

Как печатать пластиком ABS [2020]

Здравствуйте! С вами Top 3D Shop и в очередном обзоре мы рассказываем о 3D-печати пластиком ABS, настройках печати для популярных 3D-принтеров, возникающих при печати проблемах и примерах использования. Узнайте больше об особенностях этого материала из нашей статьи.
Содержание
- О пластике ABS
- Популярные принтеры, печатающие пластиком ABS, и их настройки
- Проблемы, возникающие при 3D-печати пластиком ABS
- Примеры использования
- Примеры напечатанных изделий
- Заключение
О пластике ABS
История
 Источник: wikipedia.org
Источник: wikipedia.org
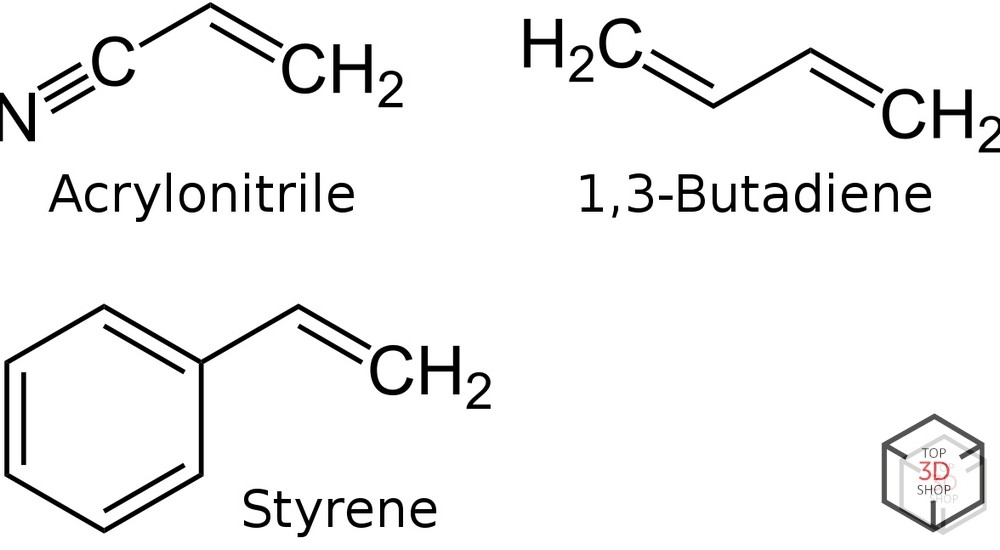
АБС-пластик (ABS), акрилонитрил (15—35 %) бутадиен (5—30 %) стирол (40—60%), химическая формула (C8H8)x·(C4H6)y·(C3H3N)z) — ударопрочная термопластическая смола на основе сополимера акрилонитрила с бутадиеном и стиролом. ABS сочетает в себе прочность полибутадиена с твердостью и жесткостью полиакрилонитрила и полистирола. АБС — привитый сополимер, то есть гигантская молекула, состоящая преимущественно из цепей полибутадиена, растущих из основной цепи сополимера стирола и акрилонитрила.

Был изобретен во время второй Мировой Войны и использовался как альтернативный резине материал. ABS был запатентован в 1948 году и представлен на рынке корпорацией Borg-Warner в 1954 году.
 Источник: wikipedia.org
Источник: wikipedia.org
По химическому составу пластик АБС делится на две основные группы: наиболее часто используемый пластик ABS без примесей и композитные полимеры (например, ABS/PC, ABS/PVH, ABS/PBT и тому подобные), в которых свойства пластика ABS усиливаются, благодаря добавкам других полимеров. ABS широко используется для изготовления различных бытовых товаров, промышленных деталей и медицинских изделий.
ABS — один из наиболее часто используемых материалов для экструзионной 3D-печати.
Характеристики
 Источник: stratasys.com
Источник: stratasys.com
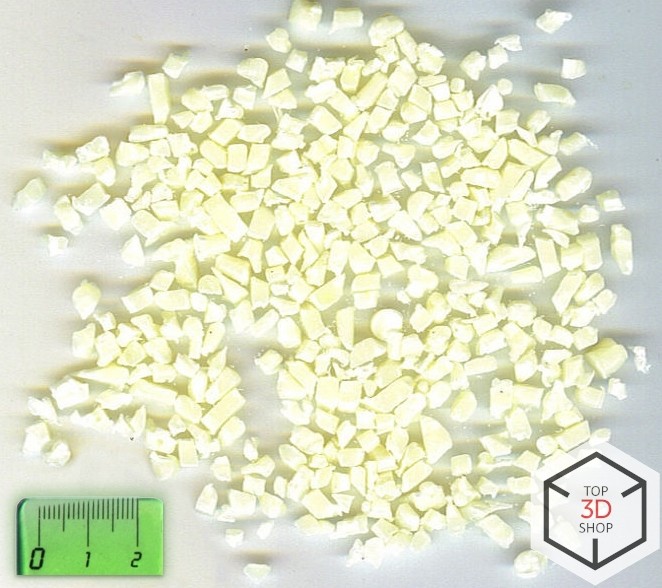
ABS – непрозрачный материал желтоватого оттенка (хотя существуют и прозрачные разновидности). К основным характеристикам пластика ABS относятся:
-
Плотность: 1.02-1.06 г/см³;
-
Прочность и гибкость;
-
Устойчивость к воде, маслам, кислотам, щелочам и моющим средствам;
-
Температура плавления: 210-240 °C;
-
Температура стеклования: 60 °C;
-
Стойкость к температуре до 103 °C (до 113 °C у некоторых марок).
Детали, изготовленные из ABS, могут эксплуатироваться при температуре от -40 °C до +90 °C. ABS растворяется в ацетоне, сложных эфирах, кетонах, 1,2-дихлорэтане, этилацетате. Детали из ABS могут быть подвергнуты механической обработке. Изделия из этого пластика могут быть вторично переработаны. Разрушается под действием прямых солнечных лучей и ультрафиолета.
Достоинства и недостатки
 Источник: bitfab.io, примеры дефектов печати
Источник: bitfab.io, примеры дефектов печати
Достоинства:
-
термопластичный полимер — может плавиться и охлаждаться без изменения химических свойств;
-
хорошие механические свойства;
-
возможность окрашивания, путем добавления пигмента;
-
устойчивость к нагреву и давлению;
-
возможность 3D-печати деталей с углами до 45° без использования поддержки;
-
легкость в обработке;
-
хорошая адгезия к акриловым краскам;
-
возможность вторичной переработки;
-
низкая стоимость.
