

Как исправить рябь при 3D-печати

Звон, он же рябь (ringing, ghosting, rippling) — дефект 3D-печати по технологиям FDM и FFF, наиболее заметный на ровных вертикальных поверхностях. Возникает он при смене направления движения печатающей головки, и обусловлен механическими колебаниями конструкции принтера.
В этой статье мы пошагово разбираем, как устранить данную проблему. Читайте до конца, чтобы узнать больше и печатать без брака.
Содержание:
Исправление ряби в пять простых шагов
Шаг 1. Проверить механику
Борьбу с дефектами печати, имеющими механическую природу, целесообразно начать с проверки и протягивания винтовых соединений. Винты могли быть недостаточно затянуты при сборке, или ослабнуть в процессе эксплуатации принтера. Люфты и уменьшение жесткости конструкции негативно влияют на качество печати, поэтому перед регулировками необходимо исключить влияние соединений.
Конечно, в идеале, винтовые соединения протягиваются динамометрическим ключом. Но в бытовых условиях, при работе с обычными инструментами, просто стоит помнить о том, что чрезмерное усилие приведет к повреждению резьбы, паза под ключ или самого ключа — в зависимости от того, что из этого окажется менее прочным.
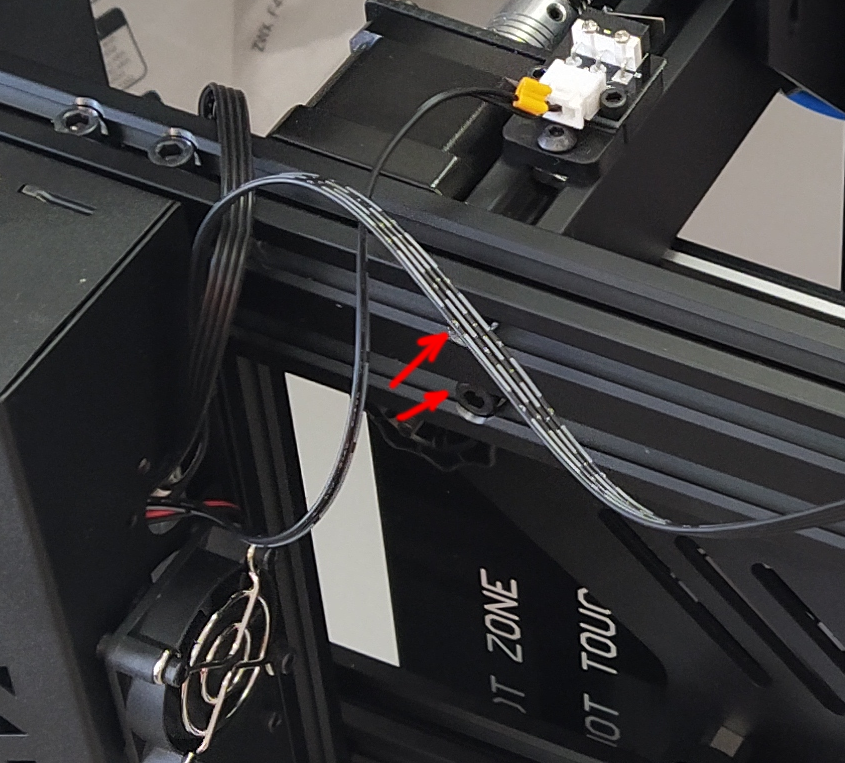
К примеру: на принтерах, собранных из конструкционного профиля, в первую очередь нужно контролировать винты, скрепляющие профили. Здесь — соединение направляющих Z с основанием на принтере Longer LK5 Pro.
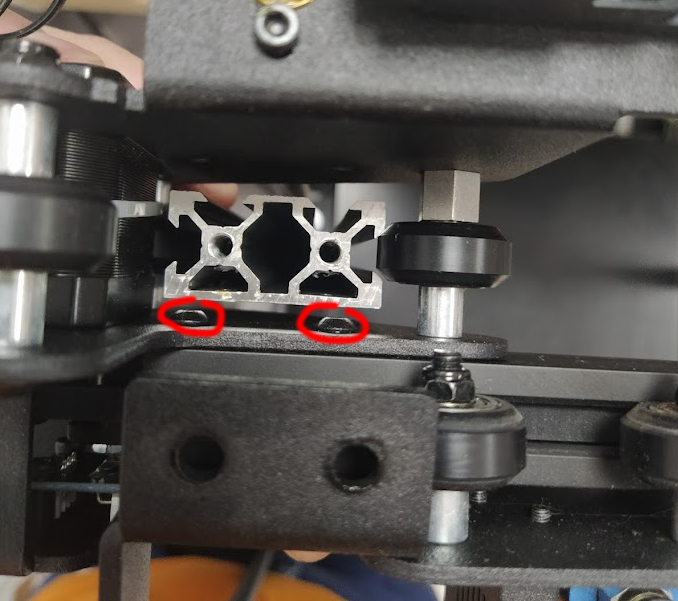
Не менее важно крепление пластин кареток к профилю. Процедура затягивания винтов здесь непроста, приходится снимать профиль X с направляющих Z. Видеоруководство по этой манипуляции для Ender-3 можно посмотреть на канале Creality.
Также необходимо проверить состояние движущихся частей: перемещение по всем осям должно происходить плавно, без дребезга и посторонних звуков. Если каретки принтера оснащены роликами — проверяем их регулировку. Когда каретка или стол двигаются тяжело — регулировочный ролик перетянут, необходимо немного его ослабить. Если ролики отходят от направляющего профиля — требуется усилить прижим.

Например: если направляющая X легко двигается вверх-вниз, это может быть причиной недостаточного прижима роликов к направляющей Z. Кадр из видео с Youtube-канала Creality.

Увеличение прижима эксцентрикового ролика. Кадр из видео с Youtube-канала Creality.
