

Виды 3D-принтеров

В этой статье мы рассказываем вам о существующих видах 3D-принтеров, как по применяемым ими материалам для печати, так и по используемым ими технологиям 3D-печати, а также о соответствующих им разных областях применения.
Содержание:

Фото: goodtopssm.life
Из этой статьи вы узнаете о том, какие бывают 3D-принтеры, чем отличаются технологии 3D-печати и как они работают, какими материалами можно печатать объемные предметы, какие изделия можно получить и где это применяется. ПОсле прочтения статьи вы сможете сориентироваться в рынке 3D-принтеров и подобрать себе подходящий аппарат для реализации ваших целей и решения различных задач.
Чем печатают разные 3D-принтеры, классификация по материалам
Керамика
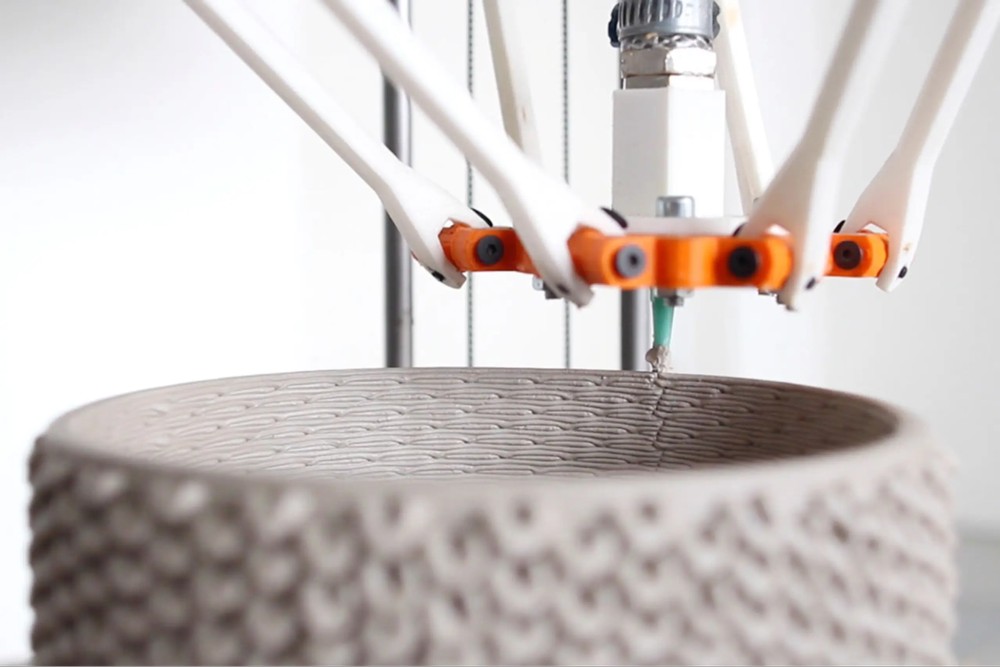 Фото: oliviervanherpt.com
Фото: oliviervanherpt.com
Печатающие керамикой 3D-принтеры делают это по технологиям схожим с FFF и струйной печатью.
В первом случае материал, в виде густого раствора, наносится соплом, рисуя каждый слой, а затем модель обрабатывается термически. Так можно получать декоративные изделия для дома, малые архитектурные формы и тому подобное.
Во втором случае аппарат наносит жидкий раствор, каждый слой которого обрабатывается нагревом. Либо наносит попеременно слои порошка и скрепляющего раствора. Готовая модель, также, подвергается запеканию.
Выполненные по этим технологиям детали обладают большой прочностью и точностью и могут применяться в технике, как непосредственно, так и в качестве форм для литья металлических деталей.
Гипс
 Фото: fifthwater.com
Фото: fifthwater.com
Для 3D-печати гипсом применяются те же технологии, которые используются для печати керамикой:
-
это либо прямая экструзия густого раствора, когда аппарат “выдавливает” его подобно кондитерскому шприцу,
-
либо послойное нанесение жидкого раствора, с последующим закреплением каждого слоя связующим веществом или дегидратации.нагревательными элементами,
-
либо нанесение тонких слоев порошка и связующего вещества между ними.
