

Как напечатать шестерню на 3D-принтере

Здравствуйте! С вами Top 3D Shop, и из этой статьи вы узнаете о том, как использовать 3D-печать для изготовления шестеренок — как подготовить проект и напечатать на 3D-принтере достаточно прочную и функциональную шестерню.
Читайте статью, чтобы узнать больше.
Содержание
- Об авторе
- Шаг 1. Печать выключателя света с редуктором и инструкция по сборке
- Инструкция по сборке
- Шаг 2. Преимущества использования технологии FDM и примеры 3D-печати шестерней
- Шаг 3: Специфические проблемы FDM-печати
- Шаг 4: Важность эвольвенты (инволюты)
- Шаг 5: Советы по конструкции зубьев: оптимальное количество
- Шаг 6: Советы по дизайну зубьев: угол давления и увеличение прочности
- Шаг 7: Способы установки вала
- Шаг 8: Оптимальные материалы для пластиковых шестерней
- Шаг 9: Особенности печати шестерней различных конструкций
- Шаг 10: Смазка напечатанных по технологии FDM шестерней
- Шаг 11: Инструменты для проектирования шестерней
- Шаг 12: Советы по 3D-печати шестерней с использованием других технологий
Об авторе
 Источник: instructables.com
Источник: instructables.com
MechEngineerMike — любитель науки, техники и 3D-печати, автор 36 работ на сайте instructables.com, автор блога engineerdog.com.
Мы перевели его статью о печати шестеренок, чтобы поделиться с вами.
Эта статья - практическое руководство по 3D-печати шестерней с использованием технологии FDM/FFF
 Источник: instructables.com
Источник: instructables.com
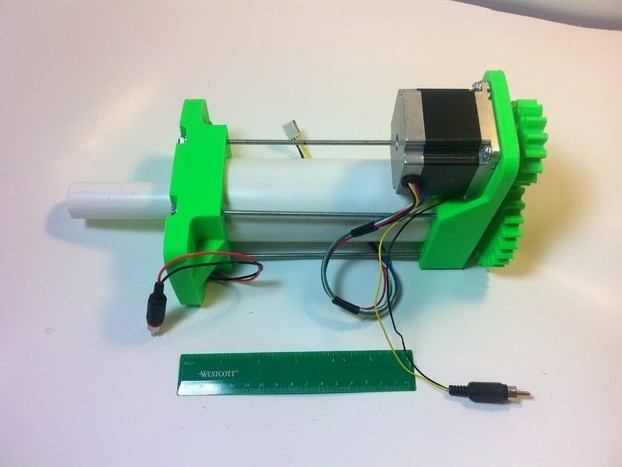
При создании устройства на фото потребовалось несколько попыток, чтобы добиться желаемого результата. В этой работе я исследовал методы 3D-печати шестерней и, думаю, это оказалось достаточно интересно, чтобы поделиться ими. Эта статья — общее руководство по проектированию и печати пластиковых шестерней методом FDM.
Крышка выключателя света с редуктором — пример того, что вы сможете сконструировать самостоятельно после прочтения этой инструкции.
 Источник: instructables.com
Источник: instructables.com
Те, у кого есть 3D-принтер, могут бесплатно скачать прикрепленные к инструкции STL-файлы. Собранное устройство имеет диаметр 15,875 см, самая большая напечатанная деталь имеет диаметр 14,923 см.
Файлы приведенного в качестве примера устройства распространяются по лицензии «только для личного пользования», это означает запрет на коммерческое использование модели.
Шаг 1. Печать выключателя света с редуктором и инструкция по сборке
 Источник: instructables.com
Источник: instructables.com
Напечатайте все детали, используя минимум по три слоя периметра со всех сторон, сверху и снизу, с заполнением 15%. Я рекомендую максимальную толщину слоя 0,3 мм. Такие настройки позволят предотвратить деформацию изделия. Гаечный ключ — единственная деталь этого изделия, при печати которой требуются поддержки.
Комментарий инженеров Top 3D Shop:
Оптимальные настройки печати должны выставляться по правилам:
- высота слоя: от 100 микрон, до половины диаметра сопла вашего FDM принтера;
- количество периметров должно составлять 1-1.5 мм. Если сопло 0.4, то 3 периметра хватит, если сопло 0,3, то лучше 3-4 периметра.
 Источник: instructables.com
Источник: instructables.com
Инструкция по сборке
0. Прочтите эту инструкцию полностью, перед тем, как начать.
