

Метод послойного наплавления: все, что нужно знать о технологии 3D-печати FDM

3D-печать никогда не была такой доступной, как в последние годы. Она вышла далеко за рамки хобби и стала обычным инструментом для производства и бизнеса. Прототипирование, оснастка, стоматология, ювелирное дело, наука, образование, дизайн — 3D-принтеры справляются со всем этим как на бытовом уровне, так и в промышленных масштабах.
Что касается основных технологий, господствующих на рынке на потребительском уровне, то одной из них, безусловно, является FDM. С момента своего появления этот метод был весьма популярен среди начинающих 3D-печатников благодаря своей простоте и доступной стоимости, в то время как опытные пользователи наслаждались широкими возможностями творческой свободы и модификации. Более того, некоторые FDM-принтеры теперь способны печатать особыми материалами. Это дает возможность использовать это оборудование и в промышленности.
Это Top 3D Shop, и в этой статье мы расскажем вам все, что вы должны знать об одной из самых популярных технологий 3D-печати на данный момент: что означает FDM, как она работает, в чем ее плюсы и минусы и многое другое.
Содержание:
- Что такое FDM 3D-печать
- Из истории FDM 3D-печати
- Принцип создания моделей методом послойного наплавления
- Структура FDM-принтера
- Этапы печати FDM
- Преимущества и недостатки технологии FDM
- Материалы для 3D-печати FDM
- Характеристики 3D-печати FDM
- Постобработка при 3D-печати FDM
- Лучшие 3D-принтеры
- Лучшие методы печати с помощью FDM
- Заключение
- F.A.Q.
- В чем разница между FFF и FDM 3D-печатью?
- Есть ли разница между настольными и промышленными FDM-принтерами?
- Насколько точным является метод FDM?
- Насколько дорогостоящим является FDM?
- Насколько быстрой является FDM-печать?
- Требует ли FDM последующей обработки?
- Для чего в основном используется FDM?
- Почему FDM в настоящее время является самой популярной технологией 3D-печати?
Что такое FDM 3D-печать
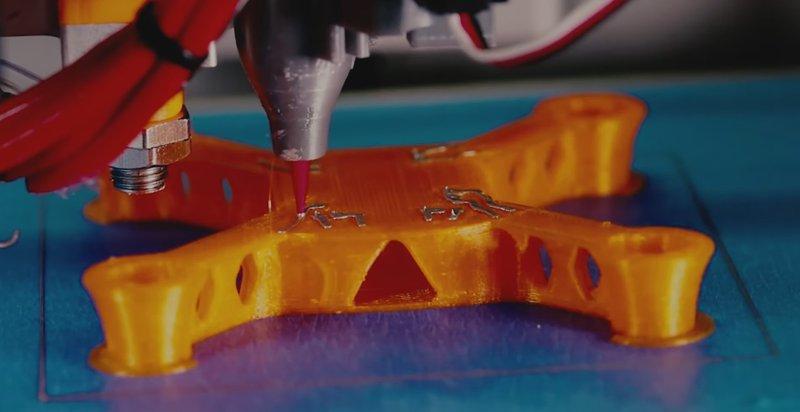 Фото: Hubs / YouTube
Фото: Hubs / YouTube
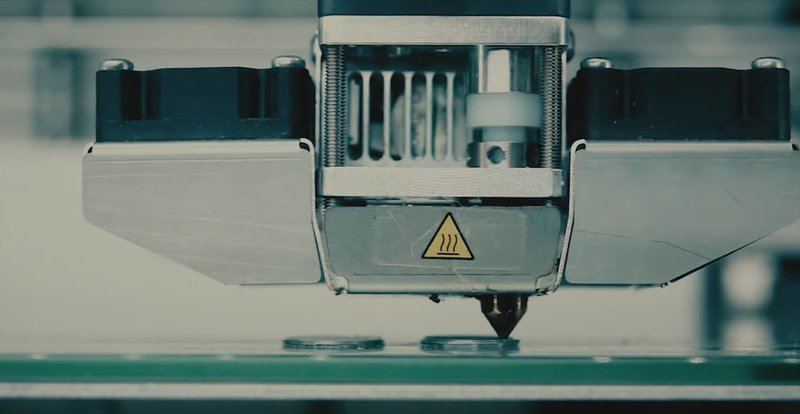
FDM, или Fused Deposition Modeling, — это одна из самых распространенных технологий аддитивного производства, которая использует термопластичные или композитные материалы для послойного создания 3D-объектов. В частности, 3D-принтер FDM подает расплавленный филамент через сопло экструдера и выборочно наносит его на рабочую платформу, создавая деталь заданной формы и с определенными свойствами.
