускается вниз строго по толщине печатного слоя.
Принцип работы SLM-технологии заключается в лазерном сплавлении металлического порошка. Рабочая камера принтера наполняется металлическим порошком при помощи специального подающего механизма. Порошок затем распределяется по рабочей платформе очень тонкими слоями посредством ровняющей лопатки.
Затем мощный лазер соединяет двухмерные кусочки будущего изделия путем селективного (выборочного) сплавления порошкообразного материала. Потом платформа опускается (шаг равен толщине одного слоя), и ровняющая лопатка распределяет новый слой порошка по поверхности. Процесс повторяется по полного построения изделия.
Камера, при печати по технологии SLM, заполняется инертным газом, что не дает металлу вступать в реакцию с атмосферным кислородом. В качестве материала печати используются порошковые стали, кобальт-хромовые и другие сплавы, титан, драгоценные металлы.
Плюсы и минусы
Плюсы SLS:
- Высокая точность построения;
- Хорошие физические качества готового изделия;
- Подходит для широкоформатной печати;
- Не требует поддержек при печати;
- Безотходное производство.
Минусы SLS:
- Высокая стоимость оборудования и материалов печати, по сравнению с другими технологиями.
Плюсы SLM:
- Широкий выбор материалов печати;
- Возможность построения изделий со сложной геометрией или высоким уровнем детализации;
- Безотходное производство.
Минусы SLM:
- Дороговизна технологии;
- Не подходит для начинающих печатников;
- Грубая поверхность готового изделия, требующая пост-обработки.
Применение
Обе технологии применяются в медицине для производства персональных имплантатов и протезов, в автомобилестроении для создания прототипов, в аэрокосмической области для печати трубопроводов и других частей, в производстве инструментов.
 Источник: 3dprintingmedia.network
Источник: 3dprintingmedia.network
Немецкий производитель 3D-принтеров SLM Solutions напечатал для британской аэрокосмической корпорации Orbex цельнометаллический двигатель для орбитальной ракеты-носителя Prime. Деталь была напечатана на принтере SLM 800, область построения которого составляет 260 x 500 мм, что позволяет печатать объекты высотой до 800 мм. Материалом печати послужил никелевый сплав. Компания Orbex выбрала трехмерную печать для проекта не случайно: SLM позволяет сократить сроки разработок и поставок до 90% по сравнению с традиционными методами производства и снизить затраты более чем на 50%. Кроме того, напечатанный двигатель отличается легкостью, что также снизило конечный вес ракеты.
Пример SLM-принтера
Farsoon FS271M
*На сегодняшний момент Farsoon FS271M снят с производства. Другие 3D принтеры с технологией SLM здесь.
Характеристики:
- Рабочая камера: 275×275×320 мм
- Толщина слоя от: 20 мкм
- Диаметр пятна лазера: 40~200 мкм
- Защитный газ: Аргон / Азот
- Поддерживаемые материалы:
- FS 316L, FS 17-4PH, FS CoCrMoW, FS Ti6Al4V, FS AlSi10Mg, FS 18Ni300, FS 420, FS Cu90Sn10, FS GH3536, FS IN718, FS Ta, FS W
 Источник: enicon.org
Источник: enicon.org
Пример SLS-принтера
Sinterit Lisa Pro

Характеристики:
- Рабочая камера:150 x 200 x 260 мм
- Толщина слоя от: 75 мкм
- Точность позиционирования: XY: 50 мкм
- Поддерживаемые материалы: PA11, PA12 Smooth, Flexa
 Источник: sinterit.com
Источник: sinterit.com
DMLS
 Источник: axisproto.com
Источник: axisproto.com
Расшифровывается как Direct Metal Laser Sintering и означает прямое лазерное спекание металлов. DMLS-принтер не расплавляет металлический порошок, но нагревает его до такой степени, что его частицы начинают сплавляться на молекулярном уровне. Технология SLM использует лазер, чтобы добиться полного расплавления металлического порошка, образуя однородную структуру изделия. Получается, что для обработки по технологии DMLS, расходный металлический порошок вовсе не обязательно должен иметь единую температуру плавления.
Производство по технологии DMLS требует использования опорной конструкции, чтобы минимизировать риск деформации изделия (несмотря на распространенное мнение, что окружающий порошок обеспечивает достаточную физическую поддержку).