3D-печать гипсом используется в искусстве, при создании статуй и скульптур, деталей оформления интерьеров, архитектурного декора, и также может быть применена для создания литьевых форм для полимеров и металлов.
Воск
 Фото: flashforge.com
Фото: flashforge.com
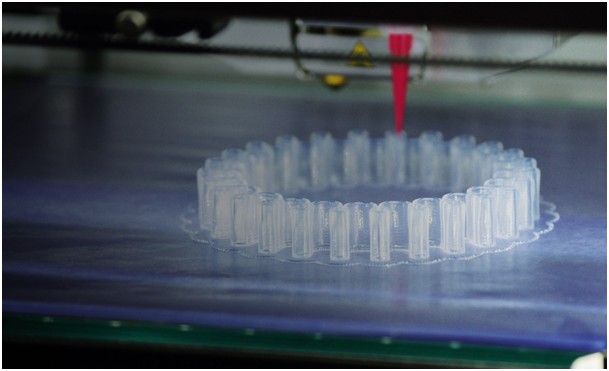
3D-печать воском производится по технологиям MJP и PJP, которые мы подробнее описали ниже. Если кратко: технология такой печати представляет собой послойное струйное нанесение расплавленного воскового материала соплом или массивом сопел, что делает эту технику 3D-печати очень быстрой.
Чаще всего печать воском применяется в ювелирном производстве, для создания восковок изделий под будущее литье, также может применяться и в стоматологии, при производстве металлических мостов и коронок.
Пластик, полимеры, поликарбонат
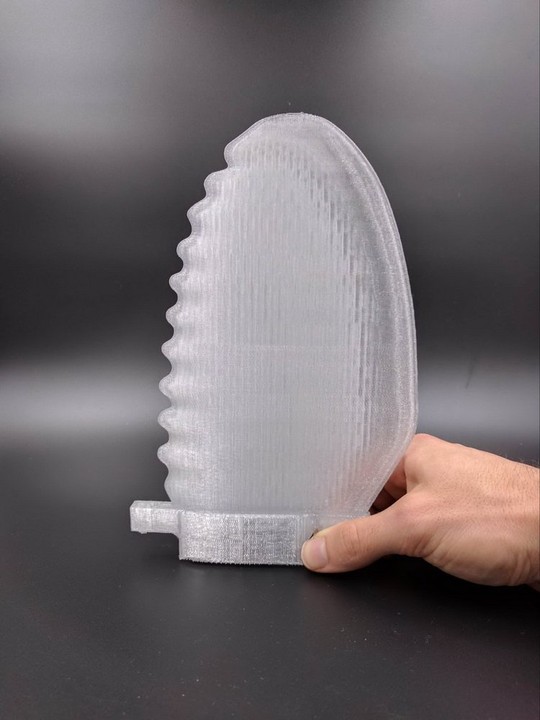 Фото: Palmer Design
Фото: Palmer Design
Для 3D-печати широким ассортиментом полимеров, пластиков разного состава и свойств, используется много видов 3D-печати, начиная с фотополимерной (SLA, DLP, LCD и разноименные их аналоги) и заканчивая самой распространенной в любительском секторе технологией FFF/FDM.
Во всех этих технологиях полимер либо наносится послойно, в расплавленном виде, соплом или несколькими соплами на поверхность, либо отверждается светом из жидкого раствора, лазерным лучом или DLP-проекцией, также слой за слоем.
