

Аддитивные технологии: обзор SLS

Появление технологий 3D-печати было связано прежде всего с необходимостью облегчить задачу по созданию прототипов при разработке и проектировании. Теперь круг задач 3D-печати значительно шире и включает в себя производство, в том числе и конечных изделий.
Среди аддитивных технологий, о которых подробно мы рассказывали в статье «Технологии 3D-печати и их применение», отличающихся используемыми для печати материалами и конструкцией 3D-принтеров, селективное лазерное спекание выделяется тем, что может создавать по относительно небольшой себестоимости механически прочные изделия, пригодные в том числе и для практического бытового использования.
В этой статье мы рассказываем о технологии SLS, ее принципе действия и используемых материалах, и сравниваем ее с другими распространенными способами 3D-печати.
Содержание:
- Как работает выборочное лазерное спекание (SLS)
- SLS 3D-принтеры
- Примеры изделий
- Сравнение с другими технологиями
- Материалы для SLS 3D-принтеров
- Свойства порошков
- Заключение
Как работает выборочное лазерное спекание (SLS)
На примере Sinterit Lisa Pro

Принцип работы SLS — спекание порошка с помощью инфракрасного лазера при повышенной температуре, которая помогает зернам порошка консолидироваться при контакте с лазерным лучом. В обычном SLS-принтере имеется так называемая «кровать», на которой валик распределяет тонкий слой порошка, а затем лазер спекает его частицы в соответствии с 3D-моделью, создавая деталь слой за слоем.
 Источник: sinterit.com
Источник: sinterit.com
После этого платформа движется вниз с небольшим шагом, и процесс повторяется до тех пор, пока не будет сформирован последний слой.
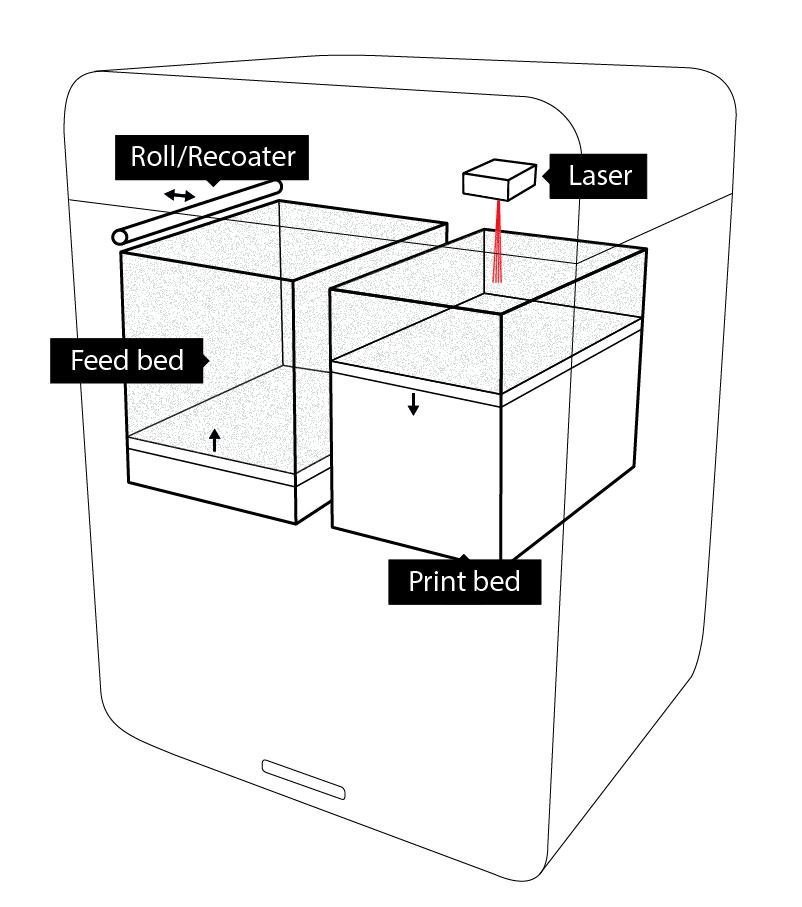 Схема устройства SLS 3D-принтера. Источник: sinterit.com
Схема устройства SLS 3D-принтера. Источник: sinterit.com
По окончании процесса появляется деталь, которая требует удаления модели из массы не спеченного порошка и, опционально, пескоструйной обработки.