Детали DMLS подвержены риску деформации из-за остаточных напряжений, возникающих во время печати из-за высоких температур. Готовые изделия также подвергаются тепловой обработке, оставаясь на платформе принтера, для того чтобы сбросить остаточные напряжения.
Принцип работы DMLS
Частицы металлического порошка наносятся тонким слоем при помощи ровняющего ролика на платформе, которая «шагает» вниз по мере завершения слоев. Моделирование изделия производится лазерным лучом, который расплавляет порошок послойно, формируя объект по заданной компьютерной модели. Построение происходит в закрытой камере. По завершении печати объекту дают остыть, а после очищают от остатков порошка.
Плюсы и минусы DMLS
Плюсы:
- Высокое разрешение печати (до 20 микрон);
- Возможность печати объектов со сложной структурой и геометрией;
- Высокие механические качества готового изделия;
- Безотходное производство;
- Большое количество материалов для печати: нержавеющая сталь, алюминий, титан, никель, кобальт-хром, и драгоценные металлы, не считая сплавов.
Минусы:
- Невысокая скорость печати;
- Небольшой выбор принтеров, печатающих по технологии DMLS.
Применение DMLS
Прямое лазерное спекание металлов используется в стоматологии, медицине, аэрокосмической и промышленной отраслях.
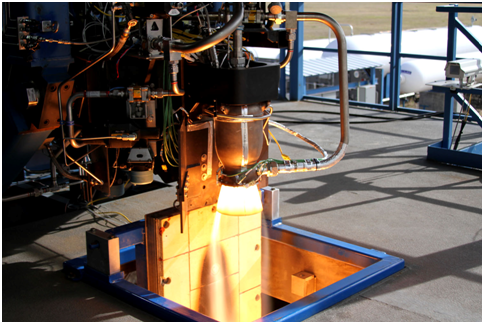
Илон Маск и его космическая компания SpaceX напечатали на трехмерном принтере и успешно испытали камеру двигателя SuperDraco, которая была изготовлена из инконеля (жаропрочный и жаростойкий сплав на никелевой основе) с помощью технологии прямого лазерного спекания металлов. Этим двигателем оснащен космический корабль CrewDragon.
 Источник: spacex.com
Источник: spacex.com
 Источник: spacex.com
Источник: spacex.com
В производстве камеры двигателя использовались промышленные 3D-принтеры немецкого концерна Electro Optical Systems работающие по технологии DMLS. Маск прибегнул к этой технологии, потому что именно она позволила полностью сформировать все охлаждающие каналы, форсунки и механизмы управления тягой, несмотря на всю сложность дизайна конструкции камеры двигателя.
Пример принтера DMLS
EOS M 400

Характеристики:
- Рабочая камера: 400 х 400 х 400 мм
- Лазер: Yb-fibre laser; 1 КВт

EBM
 Источник: i.all3dp.com
Источник: i.all3dp.com
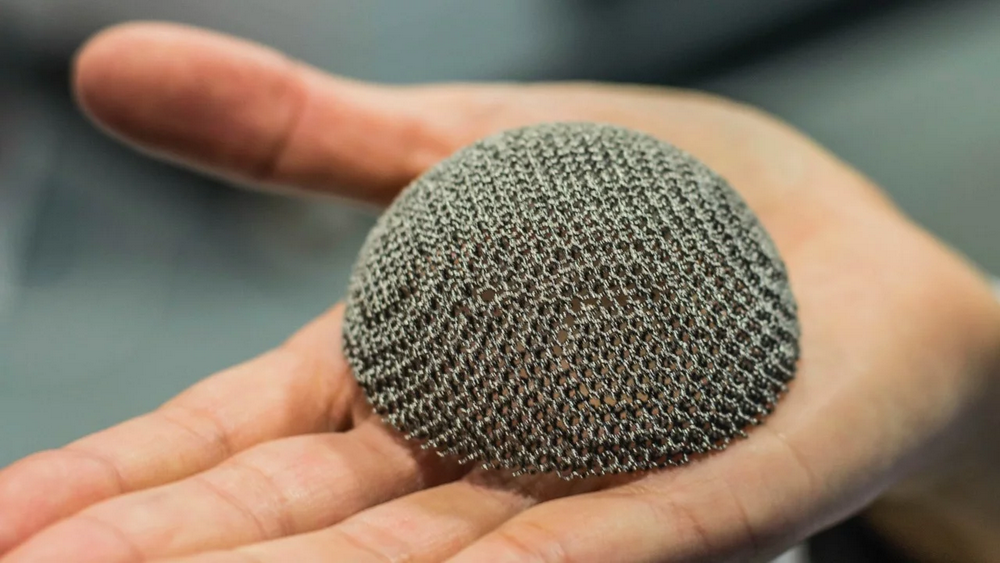
Аббревиатура расшифровывается как Electron Beam Melting и означает электронно-лучевое плавление. EBM – это технология 3D-печати, которая использует пучок электронов для сплавления частиц металлического порошка.
