

Как печатать пластиком PLA [2020]

Здравствуйте! С вами Top 3D Shop и в очередном обзоре мы рассказываем о 3D-печати пластиком PLA, настройках печати для популярных 3D-принтеров, возникающих при печати проблемах и примерах использования. Узнайте больше об особенностях этого материала из нашей статьи.
Содержание
- О пластике PLA
- Использование PLA в 3D-печати
- Особенности 3D-печати пластиком PLA
- Обработка пластика PLA после 3D-печати
- Проблемы, возникающие при 3D-печати пластиком PLA
- Примеры напечатанных изделий
- Заключение
О пластике PLA
История
 Источник: wikimedia.org
Источник: wikimedia.org
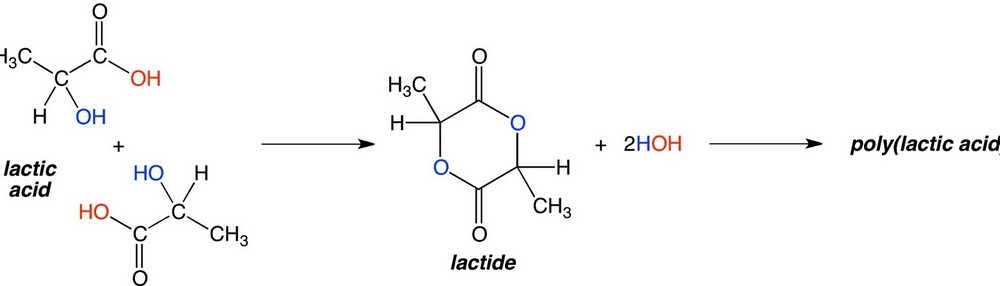
Полимолочная кислота или полилактид (PLA) – биоразлагаемый и биологически активный полиэфир, состоящий из молекул молочной кислоты. Впервые был открыт в 1932 году Уоллесом Каротерсом при нагревании молочной кислоты в вакууме с удалением конденсирующейся воды. При производстве молочной кислоты в промышленных масштабах источником углеводов служит кукурузный крахмал, сахарный тростник и другое органическое сырье, что делает процесс производства дешевым и возобновляемым. Поскольку углекислый газ потребляется во время выращивания растительного сырья, чистая эмиссия парниковых газов в общем процессе производства PLA считается отрицательной.
 Источник: 3dinsider.com
Источник: 3dinsider.com
В прошлом применение PLA ограничивалось областью биомедицинских исследований, из-за его биосовместимости и способности безопасно разлагаться. За последние десятилетия развитие экономичных методов производства и растущее экологическое сознание потребителей привели к широкому использованию PLA в качестве упаковочного материала для товаров а также филамента для 3D-печати. PLA производится из возобновляемых источников и может утилизироваться компостированием, что решает проблему безопасной ликвидации твердых отходов и уменьшает зависимость человечества от сырья на основе нефти. PLA — один из самых распространенных и самый известный биопластик в мире.
Характеристики
 Источник: newatlas.com
Источник: newatlas.com
PLA – термопласт, то есть материал, который может неоднократно подвергаться плавлению и отвердеванию без потери свойств. Производится три разновидности PLA, отличающиеся друг от друга строением молекул молочной кислоты и некоторыми свойствами: поли-L-лактид (PLLA), поли-D-лактид (PLDA) и поли-DL-лактид (PDLLA).
К основным характеристикам пластика PLA относятся:
-
Плотность 1.21-1.43 г/см³;
-
Биосовместимость;
-
Биоразлагаемость;
-
Прочность и гибкость;
-
Долговечность в обычных условиях;
-
Температура плавления 160-190 °C;
-
Температура стеклования 60-65 °C;
-
Модуль упругости при растяжении 2,7–16 ГПа;
-
Сжатие под воздействием высоких температур;
-
Горение без остатка и без выделения токсичных веществ;
-
Деградация под воздействием УФ-излучения;
-
Стойкость к температуре до 110 °C.
PLA растворим в горячем бензоле, тетрагидрофуране и диоксане.
Достоинства и недостатки
 Источник: 3djake.com
Источник: 3djake.com
Главные достоинства PLA – экологичность и производство из возобновляемого сырья. Помимо этого, детали из PLA стабильны при нормальных условиях, безопасны для пищевых продуктов, и аналогичны по характеристикам полиэтилену (PE), полипропилену (PP) или полистиролу (PS).
