

3D-принтеры FDM и FFF: в чем разница

Технология послойного наплавления, в силу ее доступности и повсеместности — самый распространенный и популярный метод 3D-печати. Предлагаем разобраться вместе в том, что такое FDM и FFF, чем они отличаются, как работают, как устроены 3D-принтеры и какие получаются модели, а также посмотреть наиболее популярные работающие по этим технологиям принтеры и образцы их принтов.
Источник: https://medium.com/@plus_socialgood
Содержание:
Введение
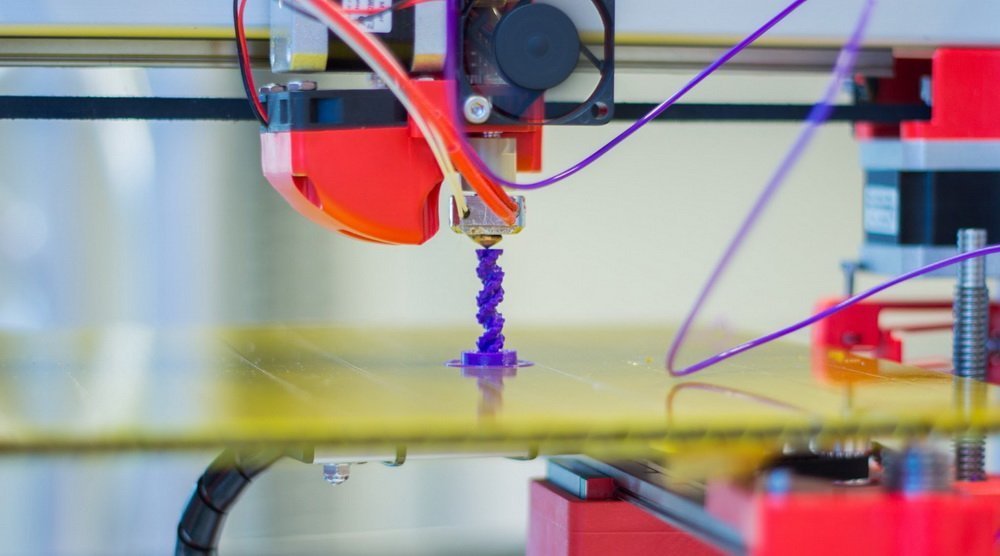
Производство способом наплавления нитей (FFF) — самая известная технология 3D-печати. 3D-принтер, работающий по технологии FFF, плавит нить материала — филамент, и укладывает его слоями, образуя заданную программой модель.
Эквивалентом FFF является моделирование методом послойного наплавления (FDM). Данный термин является торговой маркой Stratasys. Термин FFF был придуман членами проекта RepRap для обозначения технологии без нарушения законодательства.
Это схожие технологии. Но между ними есть определенное различие. В основном — историческое.
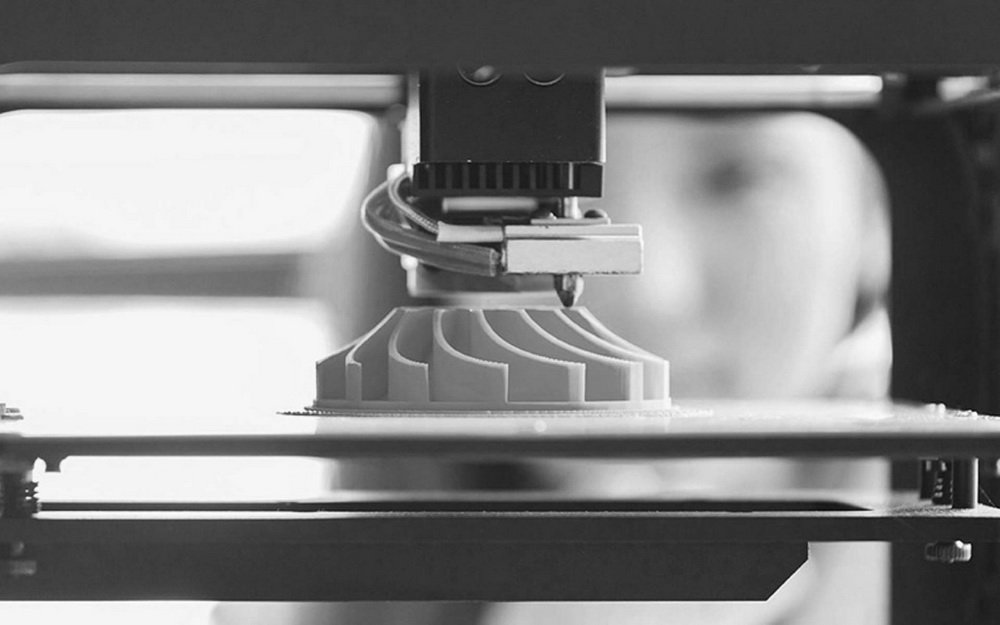
Как это работает

Источник: https://www.3dhubs.com
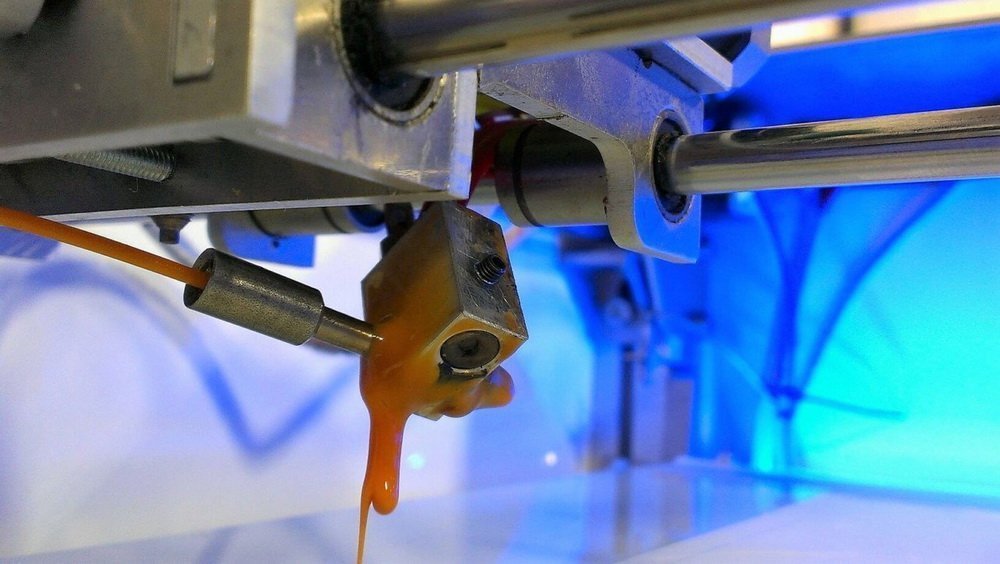
Моделирование методом послойного наплавления (FDM) – это проприетарная технология, разработанная Stratasys, Ltd в 1989 году.