Недостатки:
-
неприятный запах при печати (при нагревании);
-
гигроскопичен и требует предварительной сушки филамента;
-
разрушается под воздействием прямых солнечных лучей и ультрафиолета;
-
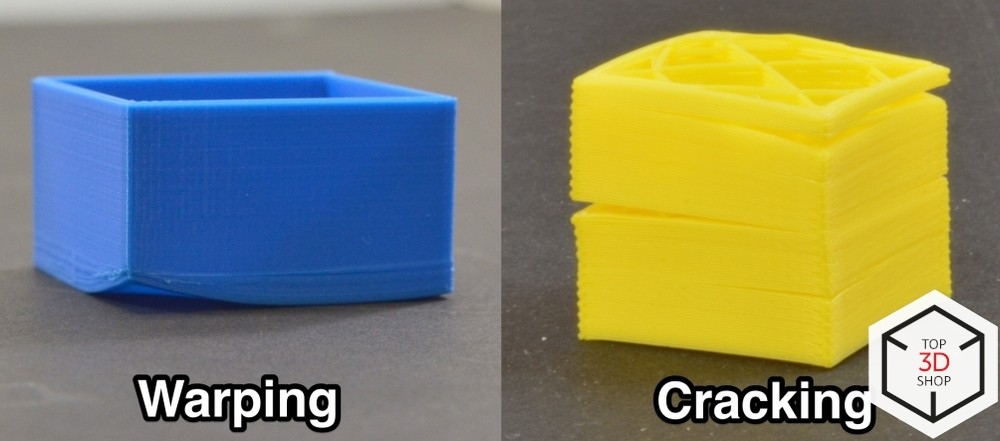
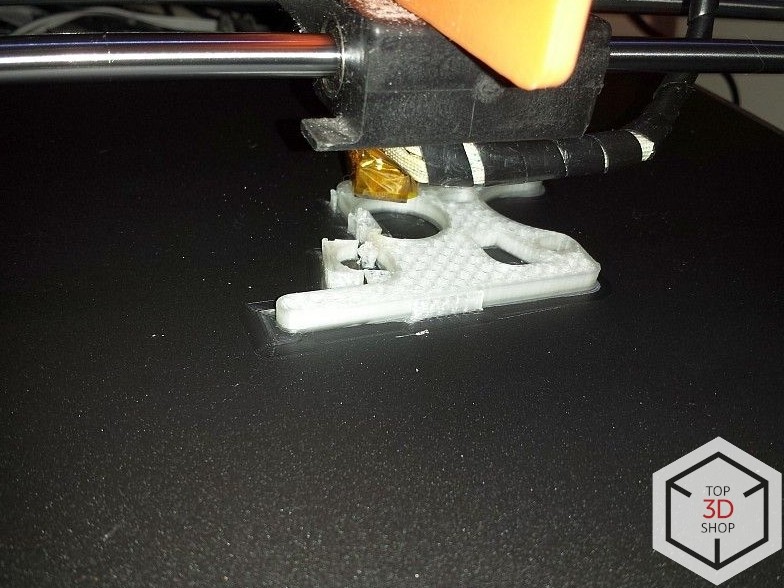
необходимость подогрева детали при печати, во избежание деформации (при неравномерном остывании детали возможно расслоение и отлипание от платформы, см. фото выше);
-
не может быть использован для хранения пищевых продуктов;
-
не экологичен, без воздействия солнечных лучей разлагается веками;
-
выделяет ядовитые и канцерогенные вещества при нагревании свыше 400 °C и горении.
Меры предосторожности
 Источник: all3dp.com
Источник: all3dp.com
ABS – пластик на нефтяной основе, не подверженный биологическому разложению. По своей природе это более токсичное вещество, чем PLA. Хотя при обычных условиях не выделяет ядовитых веществ, неприятный запах горячего ABS говорит сам за себя: этот материал не может быть полезным. Долгосрочные эффекты от контакта с парами ABS до конца не изучены. Исследование, опубликованное на сайте 3Dsaftey.org в 2015 году, показало, что «как газообразные молекулы, так и наночастицы, выделяемые при 3D-печати, попадают в организм человека через кожу и дыхательную систему. Ультратонкие частицы осаждаются в клетках органов дыхания и через обонятельные нервы слизистой оболочки носа попадают в мозг. Пары, образующиеся при плавлении пластика, могут вызвать раздражение глаз, кожи и дыхательных путей, а при длительном воздействии – вызвать тошноту и головную боль.»
Хотя количество паров пластика ABS при 3D-печати незначительно, эксплуатацию принтера, использующего этот пластик, рекомендуется производить в хорошо проветриваемом помещении или с использованием вытяжки. Кроме того, для пост-обработки, сглаживания или склеивания, используются легкоиспаряющиеся, токсичные и горючие вещества, например ацетон, обращение с которыми требует строгого соблюдения мер безопасности.
Отдельная проблема безопасности – необходимость поддержания температуры печатаемой детали на принтерах, не имеющих закрытой камеры печати. Зачастую пользователи используют кустарные и крайне небезопасные способы не дать остыть печатаемому изделию, например, накрывая 3D-принтер термоизолирующими материалами, что может привести как к поломке устройства, так и к пожару.
Использование ABS в 3D-печати
 Источник: all3dp.com
Источник: all3dp.com
Причины популярности ABS исторические: этот хорошо зарекомендовавший себя термопласт уже давно использовался в традиционной обрабатывающей промышленности, когда началось развитие аддитивного производства. Таким образом он оказался одним из первых полимеров, использованных для 3D-печати. Несмотря на все его недостатки, он по-прежнему остается одним из лучших материалов для 3D-печати FDM/FFF с высокой детализацией или при необходимости механической пост-обработки деталей, а по термостойкости уступает только нейлону и куда более дорогим конструкционным полимерам.
 Источник: bitfab.io
Источник: bitfab.io
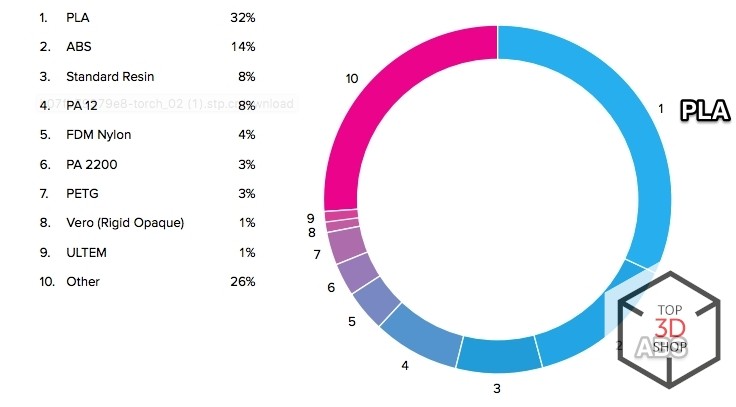
По оценке 3DHubs Trend Report Q4/2017, ABS занимает второе место по использованию в качестве материала для 3D-печати.
Особенности 3D-печати ABS
Сушка филамента
 Источник: wanhao3d.ru
Источник: wanhao3d.ru
Филаменты на базе пластика ABS гигроскопичны, поэтому их необходимо хранить в герметично закрытой упаковке, а перед использованием рекомендуется просушить в специальных устройствах, например Wanhao Box 2.
Нагрев платформы печати
 Источник: gulfcoast-robotics.com
Источник: gulfcoast-robotics.com
Для лучшей адгезии первого слоя и во избежание брака печати, такого как расслоение и отрыв от платформы, необходимо использовать платформы с подогревом. Рекомендуемая температура платформы – не ниже 90 °C.
Печать ABS на холодной платформе
 Источник: instructables.com
Источник: instructables.com
При печати на платформах без подогрева необходимо использовать либо специальные клейкие покрытия, либо покрыть платформу суспензией из ABS и ацетона.
Скорость и параметры печати
Скорость и другие параметры 3D-печати зависят от многих факторов, например, от наличия закрытой камеры печати, температуры экструдера, диаметра сопла и тому подобных. Скорость 3D-печати ABS-пластиком – это компромисс между увеличением времени печати и отсутствием дефектов печатаемой детали. При установке параметров 3D-печати необходимо ориентироваться на рекомендации производителя принтера, известных параметрах филамента и опыте пользователя.