Благодаря своей простоте, а также большому разнообразию и доступности соответствующих принтеров и материалов, метод FDM во всем мире считается идеальной отправной точкой для обычных энтузиастов 3D-печати и предприятий, готовых расширить масштабы производства.
Помимо упомянутых образовательных целей, FDM предлагает огромные возможности для дальнейшего развития. При сравнительно низкой стоимости, выгодном соотношении затрат и размеров, наличии множества типов материалов и огромного выбора настраиваемых параметров печати всегда можно сделать следующий шаг и создать более сложные конструкции, использовать новые высокопроизводительные расходные материалы, модернизировать настольное устройство до промышленных масштабов и превратить свое хобби в небольшое, но прибыльное производственное предприятие.
Из истории FDM 3D-печати
Давайте обратимся к истории, а именно к истокам технологии FDM.

Фото: @olgong_3dp / Instagram
В 1989 году Скотт Крамп, будущий соучредитель компании Stratasys Inc., вместе со своей женой и коллегой-изобретателем Лизой Крамп создал новый метод аддитивного производства, который стал известен как Fused Deposition Modeling, или FDM. Запатентованная технология за год до этого была вдохновлена попыткой Крампа сделать для своей дочери игрушечную лягушку. Он решил сделать ее, соединив пластик и свечной воск и используя пистолет с горячим клеем, чтобы слой за слоем создавать желаемую форму. Процесс оказался довольно утомительным, поэтому новатор решил его автоматизировать. Вскоре после этого FDM встала на путь популярности.
В конце 2000-х годов все началось с появления любительских 3D-принтеров. Спустя годы к постоянно расширяющемуся семейству FDM-устройств присоединились машины промышленного класса. В конце концов сфера применения продолжала расширяться в плане доступных материалов, что делало технологию еще более привлекательной.
С истечением срока действия патента в 2009 году процесс FDM стал вдвое доступнее, поскольку больше не было необходимости платить Stratasys, остающейся одной из самых известных AM-компаний, за право использования этой технологии. С этого момента множество коммерческих, DIY и открытых 3D-принтеров стали применяться и распространяться по всему миру, постепенно поднимая технологию на новый уровень.
Принцип создания моделей методом послойного наплавления

Фото: @all3dp / Instagram
Как описано выше, создание моделей методом послойного наплавления подразумевает выдавливание определенного количества расплавленного филамента на платформу принтера для формирования заданного 3D-объекта. Детали процесса могут варьироваться в зависимости от принтера, типа филамента, сложности модели и т. д. В этом разделе мы постараемся охватить основные моменты процесса.
Структура FDM-принтера
На следующем рисунке показана базовая конструкция FDM-принтера с двумя экструдерами.
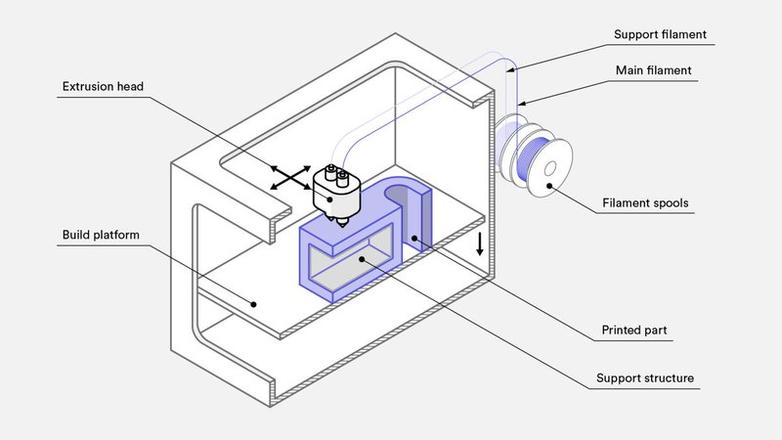
Фото: hubs.com
Как видите, один из экструдеров используется для подачи основного филамента для печатной детали, а второй управляет вспомогательными конструкциями, необходимыми в некоторых случаях, на которых мы остановимся позже. Двухэкструдерные принтеры способны печатать двумя материалами разного типа (например, нерастворимый и растворимый) или цвета. Однако большинство FDM 3D-принтеров любительского класса поставляются с одним экструдером, используемым для печати как самой модели, так и поддержек.