На первый взгляд, электронно-лучевое плавление (EBM) очень похоже на 3D-печать SLS. Но, тем не менее, есть и разница. Наиболее существенные различия заключаются в том, что источником энергии в технологии EBM является электронный луч вместо СО2-лазера, а используемый материал – проводящий металл вместо термопластичного полимера.
В частности, EBM-принтеры часто используют титановые сплавы, но не способны печатать пластиковые или керамические детали, так как поток электронов может плавить только металл.
Принцип работы
Все 3D-принтеры EBM состоят из источника энергии, способного излучать электронный луч, контейнера для порошка, устройства подачи порошка, устройства для повторного нанесения порошка и нагреваемой строительной платформы. Процесс печати должен происходить в вакууме, в противном случае электроны электронного пучка случае столкнулись бы с молекулами газа, которые «загасили бы» электронный пучок.
Перед началом процесса печати чашу для порошка заполняют желаемым металлическим порошком. После этого чаша помещается в 3D-принтер, а внутреннее давление устанавливается на уровне около 0,0001 мБар – это примерно в 10 миллионов раз меньше атмосферного давления.
Когда в рабочей камере достигается желаемое давление, электронный луч «запускается», нагревая платформу принтера до высоких температур. Например, температура плавления титана - 600–700 °C. После разогрева рабочей платформы процесс печати начинается.
Ровняющий валик наносит один слой предварительно нагретого порошка на строительную платформу. Как только порошок распределен, начинается плавление электронным лучом. Электронный пучок контролируется набором электромагнитных катушек, которые точно направляют пучок к нужным точкам на платформе. Электронный пучок движется избирательно, плавя порошок и заставляя частицы порошка сливаться вместе.
После завершения одного слоя платформа принтера перемещается на один шаг вниз, в точности по высоте одного слоя. Процесс повторяется до полного изготовления объекта.
Плюсы и минусы EBM
Плюсы:
- Высокая плотность (и, следовательно, прочность) изделий благодаря полному расплавлению порошка;
- Ускоренный процесс печати;
- Не спеченный порошок можно использовать повторно;
- Требуется меньше опор по сравнению с лазерной сваркой в порошковом слое.
Минусы:
- Небольшой объем печати (макс. Диаметр 350 мм и высота 380 мм);
- Ограниченный выбор материала (только титановые или хром-кобальтовые сплавы);
- Дорогие машины и материалы.
Применение
Технология трехмерной печати EBM используется в медицине, аэронавтике и автоспорте.
В частности, шведская компания Arcam EBM поставляет 3D-принтеры в клинические центры и больницы для изготовления как стандартных, так и индивидуальных ортопедических имплантатов. Технология Arcam EBM позволяет производить персональные имплантаты и в то же время сокращать производственные затраты и сроки поставки. Например, с помощью этих принтеров Arcam можно создать индивидуальный черепной имплантат.
 Источник: arcam.com
Источник: arcam.com
Технология EBM предлагает прямой процесс CAD-to-Metal, который позволяет производить имплантаты для конкретного пациента с использованием данных, полученных с помощью компьютерной томографии (КТ). Данные КТ используются для создания точной модели CAD нужного имплантата. Затем эта модель используется машиной EBM для создания фактической детали.
