

Самый большой обзор Sinterit Lisa Pro
Содержание
- Видео-обзор 3D-принтера Sinterit Lisa Pro
- О технологии
- О модели
- Сравнение печати
- Подготовка к работе, работа с ПО
- Печать
- Применение: кому будет полезен Lisa Pro
- Где купить
- Статья о Sinterit Lisa Pro в журнале «Умное производство»
Sinterit Lisa Pro, улучшенная версия 3D-принтера Sinterit Lisa — бесспорный лидер в категории «Лучший настольный SLS 3D-принтер» лета и осени 2019. В этой статье мы рассказываем о его характеристиках, особенностях и отличиях от предыдущей модели, применении, подробно описываем работу на нем.
Прежде чем перейти к самому интересному, сразу упомянем о том, что купить 3D принтер Sinterit Lisa Pro можно как отдельно, так и с сопутствующим необходимым оборудованием — машиной для просеивания порошка Sinterit Sieve и пескоструйным аппаратом для очистки напечатанных деталей Sinterit Sandblaster. Если у вас на производстве уже есть аналогичное оборудование, то Lisa Pro купить можно и отдельно.
Видео-обзор 3D-принтера Sinterit Lisa Pro
О технологии
Выборочное лазерное спекание (SLS) – технология 3D-печати для создания функциональных прототипов и мелких партий готовых изделий из синтетических порошков. Технология основана на последовательном спекании слоев порошкового материала с помощью лазеров высокой мощности.
SLS-технология позволяет получить модель с высоким модулем упругости при растяжении и качественной поверхностью, не требуя опорных конструкций при печати и позволяя избежать видимой слоистости деталей.

Хотя метод селективного лазерного спекания существует с середины 80-х годов, его применение в 3D-печати сдерживалось давними патентами, а также высокой стоимостью использования данной технологии. Так продолжалось до 2014 года, когда польская компания Sinterit, занимающаяся производством 3D-принтеров, представила настольный SLS-принтер Lisa по чрезвычайно низкой цене.
С тех пор многие компании, такие как Formlabs, решили выйти на рынок 3D-печати с применением SLS-технологии, но лишь нескольким удалось достичь успеха. Тем временем Sinterit представил уже вторую, усовершенствованную модель. О ней мы и рассказываем далее.
О модели
Sinterit Lisa Pro

В 2019 году компания Sinterit представила принтер Lisa Pro – новейший настольный SLS 3D-принтер, произведенный в Кракове (Польша). По сравнению с предыдущей версией, Sinterit Lisa Pro имеет увеличенную камеру печати и встроенную подачу инертного газа (азот или аргон) в камеру печати.
Характеристики Sinterit Lisa Pro
- Размеры, мм 690 x 500 x 880 Вес, кг 90
- Программное обеспечение Sinterit Studio 2018 Форматы файлов STL, OBJ, 3DS, FBX, DAE, 3MF
- Камера встроенная Лазер IR 5Вт
- Технология печати SLS Дисплей 7" цветной
- Интерфейсы Wifi, Usb
- Минимальная толщина стенки 0,4 мм Толщина слоя от 75 мкм
- Точность печати XY: 50 мкм
Комплектация

- 3D-принтер Sinterit Lisa PRO
- Набор принадлежностей:
- Пластина для готовых моделей
- Формы для охлаждения моделей
- Лопатка для порошка
- Пластиковый мерный стакан
- Металлическое сито
- Чашка Sinterit
- Руководство ПО Sinterit STUDIO
- Руководство пользователя
- Шпатель для извлечения порошка
- Flash-накопитель с ПО Sinterit Studio
- Ключ запуска
- Стилус
- Кисточка
- Две большие щетки
- Три маленьких щетки
- Инструмент для чистки металлических деталей принтера
- Защитное стекло лазера
- Защитные очки
- Защитные перчатки
- Силиконовая смазка
- Этиловый спирт
- Кабель питания
- Набор пластиковых шпателей
- Запасной трос для рекотера
- Маска для защиты от пыли
Особенности модели

В модель Lisa Pro было внесено несколько значительных улучшений, по сравнению с первым SLS 3D-принтером компании Sinterit. Тем не менее, главная цель осталась прежней: предложить доступный, надежный и легкий в использовании 3D-принтер с SLS технологией.
К особенностям 3D-принтера Sinterit Lisa Pro относятся не только увеличенная камера печати и возможность подачи инертного газа — новый принтер способен печатать большие модели, размер деталей может доходить до 32 см, при расположении модели по диагонали в камере печати.
Как и на предыдущей модели Lisa, на этом SLS 3D-принтере можно печатать высокоточные и состоящие из нескольких частей детали в сборе за один цикл печати, без использования поддержек. Поддержкой выступает сам материал — порошок, который окружает модель.
Газовая система принтера

Вид внутренней газовой системы принтера:
1.Петли крышки / 2. Корпус газовой системы / 3. Разъем для подачи газа / 4. Выключатель питания / 5.Разъем питания / 6. Шланги для азота / 7. Тройник для датчика давления / 8. Датчик уровня кислорода /9.Расходомер / 10. Электроклапан / 11. Редуктор давления с манометром / 12. Дроссельный клапан
Примечательной особенностью Sinterit Lisa Pro, отличающей его от предыдущей модели Lisa и многих конкурентов, является встроенная подача азота или аргона в камеру печати для вытеснения оттуда атмосферного воздуха.
Отсутствие агрессивной для разогретого лазером пластика кислородной среды позволяет использовать порошок РА11 Onyx — он обеспечивает лучшие характеристики по прочности отпечатков, по сравнению со стандартным РА12, но печатать им можно только в инертной среде.
Материалы печати

Sinterit Lisa Pro также может работать с эластичными Flexa Black и термопластичным полиуретаном TPU для изготовления резиноподобных деталей. Также компания выпустила Flexa Grey, обеспечивающий улучшенную гибкость. Принтером поддерживаются все выпускаемые SLS-порошки Sinterit.
Если SLS-порошок в процессе печати не был использован, его можно использовать повторно, с добавлением свежего порошка. Повторно можно использовать до 70% порошка для РА11 и РА12, и до 100% при использовании ТРЕ или Flexa.
Для примера возьмем один из самых распространенных материалов, PA12, и рассмотрим его свойства подробнее.
| Общие сведения | ||
|---|---|---|
| Тип материала | Нейлон-12 | |
| Зернистость | 18–90 [мкм] | |
| Цвет | Черный | |
| Коэффициент освежаемости материала | 30 [%] | |
| Совместим с | Lisa & Lisa Pro | |
| Параметры | ||
| Предел прочности при растяжении | 41 [МПа] | |
| Относительное удлинение при разрыве | 13 [%] | |
| Ударопрочность (испытание по Шарпи/без надреза) | 15–20 [кДж/м²] | |
| Твердость по Шору (шкала D) | 74 | |
| Теплофизические свойства | ||
| Температура размягчения (метод Вика – A50 / B50) | 172 / 155 [°C] | |
| Температура плавления | 182 [°C] | |
| Температура тепловой деформации B | 143 [°C] | |
| Плотность печати | 1,00 [г/см³] | |
| Области применения | ||
| Печать элементов с высокой детализацией, конструкционные или механические элементы со сложной внутренней геометрией, функциональные опытные образцы или готовые детали. | ||
| Испытание на ударную вязкость по Шарпи для образцов с U- и V-образным надрезом | ||
| U | 5.23 | |
| V | 3.28 | |
| Даны результаты испытания на ударную вязкость по Шарпи для образцов, испытанных с помощью маятника с максимальной энергией 50 [Дж], массой 6,8 [кг] и длиной 380 [мм]. | ||
| Шероховатость поверхности | ||
| Параметр шероховатости | Боковая поверхность | Верхняя поверхность |
| Ra | 9,680 [мкм] | 6,470 [мкм] |
| Rz | 54,184 [мкм] | 31,633 [мкм] |
| Дана шероховатость поверхностей испытательных образцов, напечатанных при толщине слоя 100 [мкм]. | ||
Сравнение печати

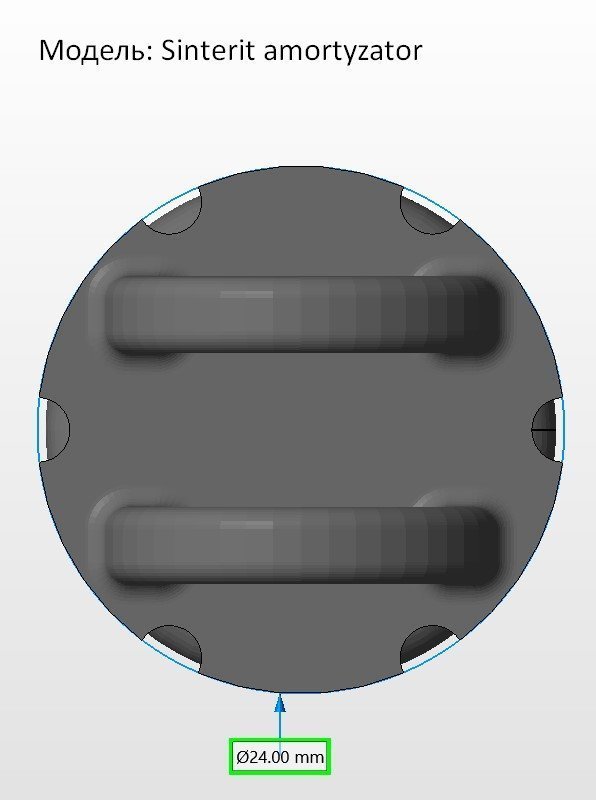
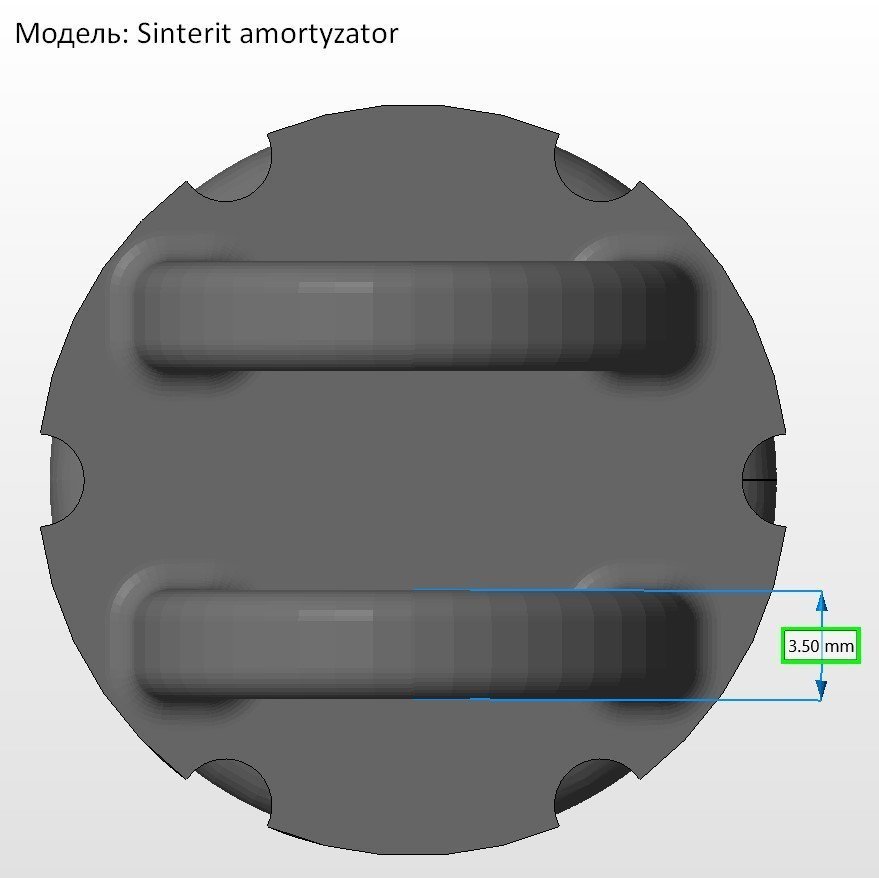
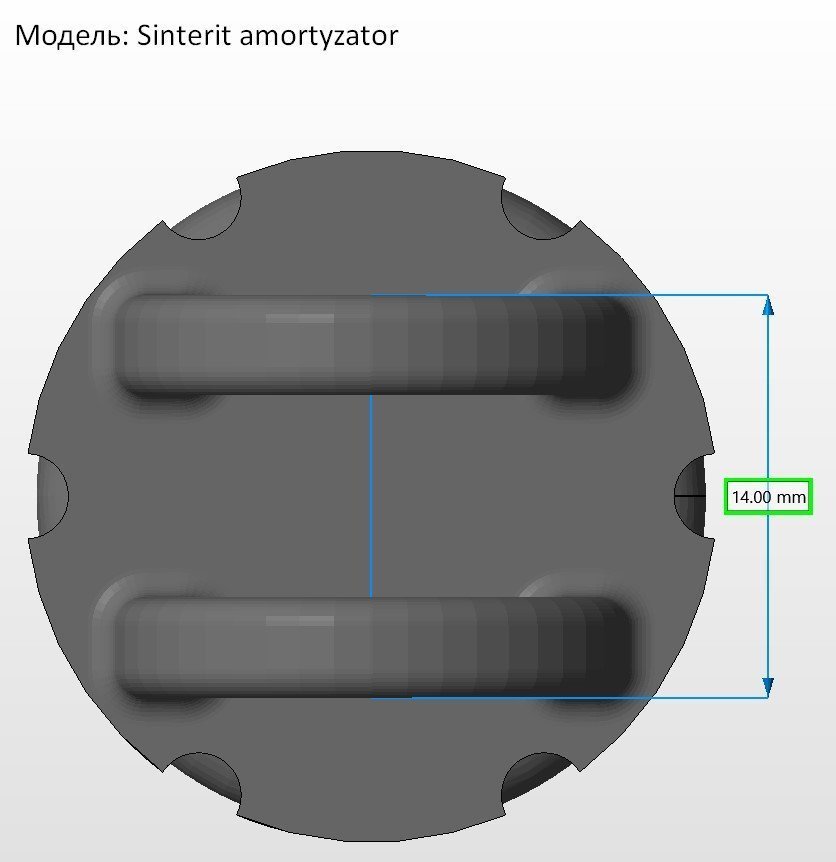
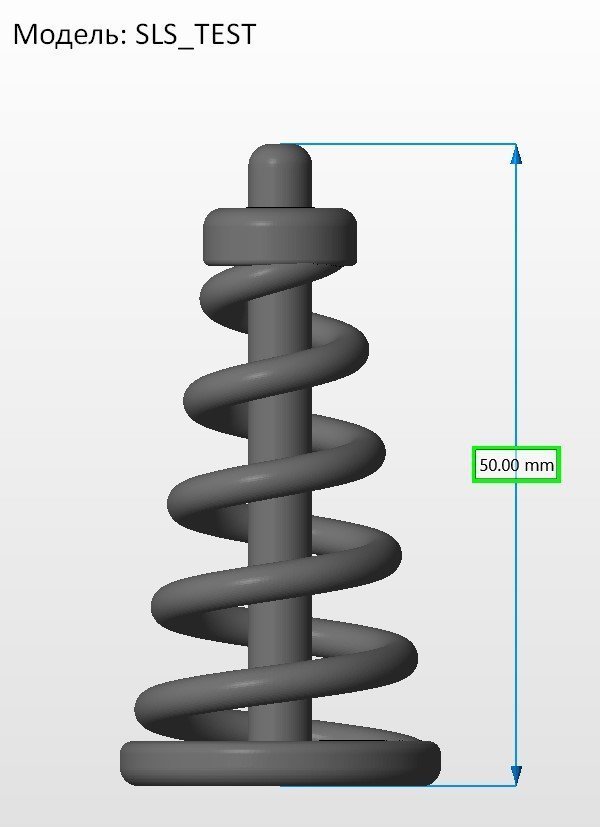
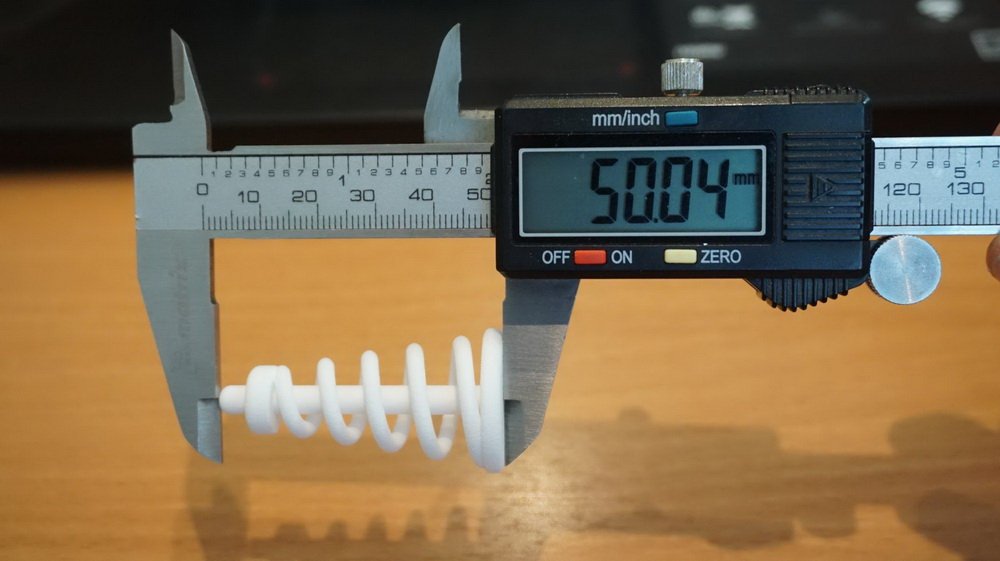
Мы провели сравнение деталей напечатанных на принтерах Sinterit Lisa Pro, Shining 3D EP-P3850, EOS Formiga P100.
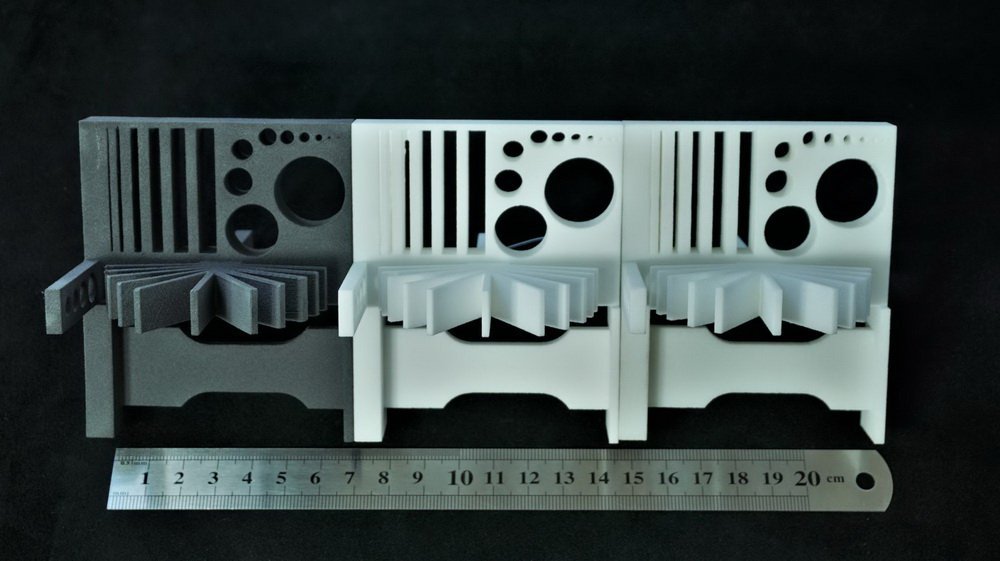