Тип и марка принтера определяют движение компонентов по осям. На схеме экструдер может двигаться в направлениях X и Y, а рабочая платформа перемещается вверх и вниз. Существуют различные вариации в зависимости от версии машины.
Этапы печати FDM
Подготовка детали
Как и при любой другой технологии аддитивного производства (AM), сначала необходимо подготовить 3D-модель объекта в специальном программном обеспечении. Начните с импорта файла проекта и установки всех необходимых параметров печати, таких как ориентация, высота слоя, процент заполнения и т. д. Программа сделает все остальное, проанализировав выбранную модель и нарезав ее на слои. Затем она определит пути движения экструдера и инструкции по печати в соответствии с полученными данными.
Фото: materialise.com
Эта процедура может меняться в зависимости от производителя и самого устройства, но основные действия всегда остаются неизменными.
Конфигурация печатающего аппарата
Чтобы приступить к работе, необходимо загрузить филамент в принтер. Для устройства с двумя экструдерами и моделей с поддержками необходимо использовать две катушки материалов.
Процесс печати начинается с предварительного нагрева платформы, которая будет поддерживать необходимую температуру для контроля охлаждения экструдируемого материала. Как только экструдер достигает определенной температуры, филамент плавится, выходит из сопла и распределяется по платформе по заранее заданному шаблону, в итоге формируя 3D-модель.
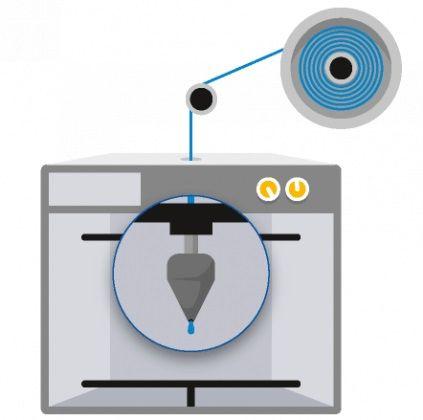
Фото: materialise.com
Печать
Благодаря трехосевой системе, экструдер и платформа могут двигаться в трех направлениях во время создания объекта. Нить накапливается в определенных областях слой за слоем, которые быстро охлаждаются (с помощью встроенных вентиляторов, установленных на головке экструдера, или без них) и застывают.
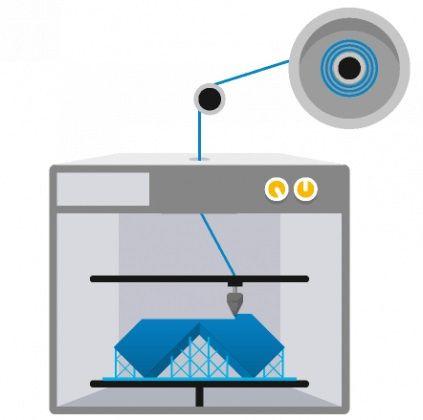
Фото: materialise.com
В зависимости от структуры объекта некоторые области могут потребовать нескольких проходов, чтобы покрыть заранее подготовленные детали. Как только слой завершен, печатающая головка перемещается вдоль оси Z на высоту слоя. После этого цикл печати повторяется снова, пока не будут созданы все слои.
Удаление деталей
Когда модель полностью напечатана, остается только снять ее с платформы и очистить от поддержек.
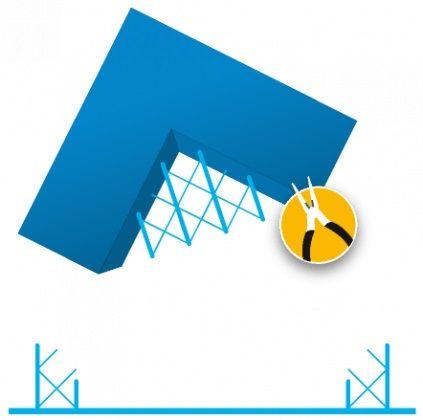
Фото: materialise.com
Постобработка
После этого напечатанные по технологии FDM детали могут потребовать некоторых дополнительных операций по постобработке для чистовой отделки и улучшения общего вида. Читайте дальше, чтобы узнать об этом больше.