 Толщина слоя 0,075-0,175 мм. Источник: sinterit.com
Толщина слоя 0,075-0,175 мм. Источник: sinterit.com
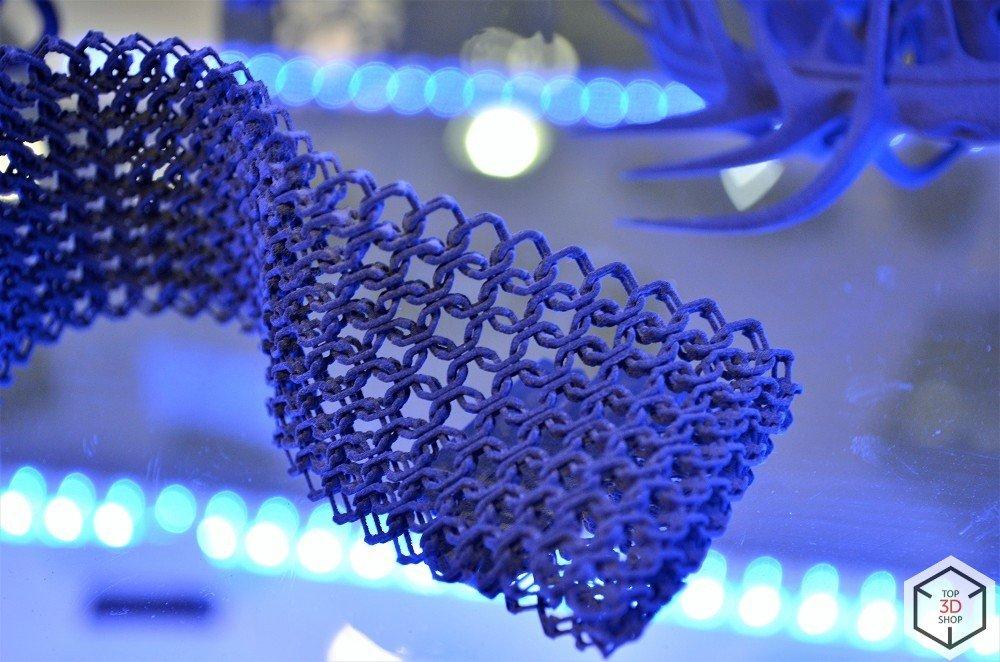
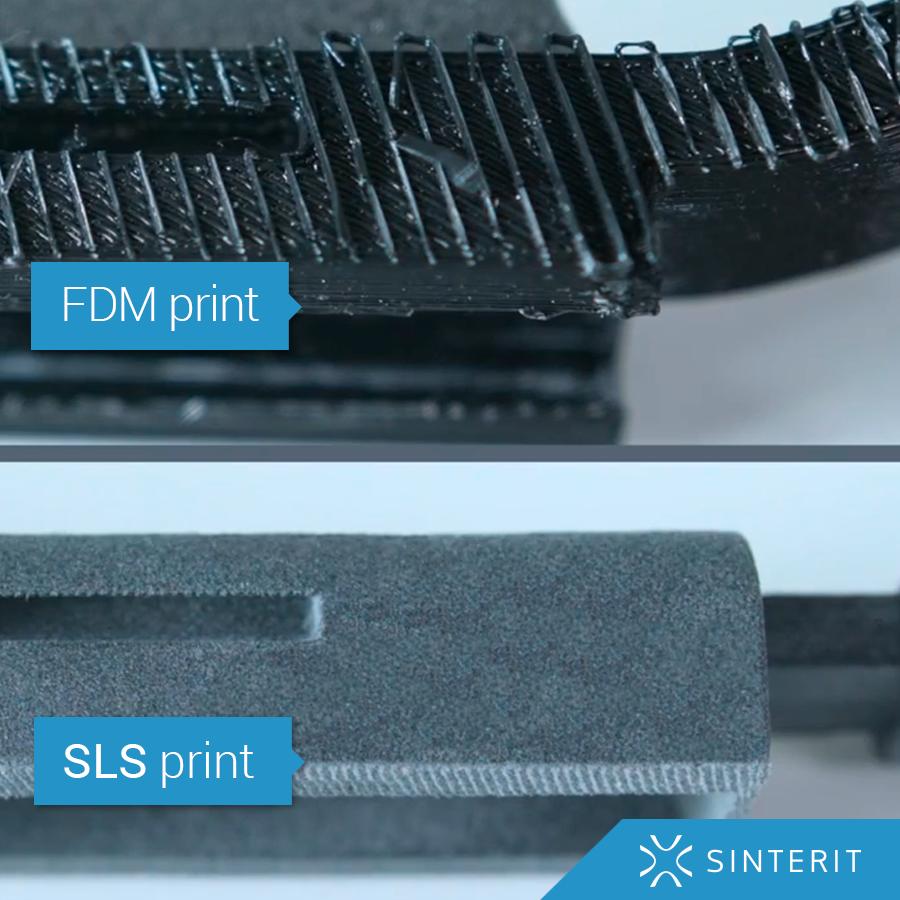
В этом и заключается реальное преимущество SLS. В отличие от FDM, SLS может производить 3D-печать без каких-либо опорных структур, что важно для моделей со сложной геометрией — они подвешены в порошке и не требуют поддержек. Это также позволяет печатать во всём объеме рабочей камеры, размещая любое количество изделий.

Кроме того, можно легко распечатать готовые подвижные объекты.

SLS 3D-принтеры
Sinterit Lisa Pro

- Лазер IR 5Вт Технология печати SLS
- Толщина слоя от 75 мкм Точность печати XY: 50 мкм
Настольный 3D-принтер Lisa Pro является флагманской моделью польской компании Sinterit. Главной особенностью принтера является встроенная камера с возможностью подачи инертного газа. Таким образом, вне зависимости от свойств рабочего материала, удастся избежать окисления и использовать порошок при следующей печати.
Несмотря на компактные размеры, Sinterit Lisa Pro способен печатать габаритные (диагональю до 316 мм) трехмерные детали промышленного качества. Один из самых доступных принтеров, работающих по технологии SLS, осуществляет печать полиамидом по доступной цене.
Плюсы:
-
Высокая точность.
-
Встроенная азотная камера.
-
Новое интуитивно понятное программное обеспечение.