1. Очистите зубья шестерни лезвием бритвы от возможного мусора и налипаний, чтобы обеспечить равномерное зацепление, затем поместите их на пластину в той же ориентации вращения, что и при печати. Штифт солнечной шестерни находится справа, а ручка коронной шестерни — вверху и по центру.
2. Закрепите планетарные шестерни на месте, вдавив гайки в отверстия.
3. Нанесите немного прозрачного высыхающего клея (хорошо подойдет клей-карандаш) на головку гаечного ключа, затем установите его сбоку на гайку. Клей должен хорошо зафиксировать гаечный ключ на гайке. Гаечный ключ также удерживает шестерню с отверстием на выключателе.
Комментарий инженеров Top 3D Shop:
Для надежного и крепкого соединения отпечатанных моделей рекомендуем склеивать их растворителями, такими как ацетон и дихлорметан. Для разборной же конструкции может подойти и клей-карандаш, но о надежности соединения тут речи идти не может.
 Источник: instructables.com
Источник: instructables.com
4. Уменьшите жесткость зажимов, нагревая их промышленным феном около 10 секунд, пока не сможете открыть. Совместите выступ на зажиме с отверстием на задней стороне пластины и надавите на зубчатый венец. Если ваш принтер печатает недостаточно четко, то отверстия на обратной стороне пластины потребуется предварительно зачистить. Сожмите зажим и удерживайте до тех пор, пока он не остынет. Это гарантирует, что все будет надежно скреплено.
Шаг 2. Преимущества использования технологии FDM и примеры 3D-печати шестерней
 Источник: instructables.com
Источник: instructables.com
Так почему же лучше использовать 3D-печать, а не альтернативные методы изготовления шестерней, какие у нее преимущества?
Напечатанные пластиковые шестерни — дешевый, быстрый и настраиваемый способ передачи движения, по сравнению с другими способами. 3D-макеты любой сложности практически бесплатны. Процесс прототипирования и создания быстрый и чистый. 3D-принтеры широко распространены и STL-файлы в Интернете доступны множеству людей.
 Источник: instructables.com
Источник: instructables.com
Конечно, напечатанные из дешевых пластмасс детали не так прочны, как изготовленные методом литья под давлением, но, при правильной конструкции и качественной печати, могут обеспечить эффективную передачу достаточно высокой нагрузки. А создание их намного доступнее, чем промышленное литье.
 Источник: instructables.com
Источник: instructables.com
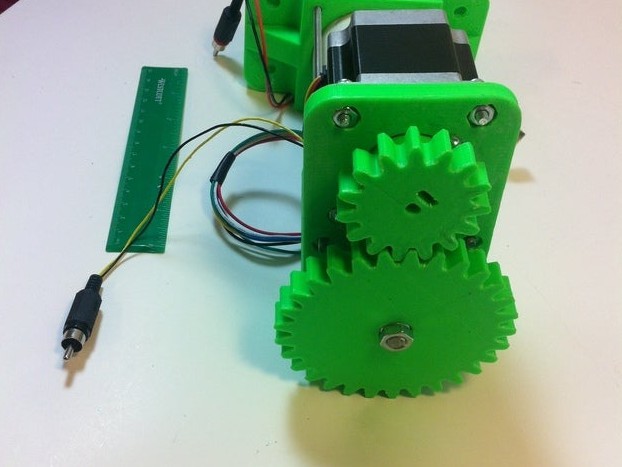
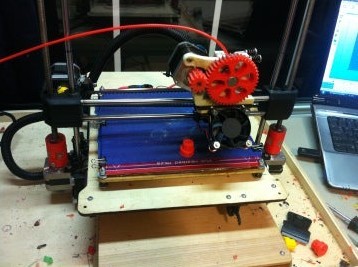
Чаще всего шестерни используются в качестве редукторов скорости, обычно — для небольшого электродвигателя или кривошипа. Это связано с тем, что электродвигатели хорошо работают на высоких скоростях, а на малой скорости имеют и низкий крутящий момент, потому и требуется понижающая передача.
Типичные примеры использования:
-
Зубчатый привод экструдера для 3D-принтеров;
Шаг 3: Специфические проблемы FDM-печати
 Источник: instructables.com
Источник: instructables.com
1. Напечатанные шестерни обычно требуют небольшой постобработки перед использованием. Будьте готовы рассверлить отверстия до нужного диаметра и очистить зубья лезвием.
Усадка отверстий — распространенная проблема деталей напечатанных на всех FDM-принтерах. Это результат действия нескольких факторов: теплового сжатия остывающего пластика и полигональной природы модели. Всегда экспортируйте STL-файлы для шестерней с большим количеством полигонов.