Шаг 2. Проверить ремни
Процедура натяжения ремней отличается на разных принтерах. Самый простой вариант — когда производитель предусмотрел регулировку натяжения без применения инструментов.

Регулировка натяжения ремня X на Creality Ender-3 v2. Фото Creality.com.
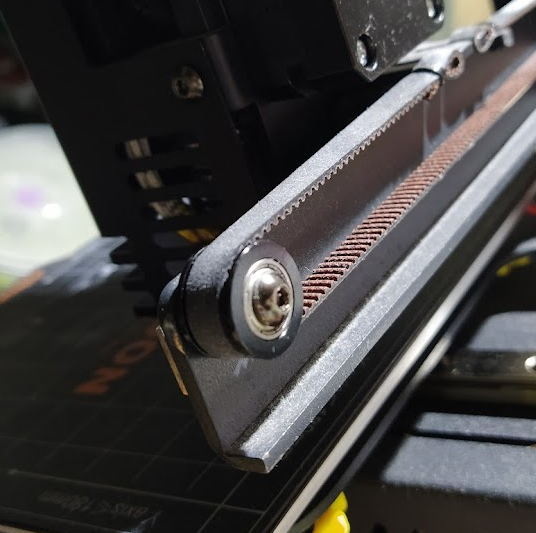
Более распространённый и менее удобный вариант — когда ремень натягивается перемещением крепления ролика, — для регулировки необходимо ослабить винты, вручную сдвинуть крепление и, удерживая его, зафиксировать.

Регулировка натяжения ремня Y на Creality Ender-3 Pro. Ослабить винты, отодвинуть крепление ролика, зафиксировать. Фото Creality.com.
Для популярных моделей 3D-принтеров существуют разработанные сообществом модели винтовых натяжителей ремней.

Модель натяжителя ремня Y для Creality Ender-3. Фото Thingiverse.com.
Встречаются другие способы натяжения ремней, например — сдвигом моторов, как в FlyingBear Reborn. Наконец, в ряде бюджетных принтеров вообще не предусмотрена возможность регулировки натяжения ремней. Пример — Kingroon KP3S. Ремень жестко зафиксирован кабельными стяжками, мотор и ролик не сдвигаются.
Регулировки натяжения ремня не предусмотрено, ролик жестко зафиксирован.
В случае KP3S для усиления натяжения ремня его необходимо снять с одного из креплений, отметить или сфотографировать на всякий случай текущую конфигурацию, удалить кабельную стяжку с помощью кусачек и сдвинуть петлю на один-два зубца.

Фиксация ремня стяжкой на Kingroon KP3S.
Отдельный класс натяжителей — те, что устанавливаются на прямой участок ремня. Они бывают жёсткие, регулируемые и пружинные. Подобные модификации можно установить не везде, поскольку они уменьшают свободный ход ремня и могут повлиять на размер области печати. Пружинные натяжители — не лучший выбор, поскольку они могут «играть» при смене направления движения, изменяя натяжение.
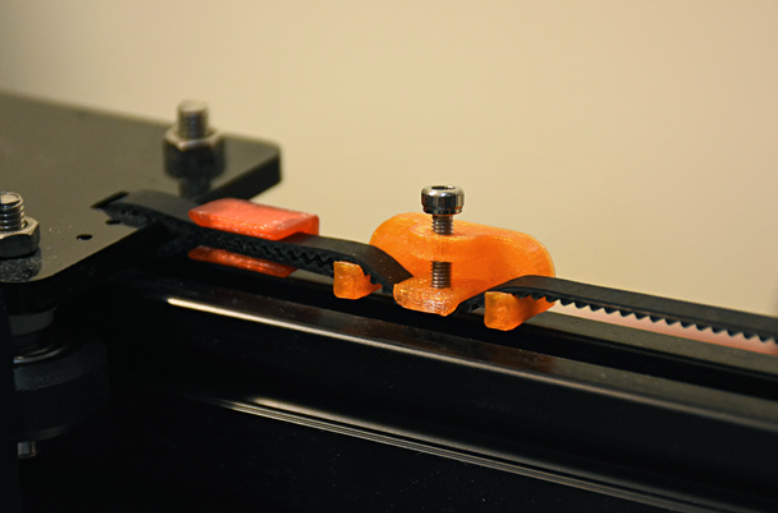
Пример 3D-печатного регулируемого натяжителя ремня. Фото Thingiverse.com.
Чёткую рекомендацию по силе натяжения ремня на любом принтере дать сложно, поэтому обычно руководствуются следующим правилом: если оттянуть правильно натянутый ремень на длинном участке, он должен немного колебаться, но не гудеть, как струна.
Излишнее натяжение ремня может привести к повышенному его износу, деформации узлов принтера и другому дефекту печати — мелкой ряби по всей площади ровных вертикальных поверхностей.
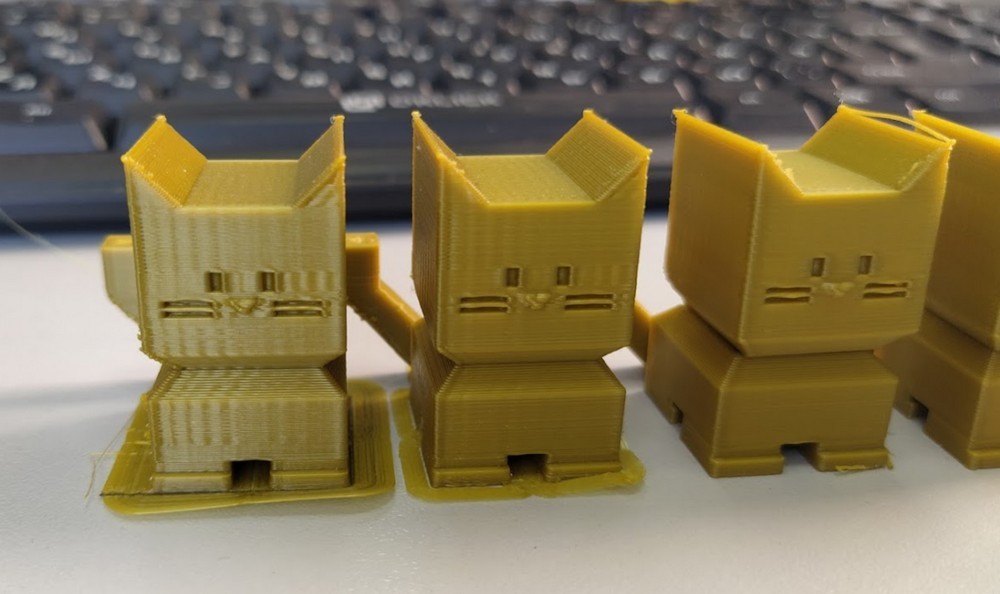
 Эффект от натяжения ремней. Левая модель на верхней иллюстрации — до регулировок. Настройки печати во всех случаях одинаковые.
