

3D-печать: как печатать пластиком PETG

Пластики PETG (ПЭТ-джи или ПЭТГ — полиэтилентерефталат-гликоль) — это прочные полимеры, пригодные для изготовления различных вещей, в том числе посуды, соприкасающейся с пищевыми продуктами не горячее 75 °C. PETG-филаменты доступны в различных расцветках. Ими сравнительно просто печатать на 3D-принтере.
Читайте статью, чтобы узнать о возможностях и способах применения PETG.
Содержание
- О пластике PETG
- История
- Характеристики
- Достоинства и недостатки
- Меры предосторожности
- Использование PETG в 3D-печати
- Особенности 3D-печати PETG
- Обработка детали из PETG
- Популярные 3D-принтеры, которые печатают PETG
- Проблемы при печати PETG-пластиком
- Примеры напечатанных из PETG изделий
- Итого
О пластике PETG
 Источник: pubs.rsc.org
Источник: pubs.rsc.org
PETG — это сополимер (полиэтилентерефталат-гликоль) — термопластик, который широко используется в быту. Из PETG производят, например, пищевые контейнеры и спортивные фляги.
 Источник фото: banggood.com
Источник фото: banggood.com
PETG образуется в процессе модификации цепи полимера PET (полиэтилентерефталата) молекулами этиленгликоля. Такое изменение состава и структуры придает материалу большую жесткость.
История
 Источник: alibaba.com
Источник: alibaba.com
PET, предшественник PETG, разрабатывался параллельно в нескольких странах в 1930-1940 годах. В Британии патент на полиэтилентерефталат был получен в 1941 году. Специалисты текстильной компании Calico Printers' Association John Rex Whinfield, James Tennant Dickson создали материал, из которого получались синтетические волокна.
В СССР полиэтилентерефталат был получен в 1949 году. Материал получил название «лавсан» в честь Лаборатории Института Высокомолекулярных Соединений Академии наук СССР, где он был создан. Впоследствии разные корпорации разработали собственные названия для полимера, но в последние десятилетия общепринята химическая аббревиатура PET, как и в случае с сополимерами, образованными на основе полиэтилентерефталата. Поэтому PETG, строго говоря, является частным случаем PET, его разновидностью, но принято разделять эти материалы, т.к. свойства PETG и “чистого” PET различаются.
Характеристики
PETG-пластик — прозрачный бесцветный материал, диэлектрик; отличается высокой прочностью и высокой температурой плавления. Характерная особенность PETG — устойчивость ко многим химическим реагентам. Материал стоек к ультрафиолетовому излучению. Обладает не самой лучшей устойчивостью к истиранию. Поверхность напечатанного из PETG на 3D-принтере изделия может быть такой же гладкой, как у пластиковой бутылки, но для этого потребуется дополнительная обработка.
Основные характеристики полимера:
-
Плотность: 1,26 г/см³;
-
Прочность;
-
Устойчив к разбавленным кислотам и растворам щелочей при комнатной температуре;
-
Температура плавления: 240 °C;
-
Температура стеклования: 85 °C;
-
Стойкость к нагреву: до 75 °C.
Для PETG характерны долговечность и ударопрочность, которые превосходят PET. PETG демонстрирует хорошую химическую стойкость как к кислотным, так и к щелочным веществам. Он также отличную блокирует влагу, что позволяет использовать его для создания емкостей для воды или других напитков.
Что касается простоты работы с ним при 3D-печати, отличная адгезия PETG-пластика обеспечивает минимальную вероятность деформации и расслоения. Филамент PETG обладает комбинацией лучших свойств PLA и ABS: он прочный и термостойкий, но при этом с ним легко работать.
Достоинства и недостатки
Достоинства:
-
Сравнительно простая печать;
-
Устойчивость к высоким температурам;
-
Высокая прочность;
-
Возможность использования цветного филамента;
-
Низкая стоимость;
-
Возможность переработки;
-
Устойчивость к воде;
-
Возможность использования для пищевых контейнеров.
Недостатки:
-
В процессе печати на изделии остается большое количество нитей (“паутина”, “спагеттификация”, “стрингинг”).