Дерево, деревосодержащий пластик
 Фото: 3dnatives.com
Фото: 3dnatives.com
Печать деревосодержащим пластиком производится по технологии FDM/FFF. Как и при печати другими пластиками, принтер наносит расплавленный материал на платформу печати, один слой за другим, до формирования целого изделия. Древесный филамент представляет собой обычно PLA с содержащимися в нем равномерно опилками, иначе говоря — древесный материал с PLA в качестве связующего вещества. Напечатанные таким методом детали, после постобработки абразивами (шкуркой) приобретают приятную древесную фактуру и теплоту, их можно покрывать морилкой и лаком, раскрашивать. Этот материал применяется для создания сувениров, игрушек, шкатулок, предметов обихода и произведений искусства.
Металлы: сталь, алюминий, латунь, золото, различные сплавы
 Фото: developmentscout.com
Фото: developmentscout.com
Существует несколько технологий 3D-печати металлами и сплавами. Начиная от печати металлосодержащими полимерными прутками на FDM-принтерах и заканчивая технологией молекулярного осаждения.
Принципиально их можно разделить на несколько групп.
-
Печать металлосодержащими материалами с последующим запеканием, при котором выгорает связующее вещество и металл изделия спекается в единое целое. Осуществляется по разным технологиям.
-
Печать металлосодержащими материалами без последующего запекания. Обычно FDM.
-
Печать непосредственно металлом, например — металлическим порошком, с нагревом его лазером. Есть несколько разных технологий 3D-печати металлами, подробнее о них вы можете прочитать в наших статьях:
Углепластик и другие композиты
Фото: all3dp.com
Печать композитными материалами обычно производится по технологии FFF/FDM. Аппараты для печати такими материалами отличаются от обычных FDM-принтеров тем, что снабжены твердыми соплами и вцелом рассчитаны на работу с более прочным и абразивным материалом, так как армирующие волокна обладают высокой абразивностью и экструдер обычного FDM-принтера могут быстро привести в негодность.
Принцип действия принтера при печати такими материалами специфически не отличается от обычной FDM-печати. За исключением того, что некоторые аппараты способны на непрерывную печать, без отрыва сопла от модели, что дает непрерывность армирующего волокна в напечатанном изделии и делает его особо прочным.
Песок
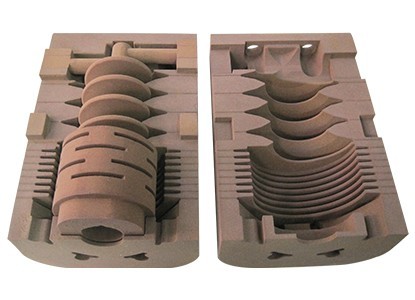 Фото: 3dhub.ru
Фото: 3dhub.ru
3D-печать песком производится обычно по струйной технологии — 3D-принтер наносит тонкий слой песка, разравнивает его, на него наносит слой скрепляющего вещества, обычно полимерного, затем наносится следующий слой песка и операция повторяется до завершения детали. По этой технологии печатают литьевые формы и мастер-модели для последующего литья металлов, эта технология применяется в машиностроении. Например — при выплавке картеров двигателей в экспериментальном производстве и при разработке. Узнайте больше о печати песком.
Полиамид

Полиамид (PA) это один из самых распространенных в применении бытовых полимеров.

В частности, из него состоит нейлон — одно из самых применяемых в производстве одежды синтетических веществ. Этим пластиком обычно печатают по технологии FFF/FDM и SLS.