Охлаждение при печати ABS
При 3D-печати пластиком ABS охлаждение экструдера необходимо отключить.
Обработка пластика ABS после 3D-печати
 Источник: 3dhubs.com
Источник: 3dhubs.com
Ручная постобработка ABS – дорогостоящий, долгий, трудоемкий и трудно масштабируемый процесс, затрудняющий использование 3D-печати в крупносерийном производстве. Стоимость последующей обработки может составлять почти треть стоимости производства 3D-модели. Согласно отчету Wohler за 2018 год, 27% общих затрат на производство модели можно отнести на расходы, связанные с постобработкой, которые включают в себя риски поломки детали.
Удаление поддержки
 Источник: 3dhubs.com
Источник: 3dhubs.com
При печати моделей с элементами, угол которых (в зависимости от марки используемого ABS) превышает 45-70°, необходимо использовать опорные конструкции, которые поддерживают нависающие элементы. Опорные структуры могут быть напечатаны с использованием того же пластика, что и сама модель, но, когда машина позволяет печатать несколькими филаментами, можно использовать специальные материалы поддержки.
 Источник: airwolf3d.com, пример печати с растворимыми поддержками
Источник: airwolf3d.com, пример печати с растворимыми поддержками
Нерастворимый материал относительно прочен и может быть удален только с помощью инструментов – ножей или кусачек. Это должно делаться осторожно, так как есть риск повреждения модели или случайного удаления мелких элементов.
При использовании растворимого материала поддержки риск повреждения модели ниже. Несущие структуры растворяются в воде (PVA) или с помощью специальных растворителей, не воздействующих на ABS, таких как лимонен (HIPS), изопропиловый спирт (изопропанол) или их смесь в соотношении 1:1. Лимонен и изопропиловый спирт достаточно токсичны, поэтому при работе с ними необходимо соблюдать меры предосторожности, такие же как при работе с самим ABS. Напечатанные изделия с водорастворимой поддержкой не рекомендуется промывать в посудомоечной машине.
Химическая полировка
 Источник: pinshape.com
Источник: pinshape.com
Один из самых простых и эффективных способов сглаживания ABS-пластика – использование ацетона. На дно пластикового или металлического контейнера поместите бумажные полотенца таким образом, чтобы покрыть всю его внутреннюю поверхность. Налейте небольшое количество ацетона на дно контейнера так, чтобы он полностью впитался бумагой. Накройте дно контейнера фольгой (или сделайте «плот» из фольги) и поместите внутрь обрабатываемую деталь на несколько часов. Плотно закройте емкость крышкой.
После обработки осторожно извлеките изделие и оставьте на несколько минут, чтобы ацетон полностью испарился с его поверхности. При извлечении старайтесь вообще не касаться детали, вынимая ее из контейнера вместе с фольгой. Так как внешний слой детали будет полурастворен, любое прикосновение к нему оставит поверхностные дефекты.
Избегайте чрезмерного нахождения обрабатываемой детали в парах ацетона, так как это приведет к снижению ее прочности. Все операции необходимо проводить в хорошо проветриваемом помещении и с соблюдением требований пожарной безопасности.
Механическая шлифовка и полировка
 Источник: makerbot.com
Источник: makerbot.com
Линии слоев хорошо заметны на изделиях, напечатанных из пластика ABS с помощью технологии FDM/FFF. Так как ABS хорошо обрабатывается механически, для их удаления может применяться шлифовка с помощью наждачной бумаги различной зернистости и полировка специальными пастами. При шлифовании следует соблюдать осторожность, так как могут быть удалены мелкие детали напечатанной модели, также следует модерировать прилагаемые усилия, чтобы не повредить деталь. Для защиты органов дыхания от пыли обязательно используйте маски или респираторы.
Склеивание
 Источник: 3dhubs.com
Источник: 3dhubs.com
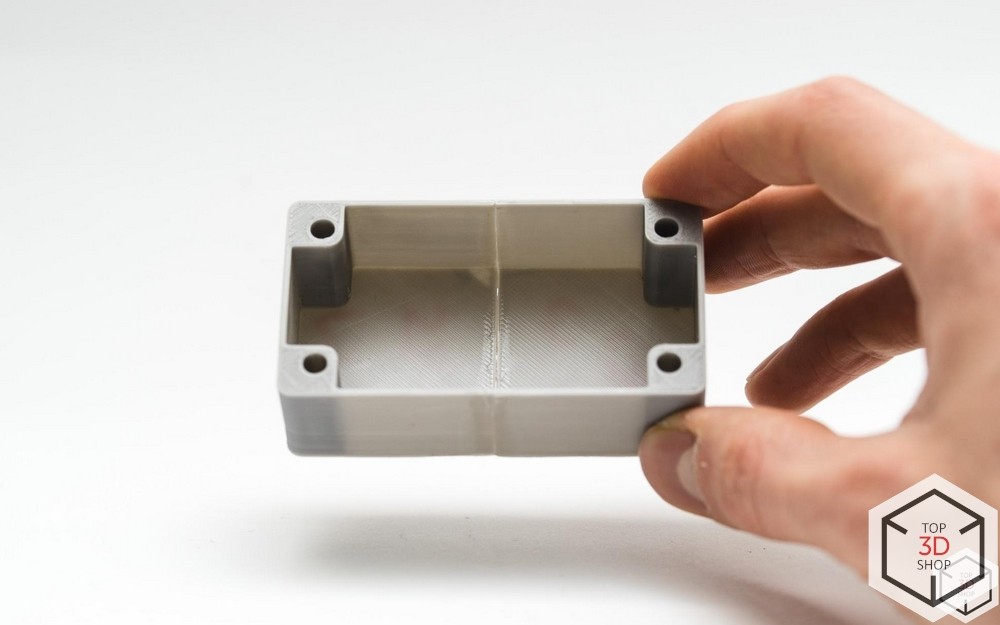
Если размер детали превышает объем печати принтера, 3D-модель часто разбивается на более мелкие части и собирается после печати. Изделия из ABS можно «сваривать» воедино с помощью ацетона. Сопрягаемые поверхности необходимо очистить от пыли и загрязнений, смочить ацетоном и прочно удерживать вместе или сжимать до тех пор, пока ацетон не испарится полностью. Так как увеличение площади склеиваемых деталей увеличивает прочность соединения, в составной 3D-модели желательно предусмотреть специальные места для стыков. Ацетон не изменяет цвет детали.
Будьте внимательны: чрезмерное использование ацетона может привести к агрессивному растворению детали и негативно повлиять на конечный результат. При разработке модели учтите, что прочность склеенного соединения ниже, чем прочность других участков напечатанной детали.
Шпаклевка
 Источник: 3dhubs.com
Источник: 3dhubs.com
Пустоты в детали, напечатанной из пластика ABS можно заполнить суспензией из филамента и ацетона, которая химически не будет отличаться от исходного материала и проникнет в любые пустоты на поверхности. Рекомендуемое соотношение 1 массовая часть ABS к 2 частям ацетона, но, при необходимости шпаклевки глубоких повреждений, содержание пластика может быть увеличено.
Кроме того, для шпаклевки деталей из пластика ABS может применяться шпаклевка на базе эпоксидной смолы.