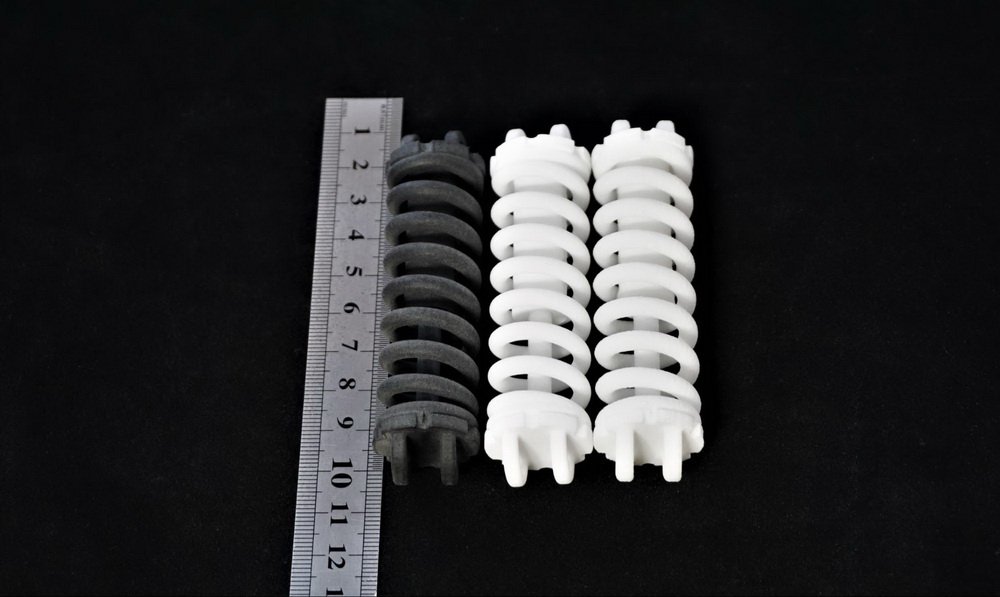
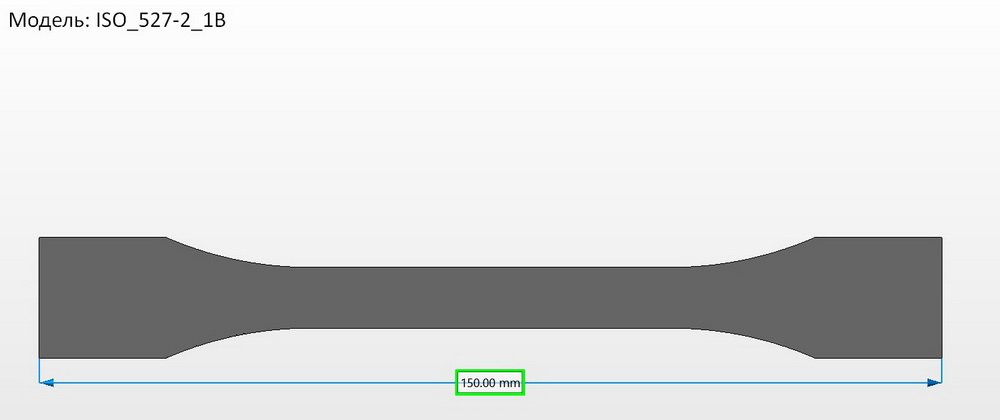
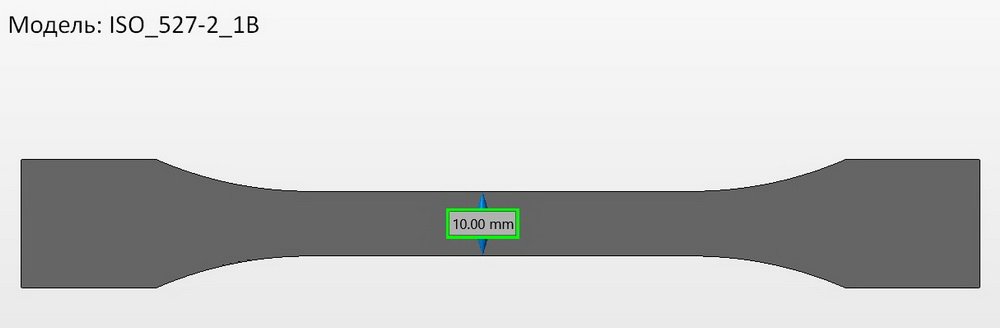
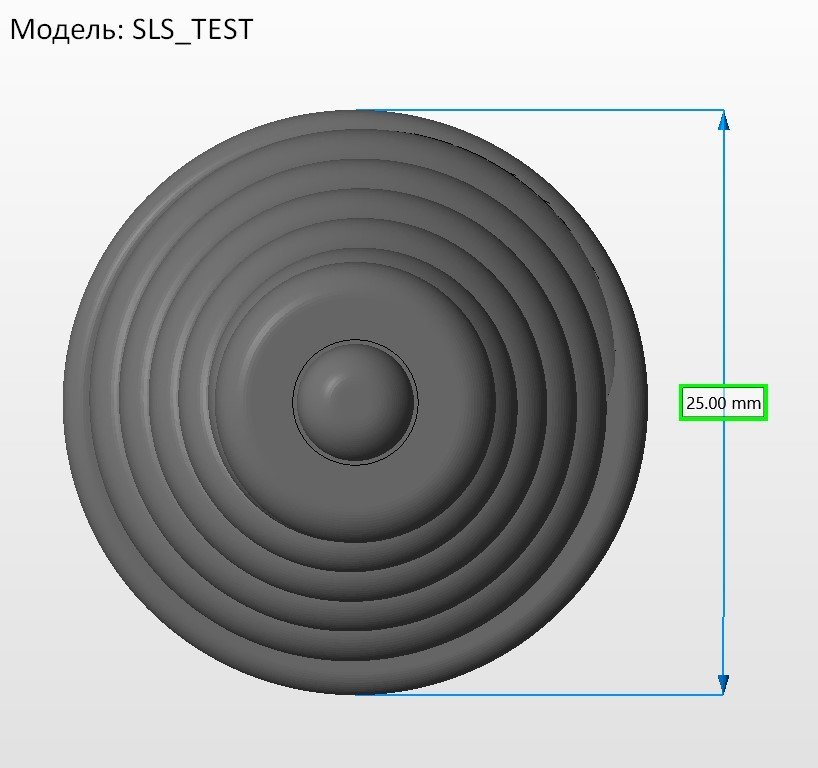
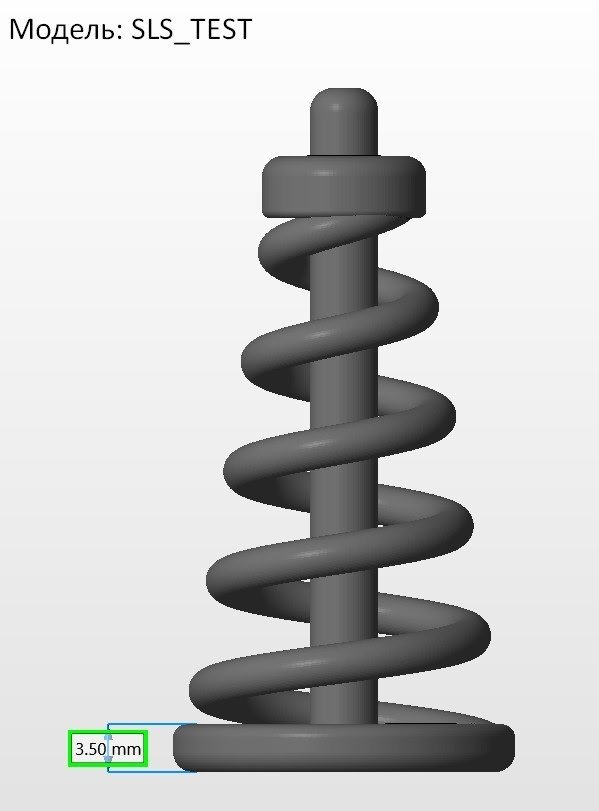
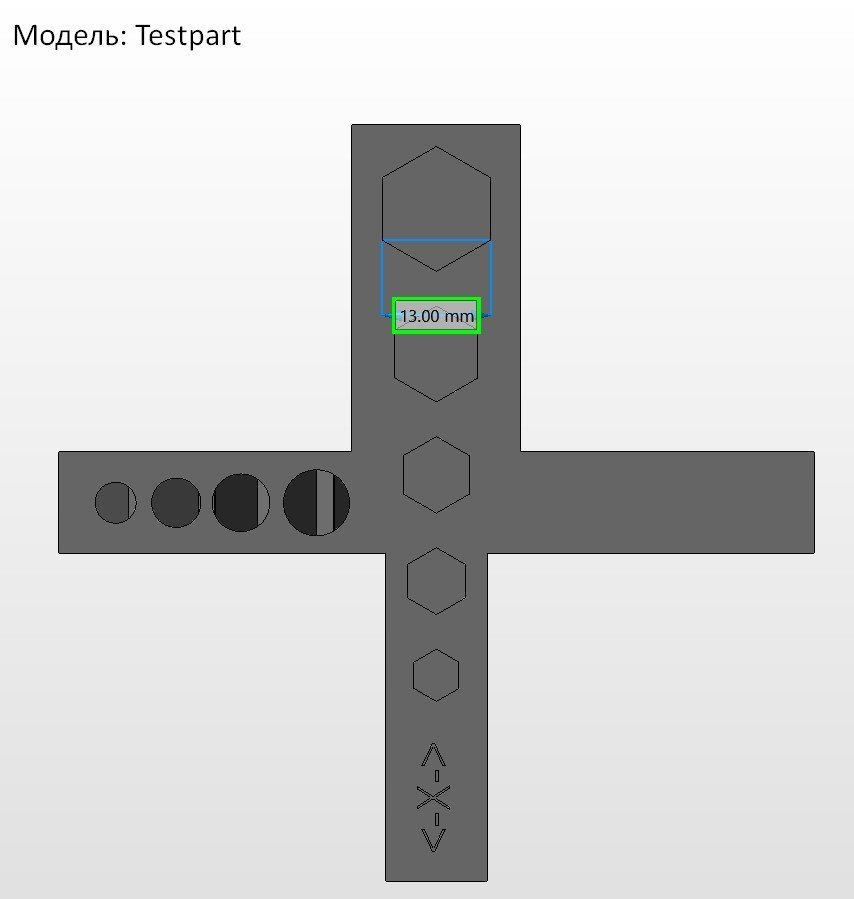
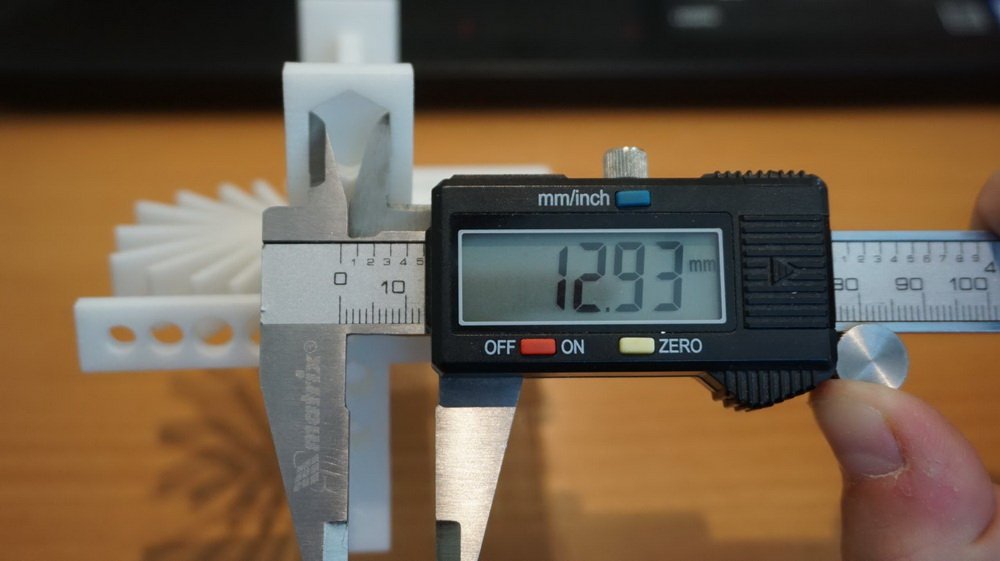
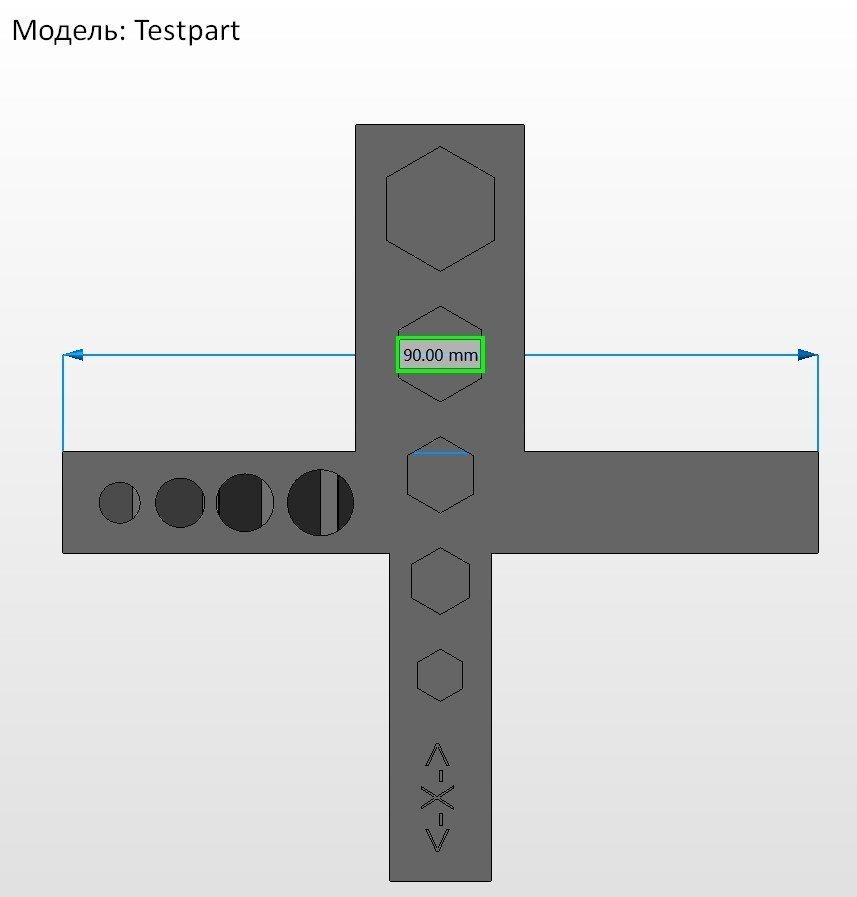
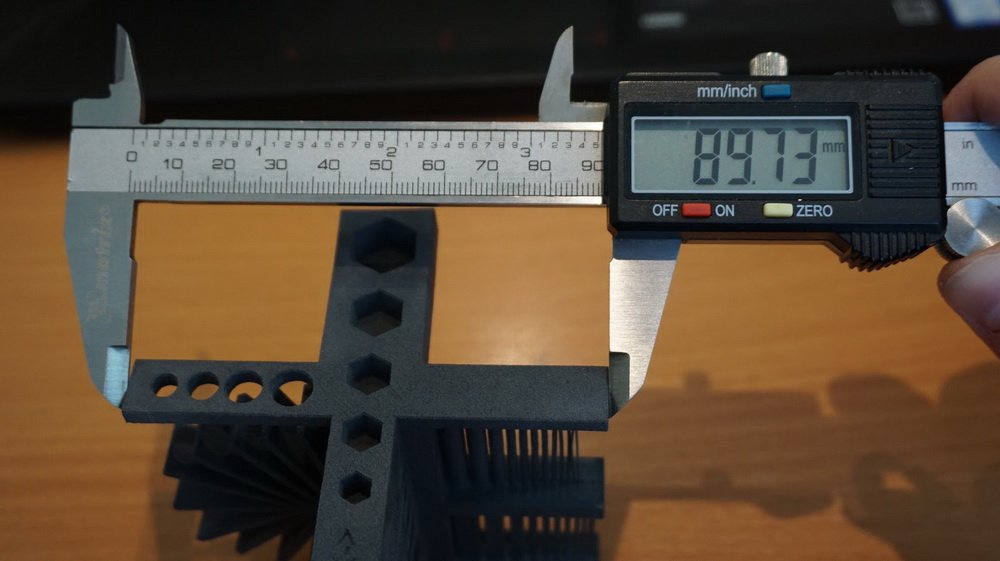
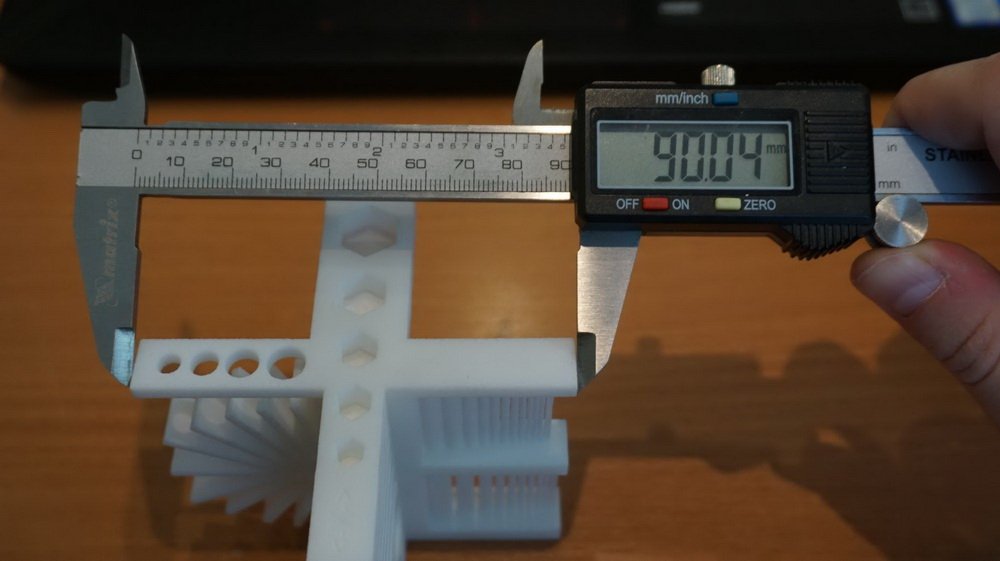
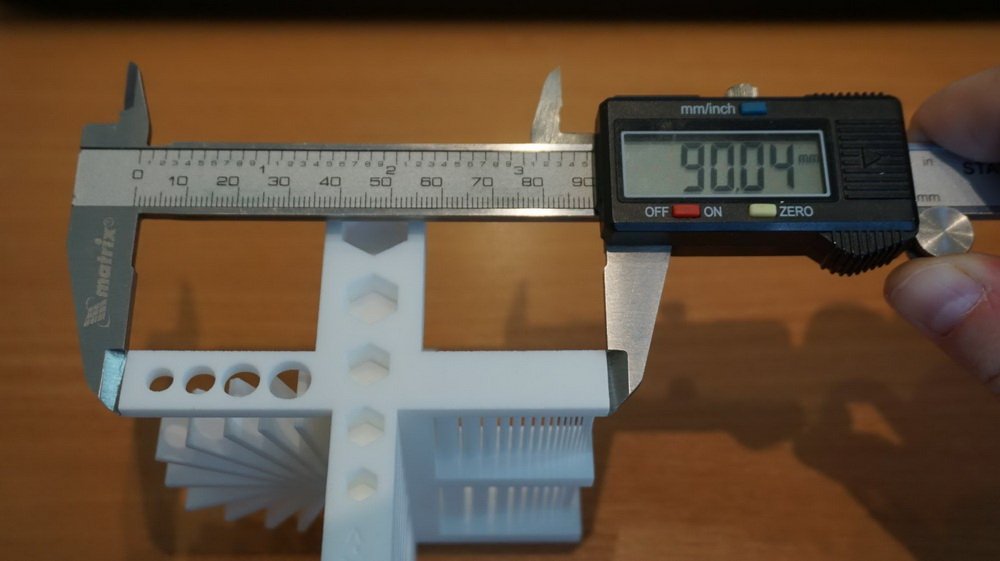
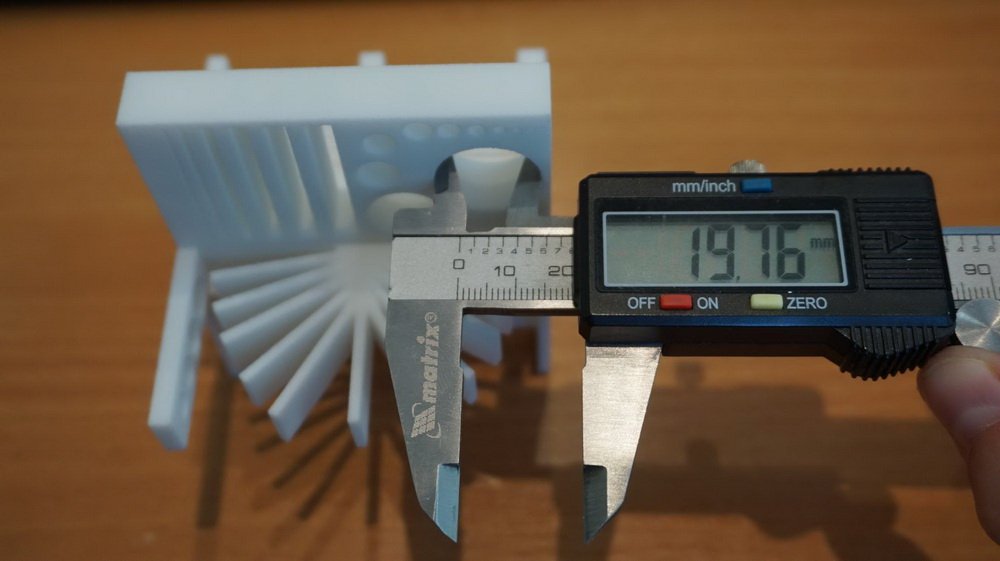
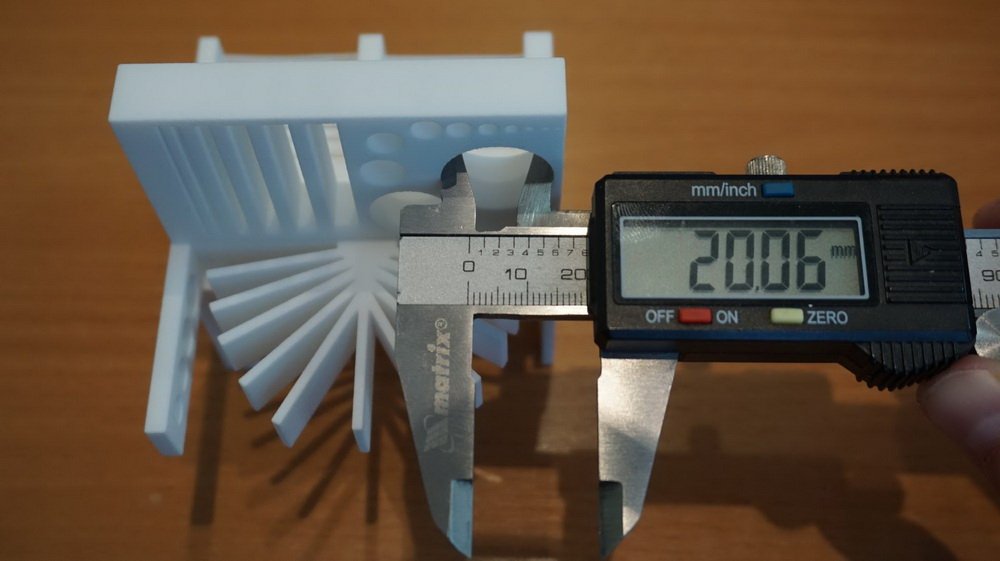
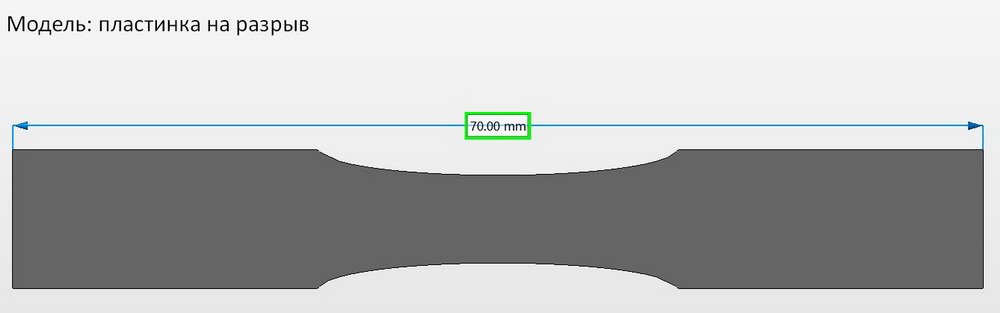