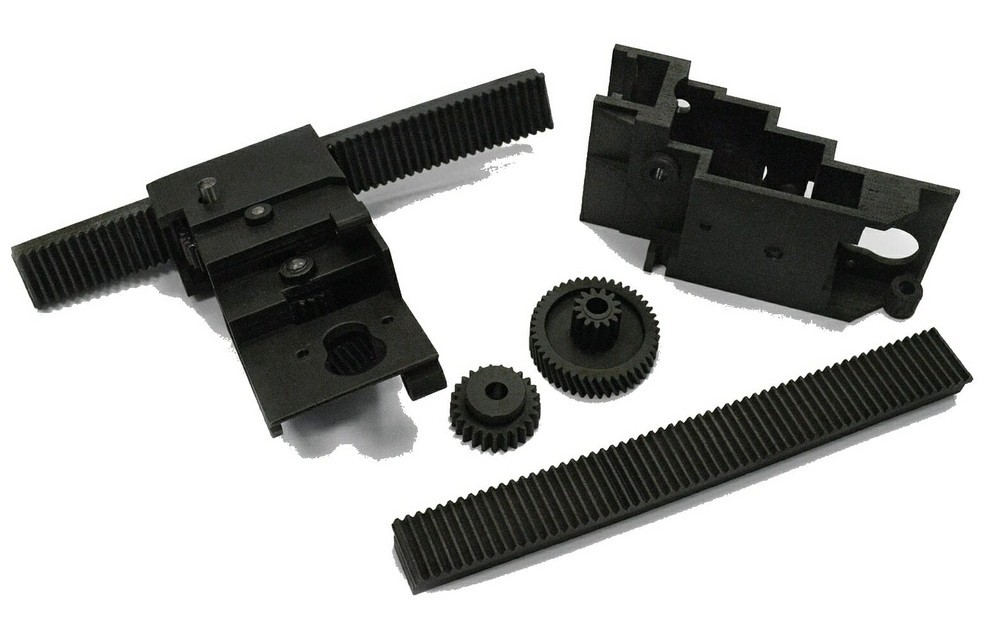
Изделия из полиамида прочны на разрыв и на истирание, поэтому часто из него делают не только корпусные детали, но и, например, шестеренки для миксеров и других бытовых приборов.
Резина
 Источник: vk.com
Источник: vk.com
Резиноподобными по механическим свойствам пластиками обычно печатают по технологиям FDM и SLA. Изделия из них используются как демпфирующие прокладки в разных устройствах и как детали везде, где от них требуется эластичность или упругость.
Силикон
При 3D-печати силикон расплавляется и подается через экструдер на платформу печати в жидком виде, принтер укладывает его капли друг на друга и так формирует изделие. Так как для получения твердой формы силикону необходима вулканизация, во время 3D-печати ее заменяет интенсивная засветка ультрафиолетом — под воздействием излучения в силиконе образуются молекулярные связи и материал становится твердым.
Изделия из силикона применяются в технике и медицине, на тех участках, где необходимы его свойства, такие как устойчивость к широкому диапазону температур, упругость и прочность, высокие гигиенические качества.
В медицине силикон также применяется при создании имплантов и внешних протезов разных органов, о чем вы можете узнать подробнее, прочитав одну из наших предыдущих статей “Печать силиконом на 3D-принтере”
Технологии 3D-печати
SLA, стереолитография, стереолитографические принтеры
 Фото: Tom's Hardware
Фото: Tom's Hardware
Лазерная стереолитография представляет собой технологию 3D-печати, при которой лазерный луч полимеризует жидкий фотополимер до твердого состояния, послойно создавая изделие из него на платформе 3D-принтера, опускающейся в ванночку с фотополимером и поднимающейся для создания каждого слоя на толщину этого слоя.
Это происходит так:
-
В прозрачную ванночку 3D-принтера налит фотополимерный состав, под ванночкой проецирующее устройство, сверху над ванночкой платформа,
-
Платформа опускается в ванночку и замирает над ее дном на высоте толщины слоя будущего изделия,
-
Лазерный луч бьёт снизу, сквозь дно, “рисуя” между дном ванны и платформой слой изделия, который, затвердевая, прилипает к платформе;
-
Платформа, вместе с образовавшимся слоем, отрывается от дна ванночки и опускается вновь, оставляя между дном и предыдущим образовавшимся слоем ровно такие расстояние, которое заполнит следующий слой,
-
Лазер рисует следующий слой, полимер затвердевает, новый слой соединяется с предыдущим, операция повторяется,
-
Последовательность повторяется до тех пор, пока не будет завершено многослойное изделие,
-
Изделие отделяется от платформы, промывается от остатков жидкого полимера в изопропиле, подвергается финальному “запеканию” ультрафиолетом до набора полной прочности.