-
Простота эксплуатации.
Узнайте больше о 3D-принтере Sinterit Lisa Pro.
Другие подробности вы можете найти в статье «Обзор компании и 3D-принтеров Sinterit». А самый большой обзор 3D-принтера Sinterit Lisa Pro опубликован здесь.
Total Z Anyform 250 SLS

- Источник света лазер Мощность лазера 10Вт
- Производительность до 2 см³/ч Тип материала порошок
- Технология SLS Скорость печати до 250 мм/c
- Цена 2 490 000
Total Z Anyform 250 SLS был выпущен на рынок российским производителем в 2021 году. Разработчики сделали акцент на печати деталей сложной формы и движущихся элементов. Напечатанные модели отвечают всем требованиям по расчётам, связанным с прочностью, гибкостью, детализацией и термической стабильностью, предъявляемым к промышленным изделиям.
Область печати принтера 250 × 200 × 250 мм — самая большая среди настольных SLS‑решений, точность — 50 мкм. Материалы для печати: PA-12 (серый), TPU (серый).
Плюсы:
-
Хорошее качество печати.
-
Высокая скорость печати.
-
Компактный и мобильный.
-
Доступная цена.
Узнайте больше о 3D-принтере Total Z Anyform 250 SLS.
Продукция российской компании Total Z успешно функционирует на предприятиях разных отраслей промышленности. О применении аддитивных технологий и 3D-принтеров Total Z на конкретном примере мы рассказывали в статье «3D-печать для автопрома: Total Z на Volkswagen».