Авиастроительная компания Air New Zealand использует технологии Arcam Electron Beam Melting (EBM) для печати деталей и инструментов из титана для своих самолетов. Основным преимуществом деталей, изготовленных с помощью 3D-печати, является возможность сэкономить время, деньги и создавать сложные конструкции. Все это необходимо при проектировании металлических компонентов и деталей аэробусов.
 Источник: 3dprintingmedia.network
Источник: 3dprintingmedia.network
 Источник: zenithtecnica.com
Источник: zenithtecnica.com
Пример EBM принтера
Arcam Q10

Характеристики:
- Рабочая камера: 200 x 200 x 180 мм
- Страна производства: Швеция
- Специализация: Аэрокосмическая промышленность;Оборонная промышленность;Производство
 Источник: multistation.com
Источник: multistation.com
EBF3
 Источник: smileexpo.ru
Источник: smileexpo.ru
Расшифровывается как Electron-beam freeform fabrication и означает электронно-лучевой процесс создания предметов произвольной формы. EBF3 - это процесс аддитивного производства деталей из металла. Такие детали требуют меньшего количества расходного материала и финишной обработки по сравнению с традиционными методами производства. EBF3-принтер использует сфокусированный электронный пучок в вакуумной среде для создания расплава на металлической основе.
Принцип работы
Рабочая концепция технологии 3D-печати EBF3 заключается в создании металлической детали непосредственно из файла автоматизированного проектирования (CAD). EBF3 численно разбивает модель CAD на слои, используя постпроцессор для написания G-кода, тем самым задавая траекторию движения для электронного луча. Принтер EBF3 использует сфокусированный пучок электронов в вакуумной среде для расплавления металлического прутка, который подается в зону нагрева. Процесс очень похож на FDM, с той лишь разницей, что металлический пруток плавится пучком электронов на платформе построения, а не в экструдере.
Основным расходным материалом является металл. Например, сплавы на основе титана. Многие компании используют Ti6Al4V: он твердый, имеет высокие механические характеристики и коррозионную стойкость.
Плюсы и минусы EBF3
Плюсы:
- Высокая точность печати, благодаря использованию специальных магнитных зеркал;
- Недорогие и доступные материалы;
- Прочность изделий на уровне литых;
- Высокая скорость печати.
Минусы:
- Высокая стоимость оборудования;
- Ограничения в геометрии моделей.
Применение EBF3
Технология нашла применение в автомобилестроении (производство запчастей), аэрокосмической отрасли (производство конструктивных элементов), производстве запчастей и инструментов в удаленных районах (передовые пункты базирования, корабли дальнего плавания, морские нефтяные платформы, полярные научные станции).
 Источник: nasa.gov
Источник: nasa.gov
Одним из активных адептов технологии EBF3 является Национальное управление по аэронавтике и космическому пространству США, оно же НАСА.
Пример EBF3-принтера
Sciaky EBAM 300 System
 Источник: sciaky.com
Источник: sciaky.com
*На сегодняшний момент Sciaky EBAM 300 System снят с производства. Другие 3D принтеры здесь.
Характеристики:
- Размеры камеры: 7620 мм х 3048 мм х 3048 мм
- Область построения: ширина 6096 мм, глубина 1194 мм, высота 524 мм
- Поддерживаемые материалы: титан и титановые сплавы, инконель 718, 625, тантал, вольфрам, ниобий, 2319/4043 алюминий, 70/30 медный никель, 4130/4135 сталь, нержавеющая сталь (300 серия)
 Источник: i.ytimg.com
Источник: i.ytimg.com
CJP
 Источник: prototek
Источник: prototek
Эта аббревиатура расшифровывается как colorjet printing и означает технологию цветной печати.
CJP (цветная печать) - один из методов струйной 3D-печати. Ранее технология называлась 3D Printing или 3DP. Но после того, как в ней начали использоваться разноцветные связующие материалы, ей присвоили другое, более конкретное название.
Принцип работы CJP
Метод цветной струйной печати включает постепенное нанесение порошкообразных материалов слой за слоем вместе со связующим полимером. Особенность этой технологии заключается в возможности использования полимеров разного цвета. Этот метод идеально подходит для создания модели с красочными деталями.
Материалы, оставшиеся от предыдущей печати, не удаляются из рабочей камеры. Они служат опорой для следующих слоев.