Типичный FDM-3D-принтер состоит из экструдера и насадки сопла, объединенных в один агрегат, сборочного стола и механизма подачи филамента. Материал попадает в экструдер, где нагревается и расплавляется. Экструдер размещает материал на столе через насадку сопла.
Процесс проходит внутри изолированной камеры, в которой поддерживается температура около 90°C. Как следствие, материал попадает из горячего экструдера на разогретый стол, следуя через горячую среду. То, что весь процесс проходит при высокой температуре, упрощает контроль механических характеристик изделия. Использование нагревательной камеры защищает его от коробления и скручивания, повышает адгезию слоев. Температура камеры регулируется в зависимости от материала и режима работы.
Отличия FDM от FFF
Источник: http://www.directindustry.com
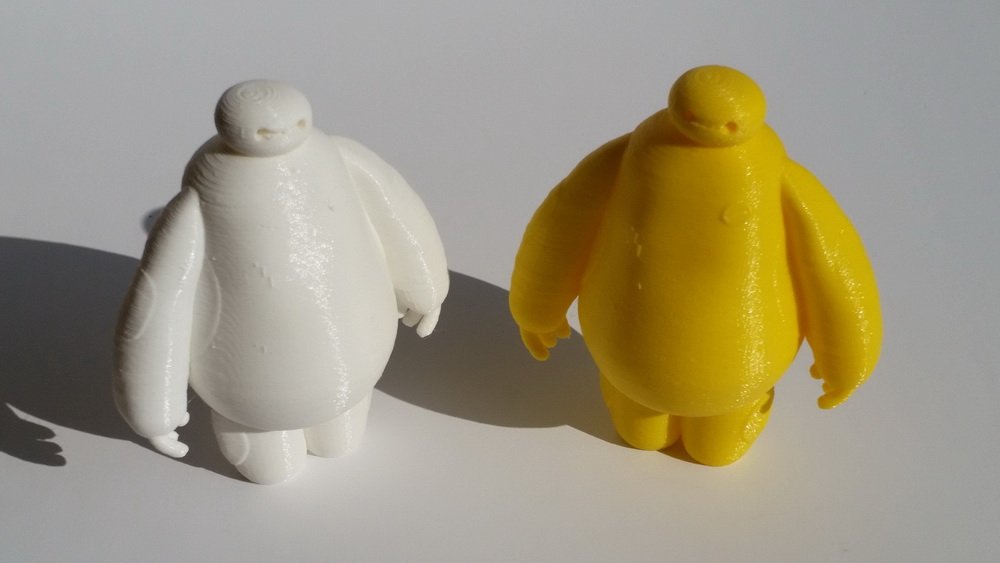
Так как патенты FDM-технологии истекли только в 2009 году, еще в 2005 появился проект RepRap, члены которого разработали свою версию технологии. Они назвали её FFF — производство способом наплавления нитей. Проект RepRap ориентируется на производство сложных продуктов в отсутствие развитой промышленности.
В промышленных FDM-установках нагревалась вся камера, в FFF-принтерах от нее избавились, чтобы уменьшить стоимость принтеров и печати.
Таким образом, в FFF-принтерах нет нагревательной камеры и это главное отличие. Как следствие, материал попадает из горячего экструдера на разогретый стол, следуя через холодную среду (в некоторых принтерах стол тоже не нагревается).
Чередование горячего и холодного окружений вызывает в изделии остаточные напряжения. Из-за этого результаты применения FDM и FFF могут значительно различаться, несмотря на один принцип работы. FDM применяется в промышленности, в то время как FFF ориентирована на любителей.
Почему теперь это одно и то же
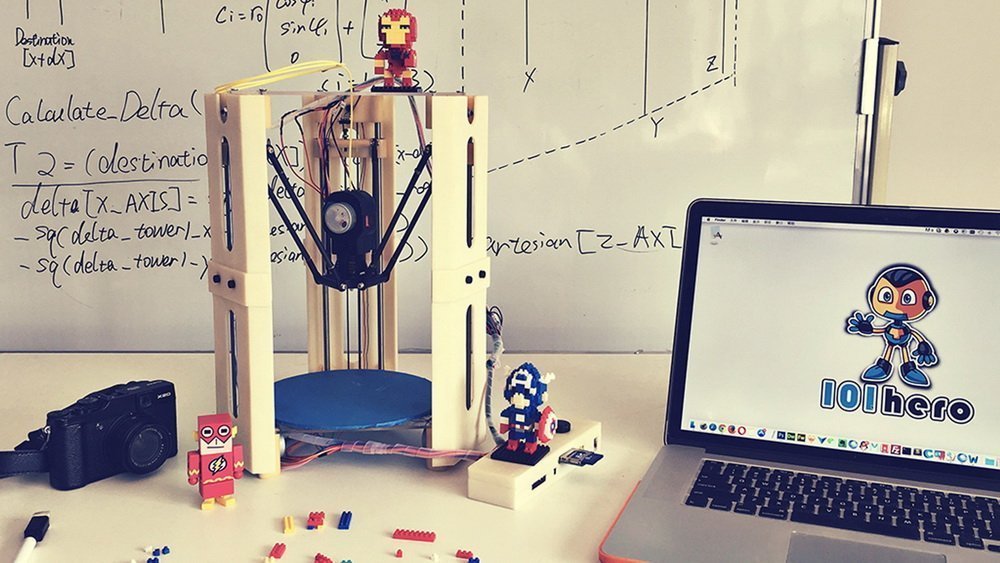
Источник: https://www.kickstarter.com/projects/101hero
Благодаря RepRap, сейчас 3D-печать широко распространена. Многие перешли на FFF-принтеры, из-за чего цены упали в 10 раз.
Сейчас, после истечения патентов и появления на рынке 3D-принтеров с подогреваемой камерой производства других компаний, помимо Stratasys, FDM и FFF стали почти синонимами.
Термин FDM часто и уже общепринято используется в литературе, технической документации и в обсуждениях в отношении всех экструдирующих пластик принтеров, в том числе и не имеющих термостатической камеры. Часто люди интересуются, подходят ли материалы для FDM-принтеров к FFF-принтерам. Подсказка: обычно подходят, если это не специальные тугоплавкие конструкционные пластики, требующие специального оборудования.
Для начинающего энтузиаста, не готового вкладывать в это увлечение большие деньги, FFF становится первым шагом в мир 3D-печати. Аддитивные технологии — это обширный спектр процессов, вроде селективного лазерного спекания, стереолитографии, печати гипсовой смесью или металлами. Но лидерами в домашних условиях остаются FDM-принтеры.