Фото: materialise.com
Преимущества и недостатки технологии FDM
Как и любой другой метод 3D-печати, FDM следует рассматривать с двух точек зрения. Давайте рассмотрим его основные плюсы и минусы.

Фото: @divisionxc / Instagram
- Благодаря своей простоте и эстетичности, даже начинающим пользователям легко освоить технологию FDM и получить удовольствие от процесса печати, а высокопроизводительные филаменты окажутся ценным материалом для профессионалов.
- 3D-принтеры FDM действительно доступны по цене благодаря недорогим комплектующим; кроме того, они представлены в широком ассортименте, поэтому можно гарантированно найти оптимальный вариант, удовлетворяющий всем потребностям.
- Fused Deposition Modeling — это самый экономически эффективный способ производства заказных прототипов и деталей из термопластика.
- Технология FDM позволяет создавать сложные формы и устойчивые структуры.
- Доступен широкий выбор расходных материалов различных цветов и свойств, некоторые из которых даже могут служить достойной альтернативой стандартным материалам для литья под давлением.
- Метод практически универсален и обычно не требует дополнительных модернизаций принтера для работы с различными типами материалов.
- Печать несколькими материалами может осуществляться даже принтерами с одним экструдером.
- FDM-печать уступает SLA или SLS в точности размеров, разрешении и уровне детализации, поэтому она вряд ли подойдет для изготовления моделей с исключительно мелкими деталями.
- Поскольку FDM подразумевает послойную печать, что в большинстве случаев приводит к появлению видимых линий, готовые детали требуют постобработки для получения гладкой поверхности.
- Основной принцип технологии FDM, а именно алгоритм адгезии слоев, может привести к анизотропному характеру печатных деталей. Будучи неоднородными по прочности и качеству, они не могут служить для применения в некоторых специфических промышленных сферах.
- Использование настольного FDM-принтера не лучший выбор, когда речь идет о массовом производстве.
Материалы для 3D-печати FDM
3D-принтеры FDM работают с впечатляющим ассортиментом филаментов: от привычных PLA и ABS до высокопроизводительных инженерных пластиков, таких как нейлон, PETG, TPU, PC и др. Давайте рассмотрим некоторые из них.
 Фото: Hubs / YouTube
Фото: Hubs / YouTube
PLA
Один из самых распространенных материалов для технологии FDM, основанный на природных источниках. Он недорогой, хорошо подходит для начинающих и может использоваться при создании объектов для разнообразного применения.
- Низкая стоимость.
- Высокая точность размеров.
- Приличная жесткость.
- Отличное визуальное качество.
- Легко работать.
- Низкая ударная прочность.
- Низкая термостойкость (рекомендуется охлаждение).
- Может стать хрупким.
ABS
Отличный материал для концептуального моделирования, производства конечных деталей, инструментов и функциональных прототипов. Благодаря высокой прочности при растяжении, ударе и изгибе он подходит для изготовления прочных деталей с достойной термостойкостью.
- Доступная цена.
- Замечательная ударопрочность и износостойкость.
- Не склонен к образованию ряби. выделений и струн.
- Высокая термостойкость.
- Подвержен деформации.
- Требуется подогреваемая платформа или камера.
- Выделяет неприятный запах во время печати.
PC — поликарбонат
PC (поликарбонат) обладает превосходной прочностью и долговечностью, что делает его широко используемым материалом в медицинской, автомобильной, авиационной, аэрокосмической и других востребованных отраслях промышленности. Благодаря присущей ему точности и стабильности, печатные детали приобретают впечатляющую жесткость и могут выдерживать функциональные испытания.
- Высокая стойкость на растяжение и изгиб.
- Хорошая точность.
- Прозрачность.
- Высокая термостойкость.
- При печати необходима высокая температура.
- Склонность к деформации.
- Ограниченная доступность.
- Более высокая стоимость.
PC-ABS
Сочетает в себе лучшие характеристики указанных материалов, включая превосходную прочность, термостойкость и гибкость. Благодаря этим качествам он широко используется в автомобильной промышленности, электронике и телекоммуникациях.
- Высокая термостойкость.
- Повышенная ударная прочность.
- Низкая доступность.
- Довольно дорогой.