Основным материалом для этого типа трехмерной печати являются пластики с различными механическими свойствами, имитирующие резину или термопластики, которые устойчивы к ударам и повреждениям.
Плюсы и Минусы CJP
Плюсы:
- Универсальность и доступность использования;
- Высокая точность нанесения слоев;
- Отличная скорость;
- Низкая стоимость расходных материалов;
- Принтеры безопасны, не токсичны;
- Возможность изготавливать разноцветные детали;
- Простые настройки печати;
- Принтеры легко подключается к оргтехнике;
- Оставшиеся материалы могут быть использованы повторно.
Минусы:
- Высокая стоимость устройств.
Применение CJP
Цветная струйная печать в основном используется для изготовления цветных объектов сложной геометрической формы. Среди областей применения CJP – промышленный дизайн, образование, кукольная анимация и архитектура.
TRISA Group, швейцарская компания по производству средств личной гигиены, использует цветную 3D-печать для ускорения выхода на мировой рынок стильных, высокоэффективных зубных щеток. В производстве принтер производителя 3D Systems производит прототипы в три раза быстрее и до десяти раз дешевле по сравнению с технологиями фрезерования или стереолитографии.
«3D-печать с технологией CJP от производителя 3D Systems полностью изменила нашу практику. На получение прототипа уходит один день, а не три, как было раньше, а затраты времени и рабочей силы стали в десять раз меньше, чем при использовании традиционных методов. Если раньше на разработку и прототипирование уходили годы, то теперь разработка концепта нового продукта занимает не более месяца", - комментирует Питер Гросс (Peter Gross), руководитель отдела инноваций в Trisa AG.
 Источник: 3dsystems.com
Источник: 3dsystems.com
Пример принтера CJP
3D Systems ProJet 360 (ZPrinter 350)

Характеристики:
- Рабочая камера: 203 x 254 x 203 мм
- Толщина слоя: от 10 микрон
- Скорость печати: 20 мм/час
- Сфера применения: Архитектура;Дизайн;Макетирование;Образование;Реклама;Сувенирная промышленность
 Источник: hobs3d.com
Источник: hobs3d.com
MJM
 Источник: digitalartsonline.co.uk
Источник: digitalartsonline.co.uk
Расшифровывается как Multi Jet Modeling и означает технологию многоструйного моделирования. MJM - это процесс струйной печати, в котором используется технология печатающих головок для послойного нанесения либо фотоотверждаемого пластикового полимера, либо восковых материалов. MJP – другое название этой технологии (Multi jet printing).
Принцип действия MJM
При многоструйном моделировании пластиковая модель создается слоями непосредственно из цифровой модели CAD с использованием печатающей головки с несколькими линейными соплами (минимум 96 сопел). Воскообразные термопластики распыляются в виде мелких капель через нагретую печатающую головку с разрешением 300 точек на дюйм и выше и полимеризуются с помощью ультрафиолетового излучения.
Для выступающих или нависающих элементов изделия конструируют опорную конструкцию из низкоплавкого воска, которая затем удаляется при нагревании. Готовые модели могут быть очень легко обработаны, склеены или покрыты (например, с помощью вакуумной металлизации).
Метод, который очень похож на метод струйного принтера, особенно подходит для создания сложных, максимально детализированных объектов и дизайнерских прототипов.
Плюсы и минусы MJM
Плюсы:
- Высокая точность печати;
- Широкий ассортимент поддерживаемых материалов (в том числе восковых);
- Отличное качество принтов;
- Возможность построения прозрачных и цветных изделий.
Минусы:
- Изделие во время печати нуждается в дополнительной поддерживающей конструкции и термообработке в печи после завершения печати.
Применение MJM
Литейное производство, ювелирное дело, медицина, автомобилестроение, прототипирование.
Например, Honda Performance Development, Inc. (HPD) использует принтеры 3D Systems, печатающих по технологии многоструйного моделирования для разработок прототипов двигателей своих гоночных автомобилей. В частности, изготовления компонентов двигателя Twin-Turbo (HR28TT) использовался принтер ProJet MJP CPX.