Farsoon HT252P

- Зона сканирования 0,30 мм Сканирование Высокоточная гальмоскопическая система сканирования
- Скорость построения 1,5л/ч Технология печати SLS
- Тип лазера CO2 60Вт Толщина слоя от 60 мкм
3D Farsoon HT252P — мощный промышленный аппарат для трехмерной печати, работающий по технологии лазерного спекания (SLS) с высокотемпературным режимом. Оснащен 60-ваттным лазером. Рабочая зона нагревается до 220 градусов. Благодаря высокотемпературному режиму при создании детали из инженерных пластиков (PPS, PA6, PA6-6 и др.) исключается риск ее деформации. Область печати — 250 × 250 × 320 мм.

Плюсы:
-
Большая область печати.
-
Высокая детализация.
-
Промышленное качество конечных изделий.
-
Открытая система материалов.
-
Программное обеспечение совместимо с другими 3D-приложениями.
Узнайте больше о 3D-принтере Farsoon HT252P.
В одной из статей блога мы рассказываем о промышленных 3D-принтерах Farsoon для печати полиамидами. Узнайте больше о технологии лазерного спекания, используемых в ней материалах, промышленных 3D-принтерах Farsoon и их применении, прочитав эту статью: «Farsoon: обзор 3D-принтеров для печати полиамидом».
Примеры изделий


Сравнение с другими технологиями
Самыми распространенными технологиями 3D-печати, помимо SLS, являются моделирование методом осаждения расплавленной нити (FDM) и фотополимерная 3D-печать (SLA, DLP, LCD).
FDM
 Источник: sinterit.com
Источник: sinterit.com
Осаждение расплавленной нити или FDM — самая распространенная технология для персональных и профессиональных настольных 3D-принтеров. Это технология, основанная на расплавлении нити и нанесении ее на стол послойно, в соответствии со слоями цифровой модели. При печати используют термопластичные полимеры и композиты на их основе, такие как полилактид (PLA) и акрилбутадиенстирол (ABS).
Наиболее широко технология применяется в прототипировании новых изделий, бытовой любительской печати и печати на заказ, в образовании. Существует много разновидностей филамента, обладающих разными механическими и химическими свойствами.
Главные преимущества FDM/FFF: большой ассортимент недорогих и хорошо изученных материалов с известными свойствами, сравнительная простота освоения и работы с оборудованием, низкая стоимость получаемого изделия. А знаете ли вы, в чем разница между 3D-принтерами FDM и FFF? Если нет, эта статья для вас.
Фотополимерная 3D-печать
 Источник: re-fream.eu
Источник: re-fream.eu
Принцип действия основан на фотополимеризации — отверждении жидкого полимера под воздействием света. Принтеры, работающие с применением этой технологии, засвечивают фотополимерную смолу, в которую добавлен специальный реагент-отвердитель, при этом жидкость превращается в твердый пластик. Основное отличие фотополимерных принтеров заключается в способе засвечивания вещества: в стереолитографии (SLA) для этой цели применяется лазер, в цифровой светодиодной проекции (DLP) — проектор, в ЖК-засвечивании (LCD) — жидкокристаллическая матрица и светодиодная подсветка.
SLA
 Отпечатки, сделанные на SLA 3D-принтере Formlabs Form 3L. Источник: top3dshop.ru
Отпечатки, сделанные на SLA 3D-принтере Formlabs Form 3L. Источник: top3dshop.ru
Разработанная в 1970-х годах, стереолитография (SLA) стала первой реализованной на практике техникой 3D-печати. Для печати в стереолитографии применяют специально разработанные жидкие фотополимеры, экспозиция производится обычно лучом ультрафиолетового лазера, который “рисует” изделие слой за слоем. Этот способ печати не порадует высокой скоростью печати и низкой стоимостью принтеров, но эти недостатки нивелируются очень высокой точностью. Так как лазер не закреплен стационарно, свет перемещается плавно, а края отпечатка при этом остаются гладкими.
Технология применяется в стоматологической и ювелирной областях, для создания прототипов высокой детализации, мастер-моделей и изделий. Существуют разновидности выжигаемого фотополимера, из которых печатают заготовки для литья металлом, биологически совместимые материалы для хирургии и стоматологии и многие другие.