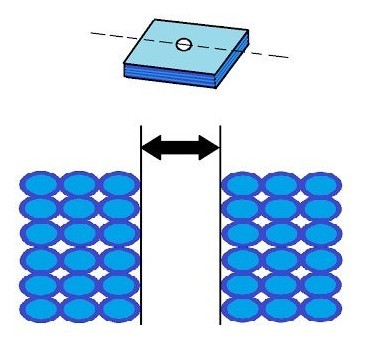
Кроме того, любое несовпадение слоев и расхождение между фактической и предполагаемой шириной экструзии может оказывать значительное влияние на печать отверстий. Чтобы избежать этого, обычно увеличивают диаметр отверстий в модели на ~ 0,05-0,1 мм. По тем же причинам, а также для того, чтобы шестерни имели достаточно места для работы, я рекомендую оставить зазор 0,4 мм между зубьями шестерни в модели. Это создает небольшой люфт, но предотвращает сцепление шестерней между собой при работе.
 Источник: instructables.com
Источник: instructables.com
2. Другая распространенная проблема — получение прочного заполнения может быть затруднено на сужающихся участках шестерни. Пустоты внутри крошечных зубцов встречаются часто, даже если слайсер настроен на 100% заполнение.
Некоторые программы лучше других могут автоматически исправлять это, но один из способов решить эту проблему вручную — увеличить перекрытие слоев.
 Источник: instructables.com
Источник: instructables.com
3. Стандартные проблемы при 3D-печати по технологии FDM — непрочность деталей с тонкими стенками. Выступающие детали требуют печати поддержек, прочность деталей на разрыв значительно ниже по оси Z. Тем не менее, рекомендуемые мной настройки печати для шестеренок не отличаются от любых других параметров печати на 3D-принтере. На основании тестов, которые я провел некоторое время назад, рекомендую вам использовать прямолинейное заполнение, с толщиной стенок не менее трех периметров. Советую выбирать как можно меньшую высоту слоя, чтобы зубья были более гладкими.
 Источник: instructables.com
Источник: instructables.com
4. Пластик дешев, а ваше время — нет. Если изделие планируется использовать в условиях высокой нагрузки или для замены громоздкой сломанной шестерни, лучше напечатать шестерню полностью заполненной, чтобы избежать любой неисправности, не связанной с износом.
Наиболее частые причины выхода из строя напечатанных шестерней:
-
Зуб стирается до проскальзывания (см. Шаг 10);
-
Поломка зуба от перегрузки;
-
Поломка вала (см. Шаг 7);
-
Поломка ступицы или спицы (редкая неисправность, которая возникает только в том случае, если шестерня была напечатана плохо, с недостаточным заполнением, или была разработана со слишком тонкими опорными спицами).
Шаг 4: Важность эвольвенты (инволюты)
 Источник: instructables.com
Источник: instructables.com
Новичкам сложно правильно разработать механизм, поэтому в Интернете очень часто можно увидеть неудачные схемы. Плохо спроектированные шестерни не входят в зацепление должным образом и страдают от чрезмерного трения, напряжения, люфта и неравномерной скорости вращения.
Посмотрите на первую иллюстрацию в этом разделе. Для неподготовленного человека разница невелика, но правильная конструкция будет точнее и качественней.
 Источник: instructables.com
Источник: instructables.com
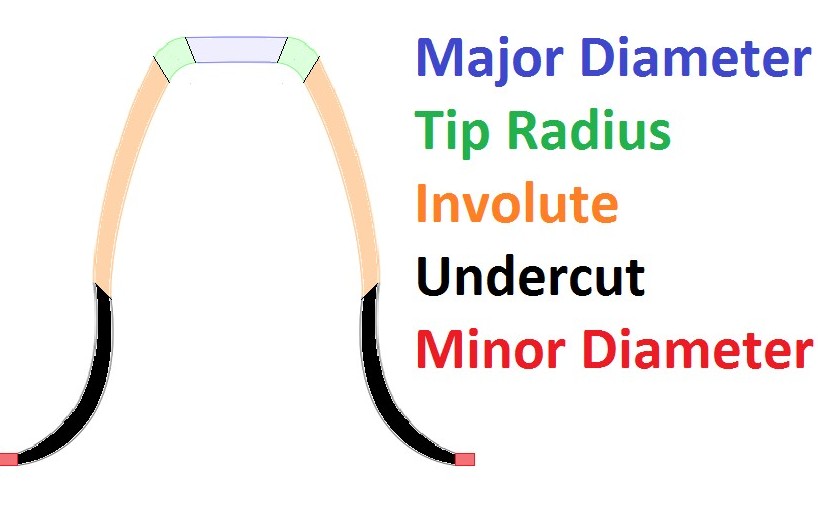
Эвольвентные (прямые) зубья шестерни имеют особый изгиб внутрь. Он рассчитывается так, чтобы скорость вращения и угол контакта шестерней оставались постоянными во время вращения. Хорошо спроектированный набор шестерней должен передавать движение почти исключительно за счет качения, с минимальным скольжением.