Эффект от натяжения ремней. Левая модель на верхней иллюстрации — до регулировок. Настройки печати во всех случаях одинаковые.
Шаг 3. Убедиться, что принтер стоит в устойчивом положении
Важно не только состояние принтера, но и то, насколько он хорошо установлен. Если поверхность неровная или шаткая, то совместные или раздельные колебания принтера и опоры также могут негативно повлиять на качество печати. Если принтер «ездит» по поверхности — его можно установить на демпфирующие ножки, резиновый коврик, или уменьшить скорость и ускорения печати, это будет рассмотрено далее.
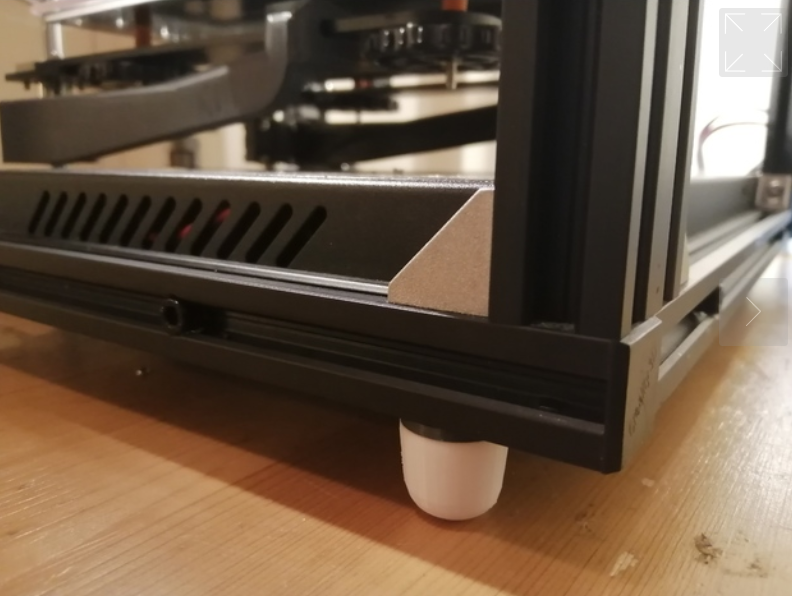 Пример простых демпфирующих ножек под экструдированный профиль. Фото Thingiverse.com.
Пример простых демпфирующих ножек под экструдированный профиль. Фото Thingiverse.com.
Шаг 4. Настроить скорость, ускорения, рывки
На возникновение дефектов печати влияют параметры скорости принтера. Вкратце о том, какой параметр за что отвечает.
Скорость (speed, velocity)
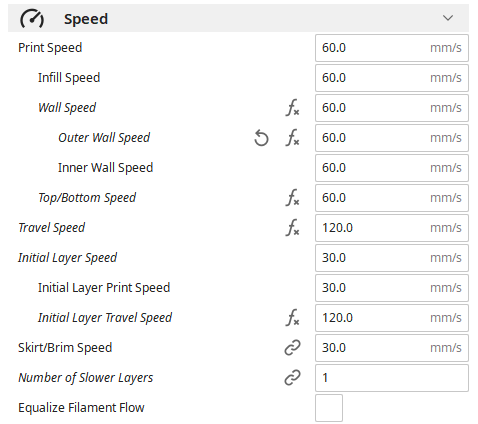
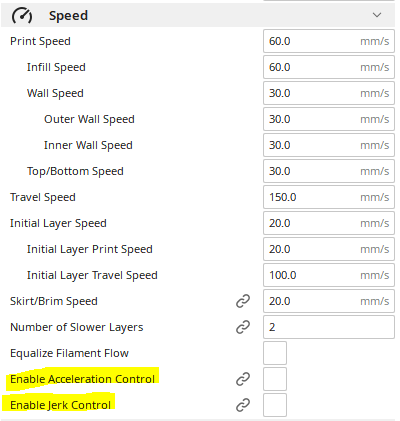
Настройки скорости печати в Cura.
Самый простой параметр, означает скорость перемещения подвижных частей. Измеряется в мм/с.
Ускорение (acceleration)
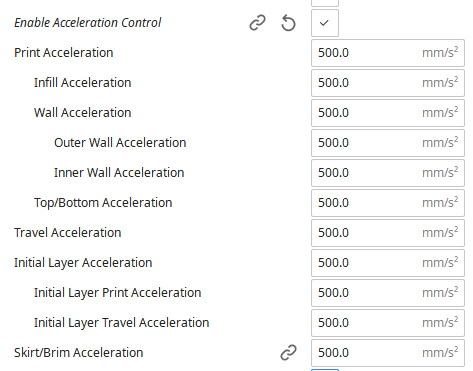
Настройки ускорений в Cura (находятся во вкладке Speed, ниже скорости).
Определяет интенсивность увеличения или уменьшения скорости — разгон или торможение. Например, 1000 мм/с2 означает, что за одну секунду скорость может увеличиться на 1000 мм/с.