Как только на каком-либо предприятии заходит разговор о приобретении оборудования для 3D-печати, возникает много вопросов. И главный из них — финансовая целесообразность внедрения технологии. Не обладая информацией на профессиональном уровне о возможностях 3D-принтеров, применении конкретных моделей в той или иной отрасли и не ориентируясь на рынке аддитивных технологий, невозможно составить бизнес-план. Зато у продавцов 3D-принтеров, сканеров и устройств для постобработки деталей есть готовые кейсы и прочие комплексные решения, выгодные покупателю.
DLP
 Выполнено на Makex M-One Pro 30. Источник: top3dshop.ru
Выполнено на Makex M-One Pro 30. Источник: top3dshop.ru
Как мы упоминали ранее, DLP засвечивает фотополимер при помощи проектора. Таким образом, принтер экспонирует весь срез детали сразу, в отличие от SLA, где лазер выводит его постепенно.
Этот принцип дает существенное преимущество в скорости печати, но имеет свои нюансы — при сравнении одинаковых отпечатков, сделанных на SLA и DLP, вы увидите пиксели на гладких поверхностях вторых.
Благодаря высокой скорости и достаточной точности, DLP применяется при прототипировании, макетировании и мелкосерийном производстве, в ювелирной и сувенирной отраслях, а также в стоматологии.
В статье «Обзор LCD 3D-принтеров и сравнение их с SLA и DLP» мы подробно разобрали, как работает оборудование и плюсы и минусы технологий LCD, DLP и SLA.
LCD
 Напечатано на принтере Phrozen Shuffle 2019. Источник: top3dshop.ru
Напечатано на принтере Phrozen Shuffle 2019. Источник: top3dshop.ru
LCD — еще одна технология фотополимерной 3D печати. Засвечивание полимера производится светодиодами, расположенными под жидкокристаллической матрицей, аналогичный принцип применяется в смартфонах. Изображение формируется за счет LCD-дисплея, который покадрово выводит сечение формируемой детали. Первое существенное достоинство таких принтеров — это цена, в среднем в несколько раз ниже SLA или DLP. К недостаткам можно отнести ограниченную диагональю экрана площадь отпечатка, а также паразитную засветку, связанную
с отсутствием в большинстве таких принтеров фокусирующей системы. Это приводит к необходимости уменьшения времени печати слоя, от чего страдает качество.
Сферы применения LCD, по большей части, совпадают с DLP. Но способ передачи изображения первого намного проще, что позволяет энтузиастам создавать принтеры своими руками и использовать их в качестве домашних 3D-принтеров. С подробностями вы можете ознакомиться в нашей статье, рассказывающей об LCD.
Сравнительная таблица
Рассмотрим основные параметры, влияющие на качество 3D-печати и выбор пользователей, основываясь на особенностях разных технологий.
|
Параметры |
Осаждение расплавленной нити |
Стереолитография |
Выборочное лазерное спекание |
||
|
Аббревиатура |
FDM |
SLA |
SLS |
||
|
Принцип действия |
Нанесение расплавленной нити |
Послойная фотополимеризация |
Лазерное спекание |
||
|
Материалы печати |
Термопластичный полимер в форме нити (прутка) |
Смолы, фотоотверждаемые жидкости |
Порошковые спекаемые полимеры (то есть полиамиды, TPU, TPE) |
||
|
Преимущества |
|
|
|
||
|
Недостатки |
|
|
|
||
|
Сферы применения |
|
|
|
||
|
Толщина слоя |
0.1 - 0.3 мм |
0.05 - 0.15 мм |
0.060 - 0.15 мм |
||
|
Печать без опорных структур |
нет |
не всегда |
да |
||
|
Печать объектов с подвижными частями |
не всегда выполнима (низкая точность) |
нет |
да |
Материалы для SLS 3D-принтеров
 Источник: facebook.com/Sinterit
Источник: facebook.com/Sinterit
Разнообразие материалов, которые можно применять в печати с помощью технологии лазерного спекания, достаточно велико: от различных металлических порошков, используемых в основном в автомобильной промышленности, до полиамидов, таких как Sinterit PA12 Smooth — порошок из нейлона 12, и термопластичных полиуретанов (ТПУ), таких как Flexa Black. Все порошки могут быть изменены для конкретного применения, так что каждый может достичь желаемых механических свойств модели.