Из чего состоит 3D-принтер
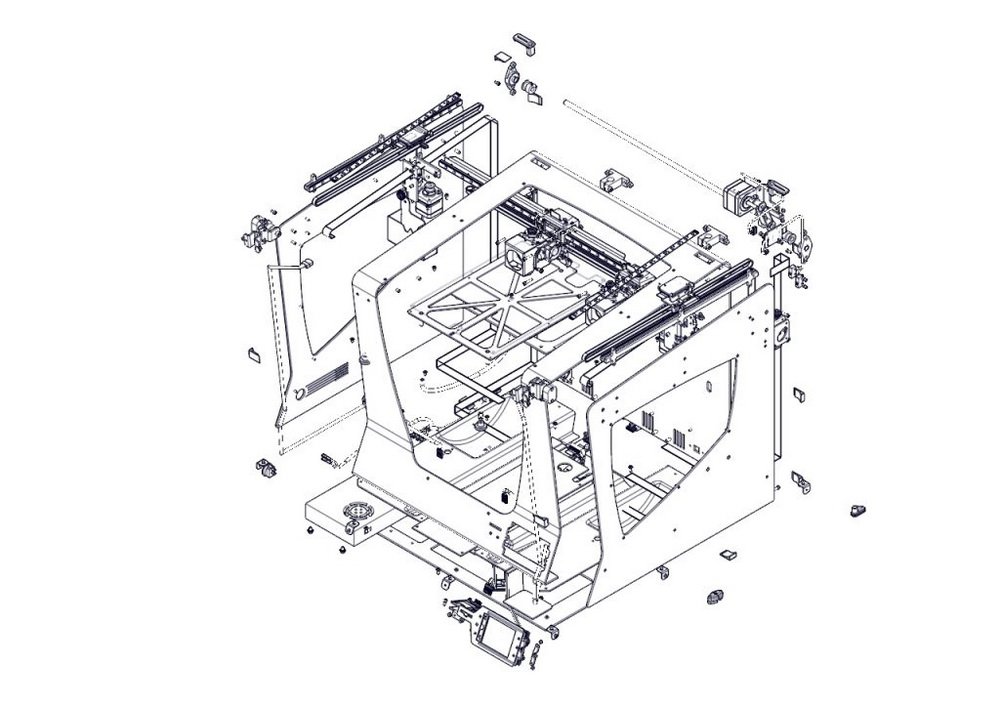
Источник: https://www.bcn3dtechnologies.com
Есть разные виды конструкций 3D-принтеров. В общих чертах, устройство 3D-принтера включает следующие компоненты:
- кинематика;
- экструдер;
- сборочный стол;
- различные электронные компоненты — материнская плата, блок питания и прочее;
- и вспомогательные элементы вроде рамы, регуляторов стола и прочего.
Мы коснемся только самых основных из них.
Кинематические схемы

Источник: http://www.mindkits.co.nz
Есть множество способов реализации технологий 3D-печати, и одна из самых заметных характеристик — кинематическая схема, или кинематика. Она определяет, как и с помощью каких механизмов осуществляется перемещение печатающей головки. Существуют следующие типы кинематики 3D-принтеров:
- Декартова;
- Дельтаобразная;
- Полярная;
- SCARA.
Есть прецеденты применения для 3D-печати также промышленных роботов-манипуляторов, но это совсем другие устройства и их мы рассмотрим подробнее в другой статье. Есть и среди них потребительские аппараты, рассчитанные на применение в лаборатории, учебном заведении, небольшой мастерской или дома — ознакомиться с такими можно здесь.
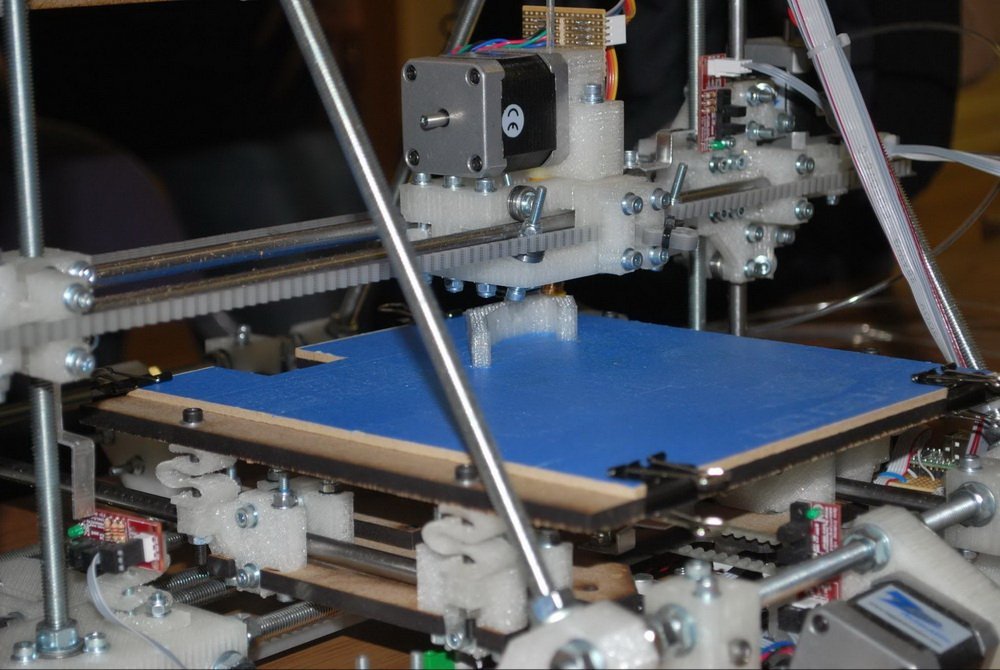
Декартова кинематика
Источник: http://allabout3dprinting.com
Самый популярный тип кинематики. Основан на декартовой системе координат, с помощью которой 3D-принтер определяет, что, когда и где печатать. Положение печатающей головки определяется координатами X, Y и Z.
У данной кинематики есть разные конструкции, такие, как конструкция Прюши (Prusa), Felix, Ultimaker, H-Bot, CoreXY и другие. Как правило, у таких принтеров стол движется вдоль одной координатной оси, а печатающая головка — вдоль двух, но есть и конструкции, в которых вдоль двух осей движется стол.
Дельтаобразная кинематика

Источник: http://frameimage.org/david-crocker-3d-printer/
Дельтаобразные 3D-принтеры тоже используют декартову систему координат, но пересчитывают ее в полярную в процессе печати и положение их печатающей головки контролируется иначе. Она закреплена на трех рычагах, образующих над столом треугольник (или греческую букву “дельта”).
Основания рычагов могут подниматься и опускаться по рельсам или цилиндрическим направляющим, к которым крепятся, за счет чего печатающая головка быстро перемещается по области печати. Главным преимуществом такой кинематики является высокая скорость печати. Неподвижный стол тоже является преимуществом, поскольку тряска затрудняет печать и может вызвать искажения в еще не отвердевшем изделии. Также, из-за особенностей конструкции, у дельтаобразных принтеров обычно большая область печати по оси Z, но малая площадь платформы.
Существенным недостатком является низкая точность печати. Причем, в центре модели она может быть очень высокой, но ухудшаться к краям. Это конструктивная особенность, не связанная с качеством самого аппарата. Возможно, с развитием технологии эта проблема будет решена.