Рывок (jerk)
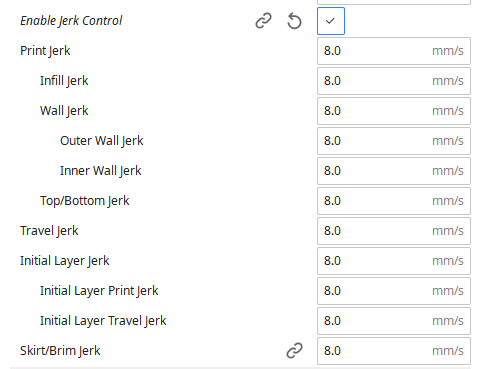
Настройки рывков в Cura (находятся во вкладке Speed, ниже ускорений).
Определяет максимальное изменение скорости, которое принтер может произвести без применения ускорения.
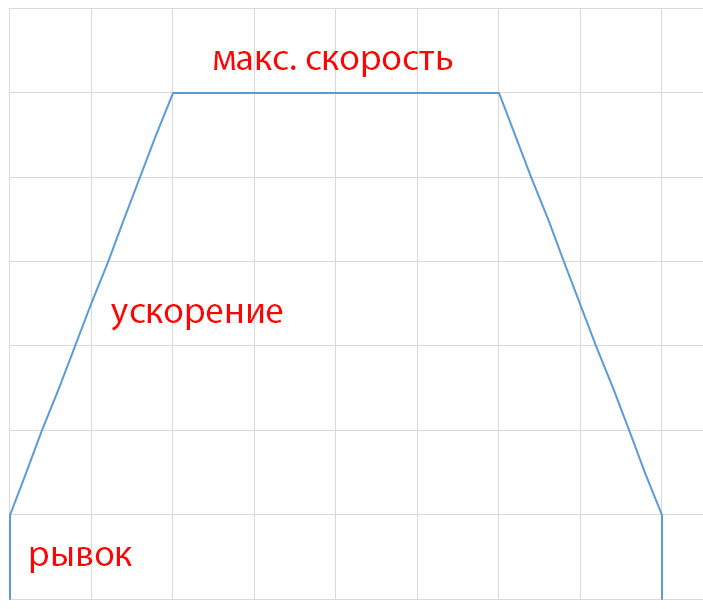
Используется при изменении направления движения: предположим, печатающая головка приближается к углу детали. Скорость снижается в соответствии со значением ускорения до рассчитанного порогового значения, меняется направление, некоторое время движение продолжается с минимальной скоростью и затем начинается разгон.
Абсолютное изменение скорости (учитывая обе оси), от завершения торможения до начала разгона, и есть рывок.
В целом: чем больше рывки, ускорения и скорость, тем быстрее идёт печать и больше вероятность возникновения дефектов. Значение рывков обычно составляет 10-30 мм/с. Параметры ускорений и рывков записаны в прошивке принтера, но могут быть изменены через настройки EEPROM* или с помощью специальной команды в задании на печать.
*EEPROM — постоянная перезаписываемая память, в которой хранится ряд настроек принтера: количество микрошагов моторов на миллиметр перемещения, значения калибровок нагревательных элементов, максимальные скорости перемещения, ускорения и др.
Типичные значения ускорений для бытовых 3D-принтеров составляют 500-5000 мм/с2. Чем больше ускорение, тем быстрее печать, и тем больше требования к жесткости и надёжности конструкции принтера. Для определения максимально допустимых ускорений удобно использовать калибровочную модель, предоставленную плагином Calibration Shapes для Cura. Начиная с версии 1.7 в нём присутствует модель Acceleration tower.
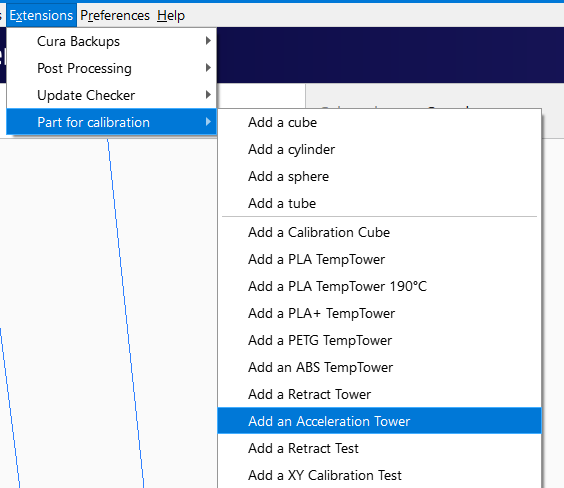
Добавление тестовой модели.
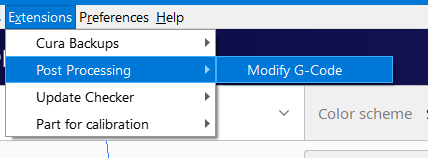
Для тестовой модели необходимо добавить скрипт постпроцессинга.

Скрипт SpeedTower с указанными настройками увеличивает ускорение печати на 1000 каждые 25 слоёв (5 мм при слое 0.2), начальное значение — 2000 мм/с2.