 Источник: sinterit.com
Источник: sinterit.com
Примечательно, что SLS является практически безотходной технологией, при которой не подвергнутый спеканию порошок можно использовать для последующих отпечатков снова и снова.
Существенным аспектом является способ повторного применения использованного порошка и его коэффициента обновления — количества свежего порошка, которое необходимо добавить к использованному, чтобы сохранить качество печати. Можно использовать один и тот же расходный материал с долей нового, но некоторые порошки могут быстро окисляться и требуют атмосферы нейтрального газа, такого как азот, для сохранения качества печати. Этот тип решения присутствует в Sinterit Lisa PRO, в камеру которого подаётся азот.
Свойства порошков
 Снимок отпечатка, сделанного с помощью SLS, под микроскопом.
Снимок отпечатка, сделанного с помощью SLS, под микроскопом.
Источник: facebook.com/Sinterit
Прежде всего разберем, насколько порошки SLS могут быть универсальными с точки зрения механических свойств, и почему можно печатать одним порошком, а не другими. Существуют особые требования для консолидации частиц порошка.
Необходимо различать две основные категории материалов: металлические и полимерные порошки. Первая группа в основном используется в автомобильной и авиационной промышленности, а вторая охватывает прототипирование, медицинские цели, образование и мелкосерийное производство нестандартных элементов. О печати металлическими порошками мы рассказывали в этой статье.
 Источник: sinterit.com
Источник: sinterit.com
Первым и наиболее важным свойством порошка является температурный диапазон спекания. Для описания этих явлений мы сосредоточимся на полимерных порошках, таких как полиамиды (PA), термопластичные эластомеры (TPE) и термопластичные полиуретаны (TPU). О порошках и прочих материалах для печати рассказывается в статье «Чем печатать: материалы для 3D печати».
Полимер это молекула, образующаяся при реакции полимеризации — взаимном соединении молекул мономеров. Эти типы соединений присутствуют вокруг нас в различных формах. Пластиковые пакеты и бутылки представляют собой формованный полиэтилен (ПЭ), полистирол (ПС) и другие синтетические вещества. Многие полимеры, применяемые в легкой промышленности, такие как полиамид, могут быть адаптированы к использованию с технологией SLS.
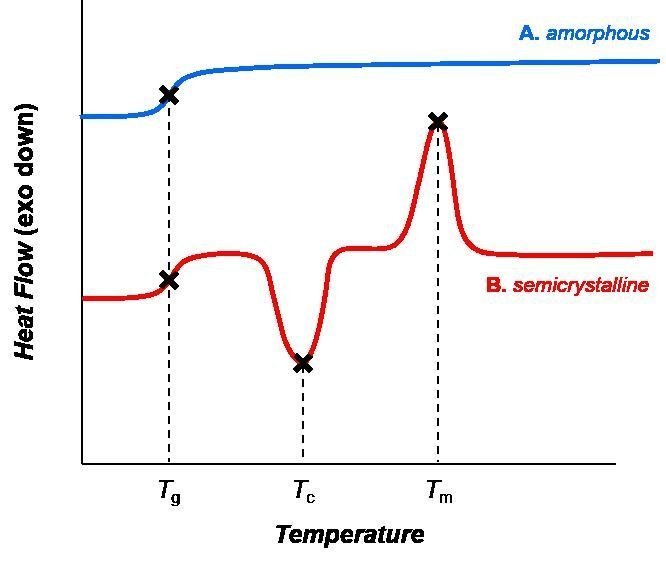 На графике мы можем видеть существенные температуры фазовых переходов аморфного и кристаллического полимера, на которых мы основываем наш диапазон температур спекания. (Стеклование- Tg, кристаллизация- Tc и температура плавления- Tm ).
