

Как печатать пластиком FLEX [2020]

Пластики FLEX — это эластичные полимеры, возможность применения которых весьма обширна. Из них можно делать упругие амортизирующие детали, например — чехлы для гаджетов. С тем же успехом из FLEX-пластика печатают подошвы для спортивной обуви.
Из-за своих физических свойств этот материал весьма капризен. Хранение и печать TPU требуют особых условий. Читайте статью, чтобы узнать о разных нюансах 3D-печати эластичными полимерами.
Содержание
- О пластике FLEX
- История
- Характеристики
- Достоинства и недостатки
- Меры предосторожности
- Использование FLEX в 3D-печати
- Особенности 3D-печати FLEX
- Обработка детали из FLEX
- Популярные 3D-принтеры, которые печатают FLEX-пластиком
- Проблемы при печати FLEX
- Примеры напечатанных изделий из FLEX
- Итого
О пластике FLEX
 Источник: aerospace.basf.com
Источник: aerospace.basf.com
Пластик FLEX — это распространенная категория эластичных филаментов, химическое название которых — термопластичный полиуретан (TPU). Поскольку TPU принадлежит к категории термопластичных эластомеров (TPE), иногда в литературе случаются ошибки в терминологии. В этой статье определения «печать пластиком FLEX» и «печать из TPU» равнозначны.
 Источник: felfil.com
Источник: felfil.com
История
 Источник: en.wikipedia.org
Источник: en.wikipedia.org
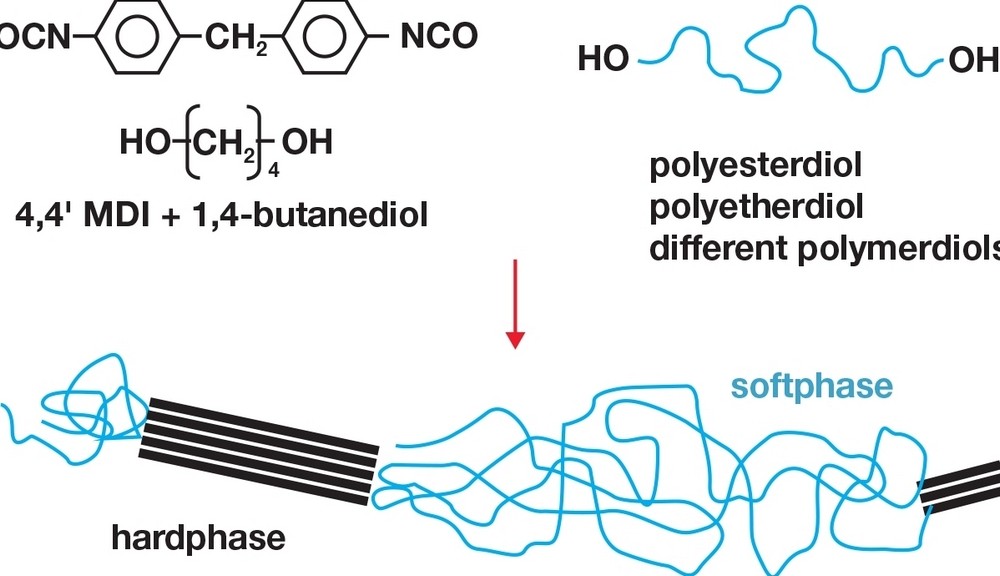
Термопластичный полиуретан был разработан компанией Lubrizol Engineered Polymers в 1959 году. Ключевое свойство соединения, которое определило физические свойства материала, — чередование сополимеров с жесткой и эластичной структурой. Жесткие части формулы — изоцианаты, эластичные — полиолы. Комбинируя сочетания полимеров, можно получить TPU, который будет упругим, как резина, или жестким, как обычный пластик. В 3D-печати применяют эластичные FLEX-филаменты.
Характеристики
FLEX-пластик — светлый упругий материал, который выдерживает высокие, по сравнению с ABS-пластиком, нагрузки при кручении и растяжении. Основные характеристики полимера:
-
Плотность: 1,18-1,25 г/см³;
-
Прочность и гибкость;
-
Устойчив к разбавленным кислотам и растворам щелочей при комнатной температуре;
-
Температура плавления: 200—225 °C;
-
Температура стеклования: -10 — -50 °C;
-
Стойкость к нагреву до 125 °C (до 140 °C у некоторых марок).
 Источник: beeverycreative.com
Источник: beeverycreative.com
Изделия из FLEX-пластика можно стерилизовать, сваривать, механически обрабатывать, окрашивать, печатать, разрезать. Материал устойчив к высоким температурам, а при комнатной температуре обладает хорошей устойчивостью к едким средам. В ароматических углеводородах, например, бензоле и толуоле, TPU разрушается при комнатной температуре. Изделия из TPU растворяются в ацетоне, метилэтилкетоне и циклогексаноне, метилпирролидине и тетрагидрофуране. К смазочным жирам и моторным маслам изделия из TPU устойчивы даже при высоких температурах.