Меры предосторожности
Существенное достоинство PETG-филамента — отсутствие неприятного запаха в процессе печати, обусловленного выделением химических веществ. Несмотря на это, рекомендуется печатать материалом в хорошо проветриваемом помещении, не забывая про респиратор.
Использование PETG в 3D-печати
Дизайнеры и инженеры могут печатать функциональные прототипы контейнеров для жидкостей, корпуса для электрического оборудования и т. д. Наиболее очевидное применение PETG — дизайн и прототипирование упаковки потребительских товаров, которая впоследствии будет изготавливаться серийно из PET или других полимеров.
Химическая стойкость PETG, вместе с механической стойкостью — важное преимущество при создании прочных нестандартных деталей, таких как производственные инструменты и вспомогательные средства, компоненты для тестирования или роботизированных аппаратов. Из PETG можно печатать защелкивающиеся соединения и подвижные петли, защитные кожухи или детали машин, создаваемые по индивидуальному заказу.
Особенности 3D-печати PETG
Хранение филамента
PETG гигроскопичен, а значит, он будет активно впитывать влагу из воздуха. По этой причине пластик следует хранить в прохладном сухом месте и сушить перед печатью, если он слишком долго подвергался воздействию влажного воздуха. Когда сухость нити PETG неизвестна, для надежности филамент следует просушить в специальной сушильной камере, например — Wanhao Boxman-2.
Нагрев платформы
Использовать PETG для 3D-печати можно на принтерах с открытой и закрытой рабочей камерой. Печатный стол следует нагреть до температуры 75—90 °C. Для адгезии первого слоя стол необходимо покрыть слоем клея или “печатного сока” — растворителя с растворенным в нем пластиком. Температура экструдера составляет 230—250 °C. Ретракт следует установить на 25 мм/с.
Скорость и параметры печати
Рекомендуемая скорость для 3D-печати PETG составляет от 60 до 100 мм/с. Если печатать на более высокой скорости, это может отрицательно сказаться на результате. Для изменения качества готового изделия, можно установить печать на скорость от 30 до 60 мм/сек.
Охлаждение при печати
3D-печать PETG-пластиком требует охлаждения: на уровне 20% для первого слоя и до 100% скорости кулера на дальнейшем объеме детали.
Обработка детали из PETG
Термическая обработка
Поскольку полимер плавится при высоких температурах, края готового изделия можно обрабатывать горелкой или промышленным феном, чтобы убрать шероховатости. Если в процессе печати осталось много тонких нитей (результат стрингинга), их можно удалить так же.
Механическая обработка
Физические свойства напечатанных из PETG изделий позволяют проводить различную механическую обработку готовых поверхностей. Можно сверлить отверстия в корпусе или полировать поверхность деталей. Для полировки используются полировальные круги или обычная наждачная бумага. В примере на видео показано, как в процессе полировки меняется внешний вид сувенира, напечатанного из PETG-филамента с добавлением меди.
Покраска
Красить готовые изделия, напечатанные из PETG, достаточно сложно. Единственным очевидным способом является использование аэрозольной краски или краскопульта.
Склеивание
Детали из PETG надежно соединяются суперклеем (цианакрилатом). В качестве альтернативы можно использовать растворитель.
Популярные 3D-принтеры, которые печатают PETG
Creality Ender-3
Рекомендуемые настройки:
-
Температура платформы: 60 °C;
-
Температура экструдера: 240 °C;
-
Высота слоя: 0,2 мм;
-
Скорость печати: 50 мм/с.
Для печати PETG на принтере Creality Ender-3 использовались настройки, рекомендованные производителем филамента. Пример печати PETG на Ender 3 показал, что материал создает качественное изделие даже при сравнительно большой толщине печатного слоя.
Anycubic Chiron 3D
Рекомендуемые настройки:
-
Температура платформы: 75 °C;
-
Температура экструдера: 235 °C;
-
Высота слоя: 0,2 мм;
-
Скорость печати: 45 мм/с.