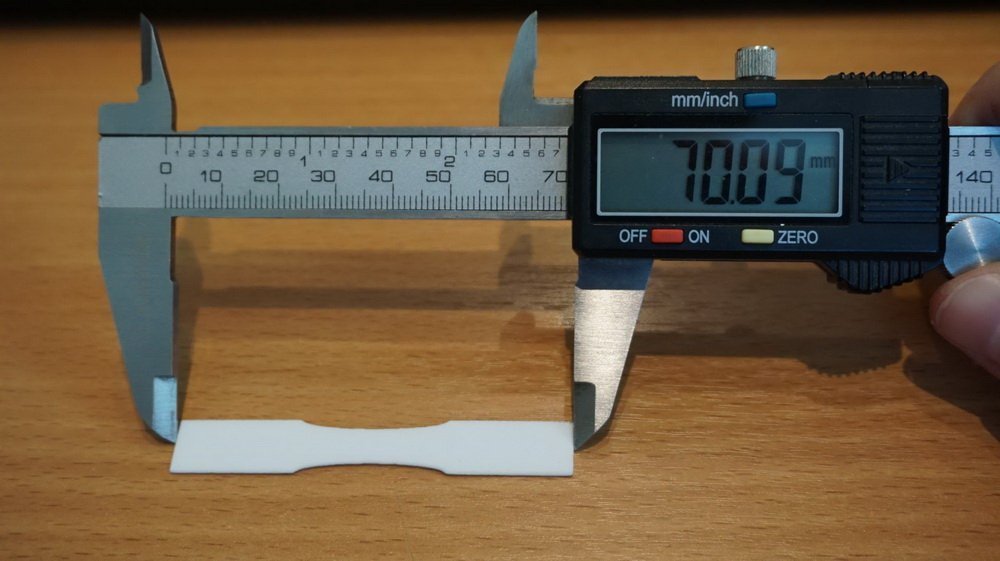
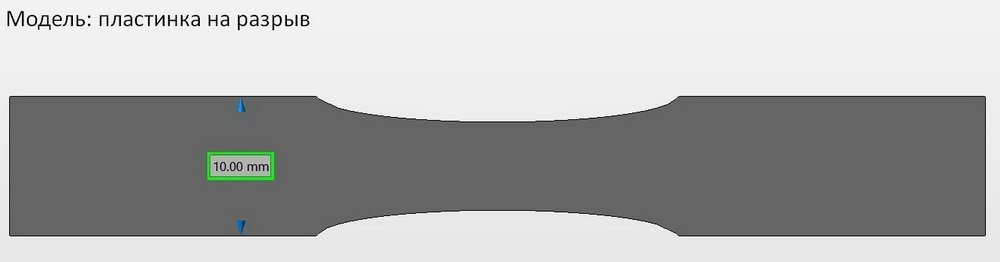
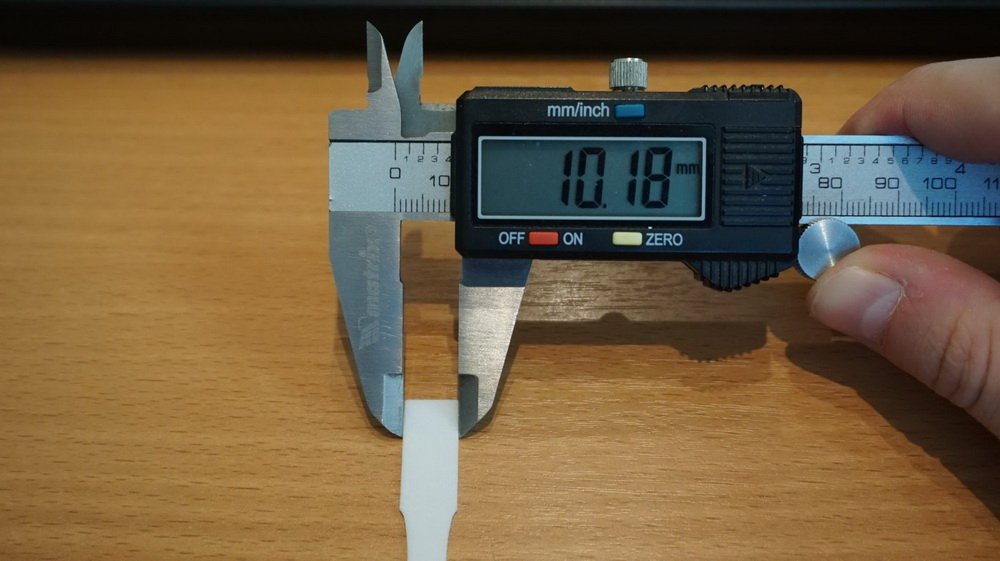
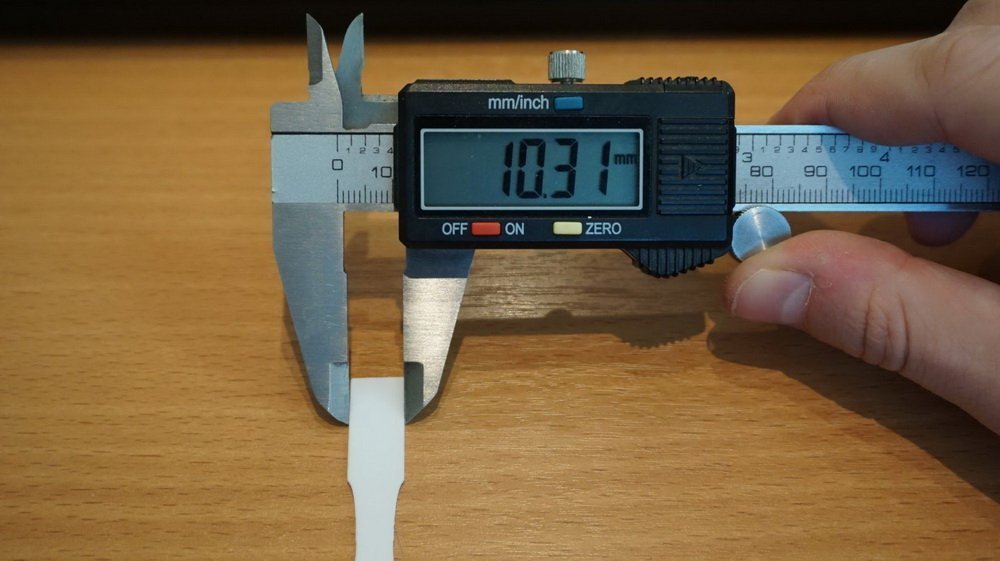
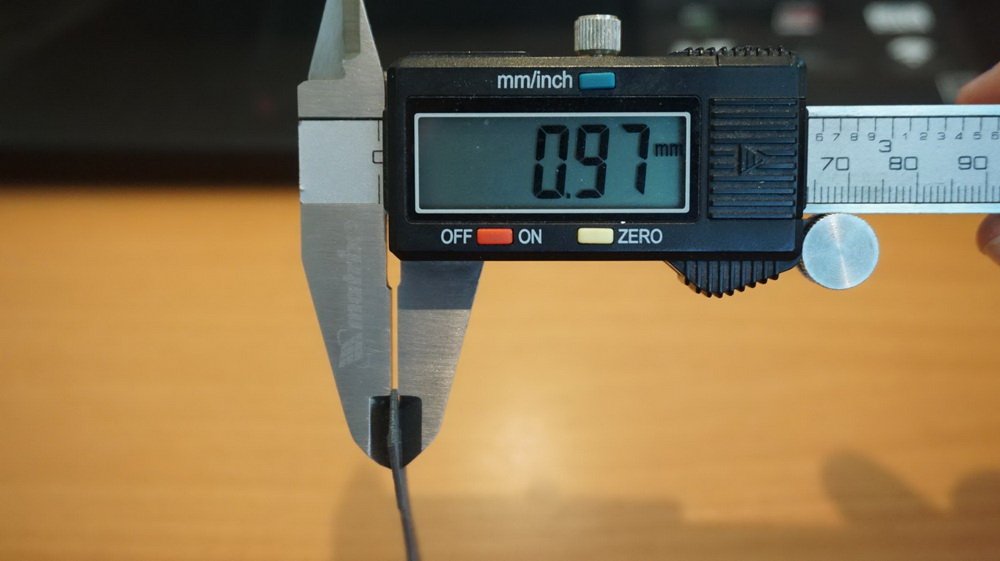
Замеры отклонений размеров от цифровой модели представлены на изображениях ниже. Порядок следования сверху вниз следующий:
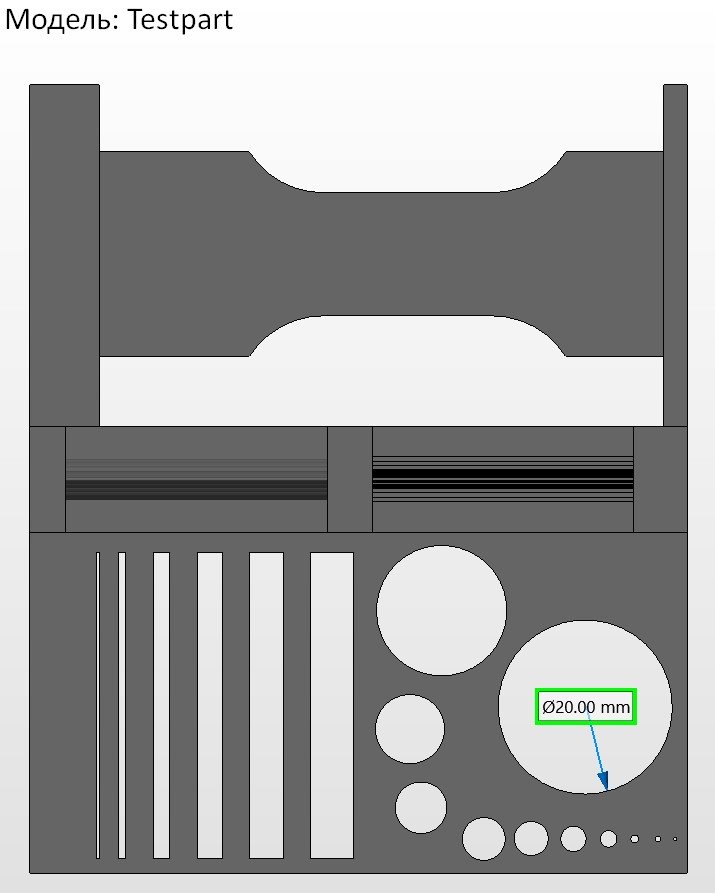
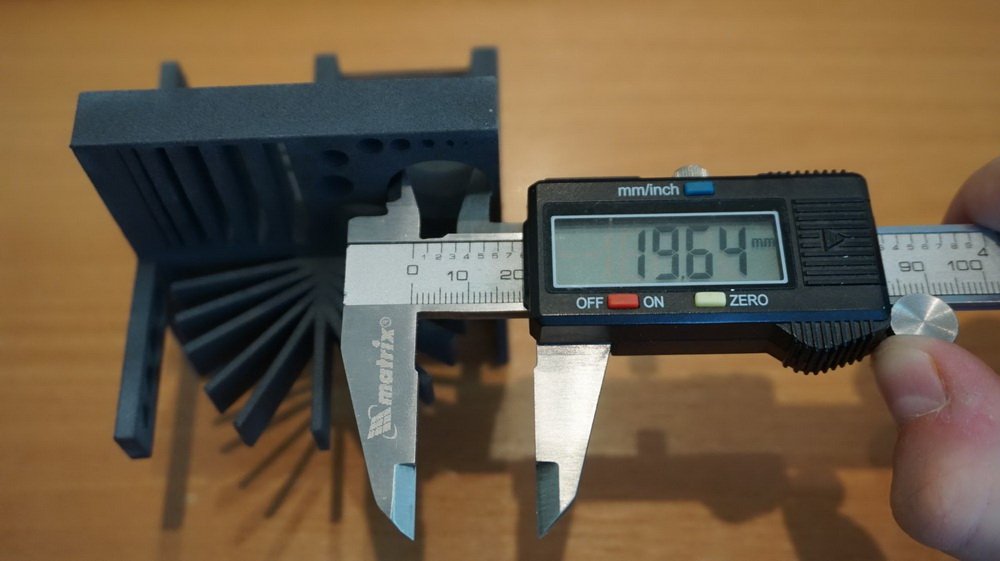
- Исходная цифровая модель, которую возьмем за эталон;
- Sinterit Lisa Pro;
- Shining3D EP-P3850;
- EOS Formiga P100;
Модель 1