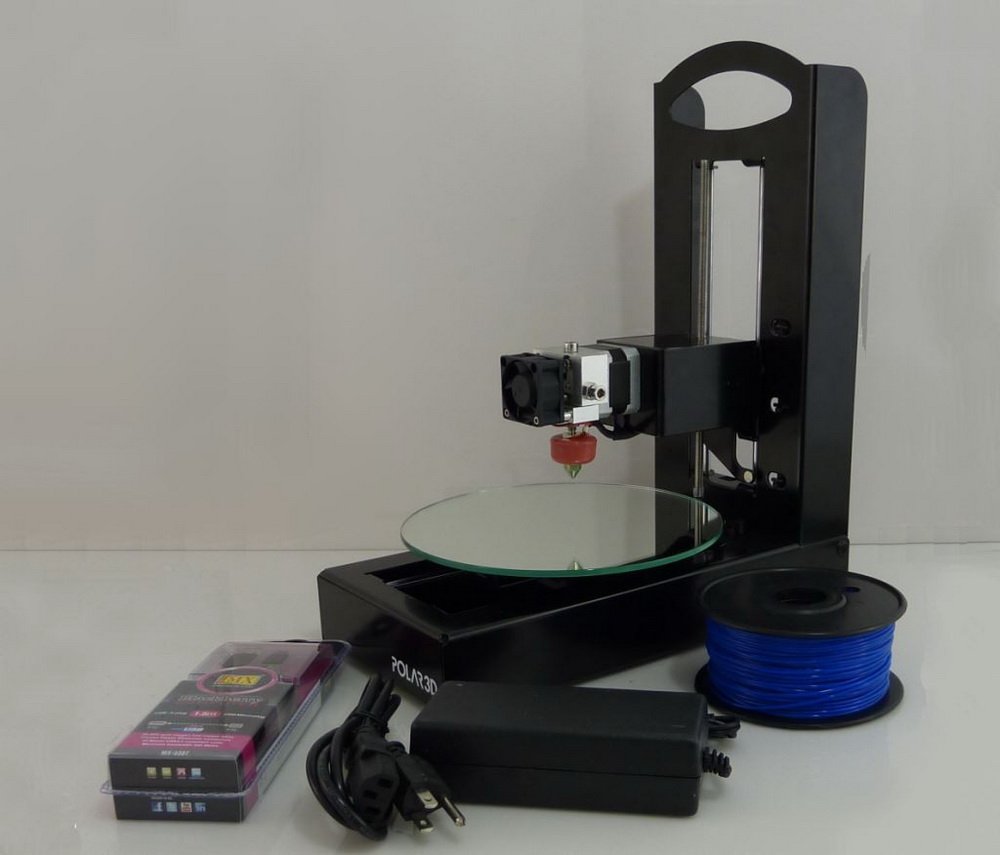
Полярная кинематика
Источник: http://web.bluecomtech.com
Полярная кинематика основана на полярной системе координат. Стол таких 3D-принтеров может смещаться по одной из осей и вращаться, а печатающая головка движется только по вертикальной оси Z, то есть поднимается и опускается. Этим достигается высокая стабильность ее положения.
Плюсы полярных 3D-принтеров — низкий уровень шума и компактность, при том же объеме рабочей области, в сравнении с декартовыми принтерами, им требуется меньше места. Минусы: из-за сильного отличия от популярных схем, они не имеют такой поддержки сообщества пользователей и обилия ПО, которые доступны владельцам декартовых и дельтаобразных принтеров.
Таков, например, Polar 3D. Он рассчитан на использование школьниками и студентами в учебных целях, поэтому прост в обслуживании и использовании.
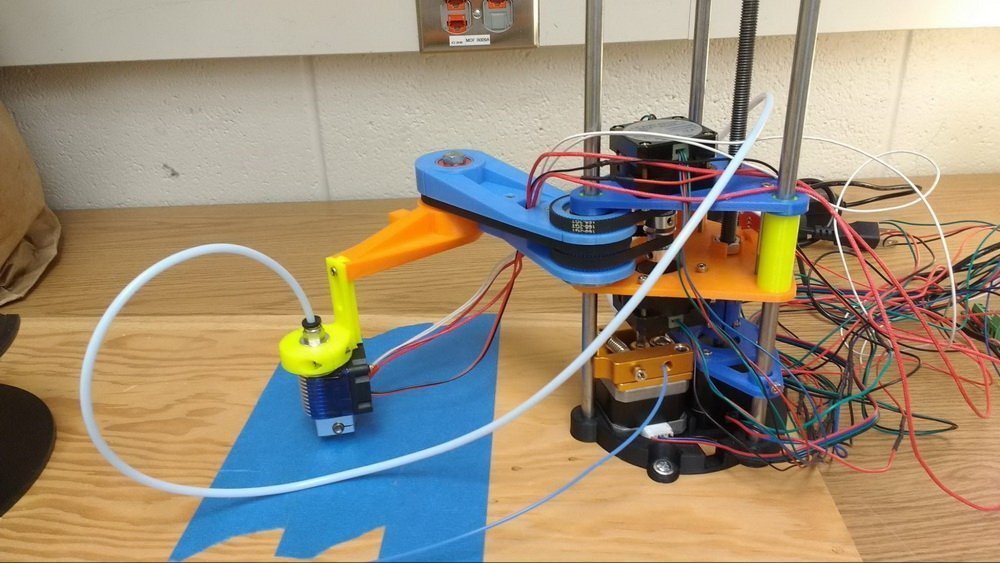
Кинематика на основе SCARA-манипулятора
Источник: https://www.thingiverse.com
SCARA (Selective Compliance Articulated Robot Arm — роботизированный манипулятор на сочленении избирательной подвижности) — рычажная система, перемещающая рабочую часть за счет вращения рычагов. 3D-принтеры на основе SCARA напоминают сборочных промышленных роботов. Пока что SCARA-принтеры не так точны, как декартовы, и над ними все еще ведутся работы. Точные приводы и соединения для манипуляторов сильно удорожают конструкцию, делая такие принтеры недоступными для любительского использования на начальном уровне.
В дальнейшем положение дел может измениться, ведь распространение и массовость технологии снижают ее стоимость. У таких принтеров, в силу конструктивных особенностей, почти не бывает закрытой термостатичной камеры, подогреваемый стол обычно также отсутствует, потому печатают они в основном PLA. Встречаются исключения, такие как SkyOne (смотрите ниже). Плюсы конструкции: компактность и универсальность — манипулятор без бокса занимает очень мало места, а вместо экструдера можно повесить лазер или шпиндель для гравировки.
Выводы
Для новичков в 3D-печати идеально подойдут принтеры на декартовой кинематике, за счет их универсальности и большого количества доступных в сети информационных ресурсов. Для быстрой печати вертикальных изделий имеет смысл присмотреться к дельта-ботам. Полярная кинематика и SCARA-принтеры пока недостаточно распространены и дороги, а их модели начального уровня уступают в точности аналогичным картезианским.