Окраска
 Источник: makerbot.com
Источник: makerbot.com
Для окраски деталей из ABS используйте акриловые краски, так как они имеют наилучшую адгезию к этому пластику. При использовании краски на другой основе необходимо использовать акриловые грунты. Для лучшего качества поверхности наносите краску аэрозольным способом при помощи баллончика или аэрографа. Перед покраской обязательно протестируйте адгезию краски к пластику на тестовом объекте.
Вставка металлических деталей
 Источник: makerbot.com
Источник: makerbot.com
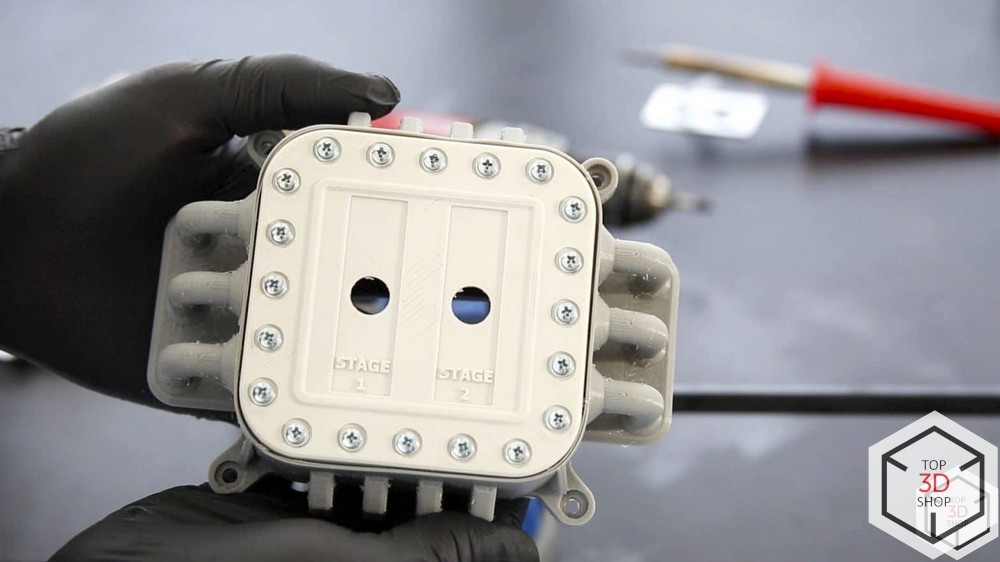
Резьбовые латунные вставки – хороший способ придать долговечность напечатанным на 3D-принтере деталям, для которых необходимо винтовое соединение. При разработке 3D-модели, в нужных местах следует предусмотреть гнезда подходящего диаметра.
 Источник: makerbot.com
Источник: makerbot.com
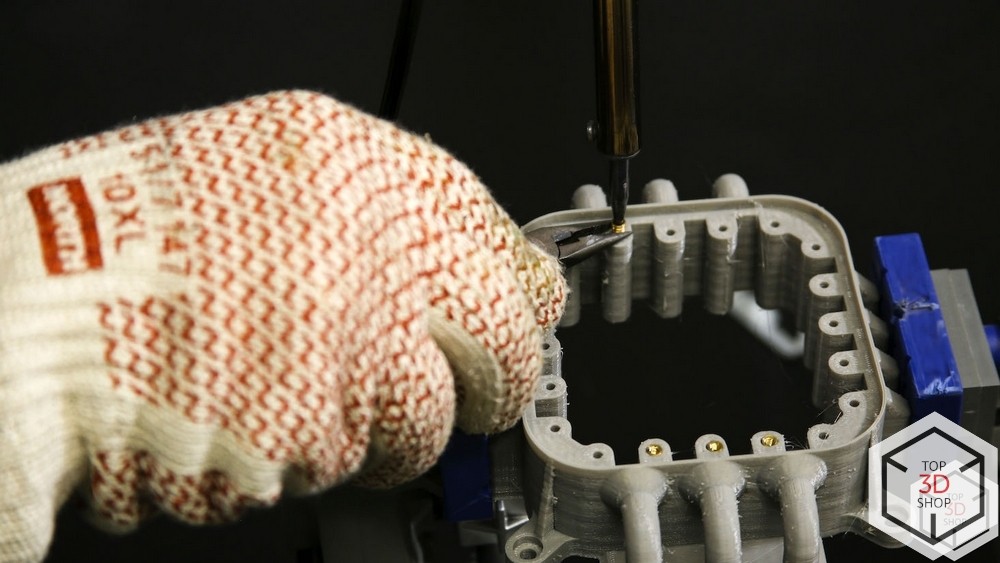
Поместите вставку наполовину в отверстие, затем слегка нажмите на нее вертикально хорошо разогретым паяльником. Подождите, пока вставка не займет требуемое положение и дайте детали остыть.
Популярные принтеры, печатающие пластиком ABS, и их настройки
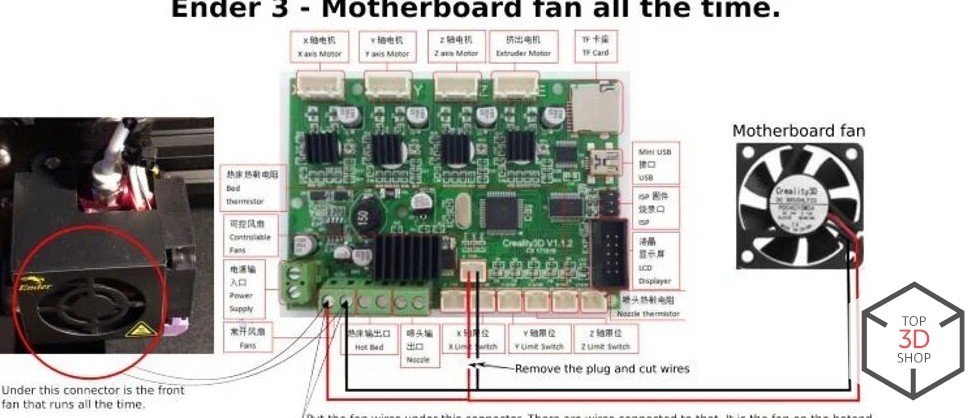
Creality Ender 3
 Источник: all3dp.com
Источник: all3dp.com
Рекомендуемые настройки:
-
Температура платформы: 100-110 °C;
-
Температура экструдера: 220-240 °C, без обдува;
-
Печать с рафтом.
 Источник: all3dp.com
Источник: all3dp.com
Особенностью 3D-принтера Creality Ender 3, затрудняющей его использования для печати ABS, является выключение вентилятора материнской платы при выключении кулера экструдера, который необходимо отключать при печати ABS. Чтобы избежать перегрева и выхода из строя электроники устройства, необходимо его немного доработать, в соответствии с приведенной схемой.