Модель 2









Модель 3








Модель 4


Модель 5
Модель 6






Результаты сравнительной печати
| Цифровая модель | Sinterit Lisa Pro | Shining3D EP-P3850 | EOS Formiga P100 |
|---|---|---|---|
| 150,00 | 150,60 | 150,01 | 150,25 |
| 20,00 | 19,88 | 20,17 | 20,22 |
| 10,00 | 9,98 | 10,20 | 10,09 |
| 24,00 | 23,98 | 24,14 | 23,97 |
| 3,50 | 3,48 | 3,87 | 3,56 |
| 14,00 | 14,12 | 14,26 | 13,92 |
| 50,00 | 50,18 | 49,80 | 50,04 |
| 25,00 | 24,93 | 25,34 | 25,00 |
| 3,50 | 3,55 | 3,74 | 3,38 |
| 13,00 | 12,98 | 12,93 | 13,25 |
| 90,00 | 89,73 | 90,04 | 90,04 |
| 20,00 | 19,64 | 19,76 | 20,06 |
| 70,00 | 70,22 | 70,05 | 70,09 |
| 10,00 | 9,85 | 10,18 | 10,31 |
| 1,00 | 0,97 | 1,24 | 1,00 |
Из представленного материала видно, что отклонения от заданных размеров не локализованы на одном конкретном принтере. Погрешность в сотых долях миллиметра может зависеть также от качества измерительного инструмента.
В первую очередь отклонения связаны с наклоном и расположением деталей в камере принтера, качеством и размером фракции полиамида, количеством циклов переиспользования (Lisa PRO - 3 цикла, Shining - 5 циклов, EOS - 1 цикл) одного и того же порошка и только потом от самого принтера.
Выводы
Результаты тестовой печати говорят нам о том, что размеры напечатанных деталей находятся в пределах небольшой погрешности в сотые доли миллиметра и зависят не столько от самого оборудования, сколько от других факторов.
Lisa Pro составляет достойную конкуренцию другим, более крупным и дорогим SLS-принтерам, предоставляя аналогичное качество печати при меньших издержках.
Подготовка к работе, работа с ПО
Подготовка моделей для печати на Sinterit Lisa Pro начинается в программе Sinterit Studio. Это очень простая и легкая в использовании программа-слайсер. Всё, что нужно сделать, это выбрать материал, высоту слоя, правильно расположить модели в визуальной камере принтера, нажать кнопку подготовки и сохранить в файл. Об этом далее.
Начало работы
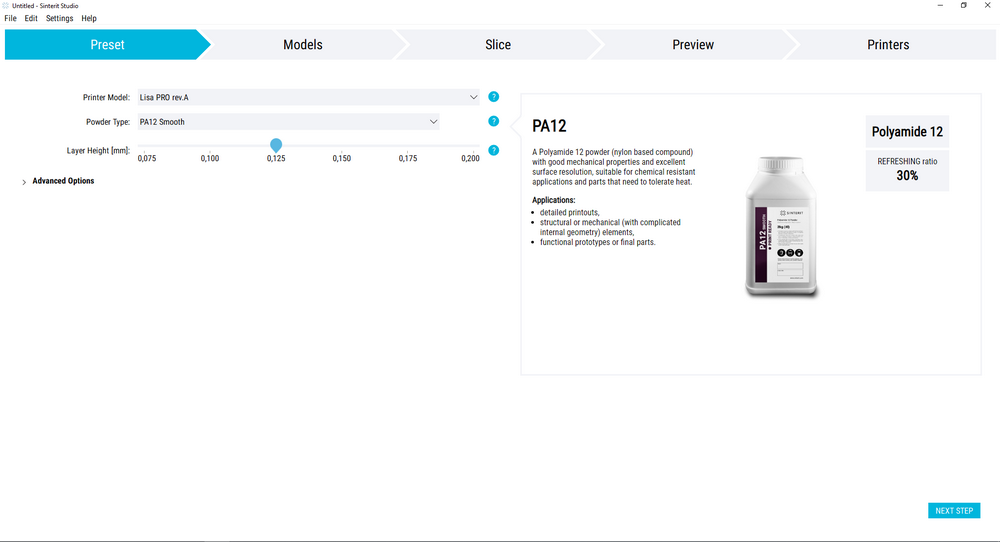
На изображении показано, что первым делом нужно выбрать модель принтера, в нашем случае это Lisa PRO rev.A, далее выбрать материал и размер слоя.
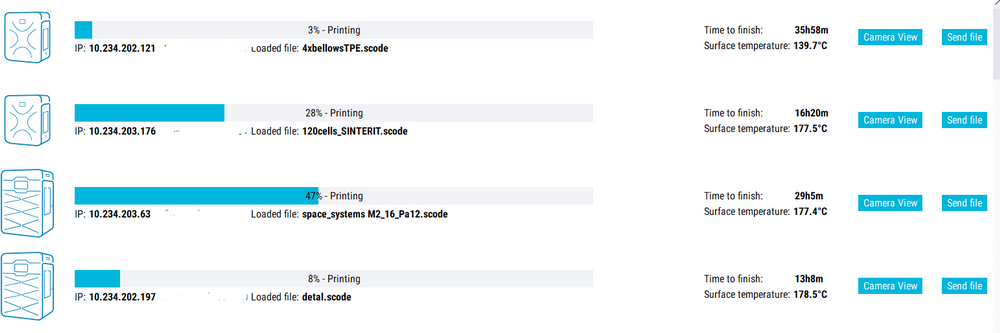
Ферма 3D-печати
Sinterit Studio может работать с несколькими принтерами Sinterit, которые находятся в одной сети предприятия. Это позволяет осуществлять мониторинг печати и организовать принт-ферму из нескольких принтеров Sinterit.
Выбор материала
При выборе материала, справа на экране, выдается его краткое описание и процент добавления освежающего материала Fresh Powder. Далее нажимаем Next Step и переходим к следующему этапу на вкладке Models.
Выбор модели
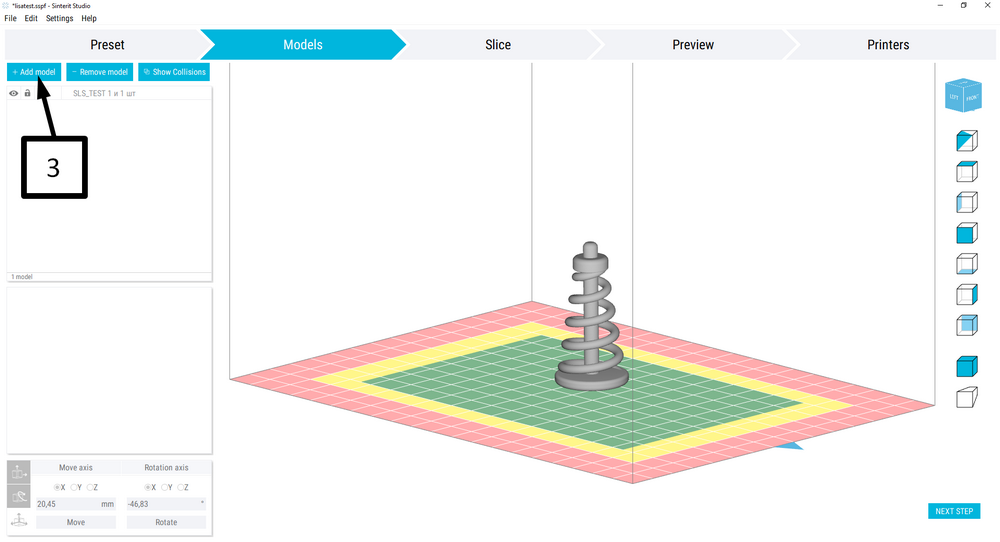
Нажимаем кнопку Add model выбираем файл и загружаем в программу. Далее нужно выбрать модель как активную, кликнув по ней мышью, появятся оси для выполнения различных манипуляций.
Работа с моделью
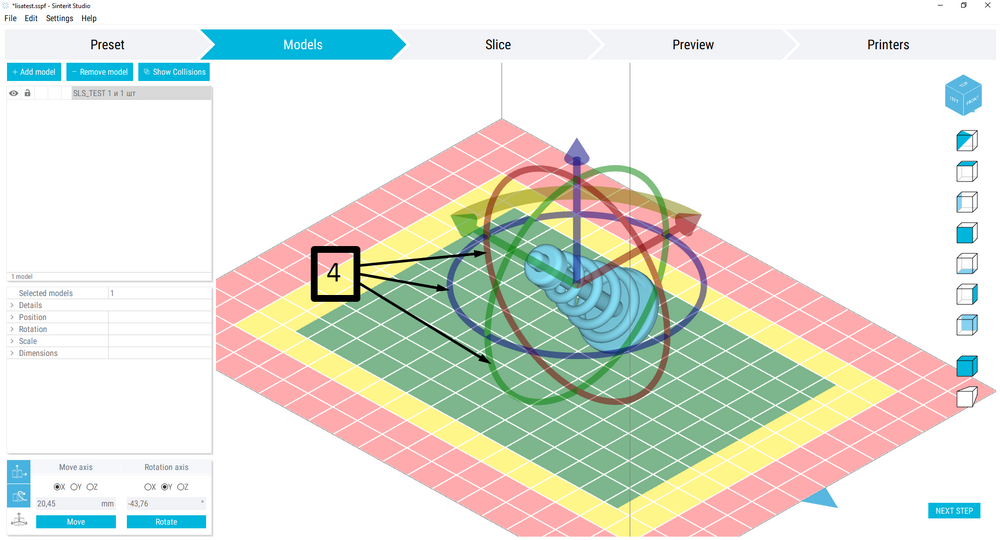
Вращая модель по указанным стрелками направлениям нужно правильно задать положение детали. На флеш накопителе, идущем в комплекте с принтером, а также на сайте производителя можно найти руководство пользователя, в котором очень подробно разобрано рекомендуемое расположение моделей с примерами для различной геометрии.
Общий принцип расположения, в большинстве случаев: модель должна быть наклонена под углом около 45 градусов к горизонтальной плоскости принтера, всеми своими начальными плоскостями и гранями, центральными осями — в случае круглых цилиндрических фигур с явным или мнимым плоским основанием. Цель такого расположения: начальная точка модели или её первый слой должны иметь наименьшую площадь, чтобы избежать деформации при термической усадке материала.
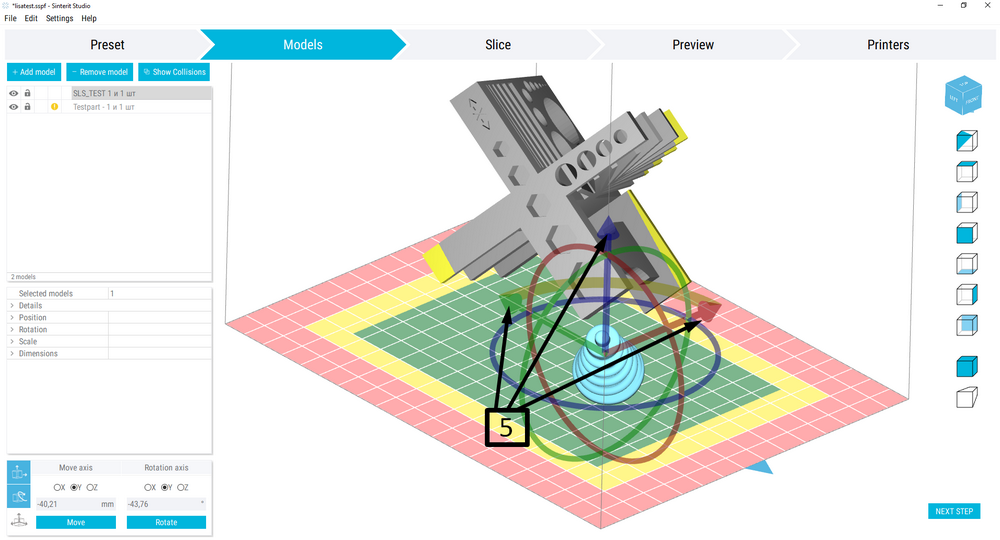
Далее, таким же образом, можно добавлять следующие модели, применяя правила задания их положения. Перетягивая модели по указанным стрелкам вверх, по длине и по ширине камеры, добиваемся того, чтобы модели не пересекались друг с другом, не попадали в желтую и красную зону.
Бывают случаи, как на данном изображении, когда, из-за увеличенного габарита моделей, приходится немного отклоняться от правил расположения. Это может быть и угол наклона положения, и небольшой выступ в границу жёлтой зоны. В таких случаях определяется компромисс между углом наклона и выступа за пределы зелёной области.
Основной и больший объём модели должен находиться в зелёной области и удерживать собой выступающие части в жёлтой. Деление и ограничение областей печати в камере вызваны подвижностью порошка материала вблизи трения о неподвижные боковые стенки принтера.
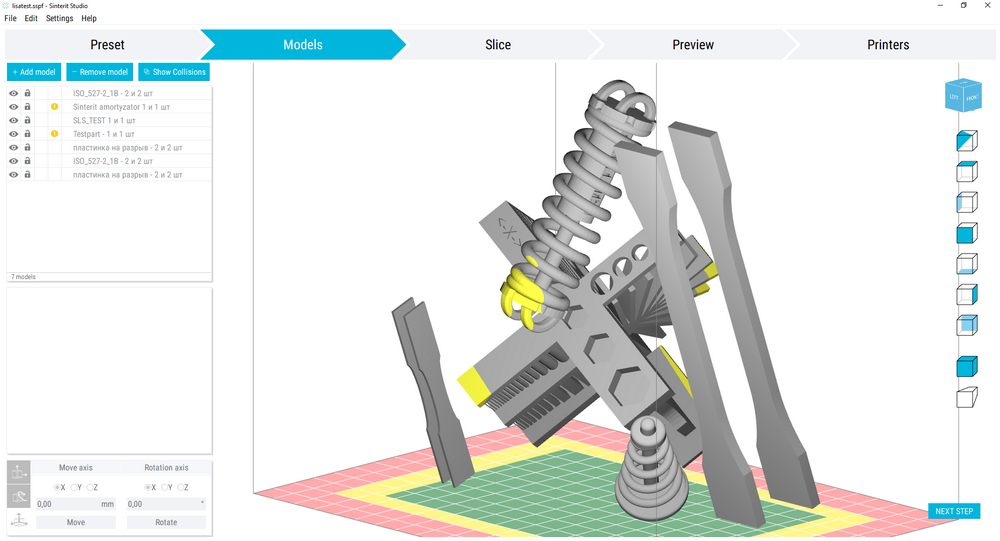
Заполняем камеру моделями. Цель: правильное положение, отсутствие пересечений между моделями и максимальная плотность размещения в камере, насколько это возможно.
На изображении выше видно, что самая верхняя деталь на первый взгляд необоснованно выступает в жёлтую зону, ведь её можно было поднять вверх и сдвинуть в сторону.
Здесь важно понимать, что на каждый дополнительный сантиметр увеличения высоты расходуется примерно 300 миллилитров порошка. А теперь представим, что у нас вверху на 1 см. торчит кусок модели, объёмом пусть даже 5 куб. сантиметров — не мелкая часть, но это всего 5 миллилитров порошка из трехсот.
Потраченные “ни на что” 295 миллилитров уже будут считаться вторичным сырьем. Максимально плотное расположение моделей друг к другу, особенно по высоте — очень важный момент, так как от него зависит производительность принтера и пропорция перехода чистого первичного сырья в статус вторичного.
После размещения деталей переходим на следующий шаг, вкладка Slice.
Слайсинг
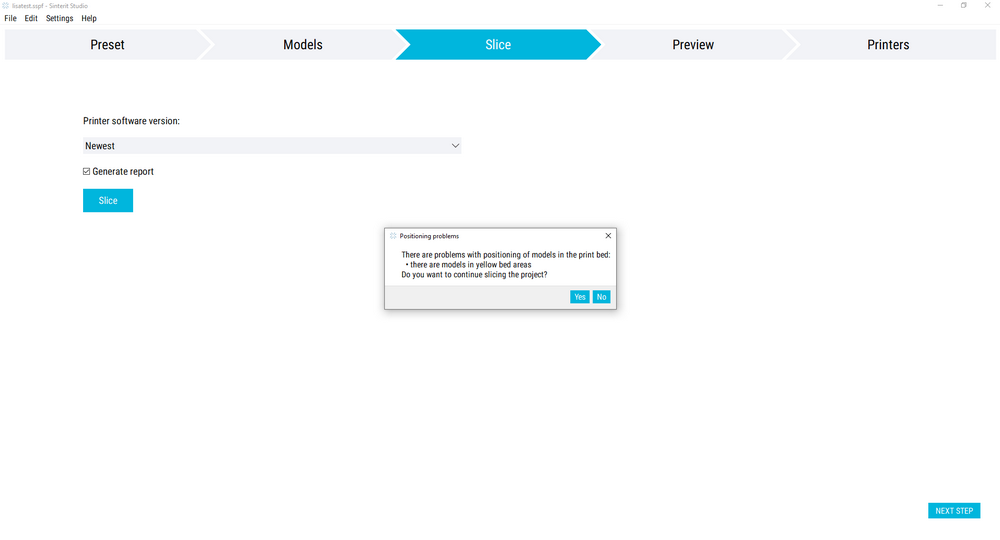
В левой половине экрана нужно выбрать пункт Generate report и нажать кнопку Slice. Всплывает предупреждение о том, что имеются модели выступающие в желтую зону, нужно подтвердить согласие (Yes), выбрать заранее созданную папку или любую удобную.
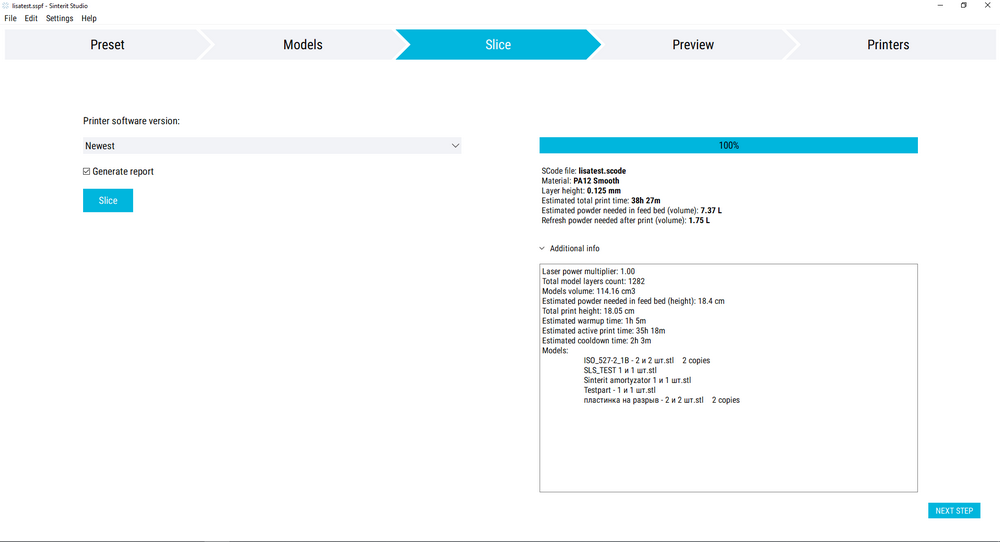
В правой половине экрана появится общая информация по сеансу: время печати, требуемое количество материала, сколько требуется добавить свежего порошка и общий объем моделей в камере.
На этом этапе будет сохранено два файла: файл для запуска на принтере в формате “.scode” и текстовый файл, содержащий общую информацию о печати, как в правой половине окна программы.
Далее можно перейти на следующий шаг, вкладка Preview.
Предпросмотр
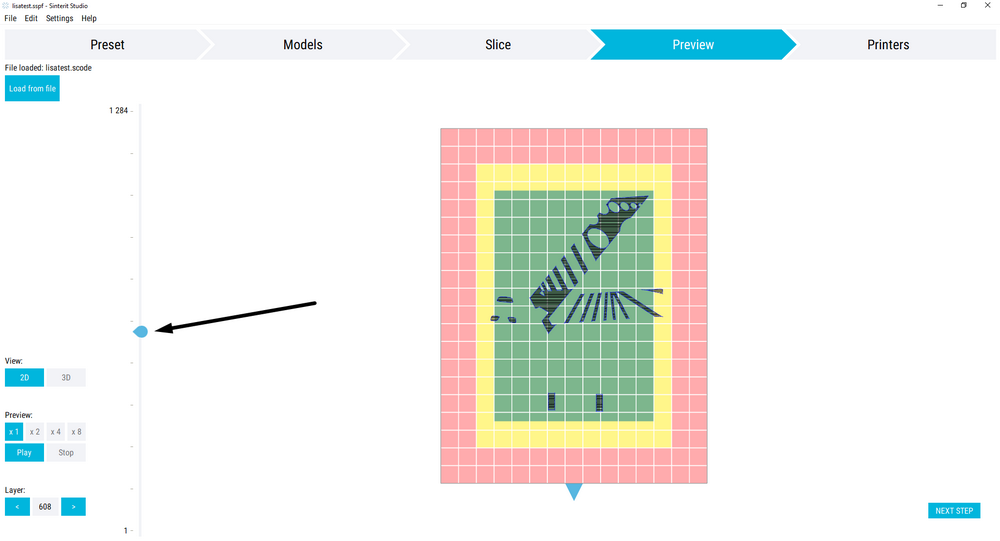
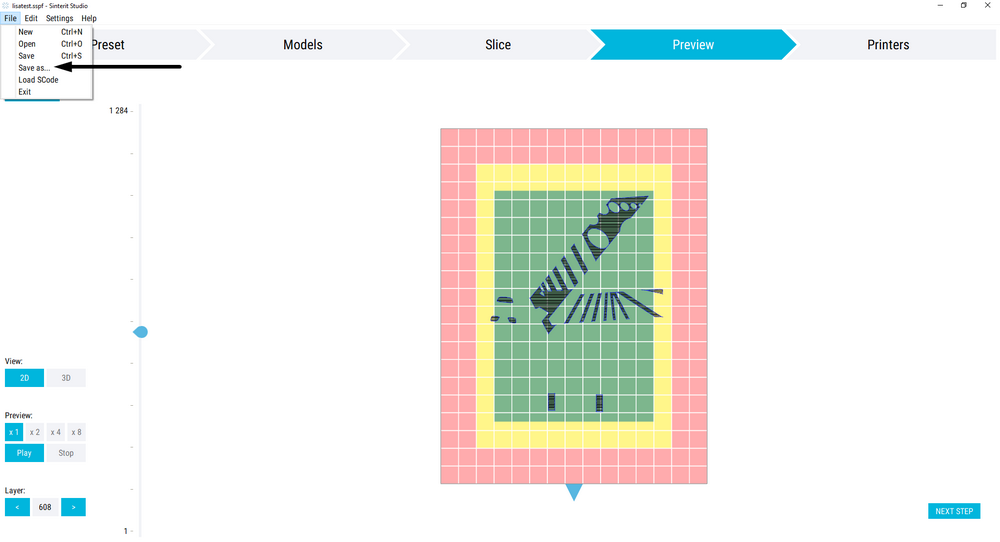
Здесь можно подвигать ползунок, который позволяет посмотреть каждый слой в разрезе.
После всех действий можно сохранить файл проекта в меню File, чтобы в дальнейшем можно было снова открыть его в программе. При этом важно, чтобы исходные модели оставались на своих изначальных местах, в противном случае программа не найдет файлы и попросит указать новое расположение.
Рекомендуется заранее создать отдельную папку для каждой печати, в которой сначала будут находиться исходные модели, а затем подготавливаться файл для печати.
Печать
Включение и запуск

Включаем питание принтера.

Поворачиваем контрольный ключ.

Принтер включается.

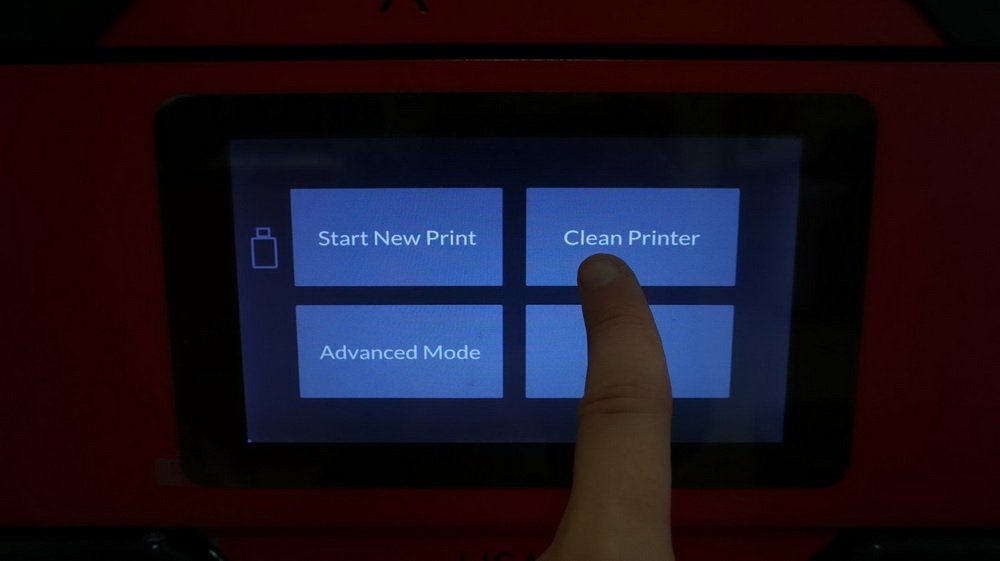
Нажимаем запуск новой печати.
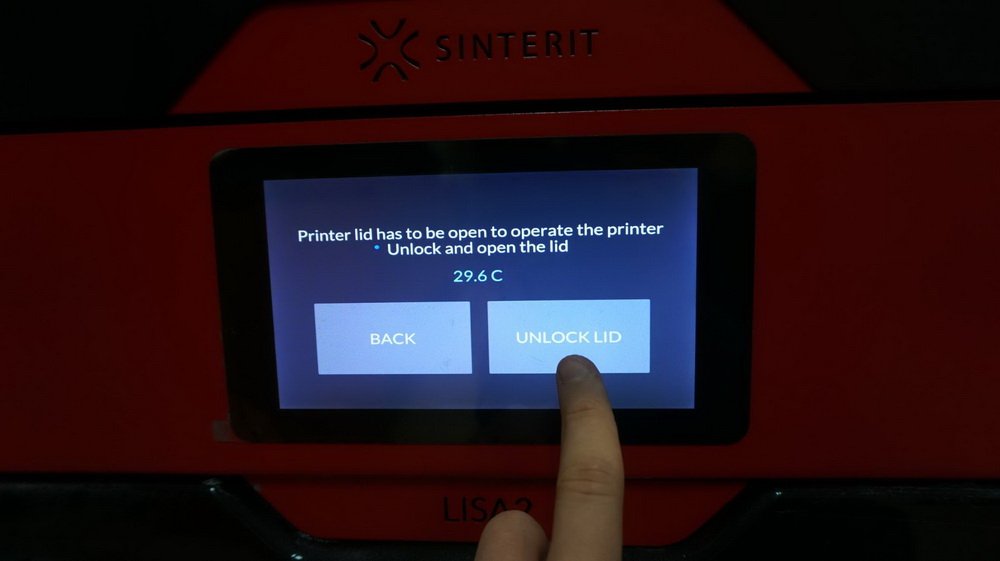
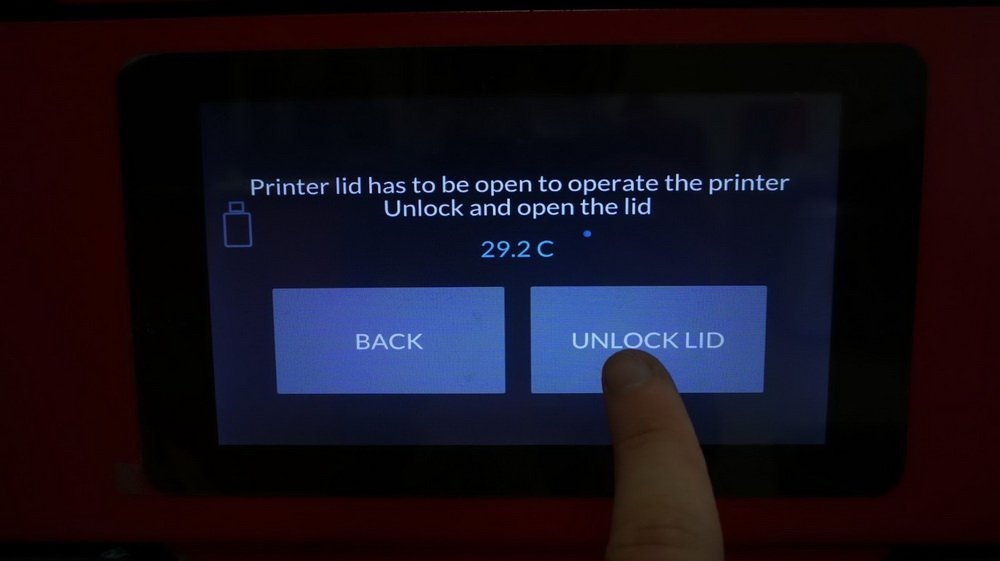
Нажимаем кнопку разблокировки верхней крышки принтера. Крышка разблокируется на несколько секунд. Если не успели, нужно нажать снова.

Для открытия верхней крышки сперва на неё нужно слегка надавить вниз, будет слышен слабый щелчок, а затем потянуть вверх за ручку.

Открываем.
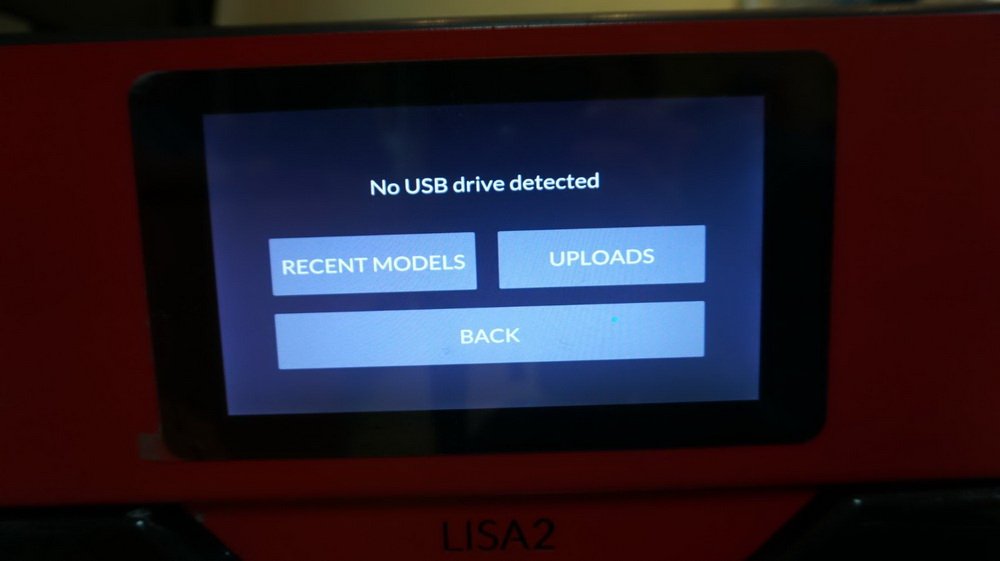
Если не вставили флеш-накопитель, принтер сообщит об этом.