Моделирование эвольвентных зубьев шестерни с нуля утомительно, поэтому, прежде чем тратить на это время, проверьте: можете ли вы обойтись одним из шаблонов зубчатых колес, на которые я ссылаюсь в статье ниже.
Шаг 5: Советы по конструкции зубьев: оптимальное количество
 Источник: instructables.com
Источник: instructables.com
Подумайте, если бы вам нужно было передаточное отношение 2:1 для изображенного ранее линейного привода (актуатора), сколько зубьев вы бы поставили на каждой шестерне? Вам лучше иметь 30/60 зубьев, 15/30 или 8/16? Эти соотношения имеют одно и то же передаточное отношение, но печатаются совершенно разные наборы шестерней.
Чем больше зубьев на шестерню, тем выше передаточное число (среднее количество зубьев в контакте в любой момент) и более плавное вращательное движение. Но для добавления большего количества зубьев необходимо, чтобы каждый зубец был меньше, чтобы соответствовать тому же диаметру шестерни. Маленькие зубья менее прочные и их труднее напечатать.
И наоборот, уменьшение количества зубьев шестерни дает больше места для больших крепких зубьев.
3D-печать крошечной шестеренки похожа на попытку использовать толстый маркер, чтобы нарисовать линии в крошечной книжке-раскраске, детализация на 100% зависит от диаметра сопла и разрешения принтера по осям XY.
Если вы хотите проверить, может ли ваш принтер печатать крошечные зубцы, попробуйте напечатать бесплатную тестовую 3D-модель шестерни. Мой принтер добирается до самого верха, но зубцы начинают выглядеть ненадежными уже при размере около 12,7 мм.
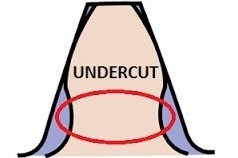
Хитрость заключается в том, чтобы зубья шестерни оставались настолько большими, насколько это вообще возможно, не пересекая порогового значения малого числа зубьев и не создавая эффекта подрезания зубьев эвольвентного профиля.
Еще одна вещь, на которую следует обратить внимание, прежде чем выбирать количество зубьев: простые числа и факторизация.
Пара шестерней с 15 и 30 зубьями делится на 15, поэтому одни и те же зубья будут встречаться снова и снова, вызывая концентрированные точки износа.
Лучшее решение — сделать пару с 15 и 31 зубом. Это ответ на вопрос, заданный в начале раздела.
Хотя это не даст точного передаточного отношения, зато обеспечит равномерный износ зубчатой передачи: грязь и дефекты зубьев будут оказывать влияние на всю шестерню, а не на одну точку.
 Источник: instructables.com
Источник: instructables.com
Есть хорошее практическое правило: соотношение зубьев должно составлять от 0,2 до 5. Если нужно большее передаточное отношение, то лучше добавить дополнительную шестерню.
Какое минимальное количество зубцов может иметь шестерня?
Информацию об этом можно найти в многочисленных справочниках по механике. 13 зубьев — минимум, рекомендуемый для шестерней с углом давления 20 градусов, 9 — минимум, рекомендуемый для шестерней с углом давления 25 градусов.
Не стоит использовать шестерни с меньшим количеством зубцов, так как потребуется использовать менее прочные, мелкие зубья с более тонкой ножкой, которые сложнее напечатать.
Шаг 6: Советы по дизайну зубьев: угол давления и увеличение прочности
 Источник: instructables.com
Источник: instructables.com
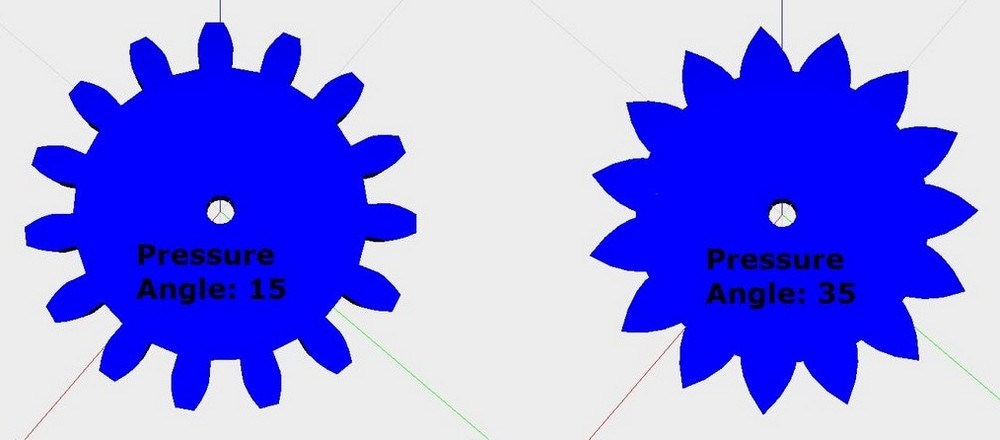
Что такое угол давления и как его правильно выбрать?