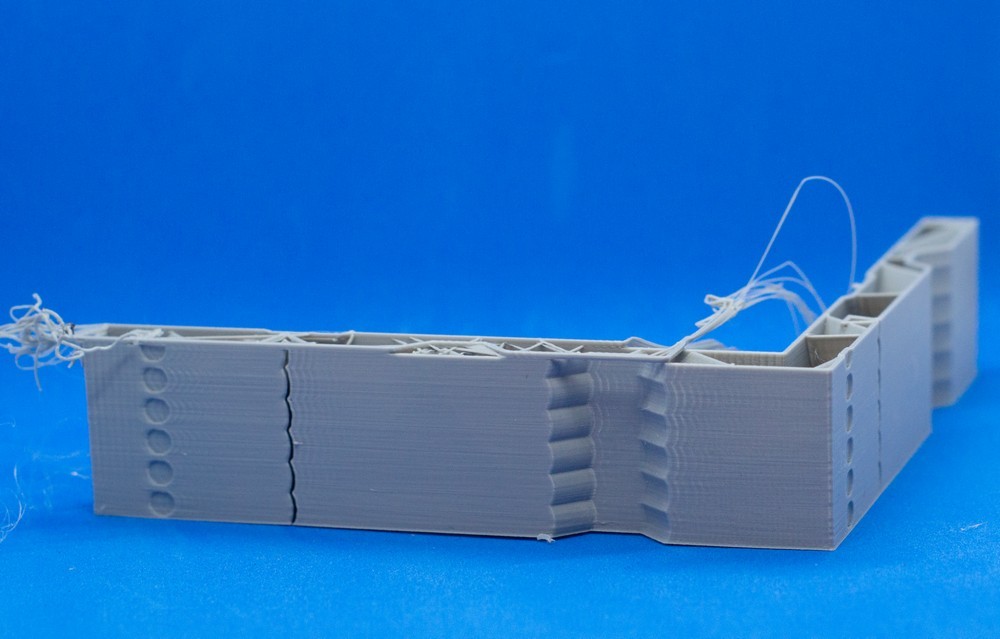
Увеличивать ускорение печати нужно с осторожностью: здесь Kingroon KP3S не справился с 7000 мм/с2, что привело к сдвигу печати по оси Y.
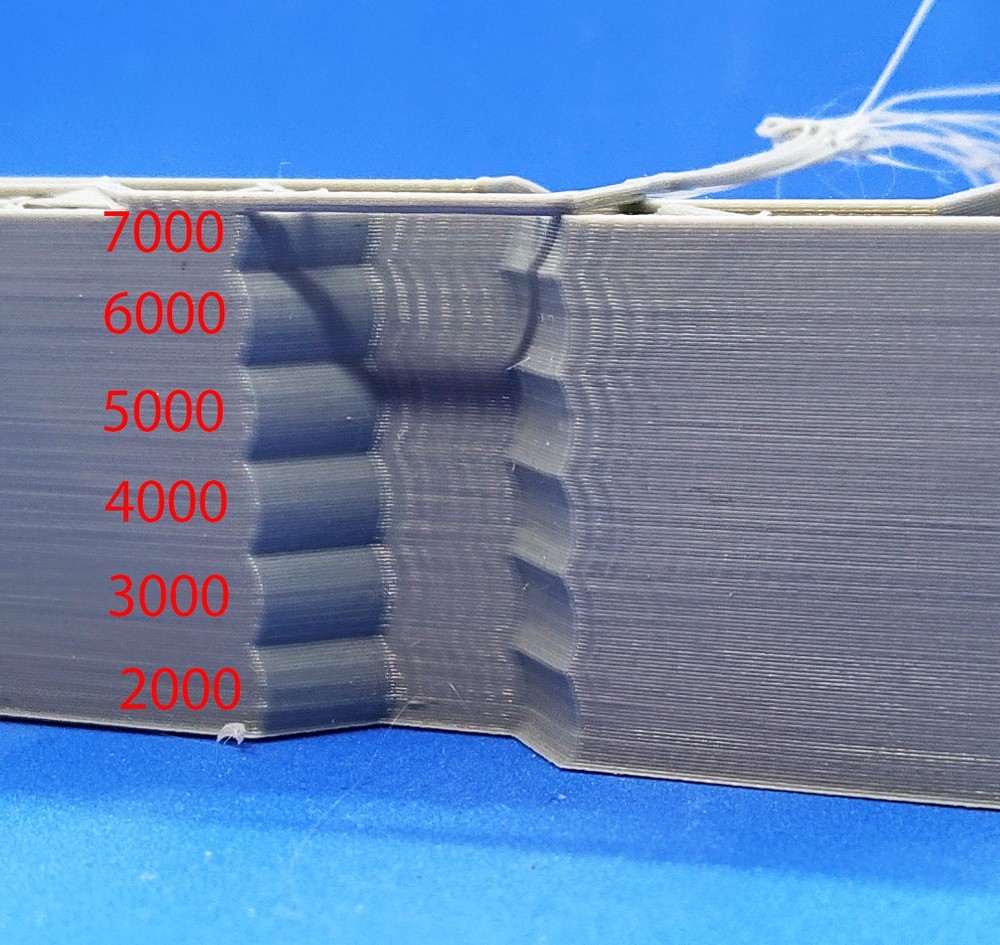 Результаты теста интерпретируем следующим образом: при печати на скорости 60 мм/с на Kingroon KP3S имеет смысл устанавливать ускорение не более 3000 мм/с2.
Результаты теста интерпретируем следующим образом: при печати на скорости 60 мм/с на Kingroon KP3S имеет смысл устанавливать ускорение не более 3000 мм/с2.