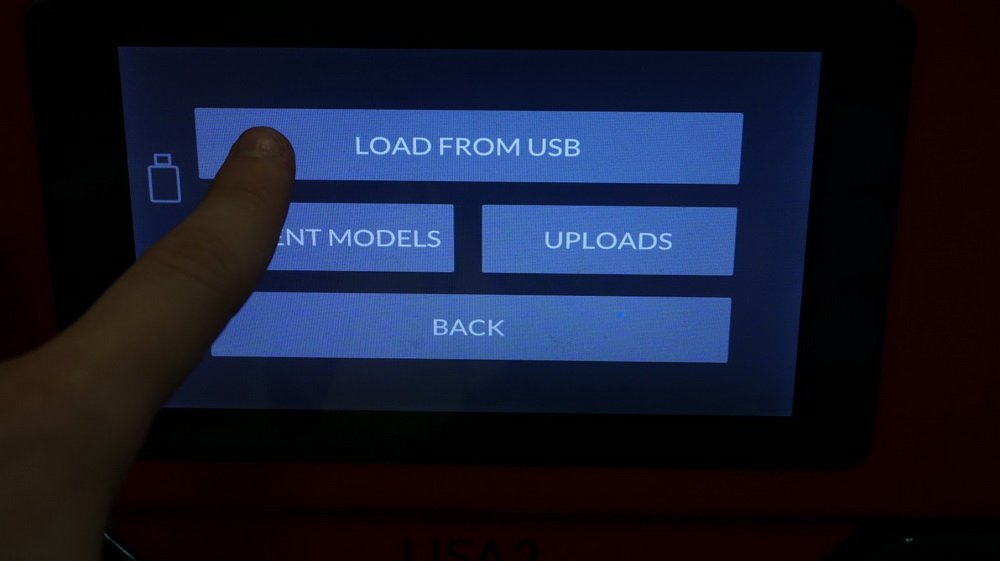
Вставляем флешку, принтер предлагает загрузку, находим нужный файл и выбираем.
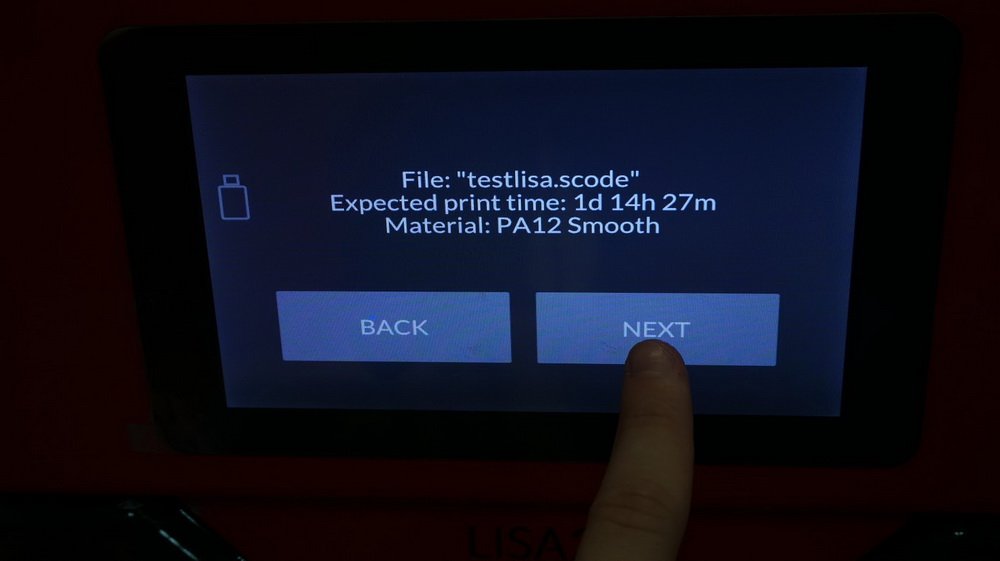
Нажимаем NEXT - далее.
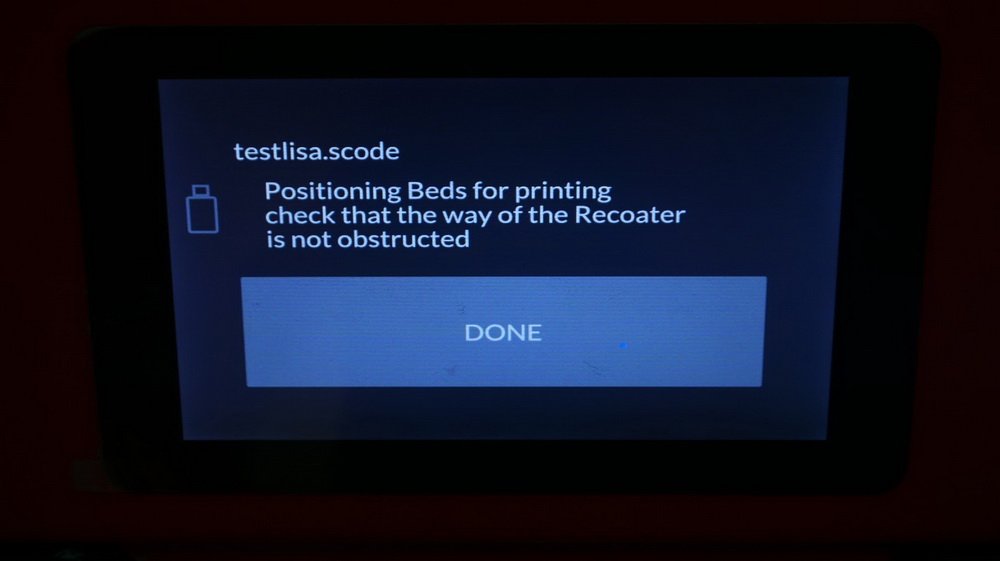
Предупреждение о том, что будет запущен процесс позиционирования платформ. Нужно убедиться, что путь выравнивателя ничем не затруднен, а направляющие чистые.
Предварительная очистка

Протираем салфеткой направляющие, лучше всего подходят вискозные нетканые.
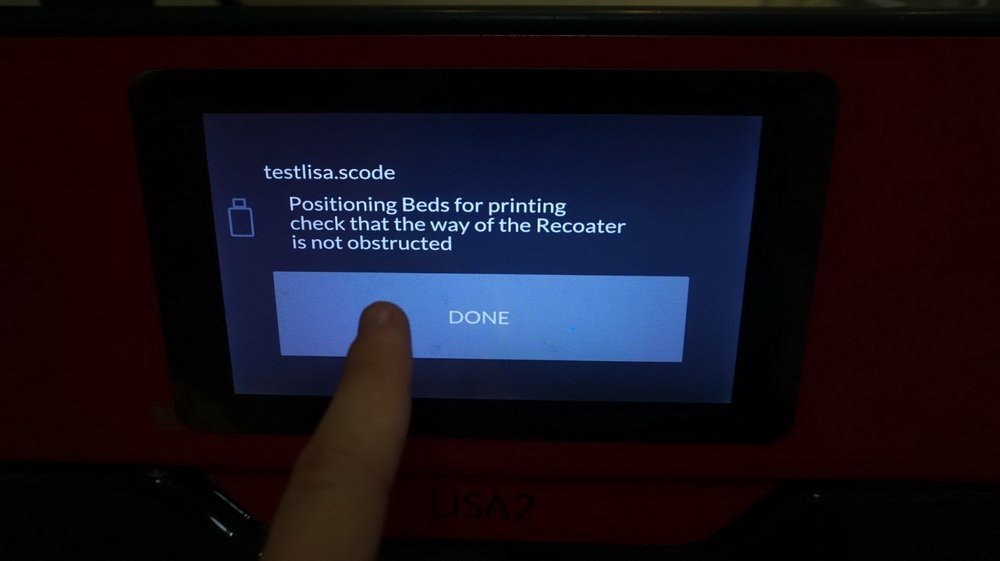
Очистили направляющие, убедились, что ничего не мешает движению, подтверждаем.
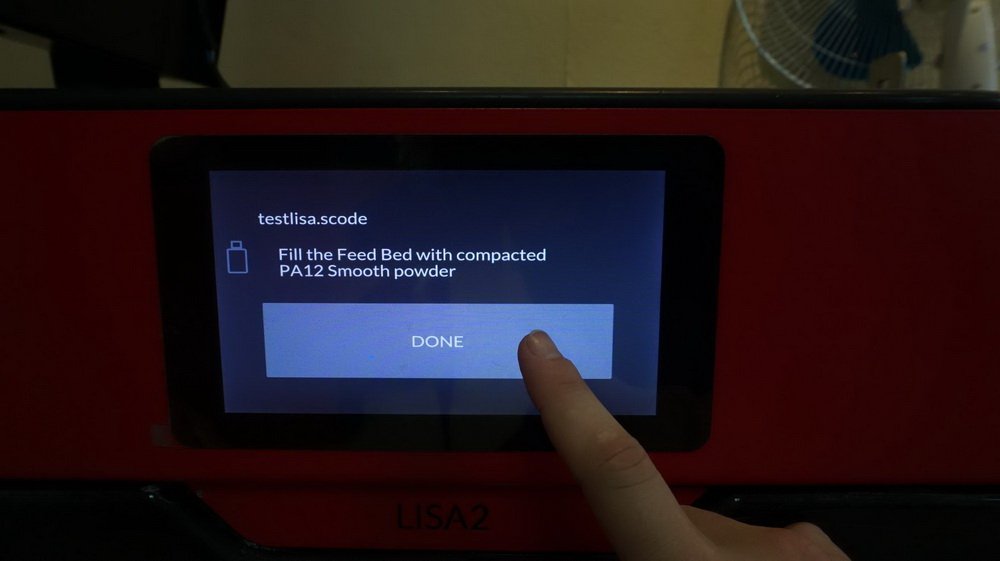
Наполнение камеры порошком
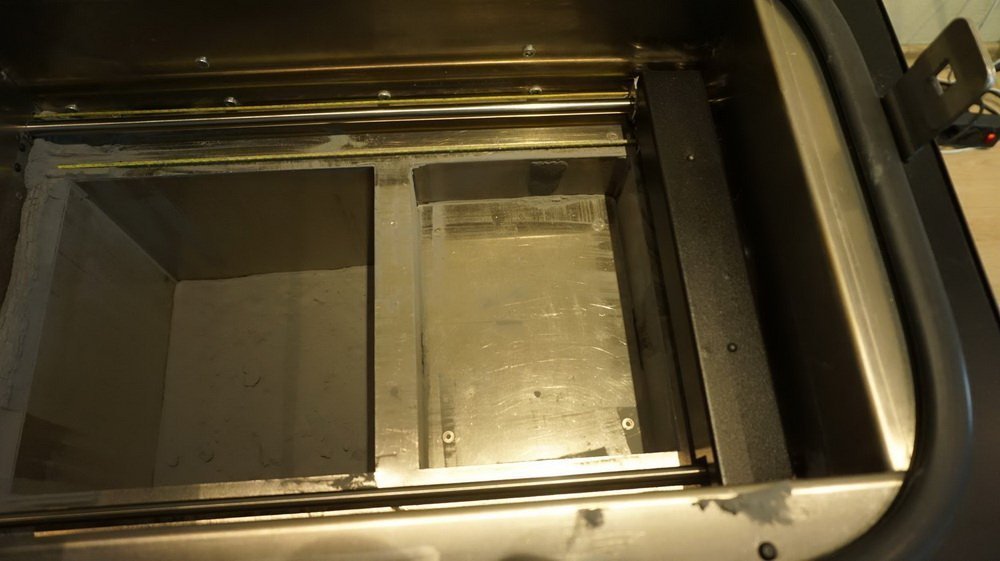
Сначала обе платформы опустятся вниз, выравниватель передвинется в правое положение, затем правая платформа (Print Bed) поднимется на самый верх, а левая платформа (Feed Bed) поднимется до нужного для заполнения материалом уровня.
Когда область печати заполнена порошком, вспоминаем о средствах защиты дыхания и кожи рук.
Средства защиты
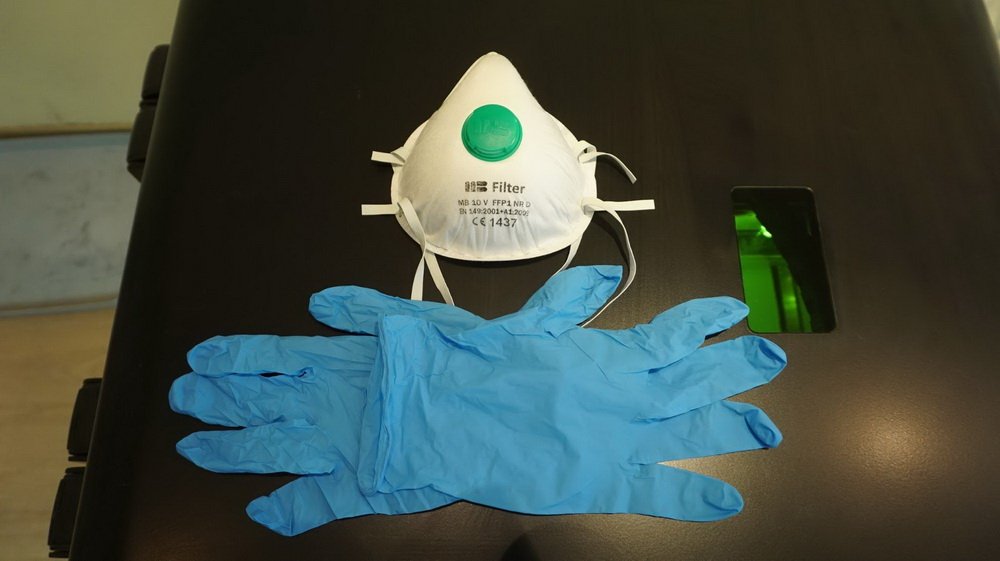

Поскольку материал представляет собой мелкодисперсный порошок, с размером гранул 20-80 микрон, необходимо пользоваться респиратором и перчатками.

Аккуратно и без резких движений заполняем подающую камеру доверху, желательно с горкой в середине.

Специальным инструментом утрамбовываем материал с небольшим усилием, тем самым одновременно выравниваем поверхность. Используем углы подающей полости как ограничитель, чтобы не вдавить уровень материала.
Закончили с заполнением, продолжаем.
Выравнивание
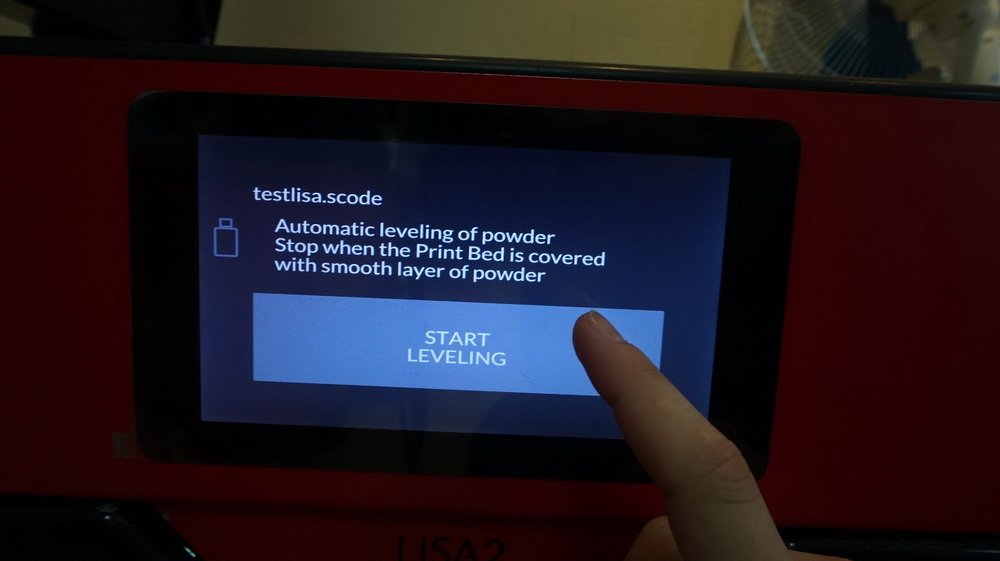
Проверяем чистоту направляющих, отсутствие каких либо посторонних предметов в камере и запускаем процесс выравнивания до тех пор, пока правая платформа не будет полностью покрыта гладким слоем материала.
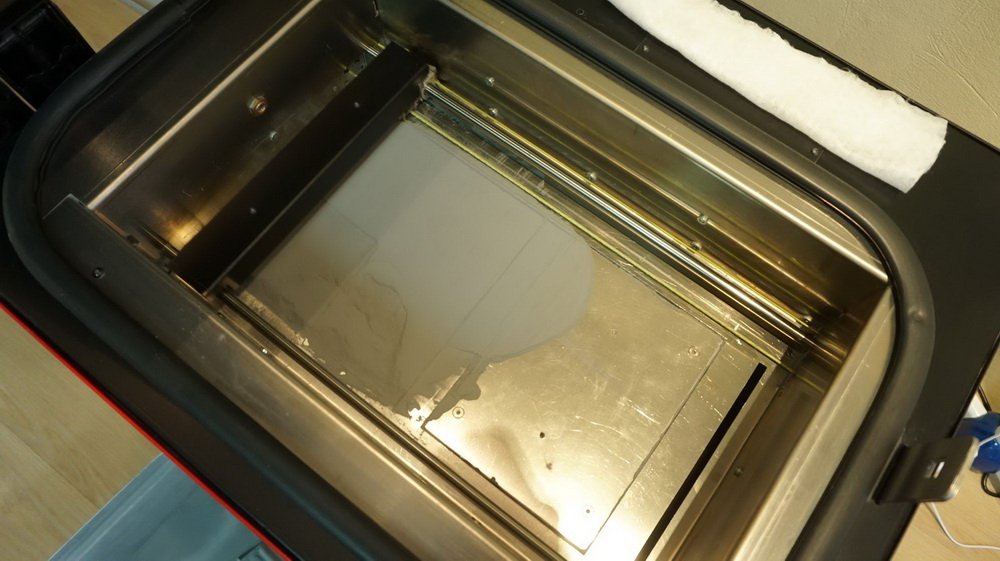
В начале процесса, каждый раз, когда выравниватель уходит в крайнее левое положение, можно аккуратно понемногу подсыпать материал на правую платформу, выравниватель будет разглаживать этот материал и процесс пройдёт быстрее. Также, если в левой полости остались провалы материала в углах, можно подсыпать материал туда, когда выравниватель в крайнем правом положении.
Если процесс выравнивания остановился, а правая платформа покрыта материалом не до конца, можно повторить процесс.

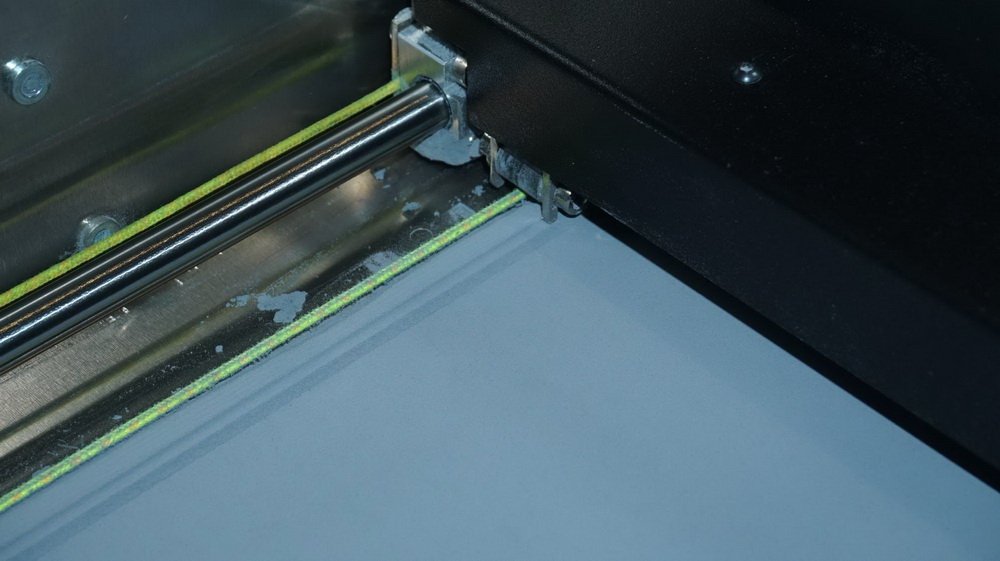

В итоге поверхность на всем протяжении должна получиться гладкой, а выравниватель должен по всей длине оставить характерные следы, как на картинках выше.
Завершаем процесс выравнивания и переходим к следующему этапу.
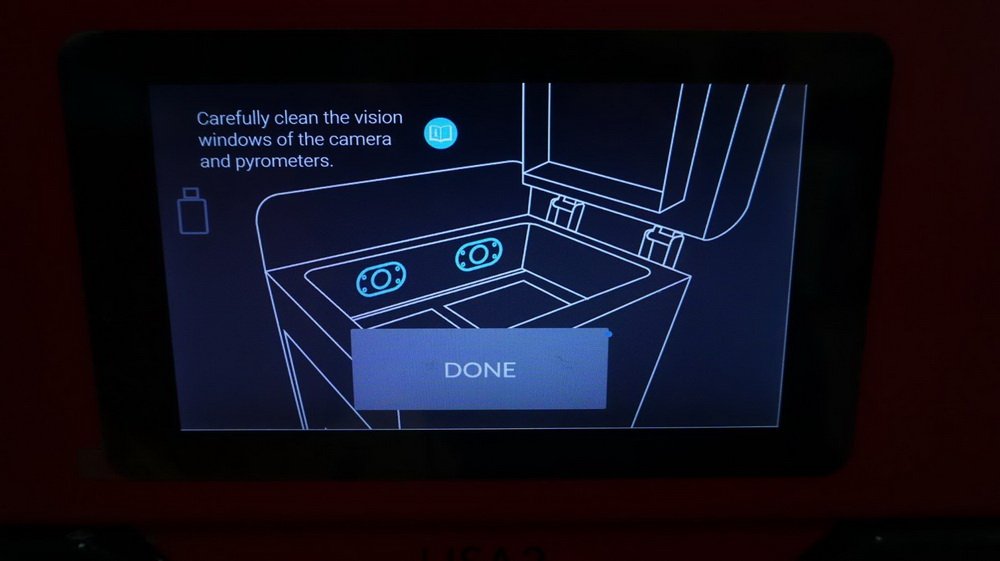
Аккуратно чистим стёкла пирометра и камеры салициловым спиртом.