На графике мы можем видеть существенные температуры фазовых переходов аморфного и кристаллического полимера, на которых мы основываем наш диапазон температур спекания. (Стеклование- Tg, кристаллизация- Tc и температура плавления- Tm ).
Источник: en.wikipedia.org
Полимеры имеют кристаллическую или аморфную структуру. Это влияет на их физические свойства, определяющие диапазоны температур спекания. Для кристаллических полимеров диапазон находится между температурой стеклования и температурой плавления, для аморфных — начинается от температуры стеклования и ограничивается искусственно в зависимости от конкретного вещества — обычно 50-200 ° C.
Это диапазон, который позволяет осуществлять диффузию частиц и усиливает процесс спаивания путем формирования так называемой шейки между зернами порошка. Во время регулировки температуры мы должны знать, что добавки к порошку могут влиять на температуру его фазового перехода, и необходимо следить за тем, чтобы порошок не плавился полностью. Существует также явление коалесценции, называемое «шея», которое происходит между двумя частицами, начинающими спаиваться друг с другом при повышенной температуре. Представьте, что две сферы соприкасаются друг с другом, медленно сливаясь в один эллипс- это тепловое слияние.
 Источник: facebook.com/Sinterit
Источник: facebook.com/Sinterit
Уплотнение порошка завершается облучением порошка лазером и полимеризацией цепочек в зернах, образуя однородный слой спеченного порошка.
Частицы порошка для SLS должны иметь определенный диаметр, который варьируется от 45 до 90 мкм для оптимальной точности.
Спектр параметров, влияющих на процесс SLS 3D-печати, необычайно длинный, однако некоторые из них наиболее важны для качества и времени печати. Список состоит из свойств порошка, упомянутых выше, таких как диапазон температур спекания, а также химический характер порошка, который имеет решающее значение для процесса спаивания. Если использованный материал не поглощает энергию лазера, можно смешать его с некоторым поглощающим излучение веществом, но это очень деликатная задача — соотношение количества и свойства поглотителя должны быть идеально сбалансированы.
 Источник: facebook.com/Sinterit
Источник: facebook.com/Sinterit
Осознавая тот факт, что почти каждый шаг в процессе SLS-печати влияет на механические свойства конечного изделия, вы можете экспериментировать с их настройкой. К примеру, выбирать между жесткими, мягкими, резиновыми и другими порошками. Самая простая вещь, которую вы можете сделать, это изменить температуру и/или другие параметры печати в разрешенном в ПО диапазоне. Это действительно легко сделать, используя открытые параметры в Sinterit Studio 2019. Простая регулировка температуры может изменить механическое сопротивление или качество модели. О том, как работает 3D-принтер Sinterit Lisa Pro и как используется ПО Sinterit Studio, можно узнать из видеообзора «3D-принтер Sinterit Lisa Pro: обзор, устройство, примеры печати».
Заключение
 Источник: facebook.com/Sinterit
Источник: facebook.com/Sinterit
Существует два основных типа принтеров SLS — промышленные и настольные. Первые стоят очень дорого (десятки тысяч долларов), а настольные — более доступные, такие как Lisa или Lisa PRO, несколько тысяч долларов. Основным отличием является объем печати, автоматизация процесса и ассортимент материалов.
Назначение
Настольные SLS принтеры идеальны для академических исследований, быстрого прототипирования при разработке новых изделий и даже небольшого серийного производства.
Плюсы и минусы
-
Одно из главных преимуществ SLS заключается в использовании новых материалов с индивидуально подобранными свойствами.
-
Также важна возможность достаточно быстро создавать партии геометрически точных изделий с высокими механическими свойствами, то есть пригодных для практического применения.
-
Для безопасного и эффективного использования технологии необходимы навыки работы с мелкодисперсным порошком, вдыхание которого может быть вредно.
Рекомендации
Такие полимеры как Нейлон, основное сырье для SLS-печати, известны много десятилетий своими высокими прочностными характеристиками, а SLS-принтеры дают возможность создавать изделия из них без необходимости затрат на полный традиционный производственный цикл, что намного быстрее и дешевле.
Рекомендуемые товары











Оставить комментарий