 Источник: hips.hearstapps.com
Источник: hips.hearstapps.com
Осенью 2009 года HPD приступила к разработке новой концепции двигателя V6, который на тот момент использовался в таких серийных автомобилях, как Accord, Pilot и Odyssey, чтобы превратить его в гоночный двигатель. В марте 2010 года концептом стал проект Honda Racing с 2,8-литровым двигателем Twin-Turbo (HR28TT). У Honda было всего 11 месяцев на то, чтобы спроектировать, разработать, протестировать и доработать двигатель перед первой гонкой, когда, в соответствии с правилами гонок, доработки конструкции двигателей были заморожены на весь гоночный сезон. Таким образом, у Honda было всего 11 месяцев, чтобы сделать HR28TT идеальным. У HPD уже был 3D-принтер от 3D Systems, который они используют для проектирования и тестирования пластиковых прототипов, поэтому они решили приобрести 3D-принтер ProJet MJP CPX, чтобы уложиться в срок для проекта HR28TT.
После завершения проектирования ProJet MJP CPX напечатал восковые детали в течение двух дней. Восковые образцы затем были отправлены в местный литейный цех для высокоточной отливки, и HPD получила свои металлические детали на в течение 2–3 недель. Следующие 5 компонентов двигателя HR25TT были произведены с использованием этого метода: правый и левый выпускные коллекторы, правая и левая крышки головки цилиндра и корпус масляного фильтра.
В конечном счете, проект двигателя HP28 HRT был полностью успешным; двигатели надежны и отвечают ожиданиям и требованиям гоночного сообщества. Использование многоструйного принтера позволило им сократить время проектирования до двух недель. Время изготовления было сокращено, потому что не было необходимости создавать инструменты для литья воска для изготовления основных образцов для местного литейного производства. И, наконец, производитель теперь может вносить изменения в конструкцию и начинать испытания в среднем через четыре недели, против восьми недель при использовании других методов производства.
Пример MJM-принтера
3D Systems ProJet 3510 CP

*На сегодняшний момент 3D Systems ProJet 3510 CP снят с производства. Другие 3D принтеры здесь.
Характеристики:
- Рабочая камера: 298 x 185 x 203 мм
- Толщина слоя: 33 мкм
- Применение: ювелирное дело, дизайн, изготовление потребительских товаров, прототипов и моделей для тестирования
 Источник: 3dwax @ 3dtoday.ru
Источник: 3dwax @ 3dtoday.ru
SHS
 Источник: goprint3d.co.uk
Источник: goprint3d.co.uk
Расшифровывается как Selective Heat Sintering и означает выборочное тепловое спекание. Эта технология 3D-печати используют нагревательную головку вместо мощного лазера для производства трехмерных объектов. 3D-принтеры SHS работают только с термопластичным порошком.
SHS технология отличается от других методик 3D-печати в плане скорости и простоты изготовления объектов. построение одного слоя происходит одномоментно, то есть все участки слоя запекаются сразу же.Таким образом, на формирование одного слоя уходит всего пара секунд.
Принцип работы SHS
Ролик наносит слой пластикового порошка на нагретую платформу принтера. Нагревающая головка сканирует площадь поперечного сечения объекта над порошком, производя тепловое излучение инфракрасного диапазона для спекания верхнего слоя порошка. Как только слой завершен, процесс повторяется до тех пор, пока не будет сформирован полный трехмерный объект. Избыток порошка помогает обеспечить поддержку сложных форм и выступов. Неиспользованный порошок также можно использовать для следующего цикла 3D-печати.
Плюсы и минусы SHS
Плюсы:
- SHS принтеры отличаются компактным размером;
- Доступная цена принтеров;
- Печать объектов без опорных структур;
- Возможность создавать объекты любой формы;
- Детали получаются прочные и долговечные с пределом прочности на разрыв 7,5 МПа.
Минусы:
- Прототипирование по технологии SHS возможно только с использованием монохромного белого термопластичного порошка от компании Blueprinter (держатель патента на технологию SHS);
- Низкая точность;
- Малый ресурс нагревательных элементов;
- Больше не выпускаются.
Применение SHS
Основная сфера применения SHS – прототипирование в инженерной, конструкторской и архитектурной сферах.
