

3D-принтеры по металлу, технологии и стоимость

В этом подробном гиде мы рассмотрим основные принципы технологий 3D-печати металлами, расскажем о разнице между ними и приведем примеры применения. Прочитав эту статью, вы узнаете об их преимуществах и ограничениях. Читайте статью и смотрите видео о 3D-печати металлами.
Содержание:
- SLM & DMLS: в чем разница
- Как работает 3D-печать металлами
- Характеристики SLM & DMLS
- Адгезия между слоями
- Область поддержки и ориентация деталей
- Полые секции и облегченные конструкции
- Расходные материалы для SLM и DMLS
- Другие технологии
- Постобработка
- 3D-принтеры для печати металлами:
- Промышленные 3D-принтеры для печати металлами:
- Своими руками: 3D-принтер по металлу для дома
- Плюсы и минусы 3D-печати металлами
- Выводы
SLM & DMLS: в чем разница
Выборочное лазерное плавление (SLM) и прямое лазерное спекание металлов (DMLS) являются двумя процессами аддитивного производства, которые относятся к семейству трехмерной печати порошковым слоем. Эти две технологии имеют много общих черт: обе используют лазер для спекания или выборочного плавления частиц металлического порошка, связывая их вместе и создавая слои изделия, один за другим.
Различия между SLM и DMLS сводятся к основам процесса склеивания частиц (а также к патентам): в SLM лазер расплавляет металлический порошок, а в DMLS частицы порошка нагреваются меньше и спекаются между собой, не переходя в жидкую фазу.

Основное отличие DMLS от традиционных технологий производства металлических деталей в том, что DMLS-принтер создает объекты без остаточных внутренних напряжений, которые могут снижать качество металлических компонентов изготовленных литьем и штамповкой. Это важно для деталей производимых для автомобильной и аэрокосмической отрасли, так как они должны выдерживать высокие нагрузки.
В SLM лазер расплавляет каждый слой металлического порошка, и перепады температур могут приводить к возникновению внутренних напряжений в детали, что потенциально может сказаться на ее качестве, хоть и в меньшей степени чем, например, при литье. В этом вопросе преимущество SLM перед традиционными технологиями меньше, чем преимущество DMLS. С другой стороны, спеченные по технологии DMLS детали уступают в монолитности и запасе прочности деталям напечатанным по методу SLM.
Технологии похожи до степени смешения, как по принципу действия, так и по используемым техническим решениям, потому некоторые 3D-принтеры способны печатать по обеим методикам.
Обе технологии, SLM и DMLS, используются в промышленности для создания деталей для различных областей машиностроения. В этой статье мы используем термин «3D-печать металлами» для обозначения обоих процессов в целом, и описываем их основные механизмы, что поможет инженерам и дизайнерам в понимании преимуществ и ограничений технологии.
Расскажем и о других технологиях 3D-печати металлами, менее распространенных, таких как электронно-лучевое плавление (EBM) и ультразвуковое аддитивное производство (UAM).
Тем, кто начинает работать с 3D-принтерами, печатающими металлами, нужно ознакомиться с кратким пособием, чтобы избежать основных ошибок в проектировании 3D-печатных металлических конструкций и деталей из металла. Здесь мы делаем акцент на технологиях лазерной обработки металлического порошка — DMLS и DMLM.
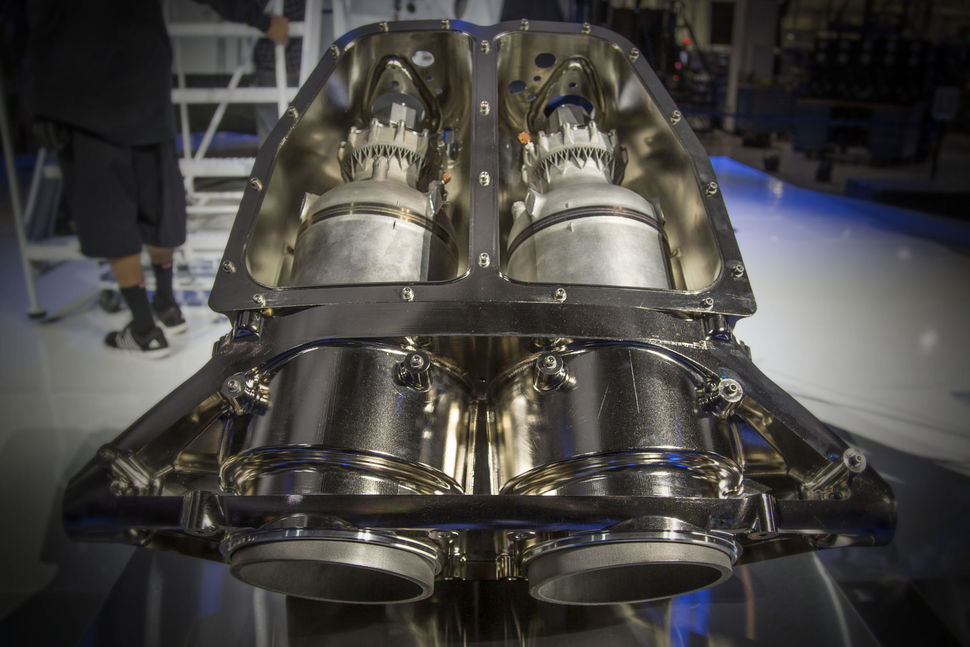
Процесс печати SLM / DMLS:
Более подробно о методе SLM Вы можете прочитать в нашей статье.