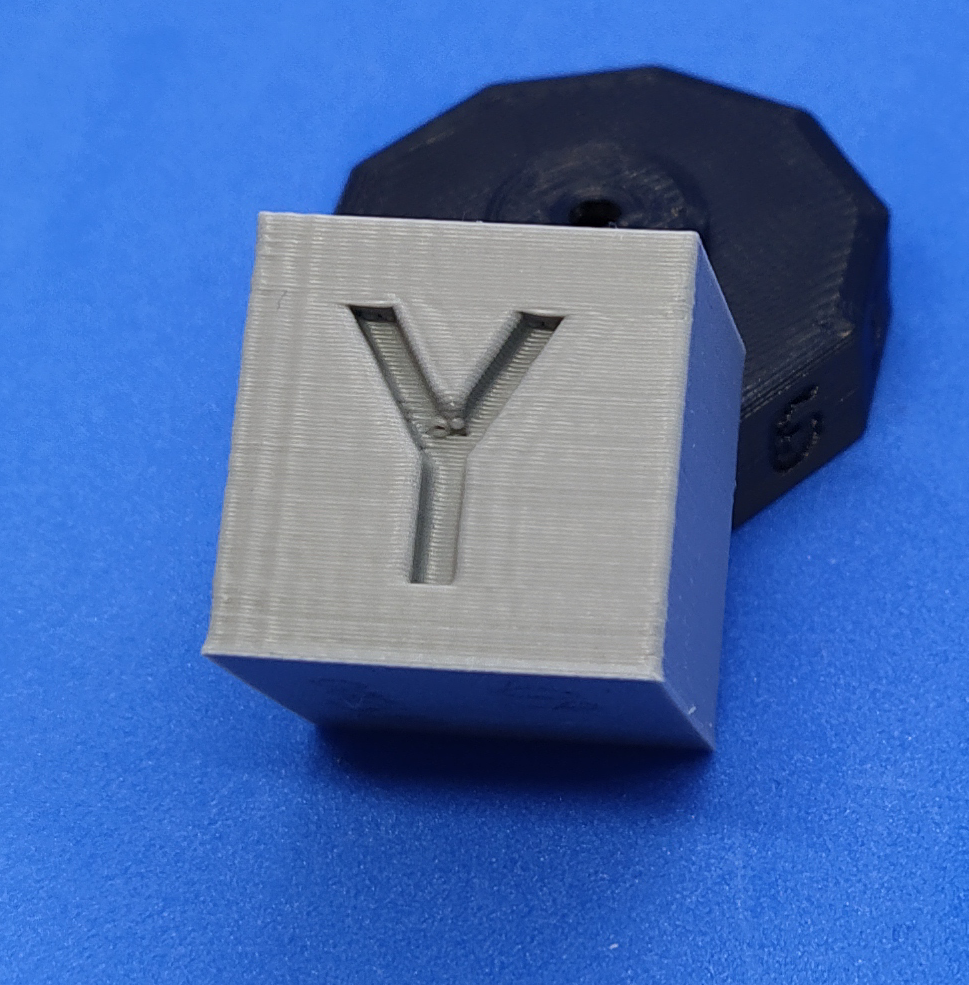
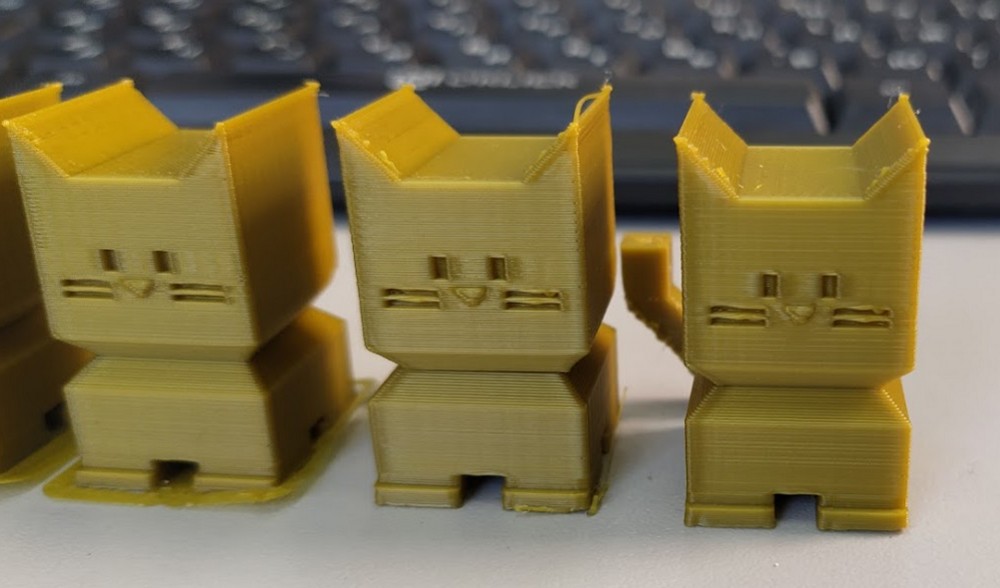
Если экстраполировать на другие скорости печати: картина ряби останется схожей по интенсивности, но на меньшей скорости участок дефекта будет короче, а на большей — длиннее.
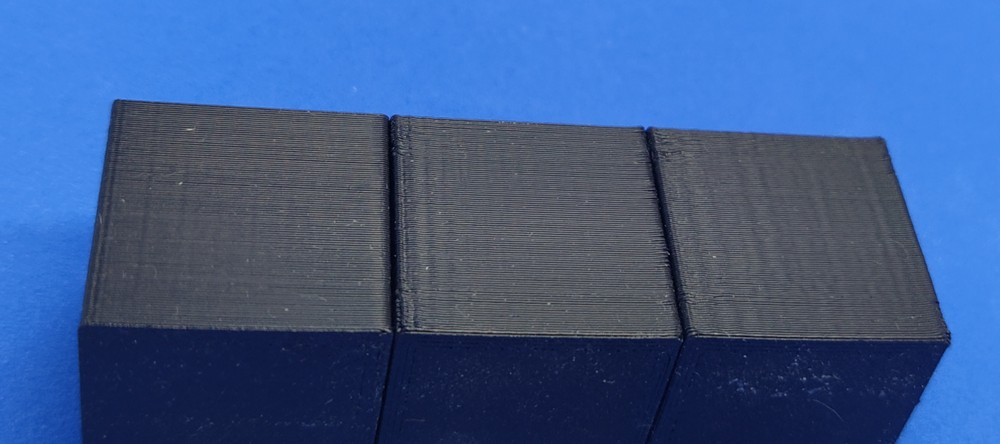
Настройки рывков и ускорений одинаковые. Слева направо: 30 мм/с — рябь слегка различима, 60 мм/с — рябь заметная, 90 мм/с — рябь значительная.