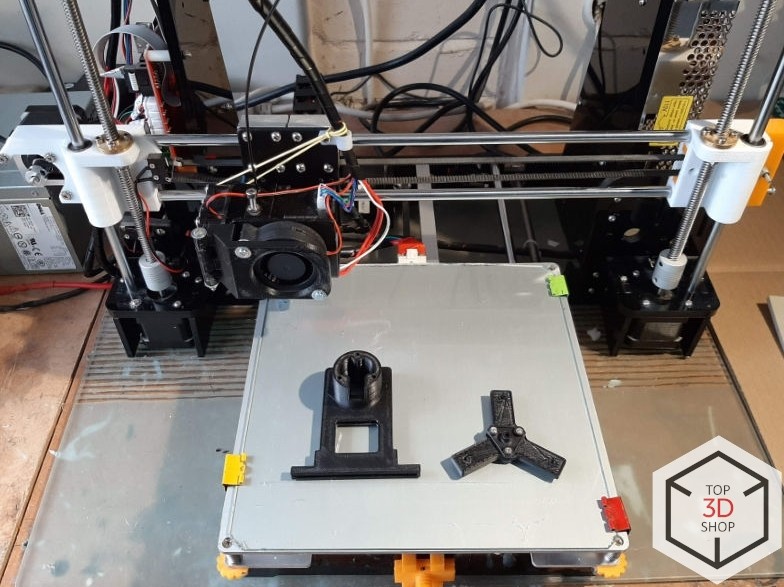
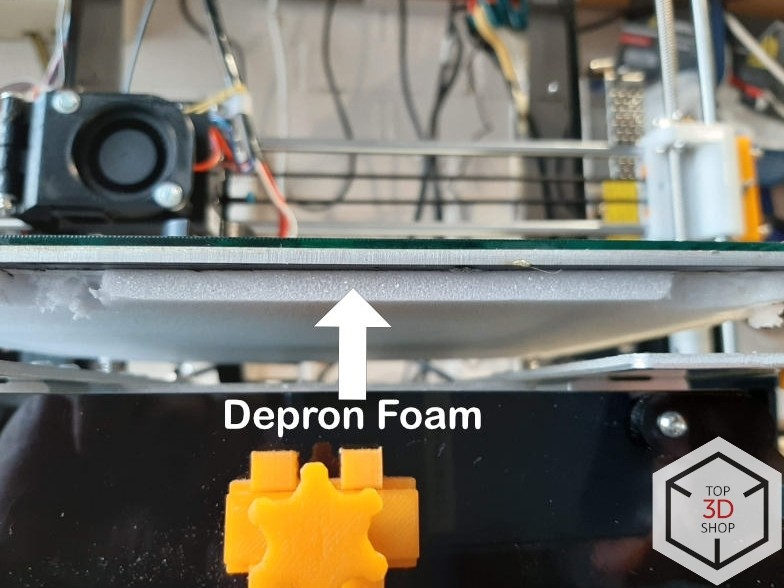
Anet A8
 Источник: rckeith.co.uk
Источник: rckeith.co.uk
Рекомендуемые настройки:
-
Температура платформы: 95-110 °C
-
Температура экструдера: 230 °C (с выключенным охлаждением)
-
Высота слоя: 0,2 мм
-
Заполнение: 20%
 Источник: rckeith.co.uk
Источник: rckeith.co.uk
Прежде чем приступить к печати пластиком ABS на этом принтере, пользователи рекомендуют наклеить на нижнюю часть платформы печати теплоизолирующую прокладку, так как в противном случае платформа не может достичь температуры более 90 °C, необходимой для хорошей адгезии первого слоя.
Кроме того, рекомендуется или покрыть платформу суспензией из ABS и ацетона, или нанести специальную клейкую ленту Kapton, или использовать пленку для платформы BuildTak.
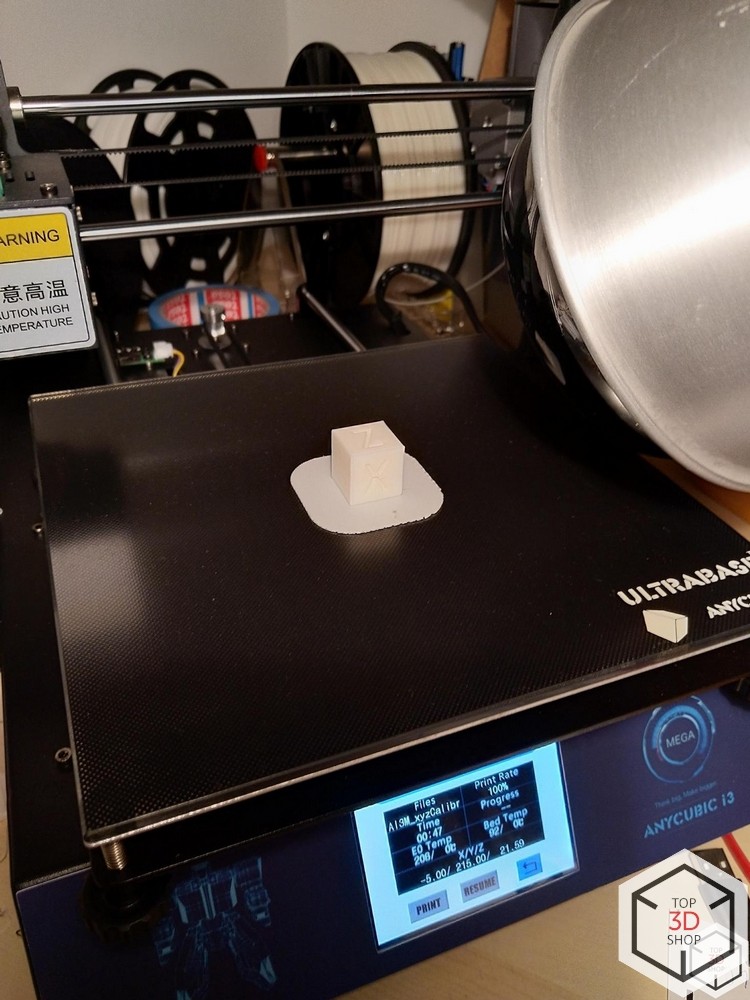
Anycubic i3 Mega
 Источник: ulrichpech.berlin
Источник: ulrichpech.berlin
Настройки печати аналогичны приведенным для предыдущей модели. Также рекомендуется покрыть платформу суспензией из ABS и ацетона или нанести специальный клейкий состав или покрытие.
Проблемы, возникающие при 3D-печати пластиком ABS
 Источник: reddit.com
Источник: reddit.com
Люди, работающие с 3D-принтерами, ведут постоянную борьбу за идеальные настройки принтера, чтобы напечатать изделия лучшего качества. Не существует каких-то однозначных настроек для какого-либо материала, так как качество 3D-печати зависит от многих переменных, таких как марка или конструкция принтера, физическое состояние филамента и его производитель, настройки температуры платформы печати, экструдера или камеры печати (если она есть). Знание причин и способов решения наиболее распространенных проблем с 3D-печатью является одним из основных навыков в арсенале профессионала.