Пример SHS принтера
Blueprinter

Характеристики:
- Рабочая камера: 160 х 200 х 140 мм
- Толщина слоя от: 100 микрон
- Применение: прототипирование
- Материал печати: термопластик
- Скорость печати: 3 мм/ч

LOM
 Источник: pinimg.com
Источник: pinimg.com
Расшифровывается эта аббревиатура как Laminated Object Manufacturing и означает печать объектов методом ламинирования.
Производство трехмерных изделий методом ламинирования (LOM) - это технология аддитивного производства, в которой используются тонколистовые материалы. Во время печати слои бумаги, пластика или металла последовательно склеиваются и обрезаются по форме с помощью лазерного резака.
Принцип действия LOM
Процесс трехмерного ламинирования не имеет ничего общего с такими популярными аддитивными методами, как моделирование методом послойного наложения расплавленной полимерной нити (FDM), многоструйное моделирование (MJM) или селективное лазерное спекание (SLS).
3D-печать методом LOM включает следующие этапы:
- Цифровая 3D модель продукта загружается в LOM-устройство;
- Лист расходного материала протягивается из подающей системы с помощью нагретого ролика над рабочей платформой;
- Лазерный луч рисует контуры слоя;
- Платформа опускается на один шаг вниз по завершению нанесения слоя;
- Новый лист материала с клейкой основой поставляется на платформу;
- Процесс повторяется, и все последующие слои склеиваются, образуя однородный объект;
- Весь лишний материал удаляется после завершения печати;
- Готовое изделие может нуждаться в механической постобработке.
Примечательно, что во время LOM-печати выделяется дым, также появляется локализованный источник огня. Следовательно, трехмерная печать по технологии LOM должна осуществляться в герметичном ограждении с системой дымоотведения.
LOM-технология является одной из немногих, которая использует листы сырьевого материала. Для печати подходят пластмассы, композиты, металлическая фольга, керамика, бумага, полимерная пленка.
Плюсы и минусы LOM
Плюсы:
- Высокая скорость печати;
- Простота обращения с материалом;
- Низкая себестоимость печати;
- Резка может быть очень быстрой из-за того, что траекторией разрезания является контур объекта, а не площадь поперечного сечения.
Минусы:
- Низкие прочностные характеристики моделей — это всего лишь бумага.
Применение LOM
Основное применение техники трехмерной печати LOM - прототипирование и создание архитектурных макетов. Технология также используется в образовании и дизайне, так как позволяет создавать продукты с минимальными затратами.
LOM-принтеры от производителя Mcor используются архитекторами и другими специалистами проектно-конструкторских работ для преобразования своих идей в реальные трехмерные модели, которые они сами, их клиенты и другие заинтересованные стороны могут видеть, хранить и трогать.
 Источник: ichef.bbci.co.uk
Источник: ichef.bbci.co.uk
Изготовление традиционных макетов вручную - процесс дорогостоящий, долгий и неточный, потому что человеческий фактор тоже никто не отменял. Все это замедляет процесс согласования и утверждения проекта, что чревато, потерей контрактов.
LOM-принтер ARKePro может печатать точные и тактильные ярко-белые или цветные макеты с текстурными картами, такими как кирпичи и плитки, непосредственно на модели. Эти конструктивные параметры помогают архитекторам быстрее создавать макеты объектов строительства, быстрее получать разрешения, сокращать сроки реализации проектов и эффективно вести бизнес.
 Источник: shapie.lt
Источник: shapie.lt
+ Идеально для визуального макетирования;
- Не годится для прототипирования функциональных механизмов.
Пример LOM-принтера
MCOR Arke

Характеристики:
- Рабочая камера: 240 х 205 х 125 мм
- Толщина слоя: от 100 микрон
- Страна производства: Ирландия
- Материалы печати: бумага
 Источник: live.staticflickr.com
Источник: live.staticflickr.com
Заключение
Возможности 3D-печати настолько разнообразны, что способны решать множество прикладных задач — от создания прототипов различных товаров и оборудования, до печати живых органов и двигателей космических кораблей.
Если у вас еще нет 3D-принтера, но вы хотите его приобрести для коммерческих или бытовых целей — обращайтесь, специалисты Top 3D Shop с радостью помогут вам с выбором оптимального варианта.
Рекомендуемые товары




-
18 декабря 2021Самая обширная статья в рунете!





Оставить комментарий