Экструдеры
Источник: https://gallery.autodesk.com
Экструдер — ряд деталей, которые обеспечивают перемещение и обработку материала.
Есть несколько точек зрения, какие именно части печатающей головки относить к экструдеру. Некоторые считают, что только мотор и непосредственно связанные с ним детали. Другие — всю печатающую головку, включая нагревательные элементы. Для простоты, мы поставим знак равенства между печатающей головкой и экструдером.
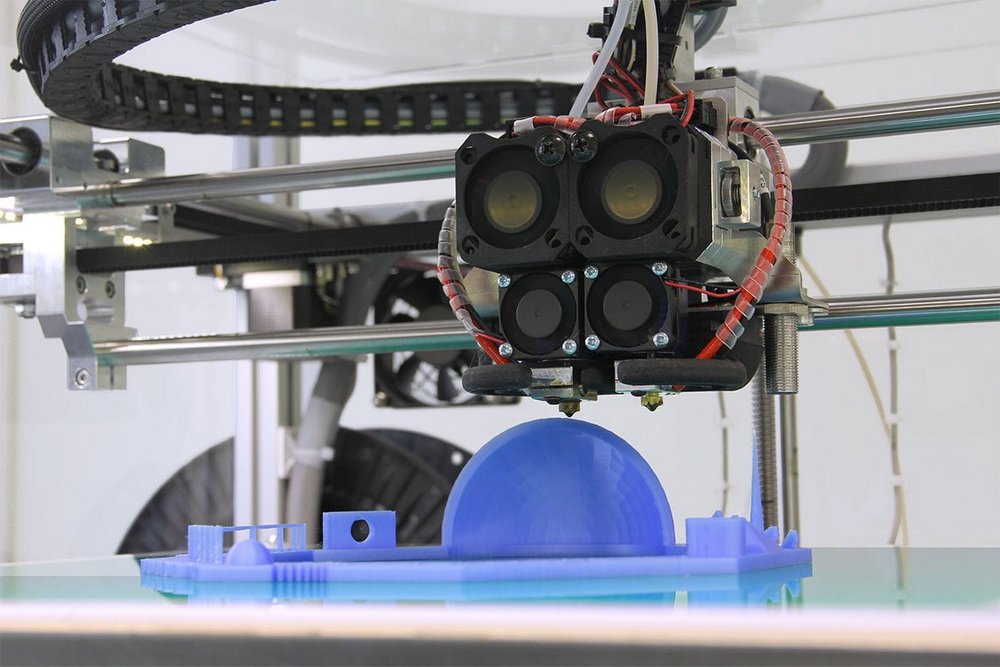
Также существуют экструдеры с несколькими соплами, позволяющие печатать одну деталь несколькими материалами, разного цвета или химического состава, для печати с растворимыми поддержками например; а бывают принтеры с несколькими экструдерами, которые могут печатать даже несколько деталей одновременно.

Источник: https://www.slashgear.com
Но, так как это лишь частные случаи, здесь мы опишем самую распространенную конструкцию.
Экструдер можно поделить на две части: механизм подачи и сопло с нагревателем, или хотэнд.
Механизм подачи
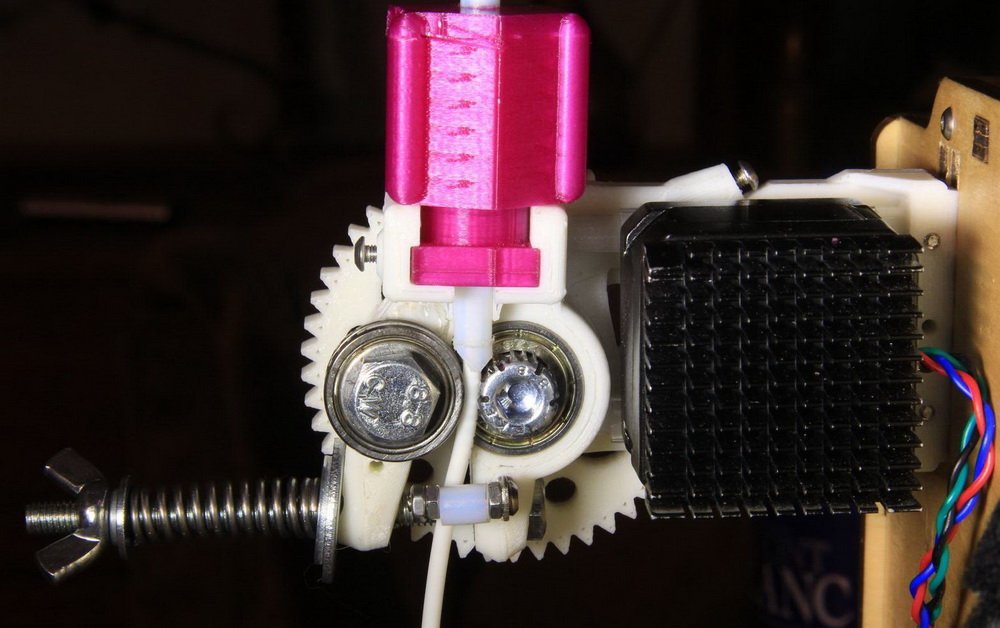
Источник: http://www.tridimake.com
Механизм подачи занимается именно тем, что сказано в названии — обеспечивает подачу материала в нагреватель. Нагрев здесь не происходит, более того, он вреден. Он состоит из шагового двигателя, зубчатой передачи, подающего болта или ролика, подпружиненного прижимного ролика и тефлоновой трубки (в некоторых конструкциях может отсутствовать).
Есть два варианта конструкции механизма подачи, различающиеся способом подачи материала в хотэнд: экструдеры прямой подачи и боуден-экструдеры.