Угол давления это угол между нормалью поверхности зуба и делительным диаметром. Зубья с большими углами давления (более треугольные) прочнее, но менее эффективны при передаче крутящего момента. Их также легче печатать, но при использовании они вызывают большие радиальные нагрузки на опорные валы, создают больше шума, подвержены люфту и проскальзыванию.
Для 3D-печатной шестерни размером с ладонь, угол давления 25 градусов — хороший баланс между размером и эффективной передачей движения.
 Источник: instructables.com
Источник: instructables.com
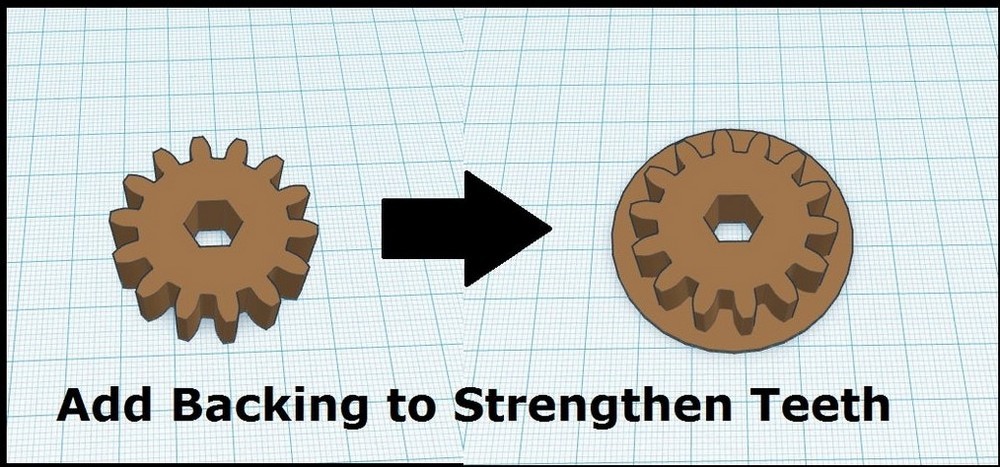
Как еще можно сделать зубья прочнее?
Простое увеличение толщины шестерни вдвое существенно увеличивает ее прочность. Есть хорошее общее правило — толщина должна быть как минимум в три-пять раз больше окружного шага шестерни.
Прочность зубьев шестерни можно приблизительно оценить, рассматривая каждый зуб как небольшую консольную балку. Добавление сплошной стенки к поверхности для уменьшения неподдерживаемой части значительно увеличивает прочность зубьев шестерни. В зависимости от области применения, этот прием также можно использовать для уменьшения количества защемлений пальцев.
Шаг 7: Способы установки вала
 Источник: instructables.com
Источник: instructables.com
Запрессовка на вал с натягом: самый простой, но редко встречающийся способ, из-за ползучести пластика, которая со временем снизит допустимый крутящий момент. Кроме того, такое соединение нельзя разобрать, не нарушив работоспособность шестерней.