Ещё раз проверяем чистоту направляющих и нажимаем далее.

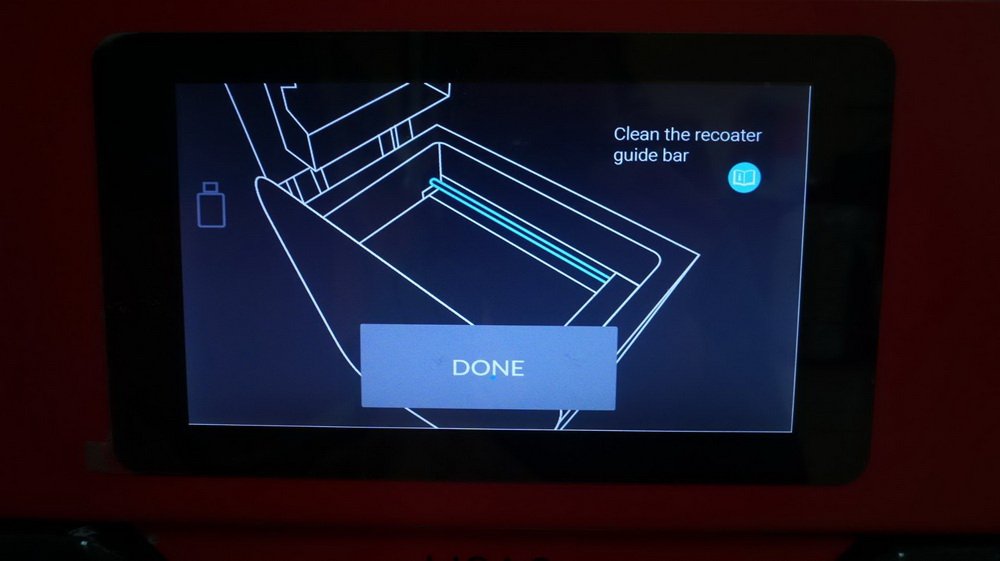
После этого смазываем сверху и снизу направляющие силиконовой смазкой пальцем при помощи чистой перчатки, стараясь не задеть слой материала.
Смазка




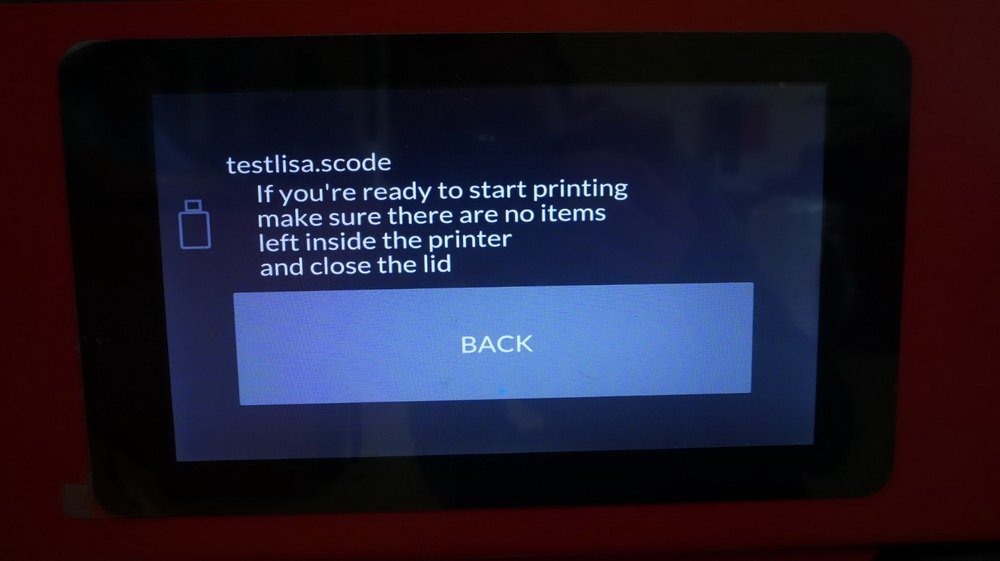
В конце нужно проверить что ничего не оставили внутри принтера и закрыть крышку.

Всё чисто.

Закрываем.

Слегка придавить до щелчка.
Печать
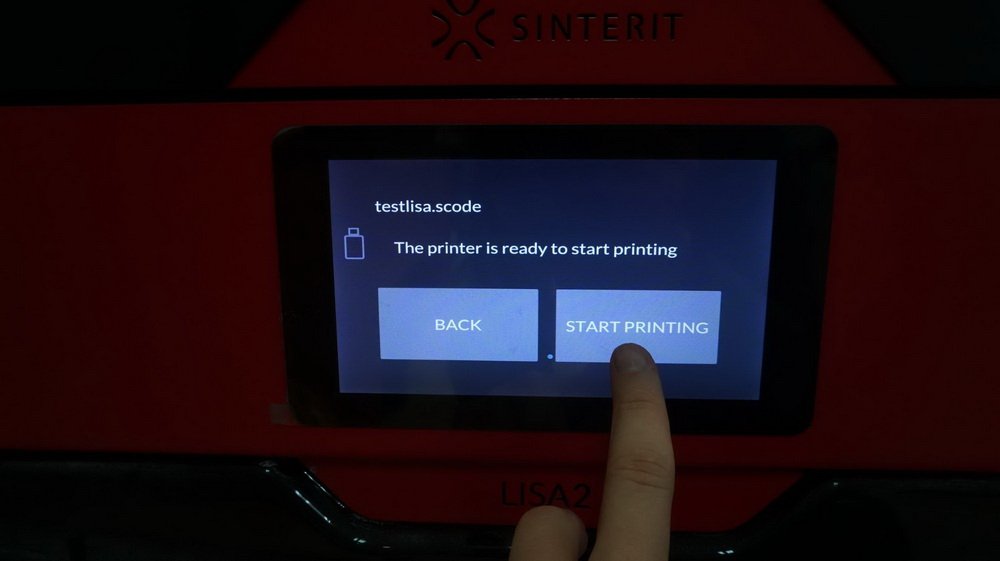
Автоматически появится кнопка запуска принтера.

Печать началась. Прогресс в процентах и оставшееся время на экране.
Принтер начинает греть камеру, это длится около полутора часов.
Процесс печати на экране принтера.
Так выглядит печать через окно в крышке.
Постобработка
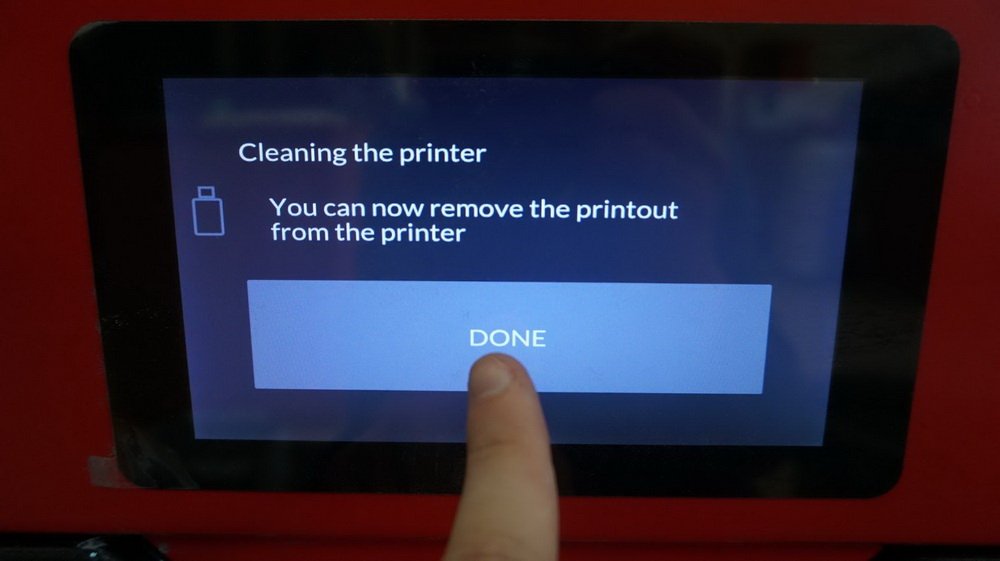
По завершении печати вы увидите следующее:
Тут всё понятно, нажимаем Remove print - Удалить распечатку.
Извлечение напечатанной модели
В случае, если печать завершилась при вас, но у вас не было времени извлекать детали и вы выключили принтер, например на выходные, вам нужно нажать кнопку включения питания, повернуть контрольный ключ и дождаться когда принтер включится.
Запускаем процесс чистки принтера.
Снимаем блокировку крышки.
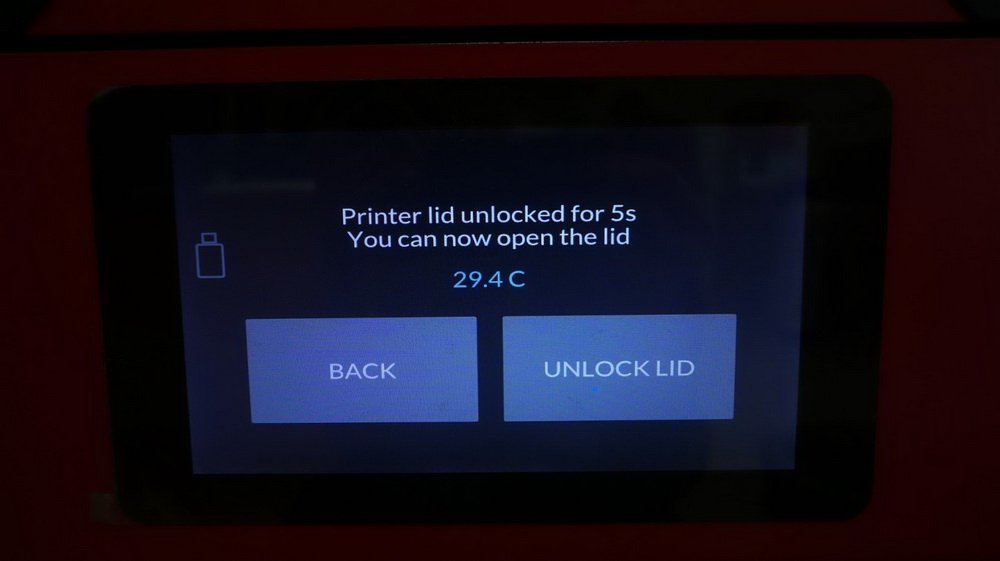
Успеваем открыть за пять секунд.
Слегка давим на крышку.

Поднимаем крышку.
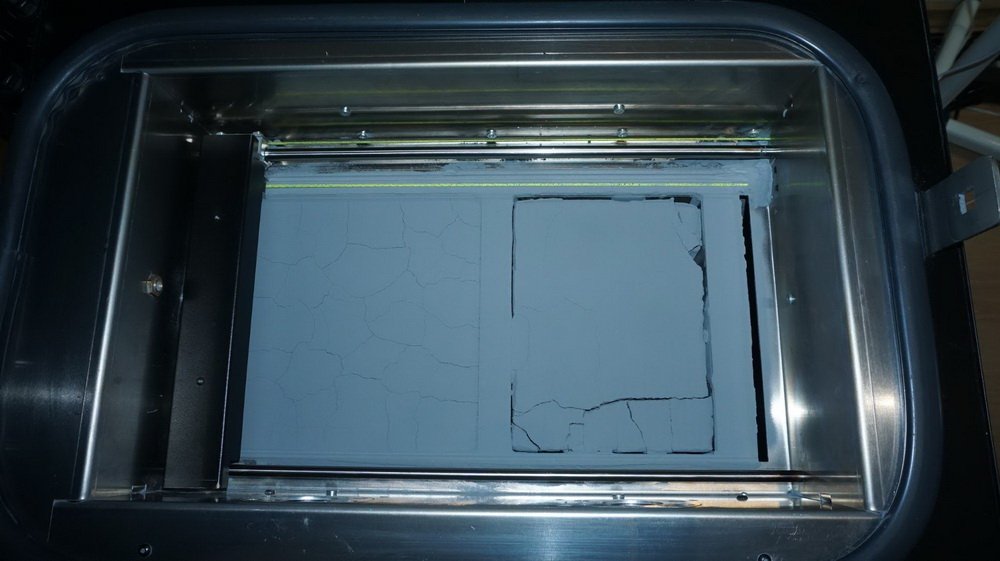
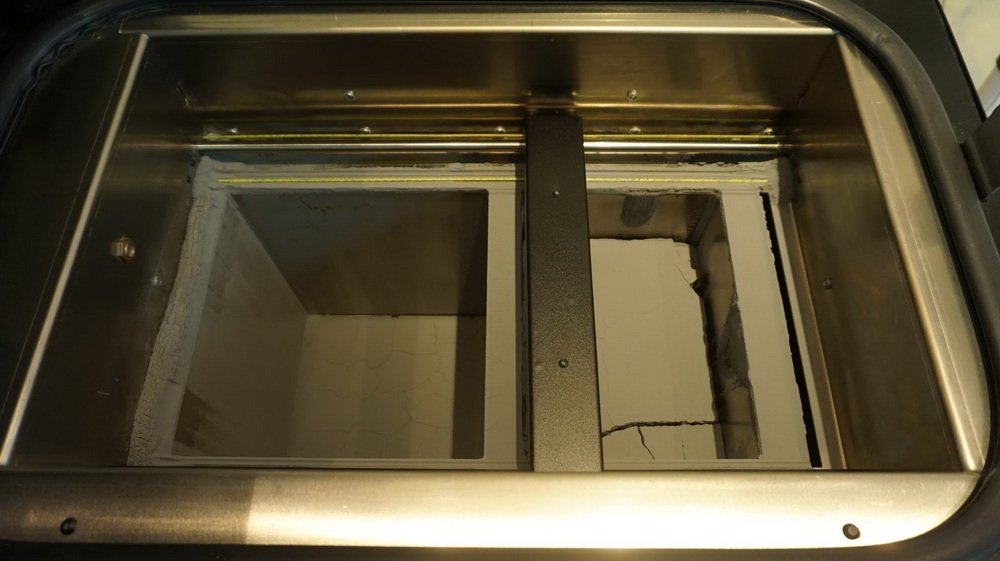
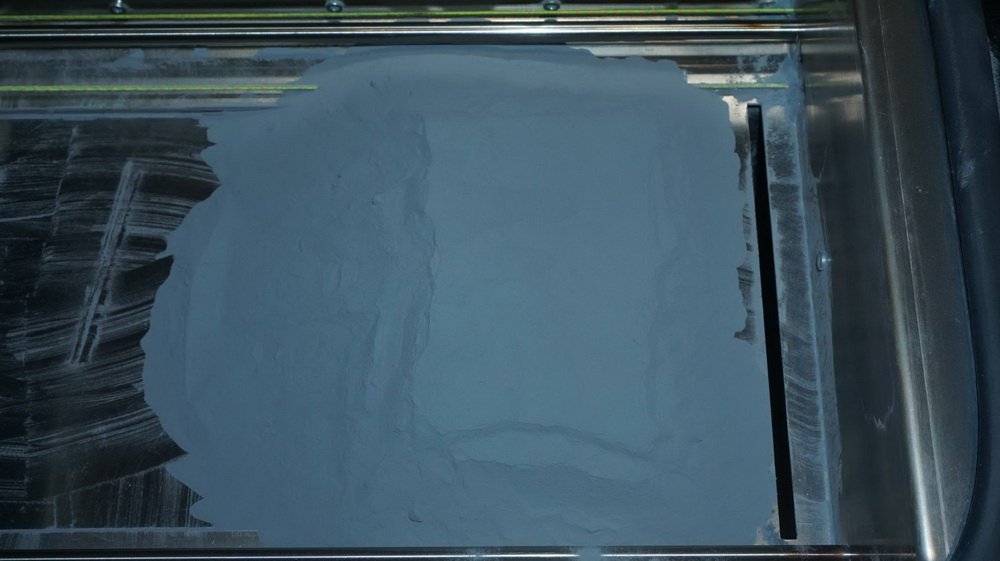
Вот так выглядит материал после печати.
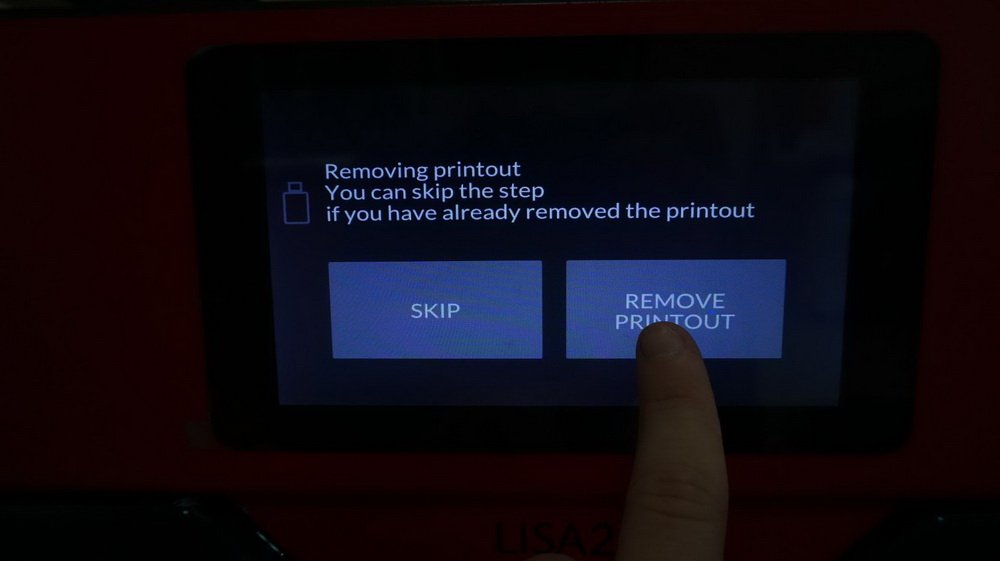
Нажимаем кнопку извлечения печати.
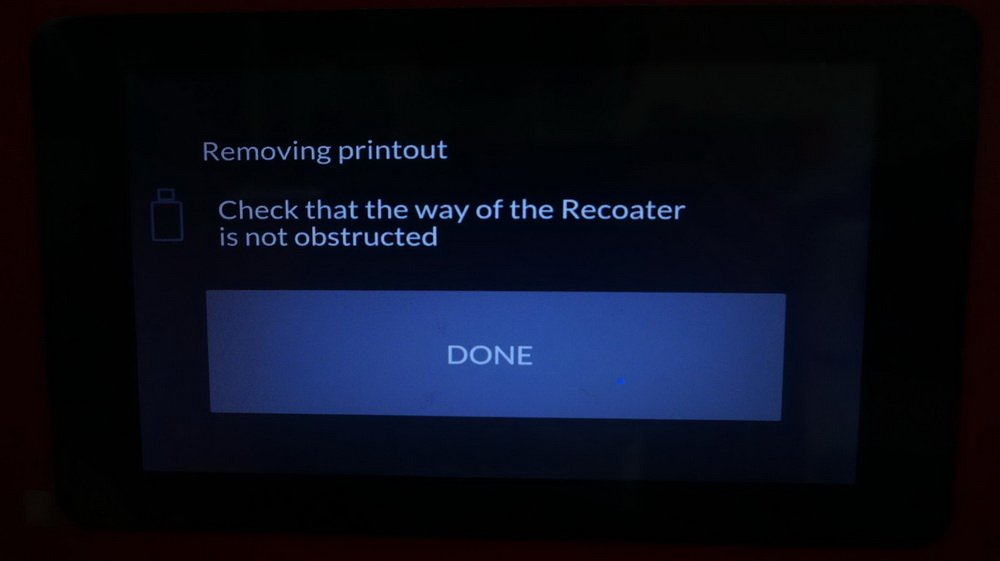
Проверяем путь перемещения выравнивателя и чистоту направляющих.
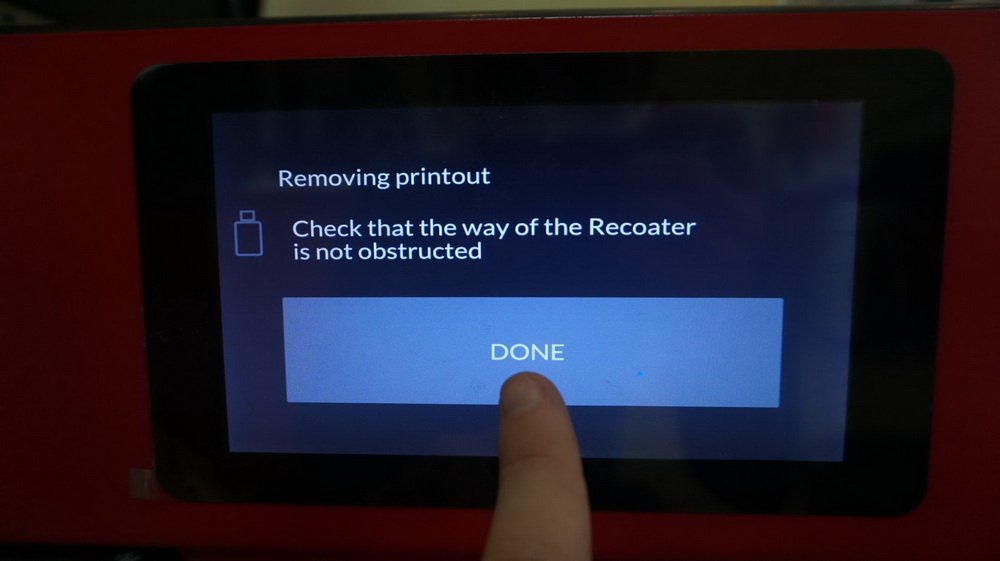
Подтверждаем.
Сначала обе платформы опустятся вниз. Выравниватель проедет сначала вправо, затем вернётся в начальное положение. После этого начнется подъем платформы печати.