Шаг 5. Сохранение настроек
Настройки ускорений и рывков в Cura применяются непосредственно для подготавливаемого задания. После того, как определены оптимальные значения этих параметров, их целесообразно записать в постоянную память принтера. Если принтер оснащён монохромным графическим экраном (например, как базовая версия Ender-3), в меню присутствуют настройки ускорений и рывков: Control — Motion — Acceleration и Control — Motion — Jerk. После изменения этих параметров необходимо выполнить сохранение: Control — Store Settings.
Если используются значения ускорений и рывков из памяти принтера, в слайсере управление отключается
Получающие все большее распространение графические сенсорные экраны обычно лишены возможности производить тонкие настройки принтера. Для такого случая рассмотрим два альтернативных варианта записи значений ускорений и рывков в постоянную память.
Вариант первый — сформировать вручную управляющий код. Для этого, с помощью простого текстового редактора типа стандартного «Блокнота» Windows, нужно создать текстовый документ, поместить в него команды, сменить расширение файла на .gcode, записать файл на карту памяти и запустить его на печать.
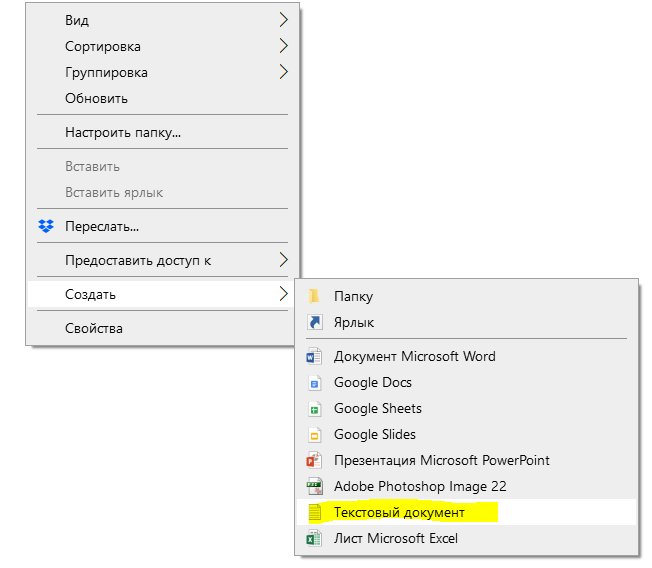
Создание текстового документа.
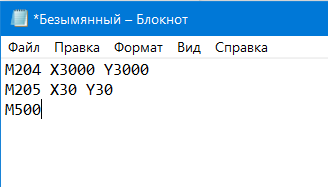
Запись управляющих команд.
Смена расширения файла.
M204 X3000 Y3000
M205 X30 Y30
M500
Первая команда — установить ускорения 3000 мм/с² для осей X и Y. Вторая — рывки 30 мм/с соответственно. Третья — записать в память. Запуск этого файла G-code на печать приведёт к тому, что указанные настройки сохранятся в постоянной памяти принтера. После выполнения этого файла все впоследствии запущенные задания на печать будут выполняться с указанными настройками скорости, ускорения и рывка.
Вариант второй — вставить эти команды в стартовый код слайсера, чтобы они были применены перед началом печати очередного задания.
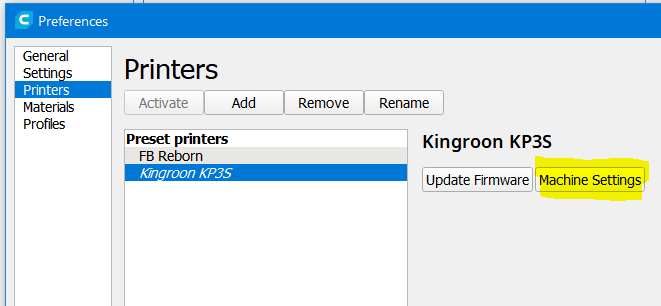
Preferences — Configure Cura — Printers — Machine Settings.
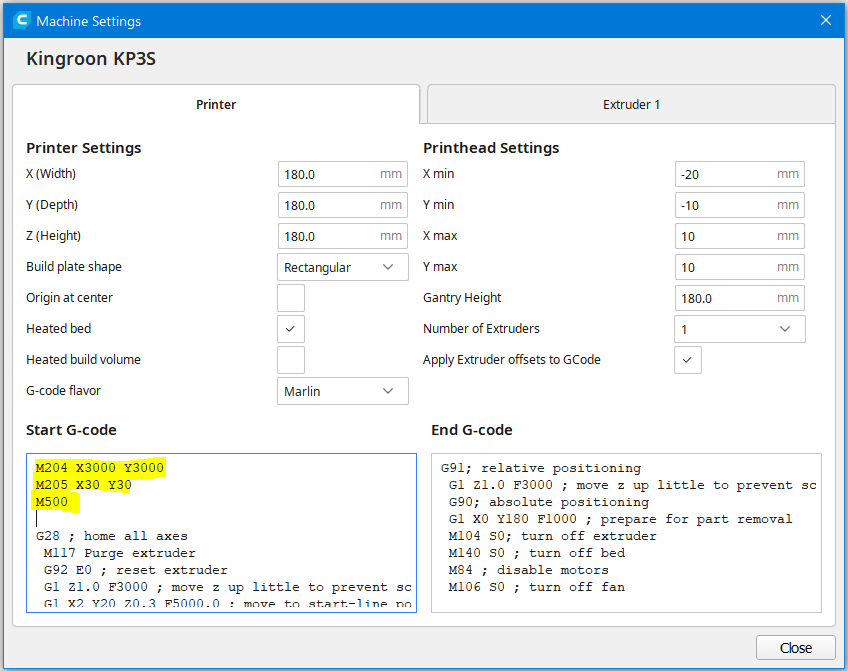
Вставка управляющих команд в стартовый код слайсера.