К недостаткам можно отнести высокую гигроскопичность и низкую термостойкость материала. Изделия из чистого PLA достаточно хрупки, поэтому производители филаментов используют различные добавки для повышения ударопрочности и химической стойкости.
Меры предосторожности при работе
 Источник: 3dprinting.stackexchange.com
Источник: 3dprinting.stackexchange.com
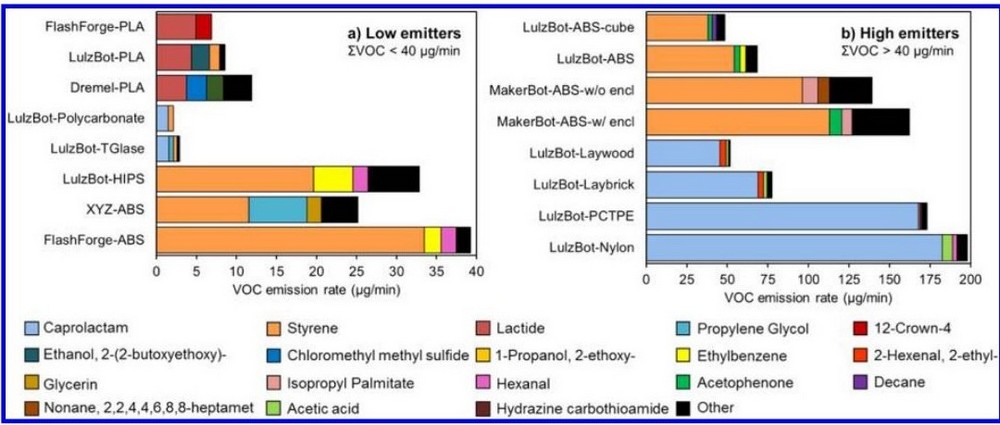
В отчете ACS «Эмиссия ультрадисперсных частиц и летучих органических соединений при работе настольных 3D-принтеров с разными филаментами» указывается, что филаменты на базе PLA имеют низкое выделение каких-либо веществ – 1/20 от нейлона, при этом большая часть выделяющихся газов – лактид, считается практически безвредным. Тем не менее, при печати PLA могут выделяться другие вещества, содержащиеся в филаменте – красители или добавки в компаунд, которые могут быть не столь безопасны. Поэтому необходимо, чтобы 3D-принтер эксплуатировался в хорошо проветриваемом помещении, с соблюдением норм электрической и пожарной безопасности.
Использование PLA в 3D-печати
 Источник: bitfab.io
Источник: bitfab.io
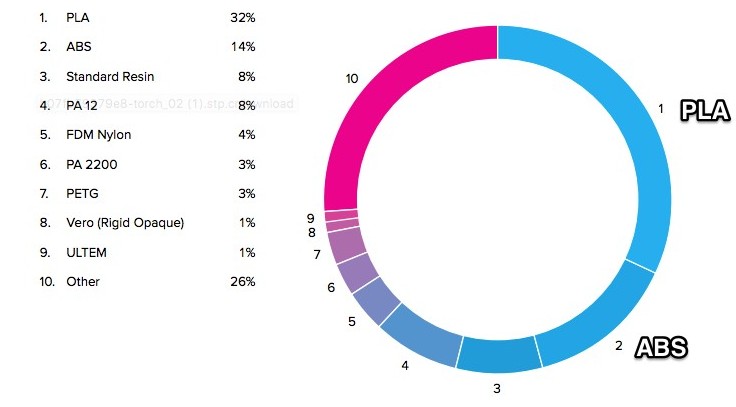
По оценке 3DHubs Trend Report Q4/2017, PLA — самый популярный материал для 3D-печати с использованием технологии FDM/FFF..
Особенности 3D-печати пластиком PLA
 Источник: makerbot.com
Источник: makerbot.com
PLA требует для печати меньшую температуру нагрева, чем другие пластики: от 180 °C, ABS – от 250 °C. PLA легко склеивается, шлифуется, полируется и красится. Детали из PLA можно сверлить и фрезеровать, но надо быть осторожным, чтобы их не расплавить: все манипуляции нужно проводить так, чтобы режущий инструмент не нагревался.
Сушка филамента
 Источник: wanhao3d.ru
Источник: wanhao3d.ru
Филаменты на базе пластика PLA гигроскопичны, поэтому их необходимо хранить в герметично закрытой упаковке, а перед использованием рекомендуется просушить в специальных устройствах, таких как Wanhao Box 2.