Ждем, когда платформа печати остановится.
Появится надпись, что можно извлекать печать. Не забываем про респиратор и перчатки.


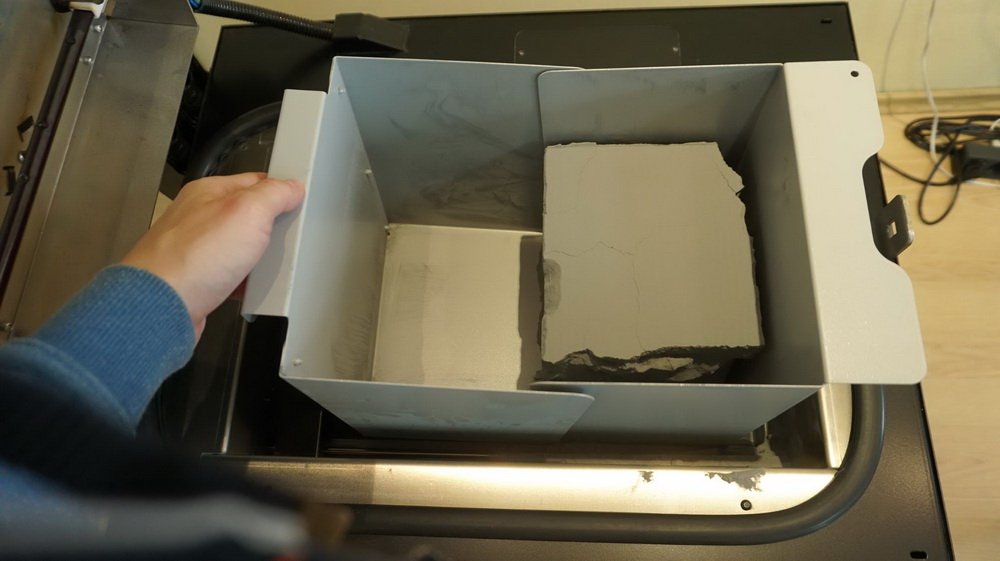

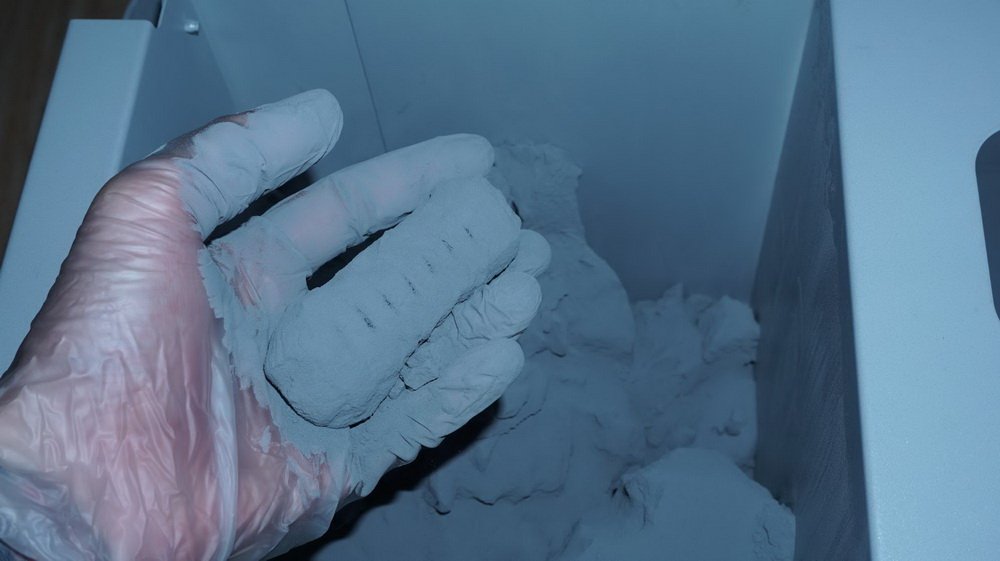
Берем специальное приспособление для извлечения печати вместе с не отработанным материалом и подхватываем весь этот куб.
Переносим в удобное место, в специальный контейнер, который идет в комплекте с принтером. К нему мы вернемся позже.
Продолжаем.
Удаление порошка

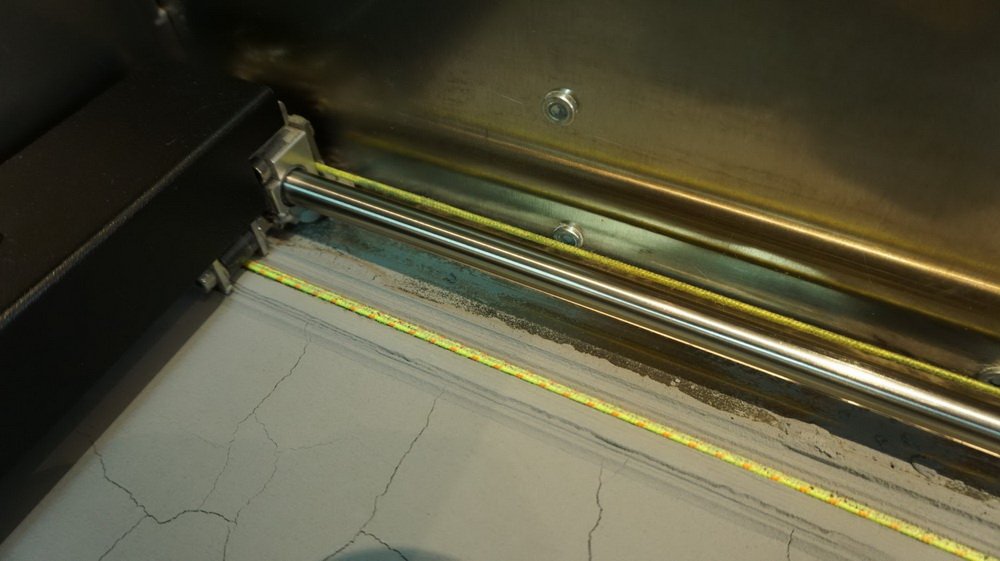
Нужно почистить грязные места, где обвалились куски материала, убрать насыпи и очистить направляющие, так как в дальнейшем там снова поедет выравниватель.


Всё чисто можно продолжать.
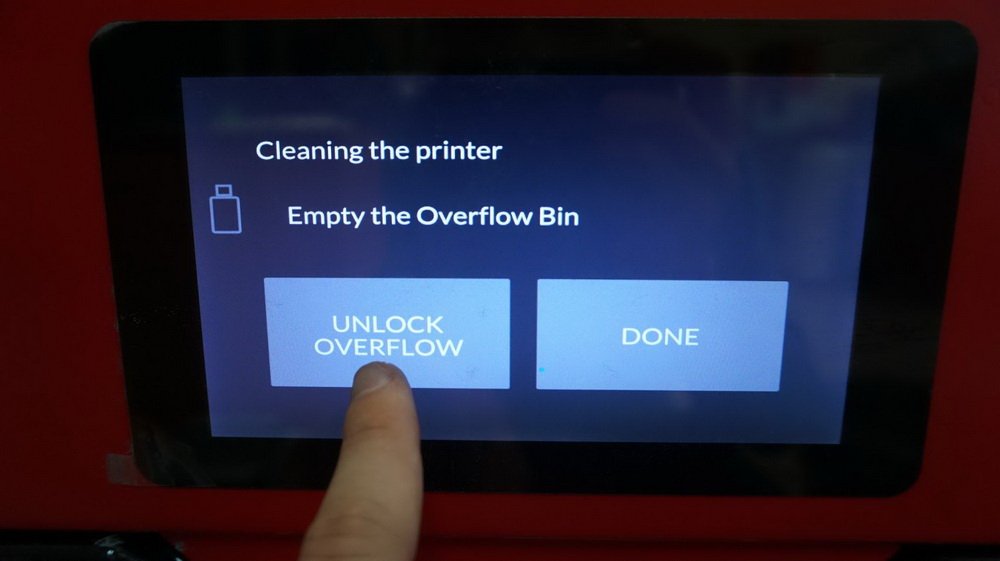
Далее принтер предлагает разблокировать специальный резервуар, куда сбрасываются остатки материала в процессе чистки.


Вытаскиваем из принтера, высыпаем содержимое туда же, куда относили извлеченную печать. Позже к этому вернёмся.
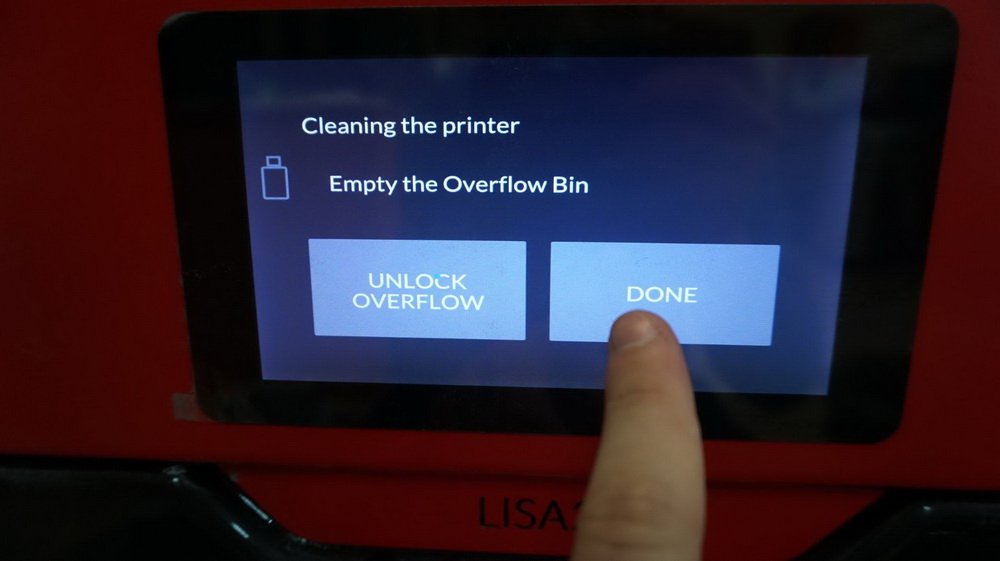
Продолжаем.
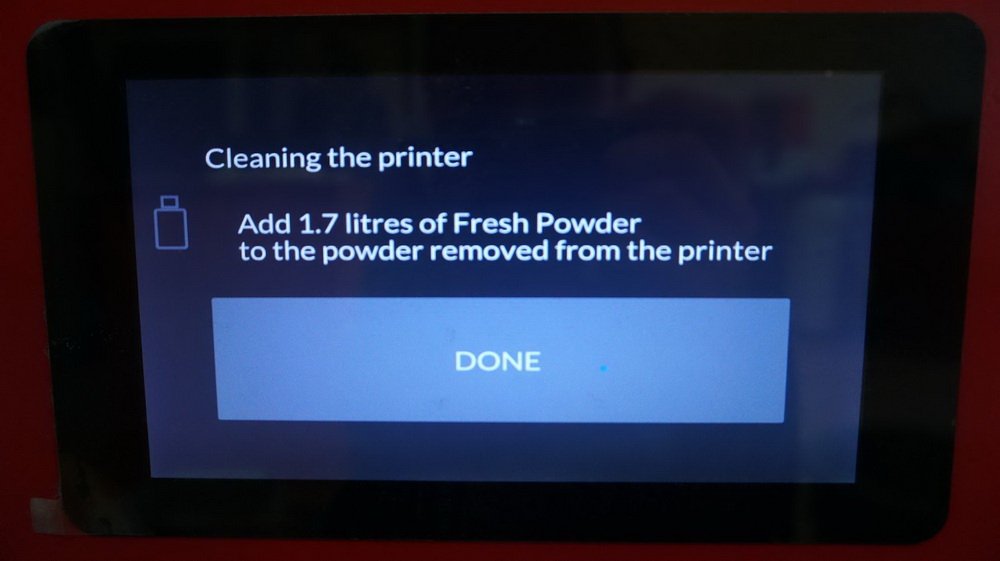
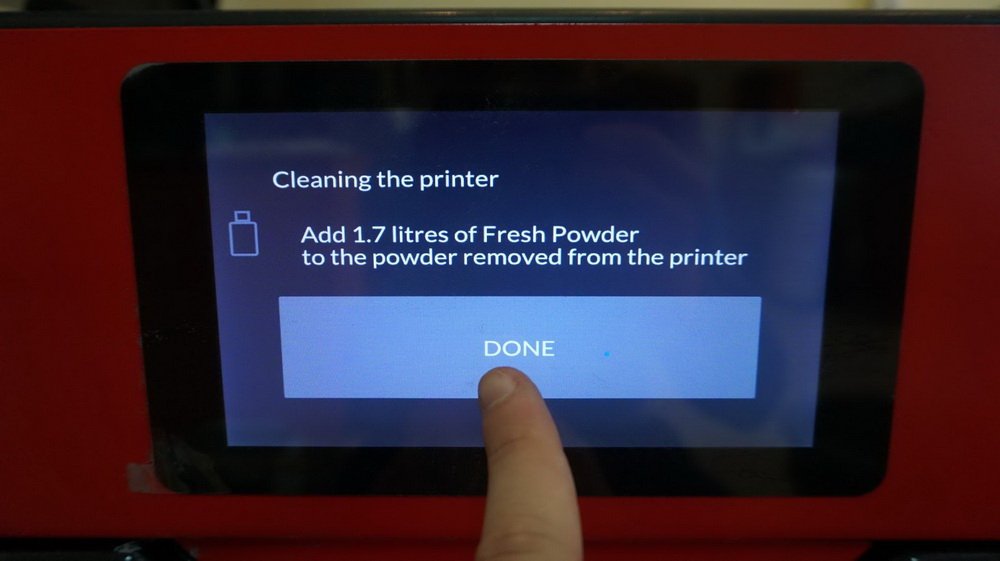
На данном этапе предлагается добавить 1.7 литров освежающего материала.
Загрузка свежего порошка

Высыпаем всё в тот же контейнер.
Идем дальше.

На этом этапе нужно почистить защитное стекло лазера. Здесь самое главное делать всё в перчатках, так как эти детали сильно греются, нельзя допускать их загрязнение кожными выделениями.
Очистка механизма
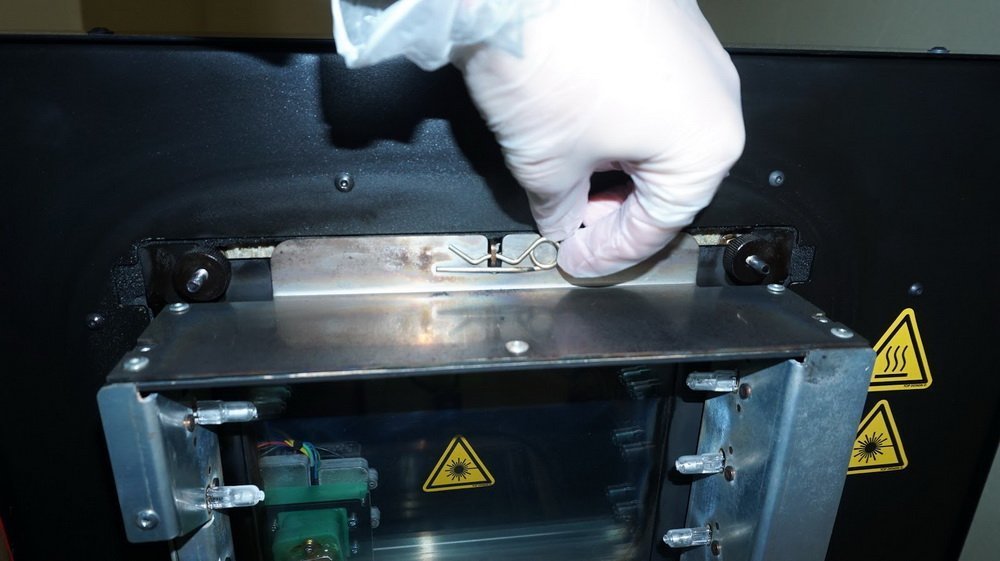
Снимаем задвижку.

Откидываем аккуратно блок нагревательных ламп.

Очищаем стекло и рамку вокруг него от нагара при помощи салфетки и салицилового спирта.
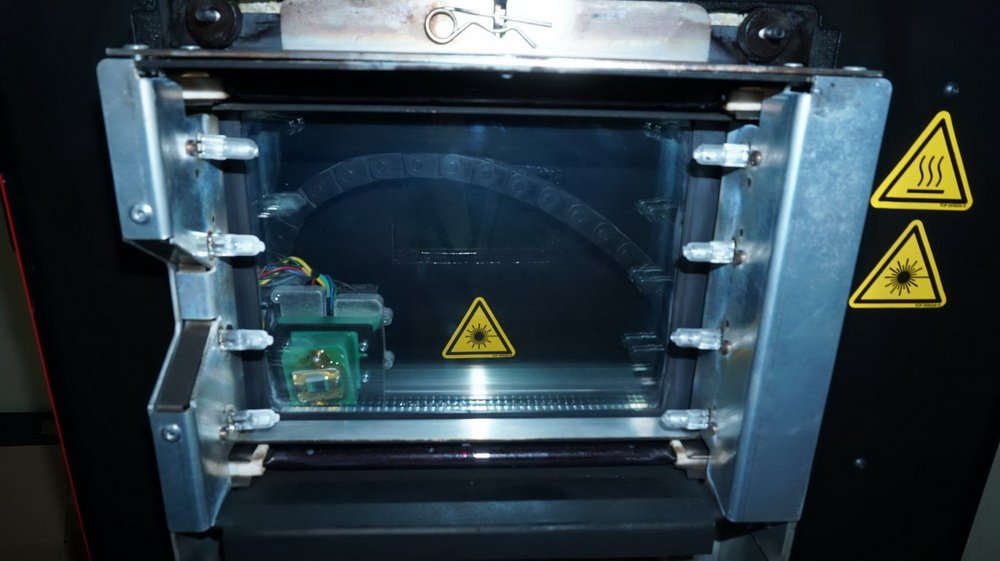
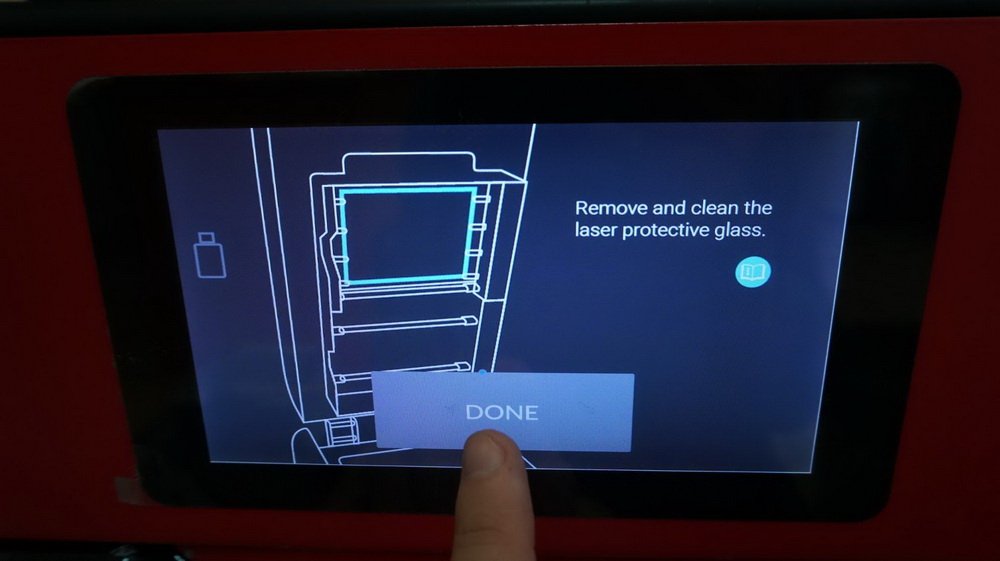
Возвращаем всё на место и подтверждаем выполнение этого шага.
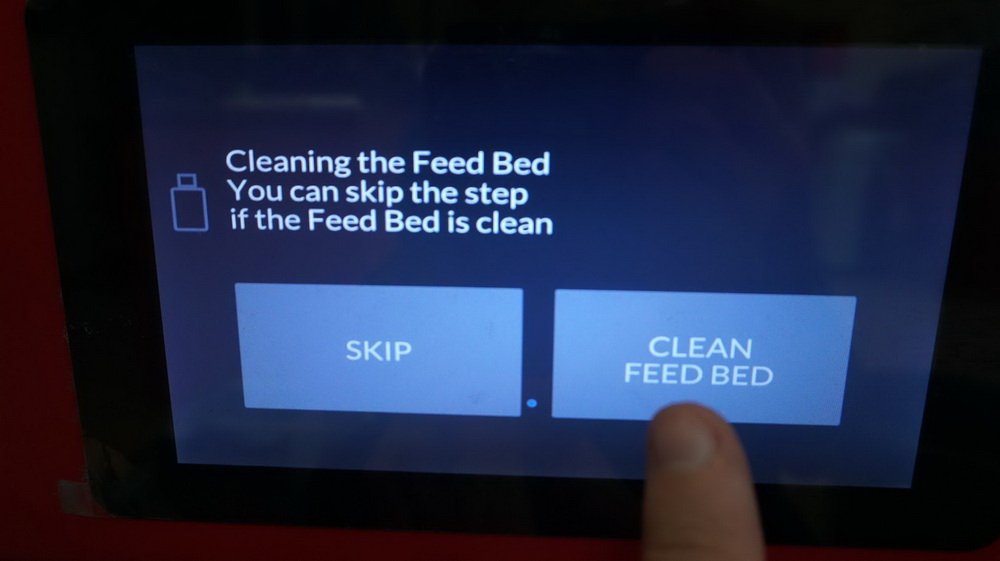
Запускаем процесс чистки подающей камеры.
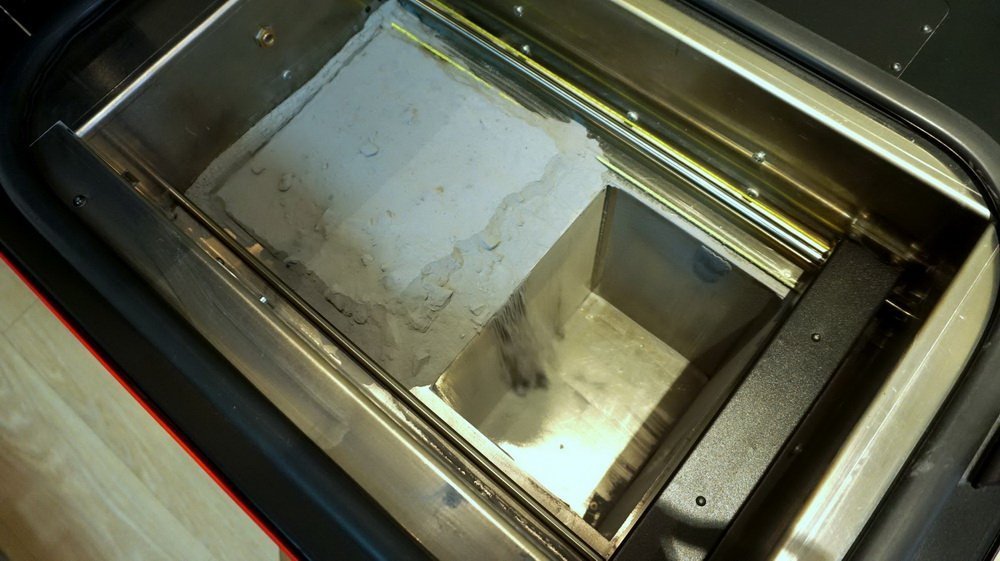
Платформа камеры печати опустится, а подающей камеры поднимется. Нужно пересыпать всё в соседнюю камеру.