DLP

Фото: @jaydonald.live в Instagram
Технология полностью повторяет SLA, за исключением того, что слой образуется засветкой не лазерным лучом, а проектором. Так как проектор проецирует изображение слоя целиком, а не “рисует” как лазерный луч, скорость печати по технологии DLP быстрее, в этом ее преимущество перед SLA. Но есть преимущество и у SLA перед DLP — луч лазера движется плавно, а на DLP-проекции есть пиксели, поэтому SLA-изделия имеют более гладкую поверхность.
MJP, PJP

MJP и PJP это технологии струйной послойной печати, очень похожие между собой, но имеющие некоторые отличия, которые мы рассмотрим ниже.
Основные различия между многоструйной печатью (MJP) и полиструйной печатью (PJP) заключаются в используемых для печати материалах, их свойствах и методах последующей обработки.
Обе технологии связаны со струйной печатью, при которой жидкий материал, фоточувствительные полимерные смолы, наносится в процессе струйной печати и отверждаются воздействием ультрафиолетового света.
Различия технологий, в основном, заключаются в разных используемых материалах, методах постобработки поверхностей полученных при печати изделий, точности и применении.
Многоструйная печать (MJP)
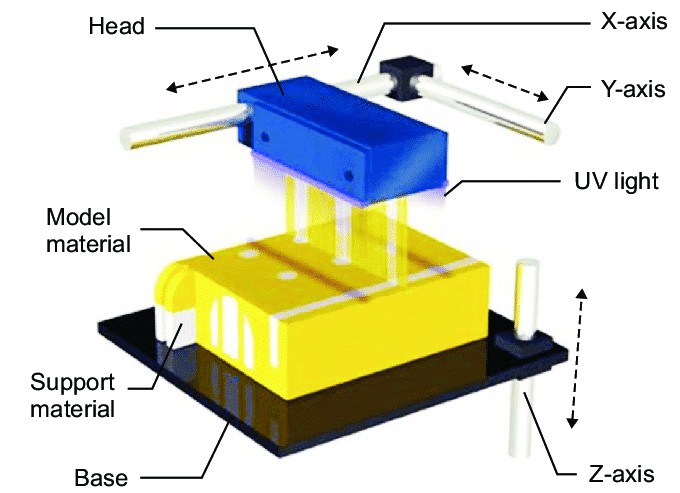
Многоструйная печать (MJP) — это технология струйной печати на основе смолы, в которой основными компонентами являются строительный материал и вспомогательный материал. Используя MJP, мы можем печатать разными материалами, но невозможно напечатать несколькими материалами одно изделие. MJP используется для создания деталей, моделей и форм с исключительной детализацией, что позволяет печатать с его помощью множество разных деталей, применяемых в самых разных областях.
Эти принтеры имеют высокое разрешение, экономичны и просты в эксплуатации. Поддерживающий материал легко удаляется, его можно расплавить или растворить, что упрощает задачу последующей обработки.
Операции постобработки растворением, без использования ручного труда, помогают получить сложные, деликатные детали и легко очищать полученное изделие от материала поддержки без повреждений. Операции постобработки таких изделий включают в себя: конвекционную сушку, ультразвуковую ванну, ванну с минеральным маслом, промывку теплой мыльной водой.