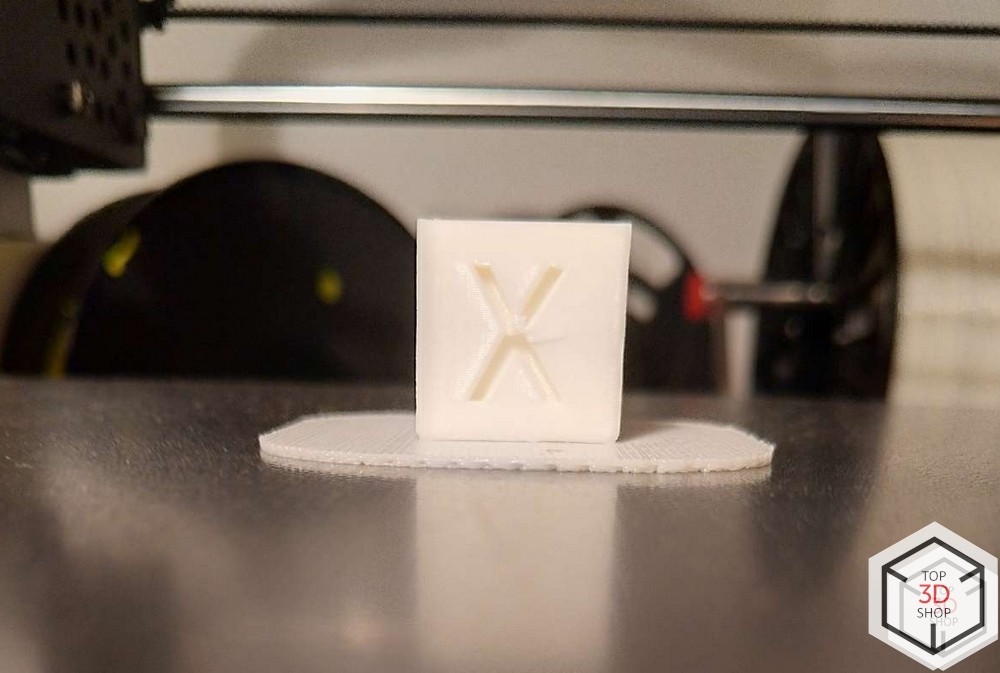
Коробление (усадка)
 Источник: all3dp.com
Источник: all3dp.com
Из-за недостаточной адгезии и неравномерного остывания пластика, в ряде случаев происходит отлипание первых слоев от платформы печати и коробление печатаемой детали. В этом случае рекомендуется или увеличить температуру платформы (для платформ с подогревом), или покрыть платформу суспензией из ABS и ацетона, или нанести другие адгезивные средства, упомянутые выше. Кроме того, при разработке модели желательно увеличить площадь контакта детали с поверхностью платформы, включением в проект рафта — расширенного первого слоя.
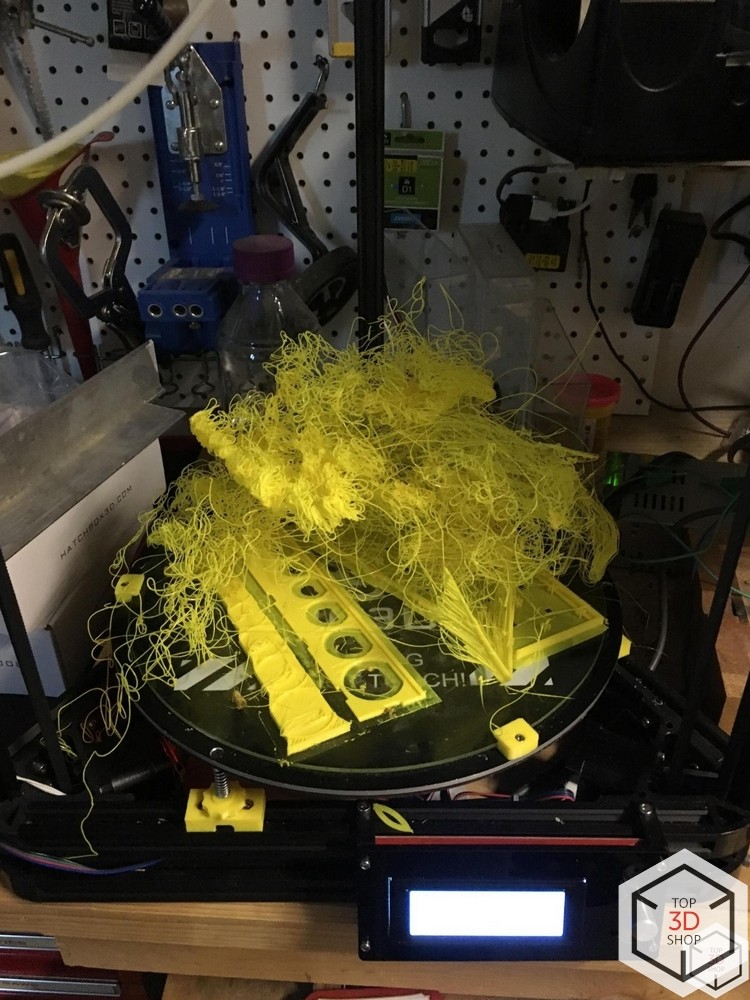
ABS лохматится при печати («спагетти», «паутина» или «стрингинг»)
 Источник: all3dp.com
Источник: all3dp.com
Эффект появляется в тех случаях, когда расплавленный пластик вытекает (сочится) из сопла в местах, где принтер не должен был печатать. Это связано с тем, что филамент вытекает из сопла не под действием давления экструдера, а под действием силы тяжести.
Причин появления такого дефекта и способов их решения несколько:
-
Убедитесь, что в настройках слайсера включена ретракция – втягивание нити в обратном направлении, для уменьшения давления в экструдере при перемещении печатающей головки над пустыми областями. Большинство современных 3D-принтеров имеют такую функцию.
-
Обратите внимание на неподвижность печатаемой детали относительно платформы, так как смещение из-за плохой адгезии первого слоя может не только испортить печатаемую деталь, но и повредить само устройство. Если первый слой пластика плохо прилипает, необходимо либо увеличить температуру платформы печати (для платформы с подогревом), либо использовать для нее специальные покрытия.
-
Филамент мог абсорбировать атмосферную влагу, которая резко расширяется в горячем сопле, мешая нормальной подаче пластика. Характерное потрескивание, издаваемое экструдером при печати – типичный признак этой проблемы. Чтобы избежать этого, необходимо хранить филамент в герметичных контейнерах, а перед печатью осушить его с помощью специальных устройств.
-
Загрязненное сопло, например, после нескольких часов непрерывной печати, также приведет к появлению нитей. В этом случае необходимо приостановить печать и очистить сопло, либо специальным инструментом, либо погрузив на время в ацетон.
-
Если филамент высушен, сопло очищено, деталь абсолютно неподвижна и настройки проверены, но спагетти по-прежнему появляются, необходимо снизить температуру экструдера, для уменьшения текучести расплавленного пластика.
Не спекаются стенки (расслоение)
 Источник: all3dp.com
Источник: all3dp.com
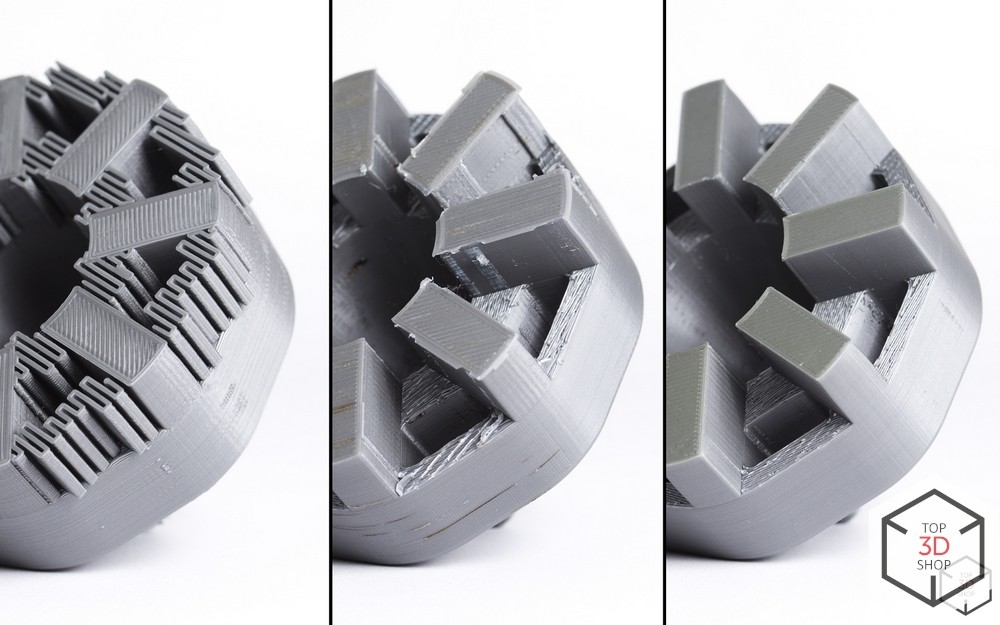
Отсутствие закрытой камеры всегда проблемно при печати ABS, пользователям приходится прибегать к различным способам сохранения температуры печатаемой детали. В противном случае, из-за разницы температуры между уже напечатанными и еще печатаемыми слоями, происходит расслоение детали. Производители филаментов ABS рекомендуют использовать 3D-принтеры с закрытой камерой печати, способные поддерживать внутри повышенную температуру.