Нейлон
Сочетает в себе хорошую прочность, полугибкость и приличную стойкость на разрыв. В основном используется для быстрого прототипирования, изготовления оснастки и приспособлений, а также в мелкосерийном производстве с менее требовательными функциональными деталями.
- Высокая ударная вязкость.
- Высокая прочность.
- Хорошая стойкость к истиранию и химическому воздействию.
- Подверженность деформации.
- Низкая влагостойкость.
PETG
Легкий в печати материал, обеспечивающий гладкую поверхность и превосходную водостойкость. Обладает полужесткой структурой и отличными термическими характеристиками, что делает его не склонным к деформации.
- Хорошая прочность.
- Гладкая и глянцевая поверхность.
- Не имеет запаха во время печати.
- Безопасен для пищевых продуктов.
- Склонность к износу.
- Недостаточная адгезия слоев.
- Относительно высокая цена.
TPU
Широко используется для изготовления высокофункциональных долговечных деталей с характеристиками эластомеров, включая высокую стойкость к истиранию, царапинам и ультрафиолету, исключительную прочность, прозрачность и эстетичный внешний вид.
- Повышенная гибкость.
- Высокая износостойкость.
- Исключительная долговечность.
- Устойчивость к воздействию масел, смазок и растворителей.
- Трудно печатать.
- Потенциальные проблемы с точностью.
PEI
Обеспечивает удобное сочетание отличных термических, механических и электрических свойств. Активно используется в сложных областях, таких как автомобилестроение, аэрокосмическая промышленность, высокотехнологичное машиностроение, промышленное производство и т. д.
- Хорошее соотношение прочности и веса.
- Высокая тепло- и химическая стойкость.
- Исключительные механические свойства.
- Низкая ударная прочность.
- Относительно высокая стоимость.
Характеристики 3D-печати FDM
Каждая технология имеет свои возможности и ограничения. Fused Deposition Modeling не является исключением, и знание ее особенностей определенно улучшит ваши результаты, поэтому давайте посмотрим, в чем они заключаются.
Настраиваемые параметры
Большинство 3D-принтеров FDM позволяют настраивать скорость печати, температуру сопла и рабочей платформы, высоту слоя и интенсивность охлаждения. Все эти параметры обычно изменяются в зависимости от используемого материала.
Скорость печати
Вы можете считать FDM довольно медленным, но помните, что превышение скорости может привести к неприятным последствиям для вашей модели. Помимо низкого общего качества и испорченной внешнего вида, вы рискуете нарушить структуру объекта, испортив некоторые участки в процессе печати. Достойный результат полностью стоит того, чтобы подождать.
Объем печати
Одним из первых моментов, на который следует обратить внимание при поиске 3D-принтера, является размер области печати. Обычные настольные устройства обычно имеют камеру размером 200 × 200 × 200 мм.
Что касается промышленных аппаратов, то размер области печати может достигать 1000 × 1000 × 1000 мм. Основным критерием выбора является поставленная вами цель и потенциальные проекты: какого размера и сколько деталей вы хотите сделать. Помните, что большие объекты всегда можно разделить на части, напечатать за несколько сеансов и затем склеить.
Диаметр сопла
Обратите особое внимание на этот параметр, если вы хотите печатать сложные модели с высокой детализацией. Стандартный диаметр сопла составляет 0,4 мм. В большинстве случаев это вполне приемлемый вариант, в то время как более низкие параметры могут вызвать некоторые трудности при печати. Тем не менее, если вы хотите получить более гладкие поверхности и тонкие детали, используйте сопло меньшего диаметра. Обратите внимание, что смена сопла также повлияет на скорость печати.
Высота слоя

Фото: @ideal3dprinting / Instagram
FDM обычно предлагает высоту слоя 0,02–0,4 мм. Чем она меньше, тем более гладкой будет поверхность вашей модели, включая сложные формы и мелкие детали. Однако, если вы стремитесь к высокой скорости производства и снижению затрат, вы можете увеличить этот параметр. Последний вариант рекомендуется для быстрого прототипирования с низкими требованиями к точности.
Адгезия слоев
Этот параметр имеет решающее значение для компонентов, изготовленных методом FDM, поскольку их качество зависит от адгезии между слоями. Он связан с прочностью сцепления нескольких слоев материала под воздействием высокой температуры и давления, приложенных к расплавленному филаменту.