Полиструйная печать (PJP)
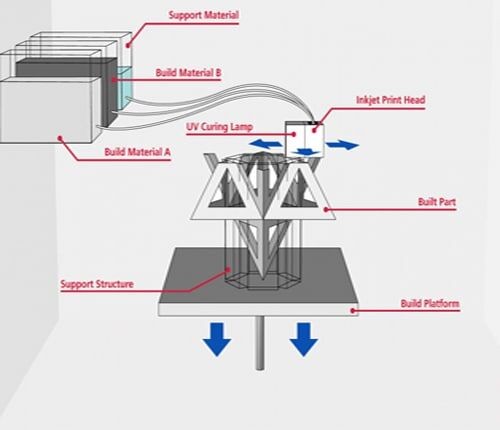
Poly Jet Printing (PJP) также представляет собой технологию струйной печати материалом на основе смолы (жидкого полимера), при печати по этой технологии две или более струйные головки наносят фотополимерную смолу слоями для создания изделия. Используя PJP, мы можем напечатать прототип из нескольких материалов за один сеанс печати. PJP применяется для создания моделей литья по выплавляемым моделям, при изготовлении протезов конечностей, в деятельности зуботехнических лабораторий и других областях.
Принтер PJP обеспечивает получение точной, аккуратной и гладкой поверхности. В PJP используются не только стандартные фотополимеры, но и другие материалы, такие как: прозрачные, резиновые, биосовместимые и особо прочные термопласты.
Поддерживающий материал представляет собой гелеобразное вещество, которое легко смывается. .Для придания эстетичного внешнего вида конечному изделию используются такие операции постобработки, как шлифовка, водоструйная обработка, нанесение покрытий.
Различия в свойствах и применении
|
Свойство |
Многоструйная печать (MJP) |
Полиструйная печать (PJP) |
|
Толщина слоя |
0,032 мм |
0,06-0,08 мм |
|
Объем печати |
294 х 211 х 144 мм |
255 х 252 х 203 мм |
|
Точность |
±20 микрон |
±30 микрон |
|
Используемые материалы |
фотоотверждаемые смолы, литьевые восковые материалы |
фотополимерные смолы |
|
Ограничения |
ограничено одним цветом и материалом в одной сборке, из-за масляной ванны при постобработке некоторые свойства строительного материала могут отличаться |
острые края слегка закруглены, опорный материал создает альтернативное качество поверхности |
|
Применение |
Разработка моделей, концептуальных прототипов и т.д. |
Прототипы для литья по выплавляемым моделям, изделия из разных материалов |
Образцы деталей
 Многоструйная печать
Многоструйная печать
 Полиструйная печать
Полиструйная печать
FDM, FFF
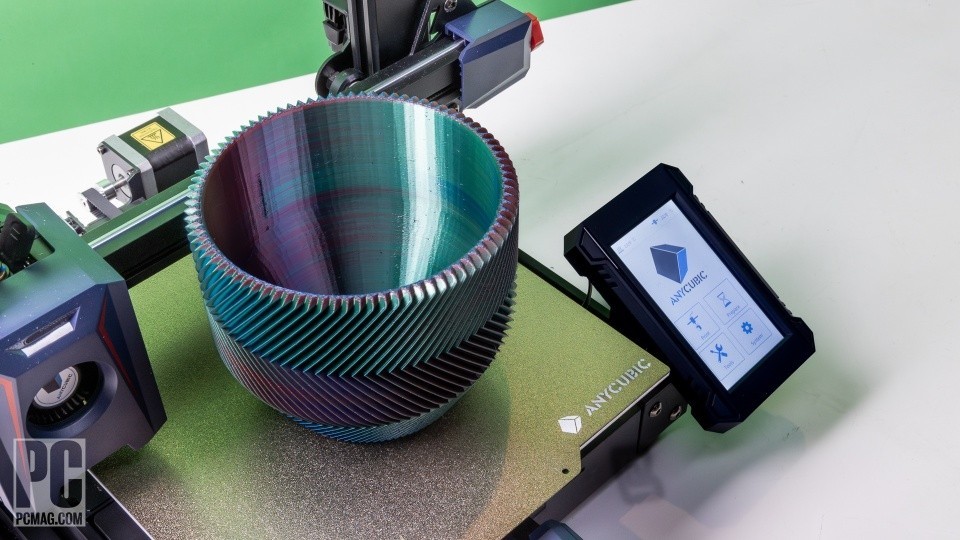
Фото: Joseph Maldonado
При производстве деталей по технологии размещения расплавленного материала, более всего известной как FDM и FFF и являющейся самой распространенной в любительской печати, 3D-принтер печатает пластиками:
-
Материал в виде пластикового прутка (как правило) или гранул (реже) подается к печатной головке,
-
Нагревающий элемент печатной головки расплавляет материал и подает его через сопло,
-
Расплавленный материал выходит из сопла тонкой струей и поступает на поверхность платформы печати,
-
Печатная головка, состоящая из привода прутка и экструдера, в свою очередь состоящего их нагревательного элемента и сопла, передвигается во время экструзии над платформой по системе координат в двух измерениях — пластик в расплавленном виде поступает на платформу, или на предыдущий нанесенный слой, где также застывает под действием охлаждения, образуя “рисунок” слоя изделия,
-
Такая операция повторяется слой за слоем, до получения изделия.