Если используется 3D-принтер без закрытой камеры печати, то при расслоении помогает применение какой-нибудь из этих уловок, либо нескольких из них:
-
увеличить температуру экструдера;
-
отключить или максимально уменьшить скорость обдува экструдера;
-
увеличить скорость экструзии;
-
уменьшить скорость перемещения головки;
-
использовать сопло большего диаметра.
Примеры использования
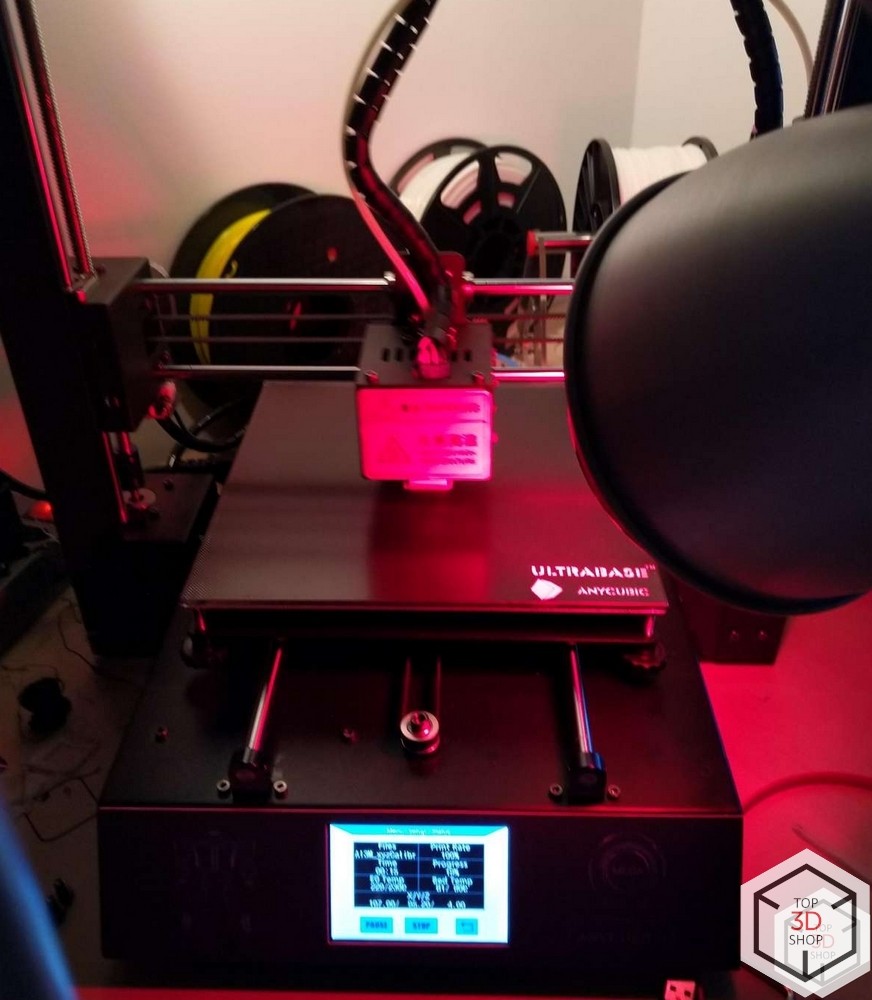
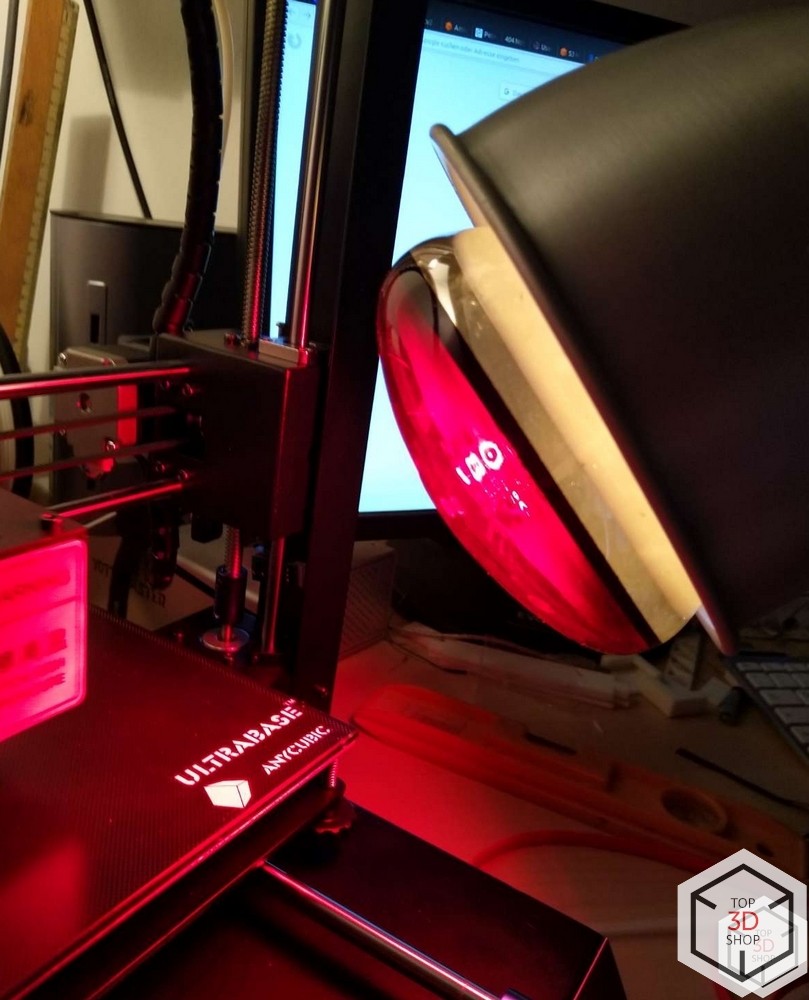
Использование инфракрасной лампы при 3D-печати пластиком ABS на принтере Anycubic i3 Mega, пользователь Ульрих Печ.