Нагрев платформы печати
Для 3D-печати PLA не требуется наличия в принтере платформы с подогревом и нагреваемой камеры, этот материал не подвержен деформации и расслоению от перепада температур.в нормальных условиях.
Печать PLA на холодном столе
Для 3D-печати на платформе без подогрева используются различные средства, обеспечивающие хорошее прилипание первого слоя к материалу платформы — от фирменных покрытий типа Kapton или BuildTak до лака для волос или клеящего карандаша. При печати первых слоев необходимо настроить принтер на минимальную скорость печати и увеличить площадь первого слоя за счет рафта.
Параметры печати
 Источник: all3dp.com
Источник: all3dp.com
Температура экструдера: 180-230 °C
Толщина слоя: на 20% меньше диаметра сопла
Коэффициент подачи: 0,97
Скорость печати: 30-80 мм/с
Температура платформы: 60-80 °C (не обязательно)
Охлаждение: отключить для первых слоев
Приведенные настройки достаточно условны и сильно зависят от производителя принтера, окружающих условий, марки филамента и его состояния, поэтому лучший способ подобрать настройки — проведение тестовой печати.
Охлаждение при печати PLA
При печати следует охлаждать экструдер, за исключением печати первых слоев: во время их печати кулер экструдера необходимо выключить, для лучшей адгезии слоя к платформе.
Обработка пластика PLA после 3D-печати
 Источник: all3dp.com
Источник: all3dp.com
Удаление поддержки
Несмотря на жесткость и прочность пластика PLA, позволяющие печатать модели с углами наклона до 70°, для устойчивости конструкции необходимо предусмотреть опоры из того же материала, или использовать специальный материал поддержки, если 3D-принтер оснащен двойным экструдером. Для печати с пла PLA используются водорастворимые материалы на основе PVA — HydroFill, Scaffold и тому подобные.
Шлифование и шпаклевка
Следы слоев можно удалить путем полировки наждачной бумагой или специальными пастами. Полностью глянцевой поверхности обрабатываемой детали получить не удастся, но наиболее явные дефекты можно исправить.
Сглаживание и окраска
PLA растворим в изопропиловом спирте, что позволяет использовать специальные устройства для сглаживания изделий, создающие туман из растворителя внутри герметичной камеры, например Polymaker Polysher.
Для сглаживания также можно использовать специальные полирующие составы с глубоким заполнением, или просто покрасить изготовленную деталь акриловой краской или эмалью.
Склеивание
Детали из PLA можно склеивать при помощи дихлорэтана, дихлорметана или изопропилового спирта, растворяющего слой пластика и создающего клейкие поверхности. Кроме этого, можно использовать любой клей, обладающий хорошей адгезией с PLA — суперклей, эпоксидную смолу или полиуретановые составы.
Проблемы, возникающие при 3D-печати пластиком PLA
Плохое прилипание первого слоя
Иногда, из-за недостаточной адгезии, происходит отлипание первых слоев от платформы печати и смещение печатаемой детали. В этом случае рекомендуется или увеличить температуру платформы (для платформ с подогревом), или покрыть платформу адгезивным составом (лаком для волос, клеевым карандашом, нанести суспензию из PLA и растворителя, или использовать специальные покрытия Kapton или BuildTak). При разработке модели также желательно увеличить площадь контакта детали с поверхностью платформы, включив проект рафт — расширенный первый слой.