Как работает 3D-печать металлами
Процессы изготовления деталей по технологиям SLM и DMLS очень схожи.
Основные этапы:
-
Камеру построения сначала заполняют инертным газом (например, аргоном) для минимизации окисления металлического порошка, а затем нагревают до оптимальной температуры производства.
-
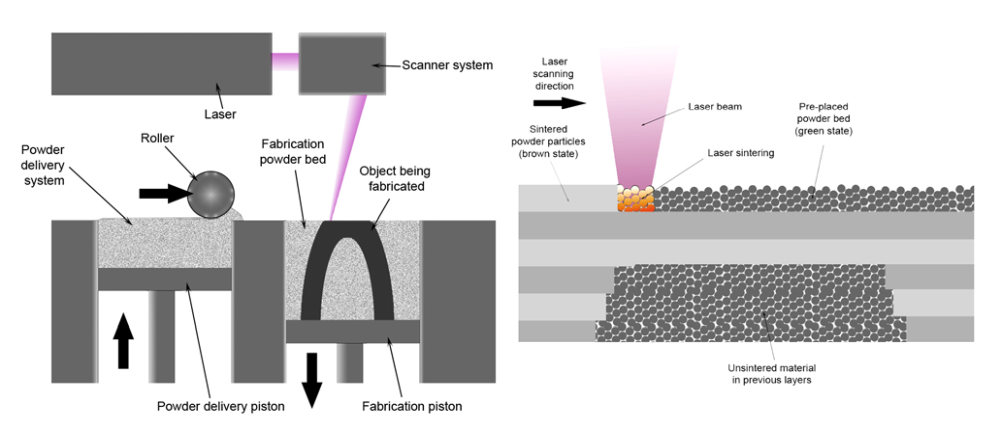
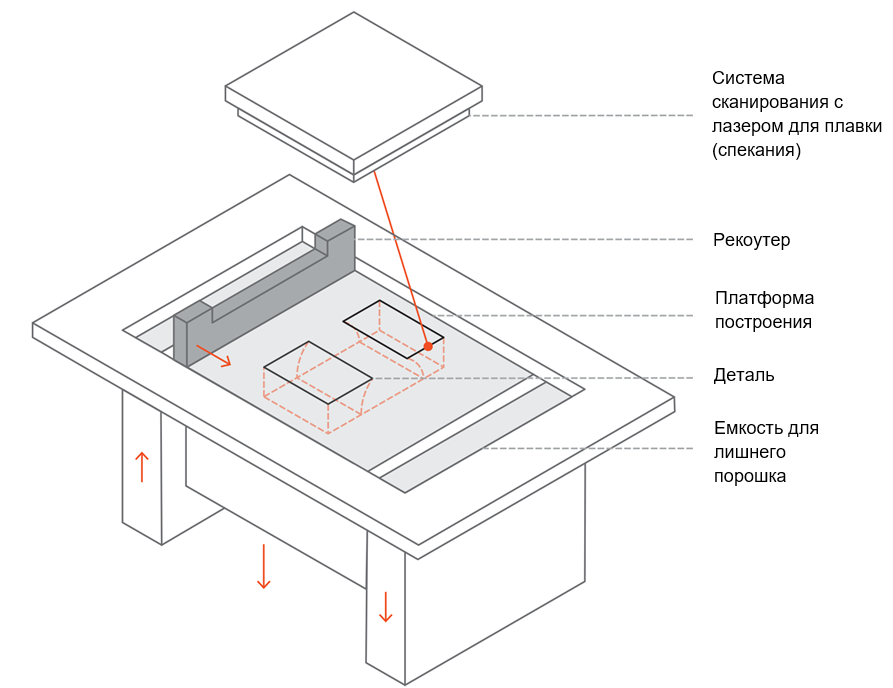
Тонкий слой металлического порошка распределяется по платформе построения, а высокомощный лазер сканирует поперечное сечение компонента, плавя или спекая вместе металлические частицы и создавая следующий слой. Вся область модели подвергается обработке, поэтому деталь сразу твердая.