В этом сравнительном тесте использовано два принтера: Creality Ender-3 и Anycubic Chiron 3D. Для 3D-принтера Anycubic, который имеет большую печатную камеру, было выбрано несколько трехмерных моделей, в том числе — большая полигональная ваза из прозрачного филамента. Результат печати — отличный, даже без механической обработки поверхности.
Anet A8 plus
Рекомендуемые настройки:
-
Температура платформы: 80 °C;
-
Температура экструдера: 235 °C;
-
Высота слоя: 0,2 мм;
-
Скорость печати: 55 мм/с.
На принтере Anet A8 plus была напечатана небольшая модель сложной формы с большим количеством поддержек. На видео показано, как сложно удалить поддержку: помимо работы кусачками, необходима значительная шлифовка точек соединения поддержек и детали.
Проблемы при печати PETG-пластиком
 Источник: all3dp.com
Источник: all3dp.com
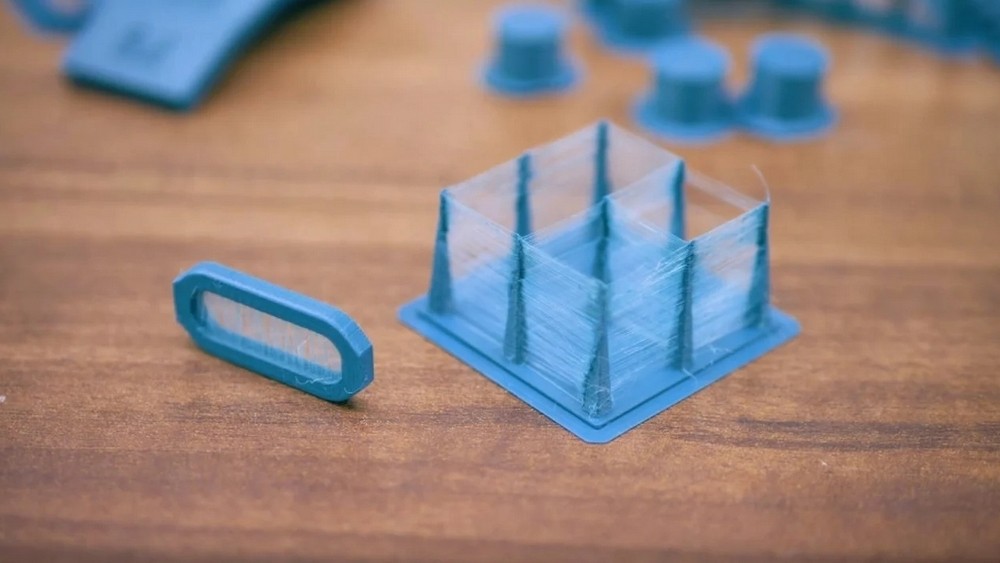
Две основных ошибки, которые могут возникнуть при печати PETG-пластиком — это стрингинг и образование наплывов.
Чтобы предотвратить стрингинг (образование лишних нитей), следует:
-
Увеличить дистанцию и скорость ретракции.
-
Увеличить холостую скорость перемещения экструдера — на 10 мм/с, возможно достичь отметки 200 мм/с.
-
Снизить температуру экструдера: понижать от стандартной, с шагом по 10 °C, пока количество нитей не станет минимальным или полностью исчезнет.
Чтобы избежать образования наплывов на границе печатного слоя, также следует откорректировать настройки ретракта в сторону увеличения значений.
Примеры напечатанных из PETG изделий
 Источник: prusament.com
Источник: prusament.com
 Источник: rigid.ink
Источник: rigid.ink
 Источник: all3dp.com
Источник: all3dp.com
 Источник: all3dp.com
Источник: all3dp.com
Итого
Пластики PETG обладают многочисленными преимуществами, которые позволяют считать их удобным материалом для 3D-печати. Изделия из PETG прочны и устойчивы ко многим агрессивным средам. Филаменты доступны в десятках расцветок, прозрачных и непрозрачных, в том числе “металлик”. В процессе печати PETG отсутствует неприятный запах. Готовое изделие удобно шлифовать и полировать, чтобы создать нарядный внешний вид.
Рекомендуемые товары












Оставить комментарий