Как видно, не обязательно скидывать всё до конца, достаточно убрать полиамид из крайней левой точки положения выравнивателя, по скольку он скоро туда вернётся.
Запускаем чистку последней камеры.
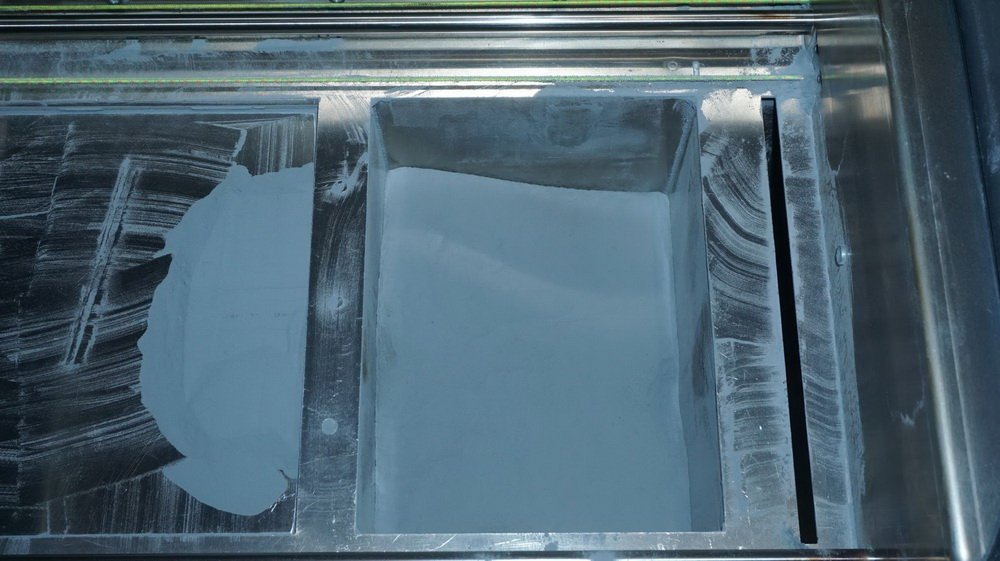
Платформа поднимается.
Как видим, не зря не чистили всё до конца на предыдущем этапе.

Сбрасываем остатки в отверстие над резервуаром.

Подчищаем остатки кистью.
Завершаем этап чистки последней камеры. Будет предложено снова разблокировать резервуар и опустошить его. Возвращаем всё на место. Принтер очищен.
Далее переходим к чистке самих деталей.
Очистка напечатанного

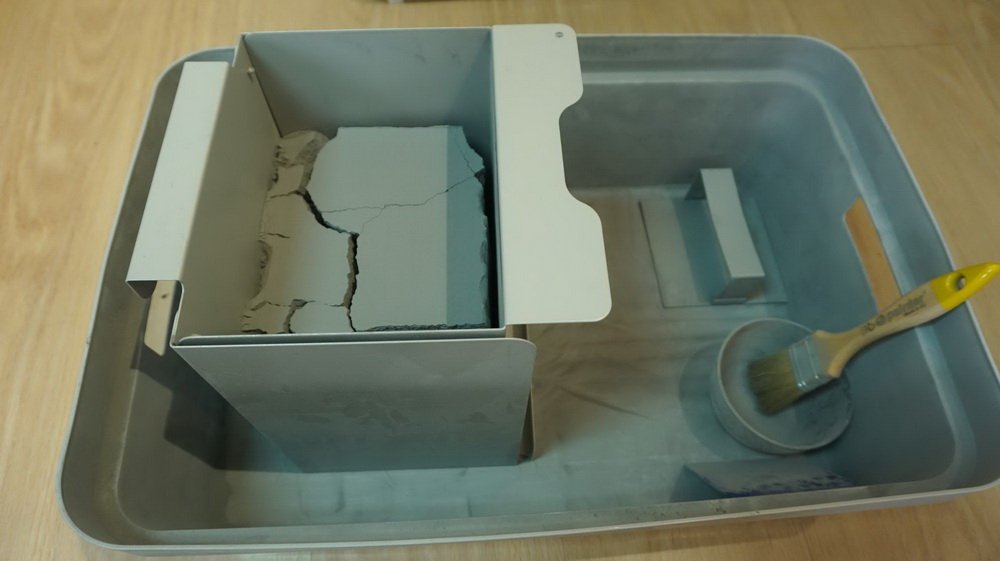
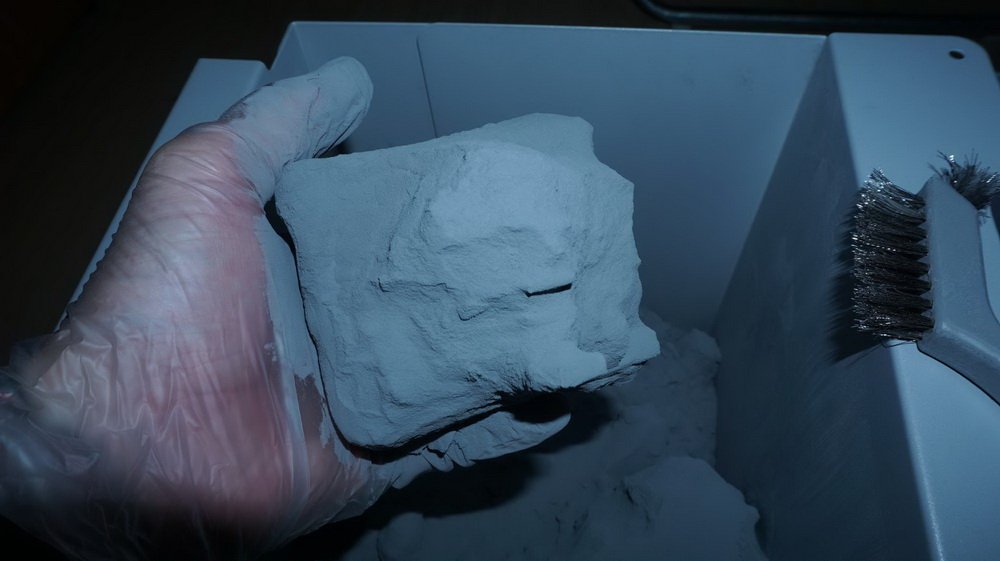
Осторожно разламываем извлеченный из принтера кусок. Аккуратно на ощупь находим детали и вытаскиваем, разрыхляя полиамид вокруг них.
Нашли. Вытаскиваем.

При помощи металлических щеток очищаем детали. Не обязательно стараться очистить детали полностью.
Таким образом извлекаем одну деталь за другой.


Извлечение деталей закончилось. Их пока можно отложить в сторону. Убираем всё лишнее из контейнера, оставляем только сам материал, который у нас остался от деталей и общего куба, который мы досыпали из резервуара для сброса излишков материала в принтере и сам освежающий материал.
Всё это нужно немного перемешать, легче это делается руками.
Следующим шагом нужно весь этот порошок просеять в специальной просеивающей установке Sinterit Sieve. Ее можно приобрести сразу с принтером или купить отдельно.
Просеивание

Открываем верхнюю крышку аппарата, при помощи совка пересыпаем полиамид в сито.
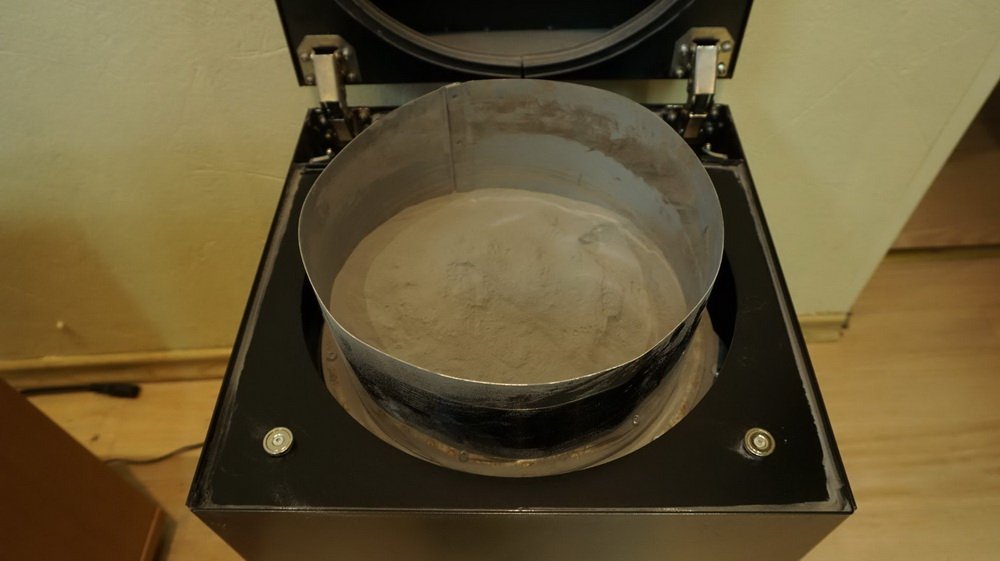

Проверяем есть ли внизу тара для накопления просеянного порошка.
Коротким нажатием запускаем процесс. Индикация загорится постоянным светом.
Следить за прогрессом можно через верхнее окно на крышке. Повторяем операции, пока не опустошим весь поддон. Процесс проходит быстро, но на всякий случай в этом устройстве предусмотрено автоматическое выключение через 18 минут.
Далее нужно продуть детали от остатков пыли и порошка в пескоструйной камере, также поставляемой Sinterit. Или уже имеющейся на предприятии камере для пескоструйной обработки. Для работы камеры необходим пневмокомпрессор (не поставляется Sinterit).
Пескоструйная очистка принта
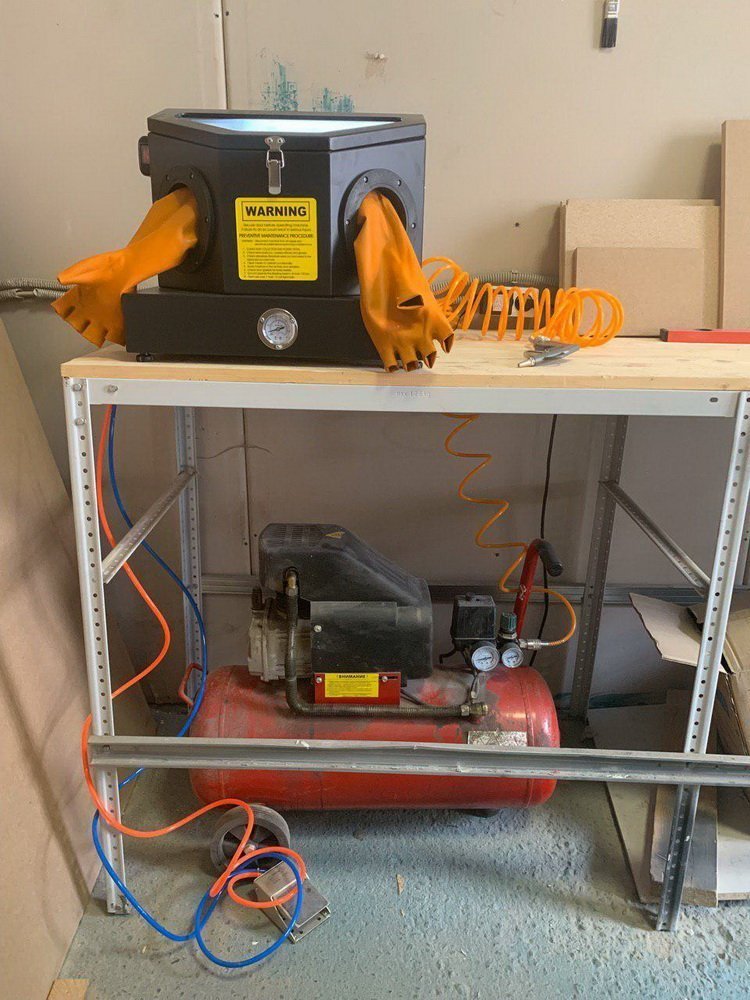
Компрессор (внизу на фото) служит для создания воздушного давления, воздух подаётся к камере по трубкам, педаль служит для удобства управления запуска и остановки подачи воздуха.
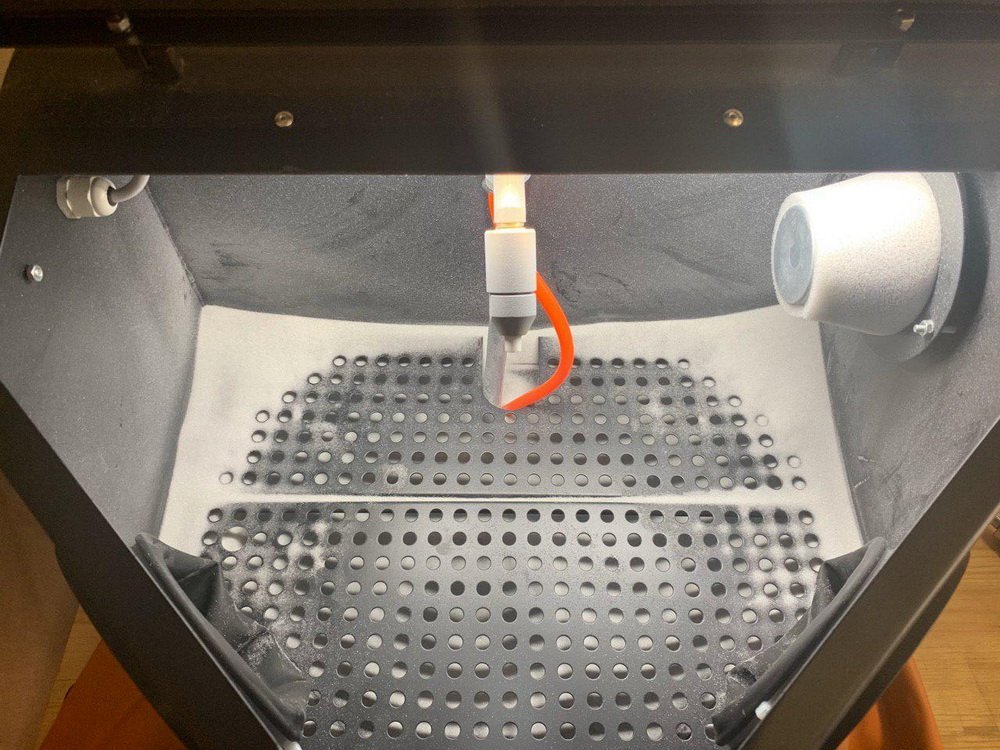
В самой камере насыпана песчаная масса, которая состоит из соды и специального стекла. Она по кругу циркулирует от места забора в нижней части, до места выброса из специального сопла обратно в камеру. Под это сопло подносится изделие и струёй воздуха вперемешку с песком счищает остатки полиамида. Далее остаётся лишь смахнуть намагниченную пыль с деталей и на этом процесс чистки заканчивается.
Вы прочитали подробное описание печати на Sinterit Lisa Pro с иллюстрациями. Образцы, что мы на нем напечатали, можно увидеть выше, в разделе “Сравнение печати”, и еще парочку добавим в “Применении”.
Применение: кому будет полезен Lisa Pro

SLS 3D-печать становится важным производственным инструментом в автомобилестроении, электронике, робототехнике, производстве изделий из пластмасс, здравоохранении и других сферах.
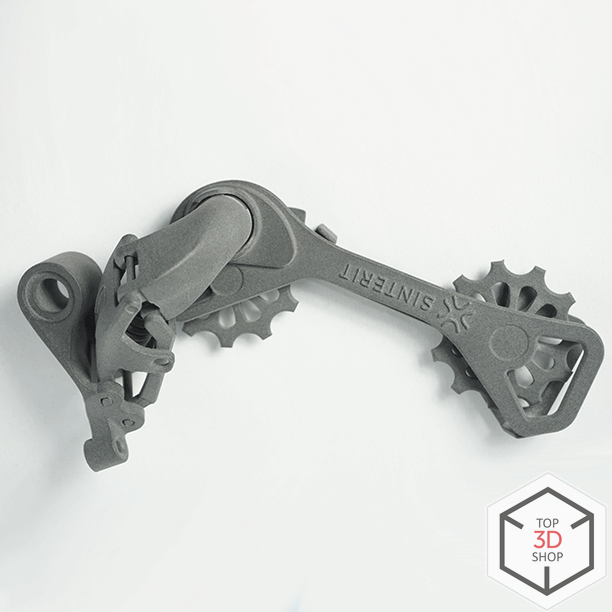
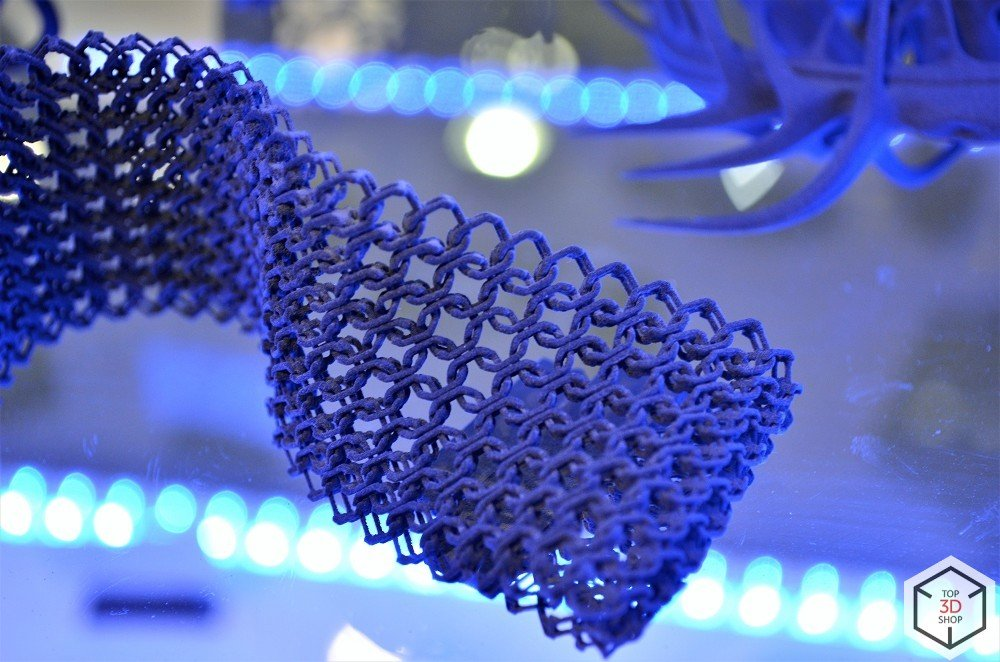
С помощью принтера Lisa Pro можно напечатать как функциональные детали, так и прототипы, различные виды моделей как жестких, так и гибких конструкций. Эта возможность помогает ему найти многие и иногда неожиданные применения.

На фото выше вы видите украшение для купальника коллекции Afrocentric Beauty, созданное компанией Bambshell на 3D-принтере Sinterit Lisa.

В последнее время SLS-печать применяется в дизайнерских коллекциях одежды — для создания декоративных элементов, фурнитуры и других частей, в макетировании, при производстве обуви, эластичных прокладок-уплотнителей и гибких соединений, а также многих других деталей.
Отпечатанные на SLS-принтере изделия полностью функциональны, выдерживают высокую температуру и механические нагрузки, могут работать в агрессивных химических средах, таких как бензин, масла, кислоты, что еще сильней увеличивает количество областей их применения.
Sinterit Lisa Pro предлагает дизайнерам, инженерам, малому и среднему бизнесу доступную возможность использовать все преимущества SLS-технологии 3D-печати без покупки полноразмерного промышленного оборудования и связанных с ним расходов.
Резюмируя написанное выше: применение Sinterit Lisa Pro можно найти практически на любом производстве, любого размера и направления, но более всего там, где необходимо штучное и мелкосерийное изготовление деталей из термопластичных полимеров.
Где купить
Приобрести Sinterit Lisa Pro и сопутствующее оборудование можно в Top 3D Shop, там же помогут выбрать материалы для печати. Компания доставит принтер, проведет пуско-наладочные работы, обучит персонал работе с оборудованием и обеспечит техническую поддержку в процессе эксплуатации.
Статья о Sinterit Lisa Pro в журнале «Умное производство»


Рекомендуемые товары











Оставить комментарий