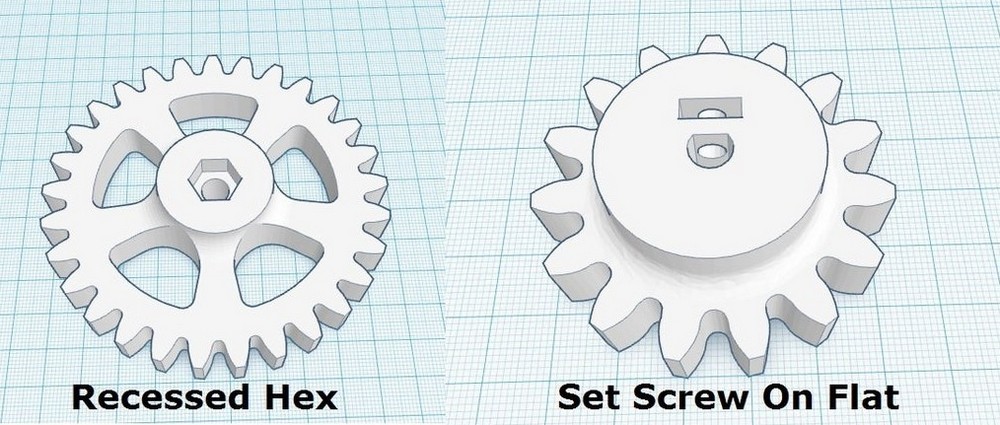
Установочный винт и вал с плоским участком поверхности: Set Screw on Shaft with Flat — на первой картинке в начале раздела, — установочный винт ввинчивается в шестерню, напрямую или через гайку в специальном гнезде, и упирается в плоский участок на валу.
У каждого метода есть свои недостатки. Ввинчивание непосредственно в шестерню может легко повредить пластиковую резьбу. Метод с фиксирующей гайкой избавляет от этой проблемы, но при чрезмерном закручивании установочного винта шестерня может сломаться, поэтому ее необходимо делать толще.
Отличный способ улучшить прочность соединения с валом — вваривание в шестерню специальных резьбовых вставок.
Утопленный шестигранник: Recessed Hex — на первой картинке в начале раздела, — шестигранная выемка, в которую попадает шестигранная гайка или головка болта с шестигранной головкой. Обязательно напечатайте вокруг выемки много сплошных слоев, чтобы болт не сломал пластик. Головку болта или гайку можно дополнительно зафиксировать установочными винтами, чтобы избежать раскручивания при высоких нагрузках.
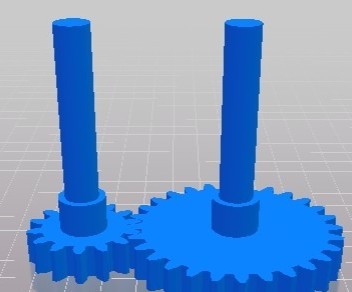
Печать шестерни вместе с валом: такая конструкция, напечатанная с помощью FDM, ломается при кручении, поскольку шестерни печатаются перпендикулярно печатной платформе, а вал, интегрированный с шестерней — вдоль «слабой» оси Z.
 Источник: instructables.com
Источник: instructables.com
Соединение с помощью шпонки: редко встречается в мире любительской 3D-печати.
 Источник: instructables.com
Источник: instructables.com
Шаг 8: Оптимальные материалы для пластиковых шестерней
Лучший материал для 3D-печати шестерней? Мой короткий ответ, с точки зрения качества получаемой шестерни:
По приведенным выше ссылкам вы найдете подробные обзоры применения каждого из этих пластиков в 3D-печати.
Нейлон — невероятно прочный, долговечный и универсальный материал для 3D-печати шестеренок, обладающий низким коэффициент трения, высокой межслойной адгезией и высокой температурой плавления. Недостатки нейлона — гигроскопичность и особые условия печати. Не каждый 3D-принтер сможет и не каждый 3D-печатник сумеет. Поэтому большинство людей использует ABS и PLA.
PLA обладает большей жесткостью и износостойкостью, по сравнению с ABS. Это наименее вредный и неприятный пластик из всех, если говорить об испарениях во время печати, хотя и им лучше печатать в хорошо проветриваемом помещении. Кроме того: после окончания использования и утилизации, при попадании в компостер, сделанные из PLA детали успешно разлагаются, что делает его самым экологичным из пластиков для 3D-печати.
Меж тем, способность PLA к биоразложению принято преувеличивать. Да, PLA поддается биологическому разложению, но не в таком масштабе, который мог бы как-то повлиять на его потребительские свойства или позволил бы выбрасывать его где попало. Он съедобен для микроорганизмов, но — не для всех, и не в любых условиях. Это хоть и биологический пластик, производимый в основном из кукурузы и тростника, но все еще пластик — штука весьма твердая и плотная. Для эффективного биоразложения PLA необходима специализированная установка для компостирования. А в нормальных условиях он разлагается не быстрее, чем например древесина.
Минус PLA — неустойчивость к высоким температурам.
ABS — лучший выбор для создания деталей, которые можно использовать при температурах выше 75 °C, размягчается он в районе 105 °C. Испарения ABS вредны, печатать им необходимо в хорошо проветриваемом помещении.
PETG — пластичный, но более мягкий, гибкий и менее устойчивый к царапинам материал, чем ABS или PLA, что делает его менее пригодным для печати шестеренок.