Важно помнить, что эта прочность всегда будет уступать собственной прочности материала. Это обуславливает анизотропный характер деталей FDM. Более того, небольшая деформация при прижатии филамента к предыдущим слоям приводит к волнистой поверхности и заметным линиям, которые можно увидеть даже при установке наименьшей высоты слоя. Поэтому такие модели обычно требуют постобработки.
Поддержки
 Фото: @nisha_productdesign / Instagram
Фото: @nisha_productdesign / Instagram
Некоторые модели имеют выступающие области, которые из-за особенностей технологии FDM требуют печати поддержек. Очевидно, что невозможно наносить слои филамента по воздуху, поэтому необходима какая-то надежная основа.
Поддержки могут быть напечатаны из того же филамента, что и сама модель; однако в некоторых случаях, в основном для высококачественных и промышленных применений, могут использоваться более дорогие растворяемые материалы, такие как PVA, чтобы облегчить процесс удаления. Обратите внимание, что для этого обычно требуется 3D-принтер с двумя экструдерами. Нерастворимые опоры, естественно, влияют на качество поверхности модели, поэтому рекомендуется свести их использование к разумному пределу или уделять достаточно времени постобработке.
Толщина оболочки и плотность заполнения
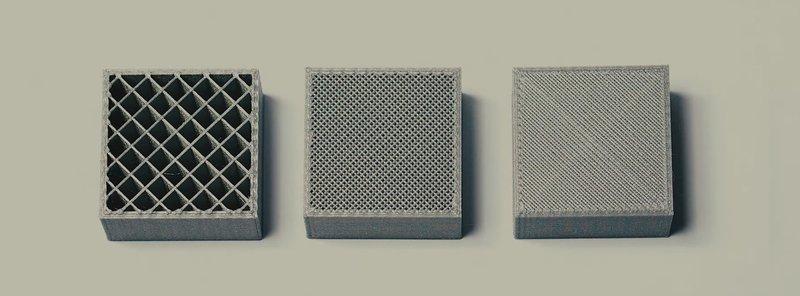
Фото: Hubs / YouTube
Все FDM-модели имеют определенную особенность: они часто печатаются полыми для экономии материала и времени. Внешний сплошной слой называется оболочкой, а внутренняя структура с низкой плотностью — заполнением. Оба эти параметра оказывают непосредственное влияние на прочность модели. Для настольного FDM 3D-принтера заполнение обычно устанавливается на уровне 25%. Что касается толщины оболочки, то 1 мм достаточно для быстрого изготовления деталей с достойными характеристиками.
Деформация
Фото: CNC Kitchen / YouTube
Являясь одной из самых известных проблем FDM-печати, деформация требует особого внимания. Поскольку экструдированный филамент имеет тенденцию к усадке при остывании во время затвердевания, различные участки приобретают разные размеры и свойства.
Таким образом, это влияет на внутренние напряжения и вызывает деформацию нижнего слоя. Несмотря на регулярность этого процесса, его можно предотвратить путем улучшения адгезии, внимательного наблюдения и тщательного контроля температуры слоя и рабочей платформы.
Постобработка при 3D-печати FDM
Как мы уже упоминали, что детали, напечатанные с помощью FDM, требуют постобработки для достижения лучшего внешнего вида. Для этого существуют различные техники, но давайте остановимся на самых распространенных из них.

Фото: @fluxaxis / Instagram
Удаление поддержек
В силу специфики метода детали, изготовленные методом FDM, часто печатаются с поддержками, чтобы сохранить структуру. Как мы уже говорили, существует два типа поддержек: растворимые и нерастворимые. В обоих случаях их необходимо удалять после печати, что может привести к появлению следов, о которых необходимо позаботиться в дальнейшем.
Нерастворимые опорные конструкции изготавливаются из стандартных материалов, таких как PLA, ABS, PC, нейлон и т. д. В основном они удаляются вручную, плоскогубцами или другими подобными инструментами. Тем не менее иногда они могут располагаться в критических местах, что затрудняет их аккуратное удаление.

Фото: @gekko.center / Instagram
Однако существуют растворимые материалы, которые отлично подходят на роль опорных конструкций, например HIPS (применяется вместе с ABS) и PVA (используется для PLA-моделей). Они значительно облегчают задачу по удалению, поскольку склонны растворяться в лимонене и воде соответственно.