 Источник: ulrichpech.berlin
Источник: ulrichpech.berlin
Ульрих рассказывает:
«Anycubic i3 Mega – относительно недорогой 3D-принтер из Китая, сконструированный на основе открытого проекта Prusa i3 чешского изобретателя Йозефа Пруша. Это классический принтер FDM с соплом 0,4 мм для филамента толщиной 1,75 мм, имеющий некоторые приятные функции: сенсорный экран, датчик филамента, устройство чтения SD-карт, порт USB для прямого подключения к компьютеру и держатель для катушки с материалом. Подогреваемая платформа печати Anycubic Ultrabase избавляет от необходимости использования адгезивов и позволяет печатать PLA, PETG, HIPS, Wood и ABS.»
 Источник: ulrichpech.berlin
Источник: ulrichpech.berlin
Принтер i3 Mega с платформой Ultrabase способен печатать пластиком ABS, но проблема в том, что ABS чувствителен к быстрому охлаждению и детали при печати деформируются и изгибаются.
 Источник: ulrichpech.berlin
Источник: ulrichpech.berlin
Ульрих нашел оригинальное и простое решение этой проблемы:
«Я использую инфракрасную лампу Nava мощностью 200 Вт с торшером от Ikea, которая поддерживает необходимую температуру печатаемой детали. В принтере я настроил температуру платформы 90 °C и температуру экструдера 230 °C. Напечатанная деталь была безупречной, без каких-либо изгибов или деформаций. В качестве слайсера я использовал бесплатное ПО Cura.»
 Источник: ulrichpech.berlin
Источник: ulrichpech.berlin
«Будьте внимательны, чтобы движущиеся элементы 3D-принтера не зацепили инфракрасную лампу», − предупреждает Ульрих.
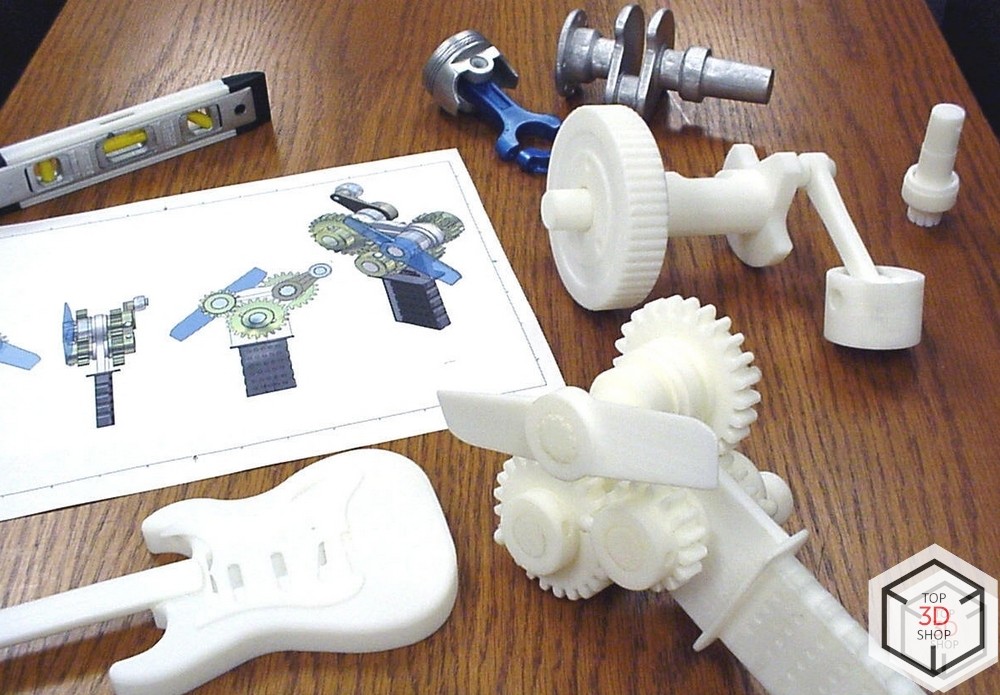
Примеры напечатанных изделий
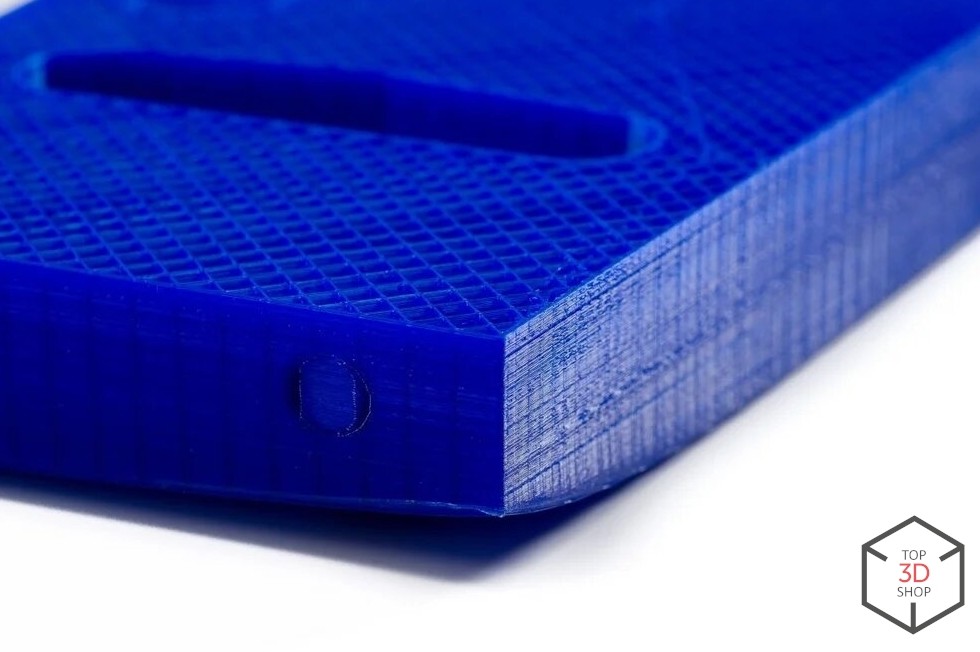
 Слева на фото – изделие после сглаживания ацетоном. Источник: all3dp.com
Слева на фото – изделие после сглаживания ацетоном. Источник: all3dp.com
 Источник: 3dinsider.com
Источник: 3dinsider.com
 Источник: 3dprintingsolutions.com.au
Источник: 3dprintingsolutions.com.au
 Источник: all3dp.com
Источник: all3dp.com
 Источник: lpfrg.com
Источник: lpfrg.com
 Источник: quantum3dprinting.com
Источник: quantum3dprinting.com
Заключение
 Источник: 3dinsider.com
Источник: 3dinsider.com
Неудивительно, что ABS-пластики стали одним из основных материалов для 3D-печати. Хотя компании и энтузиасты продолжают искать лучшие материалы для 3D-принтеров, этот популярный полимер по-прежнему занимает одно из первых мест по общему набору характеристик, включающих твердость, прочность, глянец и электроизоляционные свойства. Путем смешения с другими материалами создаются композитные филаменты на базе ABS, разного уровня гибкости или вязкости, необходимые для создания конкретного продукта или конструкции.
Рекомендуемые товары




-
18 октября 2021У меня принтер Anet e10 я все не как не могу одолеть этот ABS пластик. Чувствую придется собирать камеру для печати. Подскажите какая примерно температура должна быть в камере. Оптимальная для печати и двигатели не по горели?







Оставить комментарий