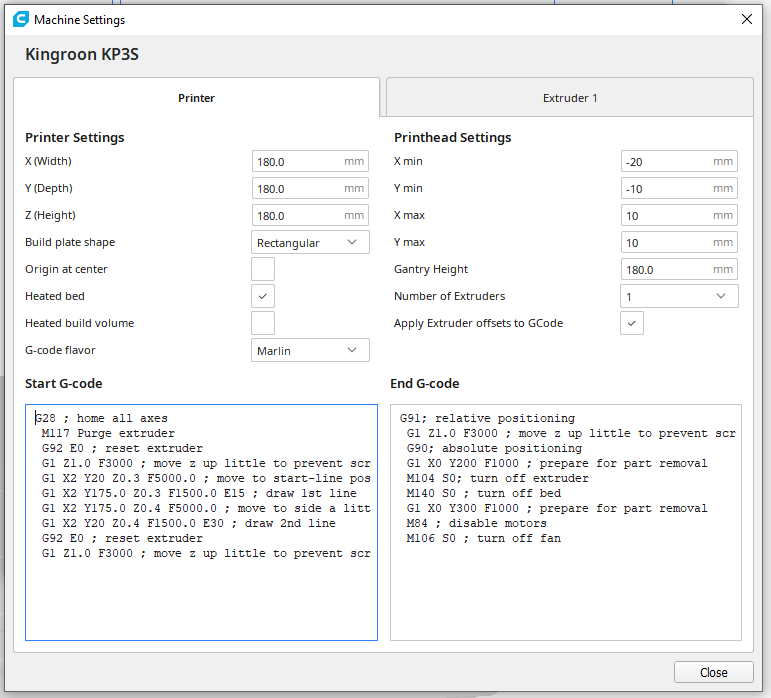
Перед подготовкой следующего задания желательно вернуть стартовый код в изначальное состояние.
Другая рябь
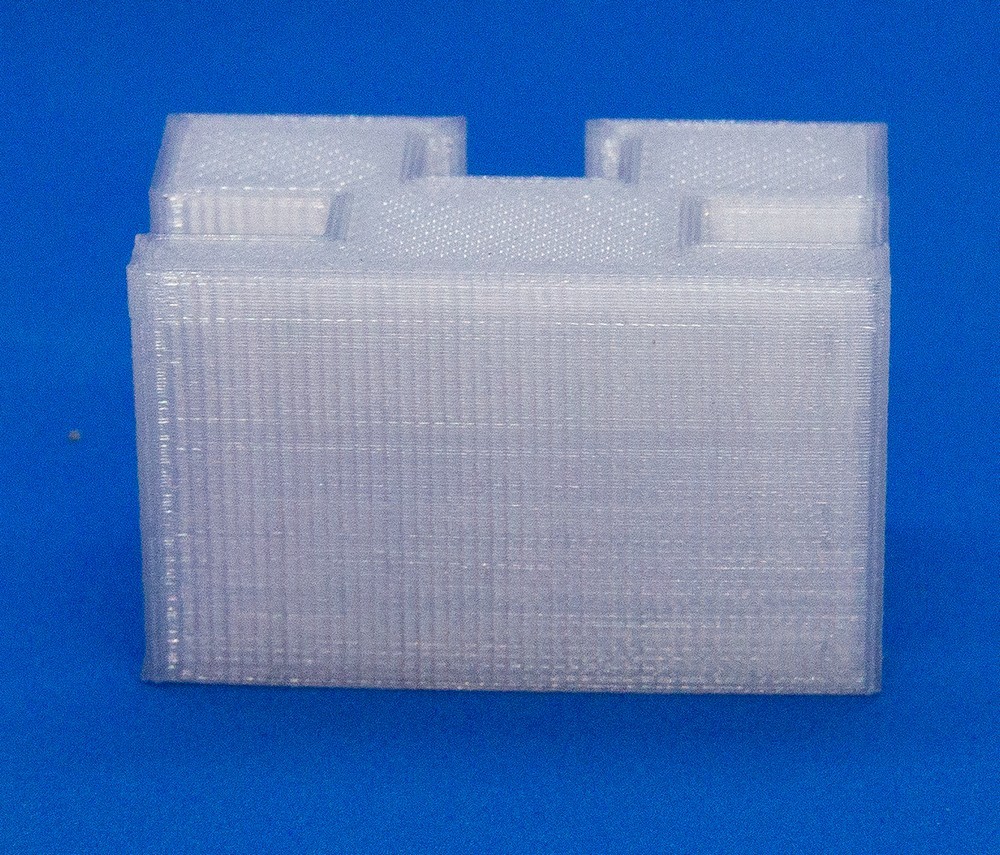
Равномерная рябь, в данном случае вызванная слишком сильно натянутым ремнём.
Существует другой дефект печати, похожий на описанный. Главное отличие: вертикальные волны прямые, не повторяющие контуры отверстий и выступающих частей детали. Также они распределены равномерно по вертикальным поверхностям, а не сосредоточены в местах смены направления движения.
К причинам постоянной ряби относят чрезмерное натяжение ремня, низкое качество шкивов и моторов. Если рябь неравномерная, но периодическая, это может свидетельствовать об износе или повреждении направляющих, линейных подшипников или роликов, в зависимости от конструкции принтера.
Заключение
Дефект в виде затухающей ряби (звон, ringing, ghosting, rippling), хорошо заметный на ровных вертикальных поверхностях, объясняется механическими колебаниями деталей принтера. Для борьбы с рябью необходимо проверить состояние крепежных элементов принтера и натяжение ремней, а затем произвести настройку скорости, ускорений и рывков. Выбирать оптимальные параметры удобно с помощью печати тестовых моделей. Полученные значения можно применять в настройках слайсера или сохранить в постоянной памяти принтера.
Надеемся, наша статья поможет вам печатать качественно и с удовольствием!
Рекомендуемые товары







Оставить комментарий