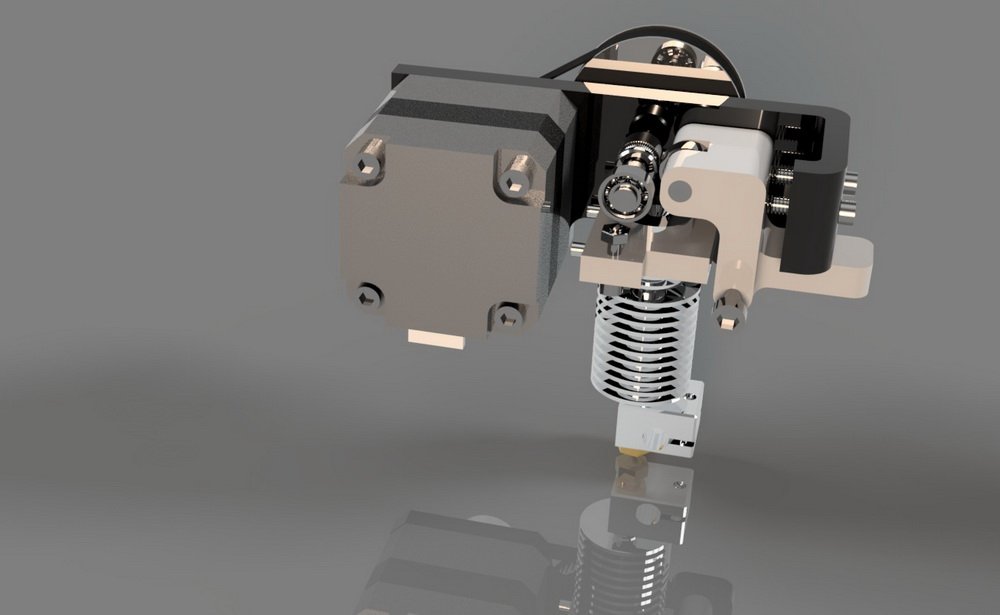
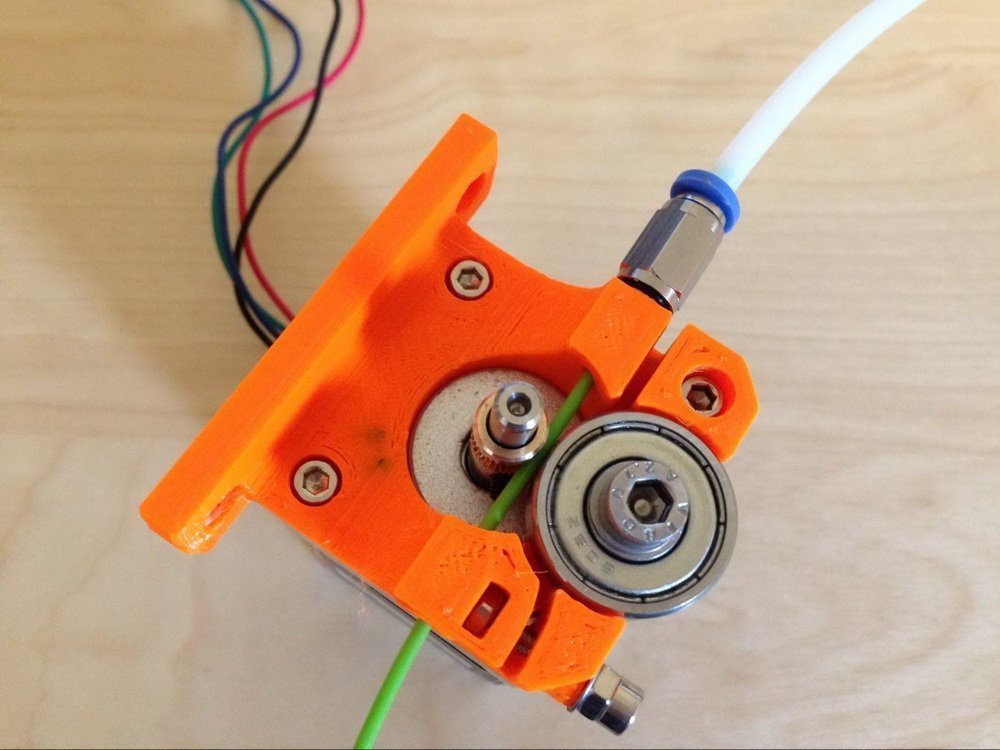
Источник: https://gallery.autodesk.com
В экструдере прямой подачи мотор присоединен непосредственно к нагревателю. За счет этого расстояние, которое должна преодолеть нить, минимизируется, что позволяет более надежно использовать мягкие и гибкие материалы. Тем не менее, прямая подача и возможность использовать гибкие материалы — это не одно и то же. В некоторых исполнениях прямой подачи (например, с отсутствующей тефлоновой трубкой) они все еще могут найти лазейку и запутаться в механизме. Другое преимущество — хороший контроль подачи. Существенным недостатком является значительное утяжеление печатающей головки, что может снизить качество печати из-за заносов и покачиваний вызванных ее инерцией.
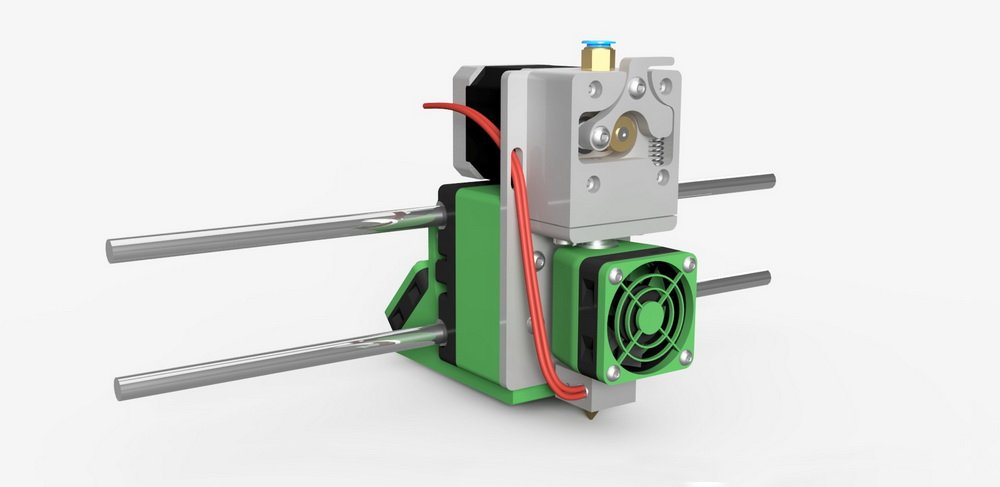
Источник: https://www.thingiverse.com
В боуден-экструдере мотор закреплен на раме неподвижно, а нить передается в нагреватель по тефлоновой трубке. Это облегчает печатающую головку, что позволяет печатать с большей скоростью. Недостатком является то, что нить может гнуться внутри трубки, из-за чего контролировать подачу становится сложнее. Также ее усложняет трение нити о стенки трубки.
Раньше основной причиной предпочитать прямую подачу боуденовской была возможность работы с гибкими материалами, например, термопластичным полиуретаном (TPU). На данный момент эта проблема решена, хотя прямая подача все еще работает с ними лучше. Также проблема выбора не стоит у дельтаобразных принтеров — практически все они используют боуден-экструдеры.