Шлифовка
Этот метод последующей обработки довольно прост и в целом напоминает шлифовку деревянных предметов. Процесс довольно длительный, трудоемкий и должен выполняться в несколько этапов. Начните с наждачной бумаги крупной зернистости и переходите к более мелкой, соответствующей вашим потребностям: чем более высокой детализации вы хотите добиться, тем тоньше должна быть зернистость.
Помните, что чрезмерная или неправильная шлифовка может повредить поверхность обрабатываемой детали. Кроме того, следует избегать вдыхания мелких частиц материала, поэтому в процессе работы лучше использовать маску.
Сглаживание паром
В этом методе при работе с АБС применяются пары ацетона. Поскольку ацетон огнеопасен, а его пары ядовиты, процедура должна проводиться в закрытом помещении и под тщательным наблюдением. В результате химического взаимодействия между ацетоном и внешними слоями ABS поверхность модели плавится и становится гладкой и блестящей.
Процесс неконтролируемый и неравномерный, поэтому он не годится для задач, требующих высокой точности размеров детали. Тем не менее он отлично подходит для эстетических целей.
Грунтовка и покраска
Чтобы придать модели или детали действительно уникальный и профессиональный вид, создатели часто прибегают к методам грунтовки и окраски. Чтобы окрасить объект, напечатанный методом FDM, необходимо сначала отшлифовать его и последовательно покрыть грунтовкой, которая служит основой для дальнейшей покраски.
Обычно окрашивание выполняется кистью или распылителем в зависимости от желаемого результата или имеющегося времени, поскольку первый вариант лучше подходит для сложных конструкций, а второй — гораздо быстрее.
Полировка
Для повышения качества поверхности после шлифовки можно выполнить полировку. Обычно это делается с помощью шлифовального круга или специальных инструментов.
Склеивание и сварка
Когда необходимо напечатать объект, превышающий объем принтера, следует разделить модель на несколько частей, которые в дальнейшем можно легко склеить или сварить с помощью промышленных клеящих веществ или ацетона в случае использования филамента ABS.
Гидрографика
Гидрографика, также известная как печать изображения переносом с помощью воды, является одной из самых любопытных техник постобработки объектов, напечатанных по технологии FDM. Она подразумевает погружение модели в воду и нанесение на нее орнаментальных изображений. Таким образом, можно получить отпечаток с уникальным дизайном. Этот метод подходит для пластика, металла, стекла, дерева и других материалов.
Лучшие 3D-принтеры
Лучшие методы печати с помощью FDM

Фото: @divisionxc / Instagram
Существует ряд моментов, на которые следует обратить внимание при печати по технологии FDM. Давайте рассмотрим лишь некоторые из них:
-
FDM позволяет создавать модели, прототипы и функциональные детали довольно быстро и экономически эффективно.
-
Вы можете выбирать из широкого списка поддерживаемых материалов, имея в виду любые цели.
-
Следует помнить, что детали, напечатанные методом FDM по своей природе анизотропны, то есть неоднородны по прочности, поэтому они могут не подойти для некоторых сложных целей.
-
Если вы хотите создавать модели с тонкими элементами и высоким уровнем детализации, обратите особое внимание на диаметр сопла принтера и доступные варианты толщины слоя.
-
Чтобы избежать проблем с деформацией, старайтесь не оставлять больших плоских участков и используйте кайму при работе с острыми углами.
-
Еще одной распространенной проблемой является так называемой ряби. Как исправить рябь при 3D-печати можно из этой статьи https://top3dshop.ru/blog/kak-ispravit-ryab-pri-3d-pechati.html .
-
Детали, изготовленные методом FDM, могут нуждаться в дополнительной постобработке для улучшения качества поверхности и тонкой детализации.
Заключение
Fused Deposition Modeling в настоящее время признана одной из лучших технологий 3D-печати для различных целей. Будучи доступной, простой, универсальной, легко настраиваемой и все более экономичной, 3D-печать FDM обеспечивает достаточную точность, качество и производительность для удовлетворения разнообразных потребностей аддитивного производства на уровне как новичков, так и профессионалов.
Несмотря на некоторые слабые стороны, такие как недостаточная скорость и почти обязательная постобработка, FDM может многое предложить в плане плавной и удобной 3D-печати. Соблюдая несколько простых правил, вы обязательно получите нужный результат, который стоит первоначального обучения.
Отвечаем на вопросы







Оставить комментарий