Узнать больше о свойствах пластиков и выборе филамента для 3D-печати можно здесь.
Шаг 9: Особенности печати шестерней различных конструкций
 Источник: instructables.com
Источник: instructables.com
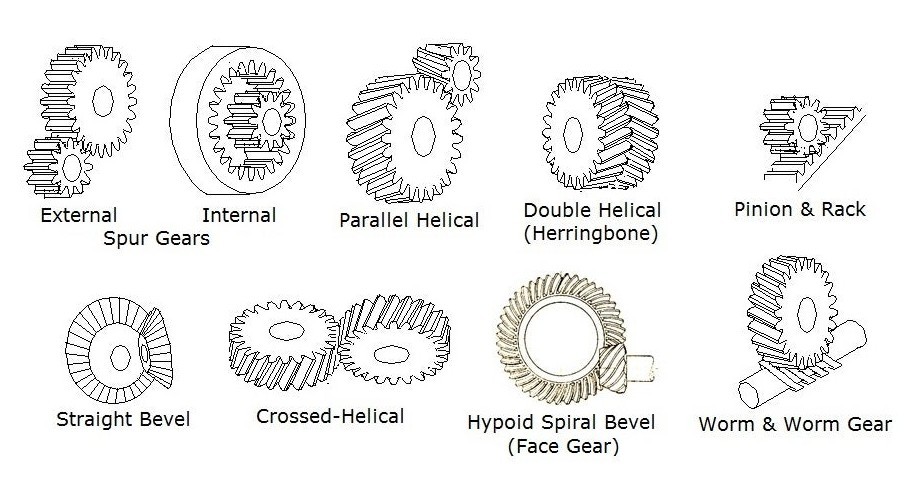
Спирали и елочки (двойные спирали): обычно используются в экструдерах принтеров, их неудобно использовать, но они имеют большую площадь контакта, самоцентрирование и самоудержание. Самоудержание — раздражающее свойство, потому что усложняет установку. Этот тип зубчатого колеса сложно изготовить с помощью обычного обрабатывающего оборудования, такого как фрезерный станок. 3D-печать — самый простой способ их изготовления.
Червячная шестерня: сложна для 3D-моделирования, поэтому очень заманчиво использовать для нее шаблон обычной шестерни. Мой совет — передаточное число между червячной шестерней и червяком должно равняться количеству зубьев шестерни, деленному на количество спиралей в червяке. Посмотрите на торец червяка и посчитайте сколько спиралей начинается. Как правило, это число от 1 до 3.
Реечная шестерня: преобразует вращательное движение в поступательное и наоборот. Передаточное число определяет не число оборотов, а линейное расстояние, проходимое рейкой при каждом повороте шестерни. Рассчитать количество зубьев шестерни на дюйм (tpi) рейки можно умножив PI на делительный диаметр ответной шестерни. (Умножение числа зубьев шестерни на круговой шаг даст тот же результат.)
Некруглые шестерни, такие как шестерни наутилуса, в создании утилитарных механизмов практически не применяются.
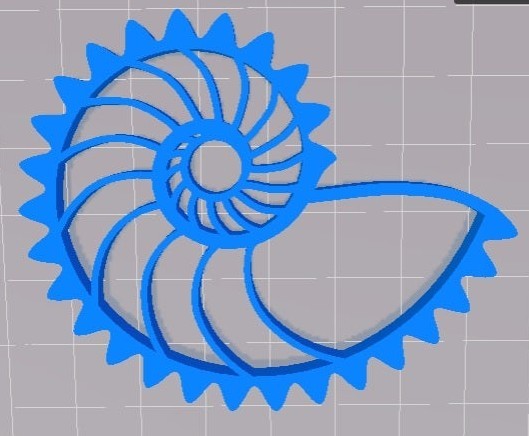 Источник: instructables.com
Источник: instructables.com
Шестерни наутилуса используют чаще при изготовлении игрушек.
Шаг 10: Смазка напечатанных по технологии FDM шестерней
Обойтись без смазки пластмассовых шестерней можно в системах с малой нагрузкой и низкой скоростью. Использование смазки шестерней, при эксплуатации с высокими нагрузками, уменьшит трение и износ и увеличит срок службы. Со смазкой все шестерни работают эффективнее и дольше.
Для шестерней экструдера 3D-принтера я рекомендую густую смазку. Для этого отлично подходят литол, политетрафторэтилен или силикон. Нанесите смазку чистым бумажным полотенцем или тканевым аппликатором, не оставляющим пыли, и равномерно распределите, провернув шестерни несколько раз.