В одном эксперименте шесть идентичных по форме деталей, напечатанных из различных филаментов, были частично погружены в сильный растворитель Nitro-P. Изделие из TPU впитало жидкость, что привело к увеличению объема на 50%. Однако после испарения растворителя модель приняла изначальный объем, причем без утраты физических свойств.
Достоинства и недостатки
 Источник: 3dprintingmedia.network
Источник: 3dprintingmedia.network
Достоинства:
-
Устойчивость к высоким температурам;
-
Высокая прочность на разрыв при скручивании, растяжении, сжатии;
-
Возможность окрашивания филамента и покраски по готовому изделию;
-
Низкая стоимость;
-
Возможность вторичной переработки.
Недостатки:
-
Гигроскопичный материал;
-
Сложный процесс печати;
-
Не рекомендуется для использования с Боуден-экструдерами;
-
Не пригоден для хранения пищевых продуктов.
Меры предосторожности
 Источник: extrudr.com
Источник: extrudr.com
При 3D-печати пластиком FLEX следует соблюдать меры безопасности. При печати следует использовать перчатки, для защиты от термических ожогов, и респираторы. Производить печать TPU только в хорошо проветриваемом помещении. Если есть возможность, то печатать следует в 3D-принтере закрытого типа, с отводом газов из печатной камеры. При попадании расплавленного полимера на кожу, пострадавшему следует остудить место попадания холодной водой и оказать помощь, как при термическом ожоге. После застывания материал самостоятельно отвалится. В противном случае следует обратиться к врачу.
FLEX-пластик следует правильно утилизировать и ни в коем случае не сжигать в бытовых печах. При горении полимер выделяет токсичные пары оксида углерода, оксида азота, цианистого водорода и изоцианата.
Использование FLEX в 3D-печати
FLEX-пластик используется в 3D-печати для создания прочных упругих деталей. Это могут быть демпферы и амортизаторы, а также гибкие соединительные элементы. Наряду с созданием небольших вспомогательных элементов, FLEX всё чаще используется в больших масштабах в уникальных проектах. Например, китайский старт-ап XEV Limited предложил прототип электромобиля, кузовные элементы которого были напечатаны из Nylon, PA и TPU. Цена на двухместных сити-кар размером со Smart должна была составить $10 000. По состоянию на июль 2020 года, изобретатели не смогли найти инвесторов для запуска серийного производства.
 Источник: amfg.ai
Источник: amfg.ai
В 2016 году американская компания New Balance создала серию беговых кроссовок с напечатанными из FLEX-пластика подошвами. В заявлении компании было сказано, что при реализации этого решения были использованы преимущества 3D-печати и достижения в области материаловедения, что позволило достигнуть оптимального баланса гибкости, прочности, веса и долговечности. Конфигурация подошвы была создана таким образом, чтобы при ударе пятки давление распределялось от областей с высоким давлением на части подошвы со средним и низким давлением.
Особенности 3D-печати FLEX
Хранение филамента
FLEX-филаменты гигроскопичны, они способны впитывать влагу, находясь в сыром помещении. Перед длительным хранением материала, его следует запечатать в вакуумный пакет с поглотителем влаги. Если условия хранения FLEX неизвестны, то перед печатью пластиковую нить следует просушить в специальной сушилке, например — Wanhao Boxman-2.
Нагрев платформы
 Источник: reddit.com
Источник: reddit.com
Для лучшей адгезии первого слоя, перед началом печати материалом TPU рекомендуется нагреть платформу до температуры 45—60 °C. Поверхность печатного стола рекомендуется покрыть малярным скотчем, либо использовать в качестве основы лист полиэфиримида (PEI).
Скорость и параметры печати
3D-печать флексом осложняется характером материала. Поскольку в нагретом состоянии полимер чрезмерно вязок, при высокой скорости печати нить может забить экструдер. Производители TPU указывают рекомендуемую скорость печати, разную для разных марок филамента, в пределах от 10 до 30 мм/с. Зная эти цифры, скорость можно подобрать опытным путем.
Охлаждение при печати
В процессе печати флекс-пластиком требуется включать обдув.
Обработка детали из FLEX
Термическая обработка
После завершения печати, изделия из FLEX можно положить лицевой стороной вверх в специальную печь, установить температуру на 200 °C и оставить готовое изделие на 2—3 минуты. Верхний слой оплавится, но не настолько, чтобы деформировать изделие, создавая равномерно гладкую глянцевую поверхность.
Механическая обработка
Из-за физических свойств материала, изделия, напечатанные из FLEX, сравнительно сложно обрабатывать механическим способом. Чтобы отшлифовать поверхность детали, необходимо аккуратно придерживать её руками. По этой причине такая обработка занимает много времени. Использовать машинную обработку рекомендуется только на станках с ЧПУ. Вместе с тем, удаление поддержек на изделии из TPU достаточно простое, поскольку лишние элементы можно срезать даже канцелярским ножом.