Напечатанные по этой технологии изделия могут быть подвергнуты механической или химической постобработке, включая полировку и нанесение покрытий, или использоваться как есть.
Отличие FDM от FFF заключается в применении закрытой термокамеры — у FDM она есть, у FFF её нет. Но часто оба вида принтеров называют FDM.
Термокамера нужна для более простой печати требовательными к температурному режиму материалами, ее применение исключает растрескивание и коробление детали в процессе печати от перепадов температуры.
SLM
Принцип работы технологии 3D-печати SLM заключается в нанесении на горизонтальную поверхность камеры печати металлов в виде мелкодисперсного порошка и последующем создании слоя детали лучом лазера, который расплавляет порошок, образуя из его частиц цельный слой металла. Следующий слой порошка наносится так, что покрывает предыдущий сверху на толщину следующего слоя детали, сверху проходит разравнивающий валик, а затем лазер сплавляет новый слой. Эта операция происходит слой за слоем, до завершения детали.
LCD

LCD или масочная технология представляет собой полный аналог описанных выше технологий 3D-печати фотополимером SLA и DLP, с одним лишь отличием: источником засветки и происходящей по её причине полимеризации фотополимерной смолы тут является не лазер или проектор, а проходящий сквозь “маску” — жидкокристаллическую матрицу, — свет от светодиодной матрицы. В остальном эти технологии идентичны. Качество поверхностей, получаемых у изделий напечатанных по этой технологии, полностью зависит от разрешения ЖК-матрицы.
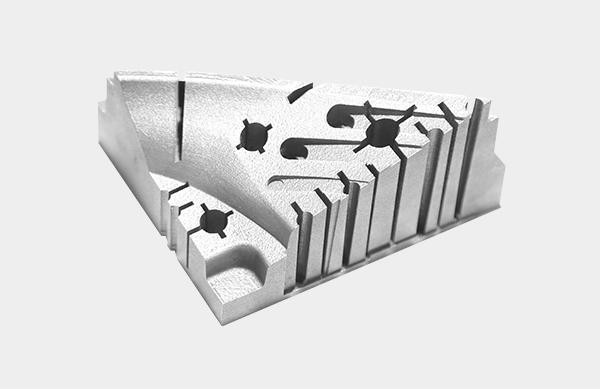
SLS
 Фото: деталь системы обогрева самолёта
Фото: деталь системы обогрева самолёта
По устройству технология SLS почти полностью идентична SLM, а потому их часто путают и называют именами друг друга. Но SLS — Selective Laser Sintering, — работает в том числе и с полимерными порошками, а они не расплавляются в процессе печати, а спекаются, отсюда и разница в названии (Sintering — спекание, Melting — плавление).
Из-за разницы в используемом материале эта технология может работать и с применением менее мощных лазеров, чем SLM, которой обязательно надо расплавить металлический порошок.
Как сырье использует, как правило, порошок нейлона, из которого получаются очень прочные детали, а особенности технологии, позволяющие создавать детали без поддержек и во всем объеме камеры печати, делают процесс значительно более производительным и имеющим больше возможностей, по сравнению с FDM.



Оставить комментарий