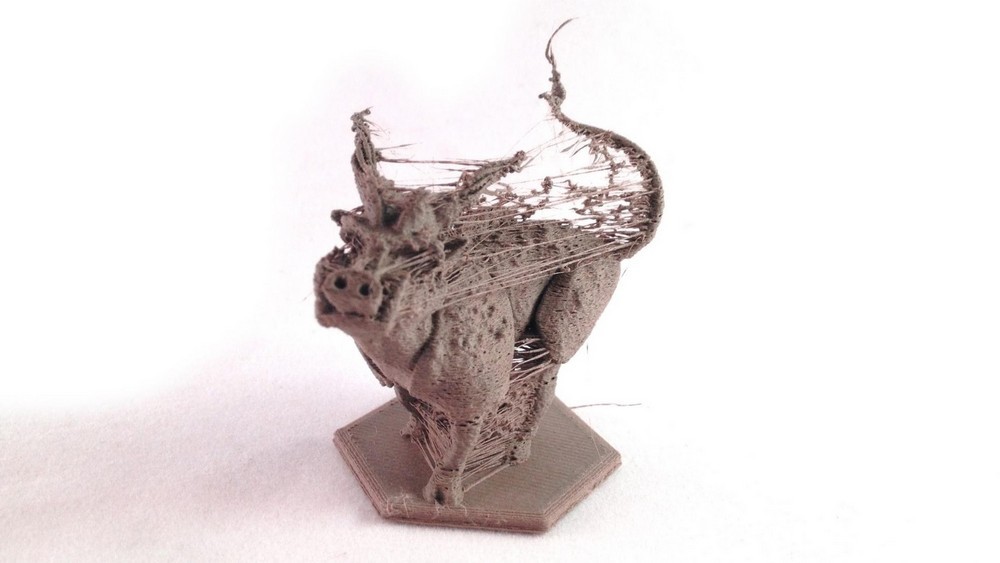
PLA лохматится при печати («спагетти», «паутина» или «стрингинг»)
 Источник: pinshape.com
Источник: pinshape.com
Эффект появляется при слишком высокой температуре экструдера, делающего пластик более текучим и способным под действием силы тяжести вытекать из сопла в местах, где принтер не должен был печатать. Для устранения проблемы необходимо снизить температуру печати и использовать в настройках функцию ретракции – втягивания нити в обратном направлении в те моменты, когда головка перемещается не печатая.
Не спекаются стенки (расслоение)
В этом случае необходимо ступенчато повышать температуру экструдера до тех пор, пока эффект полностью не исчезнет. Также может помочь уменьшение скорости печати.
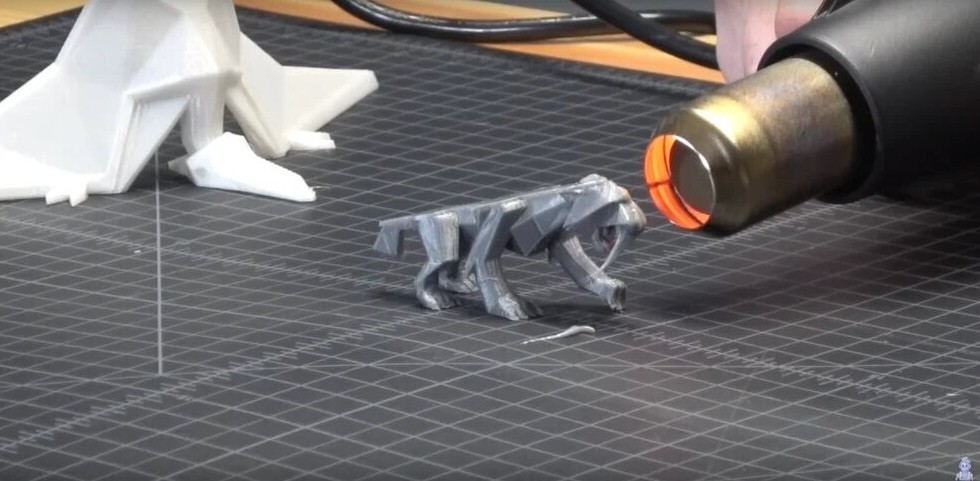
Деформированные детали
 Источник: pinshape.com
Источник: pinshape.com
Так как PLA обладает относительно низкой температурой плавления, при небольшом объеме печати детали из PLA не успевают остыть и затвердеть. Кроме того, они нагреваются от работающей рядом головки печати. Из-за этого происходит деформация всей детали. Чтобы избежать этого эффекта, необходимо уменьшить скорость и температуру печати, а также обеспечить охлаждение печатаемой детали таким образом, чтобы поток воздуха не попадал на экструдер.
Примеры напечатанных изделий
 Источник: wikipedia.org
Источник: wikipedia.org
 Источник: all3dp.com
Источник: all3dp.com
 Источник: all3dp.com
Источник: all3dp.com
 Источник: all3dp.com
Источник: all3dp.com
 Источник: fabb-it.com
Источник: fabb-it.com
 Источник: fabb-it.com
Источник: fabb-it.com
Заключение
 Источник: zortrax.com
Источник: zortrax.com
PLA – нетребовательный и недорогой материал для 3D-печати, прощающий многие ошибки начинающих пользователей и предоставляющий широкие возможности для профессионалов. Экологичность материала позволяет надеяться на скорую замену пластиков на нефтяной основе на PLA. Безопасность использования термопласта PLA позволяет использовать его дома и в школе, в медицинской и пищевой промышленности.
Рекомендуемые товары




_synthesis_via_intermediate_lactide.png){kind=link}
{kind=link}







Оставить комментарий