Хотэнд
Источник: https://3dprintmanual.com
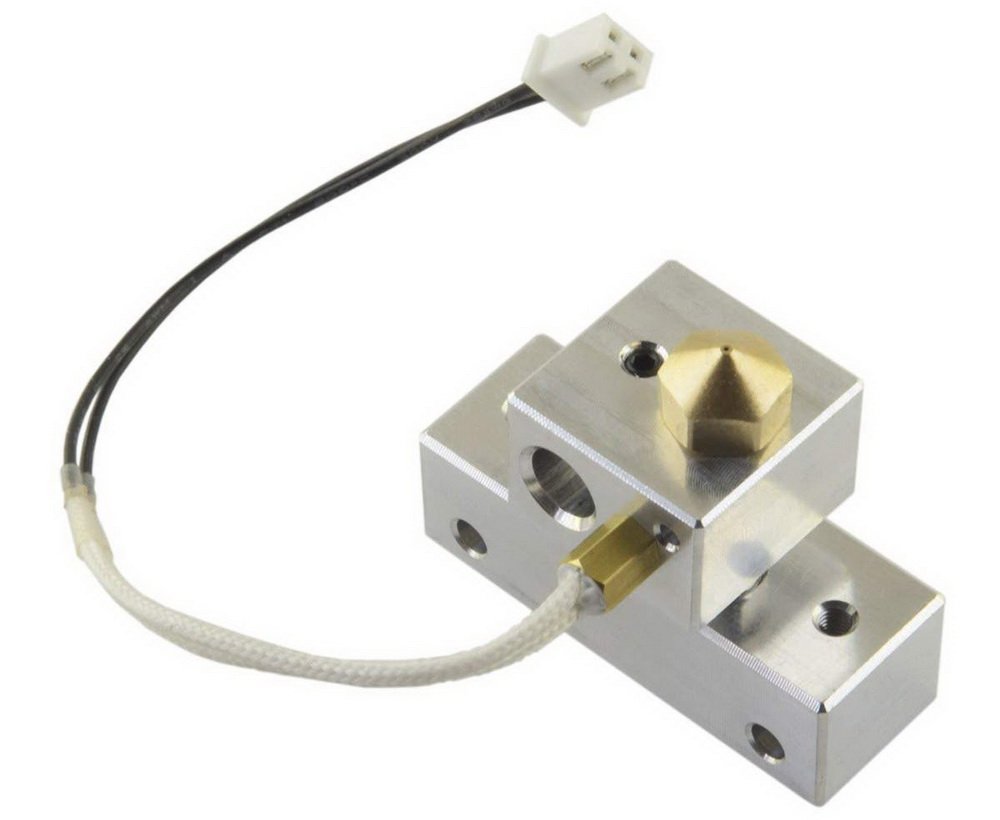
В хотэнде происходит нагрев и плавка материала. Нагрев обычно обеспечивается патронными нагревателями, но иногда для этого используют резисторы. Для контроля нагрева в нагреватель устанавливается термопара, с помощью которой материнская плата определяет нужно ли увеличить или уменьшить температуру.
Если не препятствовать распространению тепла, то произойдет его утечка. Материал размягчится или даже расплавится еще до того, как попадет непосредственно в нагреватель, что приведет к засорам в механизме. Чтобы избежать этого, между механизмом подачи и хотэндом размещается радиатор. К нему подводят воздушное или, реже, жидкостное охлаждение.
Источник: https://all3dp.com
Также между радиатором и механизмом подачи находится термоизолятор. Обычно он изготавливается из полиэфирэфиркетона (PEEK) или тефлона (PFTE). Но такие термоизоляторы подходят для печати в основном PLA и ABS. Более тугоплавкие материалы обладают температурами плавления при которых PEEK и тефлон разрушаются, что приводит к снижению качества изделия и выделению вредных испарений. Для них используют цельнометаллические термоизоляторы из стали, титана или керамики.
Наконец, расплавленный материал выходит через сопло. Как правило, диаметр сопла равен 0,4 мм, но существуют сопла других диаметров. Чаще всего их изготавливают из латуни, что хорошо подходит для PLA или ABS. Но некоторые материалы, с добавлением углеродного волокна, металлов или керамики, обладают высокой абразивностью, что приводит к быстрому износу латунных насадок. Для таких материалов используют сопла из легированной стали.
Сборочный стол

Источник: http://3dprintingforbeginners.com
Стол или рабочая платформа — это деталь принтера, на которой печатается изделие, обычно покрытая стеклом, металлом или тугоплавким полимером. Стол может нагреваться, а может не нагреваться, быть в открытом или закрытом корпусе.
Для подавляющего большинства материалов (кроме PLA), необходим подогрев стола. Он не дает изделию остыть раньше времени, увеличивая его прочность и не позволяя коробиться.
Открытый корпус позволяет рассмотреть процесс печати и облегчает доступ к изделию, но не защищает от случайных касаний стола, которые могут вызвать тряску и порчу изделия, а в случае с подогреваемым столом — ожоги. Закрытый корпус необходим, чтобы поддерживать высокую температуру в области печати, что требуется при использовании технических пластиков вроде нейлона или для крупных изделий. Но иногда он представляет собой просто стенки, возможно, с закрывающейся крышкой, или купол, надетый поверх 3D-принтера. Такой корпус может только предотвратить контакт пользователя со столом и защитить область печати от сквозняка.
Используемые материалы и шаблоны заполнения

Источник: http://filamentguide.net/
Самыми популярными вариантами являются пластики полилактид (PLA) и акрилонитрилбутадиенстирол (АБС-пластик или ABS), но также используются
- нейлон,
- полиэтилен низкого давления (ПНД, ПЭНД или HDPE),
- смесь ABS и HDPE,
- поликапролактон (PCL),
- поликарбонат,
- металлонаполненные ABS и PLA,
- угленаполненные пластики и многие другие.
PLA
Источник: https://3dwithus.com
Одно из основных преимуществ PLA – он имеет низкую температуру плавления и высокую теплоемкость, благодаря чему медленно остывает. Это позволяет печатать им даже без подогрева стола. Недостатком является низкая прочность, по сравнению с другими материалами. Также он экологичен и нетоксичен.
ABS
Источник: http://www.shapingbits.com
ABS широко распространен в быту. Он износоустойчив и долговечен, но разрушается под действием солнечных лучей. Для его использования необходим подогреваемый стол, поскольку он остывает быстрее PLA — при неравномерном остывании слоев происходит их сжатие, что заставляет деталь деформироваться и расслаиваться. Недостатком является и то, что при нагреве ABS выделяет вредные вещества.