Обязательно выбирайте химически совместимую с пластмассой смазку. Не забывайте, что WD-40 — плохая смазка, хотя и прекрасное средство для очистки деталей.
Шаг 11: Инструменты для проектирования шестерней
Самостоятельно создавать высококачественные шестерни вполне возможно, даже используя только бесплатное программное обеспечение. Конечно, существуют платные программы для профессионального проектирования зубчатых механизмов и настройки очень точных параметров оптимизации производительности, но для 3D-печати шестерней по технологии FDM достаточно и бесплатных. Просто убедитесь, что вы создали все свои шестерни, используя один и тот же инструмент. Взаимодействующие друг с другом шестерни лучше всего проектировать одновременно, чтобы подогнать их друг к другу на стадии создания проекта.
Вариант 1. Найдите существующие модели шестерней и измените или масштабируйте их в соответствии со своей задачей. Вот список баз данных для поиска моделей готовых шестеренок:
-
McMaster Carr: много 3D-моделей, подходящих для различного оборудования;
-
GrabCAD: огромное количество пользовательских моделей;
-
3DContentCentral: база данных пользовательских моделей;
-
Misumi: 3D-модели мелких механических деталей;
-
Stock Drive Products: 3D-модели различных шестерней.
Вариант 2. Проектирование шестеренок «с нуля» с использованием бесплатных онлайн-шаблонов для создания шестеренок. Если вы не можете создать нужные детали скопировав существующую модель — используйте генераторы эвольвентных шестерней.
Есть много интересных инструментов, которые могут вам помочь:
-
Моя коллекция полезных моделей на Thingiverse;
-
Классическая программа зубчатых генераторов Матиаса Вандела;
-
Простой онлайн-редактор STL-файлов;
-
GearGenerator.com — создание SVG-файлов прямозубых шестерней (такие файлы можно преобразовать в формат DXF, хотя некоторые программы, такие как Blender, могут импортировать файлы SVG напрямую, без каких-либо преобразований);
-
Inkscape — бесплатная программа для векторной графики, со встроенным генератором шестерней. Руководства по использованию Inkscape для проектирования шестерней здесь и здесь.
Редакторы файлов STL
Результат работы большинства генераторов шаблонов шестеренок — файл формата STL, который может раздражать, если нужно создать функции, которых нет в генераторе. Файлы STL похожи на файлы PDF в мире 3D — их, как известно, сложно редактировать, но это можно сделать:
-
TinkerCAD: Мне нравится этот браузерный CAD за быстроту и простоту, а также за способность изменять STL-файлы с 3D-моделями;
-
MeshMixer: Хорошая программа для работы с органическими формами.
Дизайн с нуля
Если вы чувствуете себя достаточно уверенным, я бы порекомендовал прочитать классическое руководство «Справочник Дадли по практическому дизайну шестерней» (англ.) или любое аналогичное руководство на вашем языке, а также использовать калькулятор зубчатых колес, чтобы проверить прочность зубьев.
Шаг 12: Советы по 3D-печати шестерней с использованием других технологий
Большинство пользователей не имеет прямого доступа к другим технологиям 3D-печати, но есть организации, которые могут напечатать для вас любую деталь не только с помощью FDM.
SLA — отличная технология 3D-печати для профессионального прототипирования шестеренок. Слои печати почти незаметны, и с помощью SLA можно печатать очень детализированные крошечные изделия. С другой стороны, полученные детали дорогие и несколько хрупкие. Если вы используете эту технологию для создания прототипа шестерни — не используйте механическую постобработку и сразу проектируйте деталь как можно более прочной, иначе она сломается при использовании.
SLS — технология очень точной 3D-печати, позволяющая производить прочные детали и не требующая опор для нависающих конструкций. С ее помощью можно создавать сложные, детализированные и тонкостенные детали. Слои печати тоже почти не видны, но шероховатая поверхность (из-за природы порошковой печати) очень подвержена износу. Требуется очень эффективная смазка, и я не рекомендую для длительного использования шестерни, изготовленные с помощью SLS.
BinderJet — используется для точной печати детализированных разноцветных декоративных деталей. Подходит для создания сумасшедших цветов, но изделия очень хрупкие, поэтому технология не используется для изготовления шестерней.
Что ж, это все заметки по созданию шестеренок с помощью 3D-печати, которые у меня есть. Я надеюсь, что это руководство поможет вам изготовить необходимые детали.
Купите надежный 3D-принтер для качественной печати шестеренок в Москве, Петербурге, или с доставкой по всей России — официальная гарантия, лучший сервис и техподдержка прилагаются.
Рекомендуемые товары









Оставить комментарий