Шпаклевание
Еще один способ обрабатывать поверхность деталей из FLEX — покрыть их гибкой шпаклевкой. Такой метод применим при обработке больших конструкций, где не важна точность, поскольку после шпаклевания габариты изделия изменятся.
Склеивание
Детали из FLEX подвергаются склеиванию, как и любые другие пластиковые изделия. Для этого можно использовать специальные клеи, предназначенные для работы по резине. Также подходят апротонные растворители: тетрагидрофуран, диметилсульфоксид и диметилформамид.
Как и в случае с обычными пластиками, FLEX необходимо очистить (можно спиртом) и высушить. После нанесения небольшого слоя склеивающего вещества, две части изделия следует прочно прижать друг к другу и дать клею несколько минут для высыхания.
Популярные 3D-принтеры, которые печатают FLEX-пластиком
Anet A8
Рекомендуемые настройки:
-
Температура платформы: 60 °C
-
Температура экструдера: 225 °C
-
Высота слоя: 0,1 мм
При печати FLEX-пластиком очень важно, чтобы филамент поступал в сопло строго вертикально. Это существенно снижает возможность засорения сопла. В случае с 3D-принтером Anet A8, можно установить направляющую в экструдере, между двумя шестернями. Характеристики детали и процесс установки проиллюстрирован в видео на канале Crosslink (см. выше).
Creality Ender 3
Рекомендуемые настройки
-
Температура платформы: 60 °C
-
Температура экструдера: 225 °C
-
Высота слоя: 0,1 мм
Как и в вышеописанном примере, перед началом печати флексом на принтере Creality Ender 3 необходимо настроить подачу филамента. Специальная насадка на экструдер избавит пользователя от опасности, что гибкая пластиковая нить будет «зажевана» шестернями, подающими филамент к соплу.
Проблемы при печати FLEX
Наиболее распространенная проблема при печати пластиком FLEX — это стрининг, то есть появление не предусмотренных моделью тонких нитей материала между стенками напечатанного изделия. Один из радикальных способов избавиться от свисающих пластиковых нитей на стадии обработки, который применяется некоторыми пользователями — сжечь их газовой горелкой. Способ спорный, поскольку существует высокий риск повредить стенки напечатанного изделия. При появлении такой проблемы необходимо настроить скорость экструзии и температуру сопла.
Еще одна распространенная проблема — расслоение стенок. Она возникает, если филамент отсырел при хранении. Решается сушкой TPU перед печатью.
 Источник: print.theporto.com
Источник: print.theporto.com
Для предотвращения стрининга следует провести следующие действия:
-
В настройках слайсера включить функцию ретракции, то есть втягивание нити в обратном направлении на холостом ходу, при перемещении печатающей головки над пустыми областями.
-
Установить скорость печати на минимум, в большинстве случаев достаточно 20 мм/с.
-
Убедиться перед началом печати, что филамент абсолютно сухой. Если нет точных данных о хранении материала, то перед печатью высушить пластиковую нить в специальном устройстве.
-
Убедиться перед началом печати, что в сопле не остались частички материала с прошлой печати. Проще всего — после разогрева экструдера дать принтеру печатать тестовый образец несколько минут. Визуально определить отсутствие старого пластика можно, если из сопла не вытекает пластик другого цвета.
Примеры напечатанных изделий из FLEX
 Источник: reprap.me
Источник: reprap.me
 Источник: simplify3d.com
Источник: simplify3d.com
 Источник: gizmodo.com
Источник: gizmodo.com
 Источник: blog.prusaprinters.org
Источник: blog.prusaprinters.org
Итого
Упругие пластики FLEX предназначены для создания эластичных изделий на 3D-принтерах, печатающих по технологии FDM. По физическим свойствам, в напечатанном виде, FLEX напоминают крепкую резину. Нетипичные для пластиковых филаментов свойства являются причиной сравнительно сложного процесса печати. FLEX-нити легко забивают сопло и оставляют «паутину» на напечатанном изделии. Чтобы избежать ошибок при печати, филамент необходимо хранить в вакуумной упаковке, а перед началом печати провести дополнительную подготовку принтера. Зато результатом правильной работы может быть что угодно: от кейса для смартфона и костюма для косплея, до кузовных элементов автомобиля.
Рекомендуемые товары




{kind=link}
-
27 февраля 2021TPU FDplast - заявлены температуры печати как у простого PLA,
Flex от BF - температуры как у простого PETG.-
03 марта 2021Здравствуйте. Температуры печати, как и другие характеристики, в наших карточках соответствуют спецификациям от производителей. В данной статье не указаны пластики конкретных брендов, речь идет об обобщенных характеристиках материалов.
Если у вас возникли вопросы по характеристикам определенных материалов, наши менеджеры с радостью вам помогут. Связаться вы можете через форму на сайте или с помощью контактного телефона или email.
-







Оставить комментарий