Nylon
Источник: https://amfg.ai
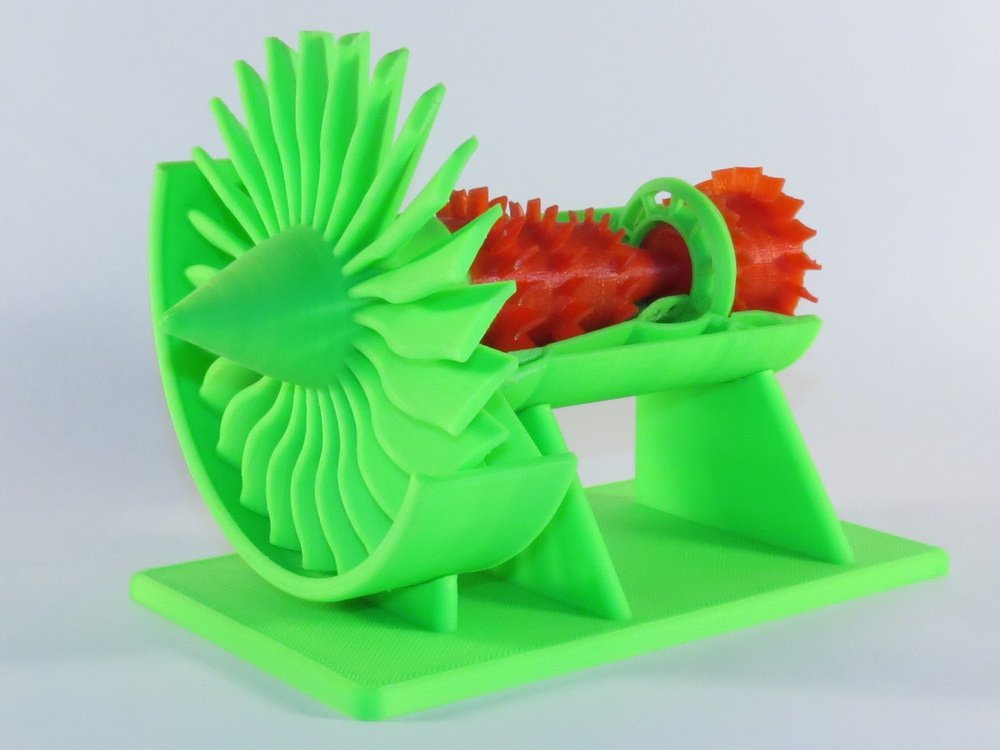
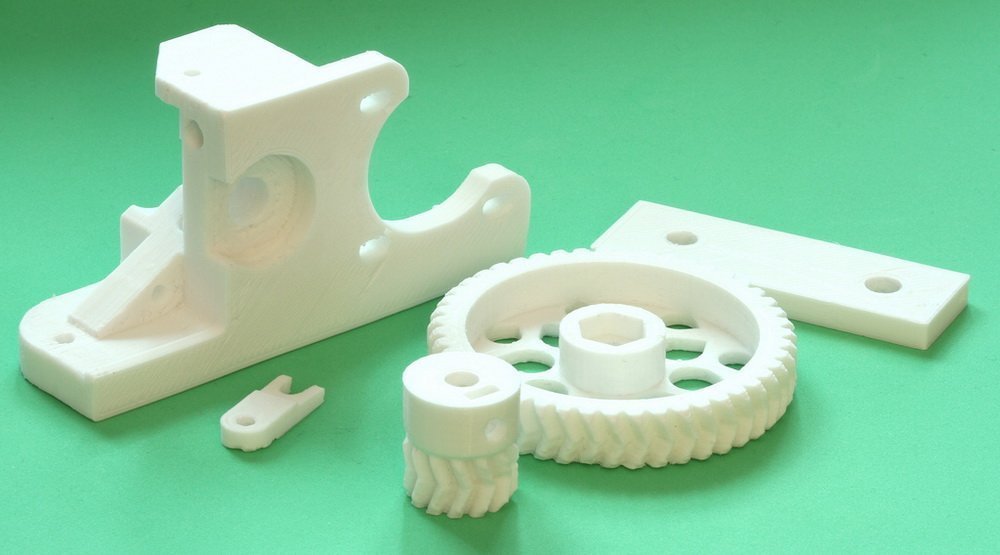
Нейлон также требует применения нагревательного стола, а его температура плавления высока, по сравнению с ABS. Зато он может выдерживать намного большие нагрузки, достаточные для использования его для печати механических деталей. Низкий коэффициент трения делает его подходящим для создания шарниров, подшипников скольжения и всевозможных шестеренок. Перед печатью необходимо учесть, что нейлон может поглощать влагу из воздуха, что приводит к резкому падению качества готового изделия — вода вскипает при нагреве в экструдере, из-за чего нейлоновая нить буквально взрывается при печати.
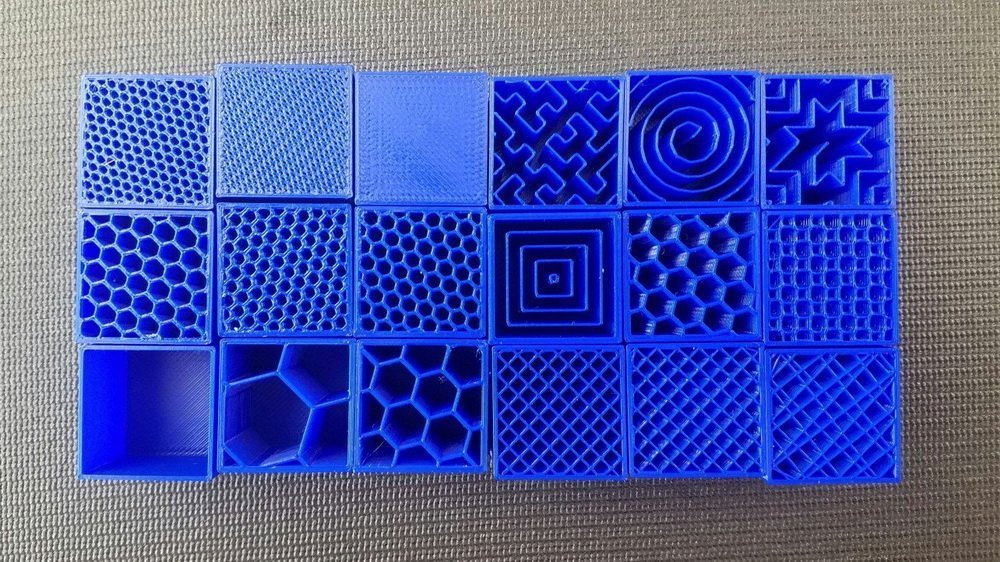
Заполнение
Предметы, созданные с помощью FFF, состоят из слоев и имеют текстуру, похожую на древесину. Даже напечатанные без полостей, такие предметы не так прочны, как изготовленные с помощью литья. Как показывают испытания, предметы, отличающиеся только ориентацией внутреннего заполнения, могут различаться в прочности почти в два раза.
Источник: https://all3dp.com
Разных вариантов заполнения много, но наиболее распространены четыре:
- прямоугольное;
- волнообразное;
- треугольное;
- гексагональное (соты);
Наибольшую нагрузку способно нести треугольное заполнение, но оно расходует наибольшее количество материала и отнимает много времени. Лучшее соотношение расхода материала, скорости печати и прочности у гексагонального заполнения. Волнообразное заполнение ослабляет деталь, но позволяет ей гнуться и скручиваться, не теряя формы.
Лучшие FDM 3D-принтеры
Заключение
Источник: https://www.kimya.fr
В настоящее время, FDM-принтеры являются лидерами в сфере домашней 3D-печати. Основные принципы их работы одинаковы для всех моделей, но реализовать их можно множеством способов, что обеспечивает высокую гибкость технологии, позволяя удовлетворить запросы как любителей, так и профессионалов.
На рынке представлено множество интересных моделей 3D-принтеров, среди которых вы сможете найти тот, который подойдёт именно вам.
Рекомендуемые товары








Оставить комментарий