-
После завершения формирования слоя, платформа построения опускается на толщину слоя и рекоутер наносит следующий слой порошка. Процесс повторяется до завершения всей детали.
Когда процесс печати завершается, детали полностью находятся в металлическом порошке. В отличие от процесса спекания полимерного порошкового слоя (такого как SLS), детали прикрепляются к платформе построения с помощью области поддержки. Области поддержки строятся с использованием того же материала, что и деталь, их необходимо использовать для избегания деформации и искажений, которые могут возникнуть из-за высоких температур обработки.
Когда камера построения остывает до комнатной температуры, неизрасходованный порошок вручную удаляется, а детали обычно подвергаются дополнительной термической обработке для снятия остаточных напряжений, затем удаляют поддержки. Детали отделяются от платформы построения и готовы к использованию или последующей обработке.
Схема принтера SLM / DMLS:
Характеристики SLM & DMLS
Параметры принтера
В SLM и DMLS почти все параметры процесса устанавливаются производителем принтера. Высота слоя, используемого в 3D-печати металлами, колеблется обычно от 20 до 50 микрон и зависит от свойств материала.
Стандартная область 3D-печати металлами варьируется около 250 x 150 x 150 мм, доступны принтеры и с большей областью печати, около 500 x 280 x 360 мм. Точность размеров, которую может достичь 3D-принтер для печати металлами, составляет приблизительно ± 0,1 мм.
Металлический порошок в SLM и DMLS используются повторно: обычно менее 5% уходит в отходы. После каждой печати неиспользованный порошок собирают, просеивают и затем смешивают с новым материалом, до состава необходимого для следующей печати. В отходы идут, в основном, поддержки.
Небольшое серийное производство рамы велосипеда с использованием SLM. Предоставлено: Renishaw и Empire Cycles.

Адгезия между слоями
Металлические детали, изготовленные методами SLM и DMLS, имеют почти изотропные механические и термические свойства. Они твердые, с очень небольшой внутренней пористостью (менее 0,2-0,5%).
Металлические 3D-печатные детали имеют более высокую прочность и твердость и часто более гибкие, чем детали, изготовленные традиционным способом. Однако они более склонны к усталости.
Например, посмотрите в таблице ниже на механические свойства 3D-печатного сплава AlSi10Mg EOS и литого сплава A360. Эти два материала имеют очень похожий химический состав, с высоким содержанием кремния и магния. 3D-печатные детали имеют превосходные механические свойства и более высокую твердость по сравнению с литым материалом.
Из-за гранулированной формы порошка, шероховатость поверхности (Ra) металлической 3D-печатной детали составляет примерно 6-10 мкм. Эта относительно высокая шероховатость поверхности может частично объяснить более низкую усталостную прочность сплава.
Сравнение механических свойств отдельных разновидностей 3D-печатных и литых деталей:
|
Основные характеристики |
AlSi10Mg (3D-печатный сплав) |
A360 (Литой сплав) |
|
Предел текучести (деформация на 0,2%) |
XY: 230 MPa Z : 230 MPa |
165 MPa |
|
Прочность на растяжение |
XY: 345 MPa Z : 350 MPa |
317 MPa |
|
Модуль |
XY: 70 GPa Z : 60 GPa |
71 GPa |
|
Удлинение при разрыве |
XY: 12% Z : 11% |
3.5% |
|
Твердость |
119 HBW |
75 HBW |
|
Усталостная прочность |
97 MPa |
124 MPa |
Область поддержки и ориентация деталей
Области поддержки при 3D-печати металлами требуются всегда, из-за очень высокой температуры обработки, и они обычно строятся с использованием решетчатой структуры.
Область поддержки в 3D-печати металлами выполняет три функции:
-
Обеспечивает подходящую платформу для следующего слоя;
-
Прикрепляет деталь к платформе построения и предотвращает ее деформацию;
-
Отводит тепло от детали и позволяет ей остывать с контролируемой скоростью.
Детали часто ориентированы под углом, чтобы минимизировать вероятность деформации и максимизировать прочность в критических направлениях. Однако это увеличивает объем необходимой области поддержки, время печати, количество материала и общую стоимость.
Деформация также может быть сведена к минимуму с использованием бессистемных/случайных шаблонов сканирования, т.е. последовательности прохода лазером участков слоя. Эта стратегия сканирования предотвращает накопление остаточных напряжений в каком-либо конкретном направлении.
Поскольку стоимость 3D-печати металлами очень высока, часто используются симуляции, для прогнозирования поведения детали во время печати. Алгоритмы непрерывной оптимизации также используются не только для максимизации механических характеристик и создания легких деталей, но и для минимизации необходимой области поддержки и вероятности деформации.
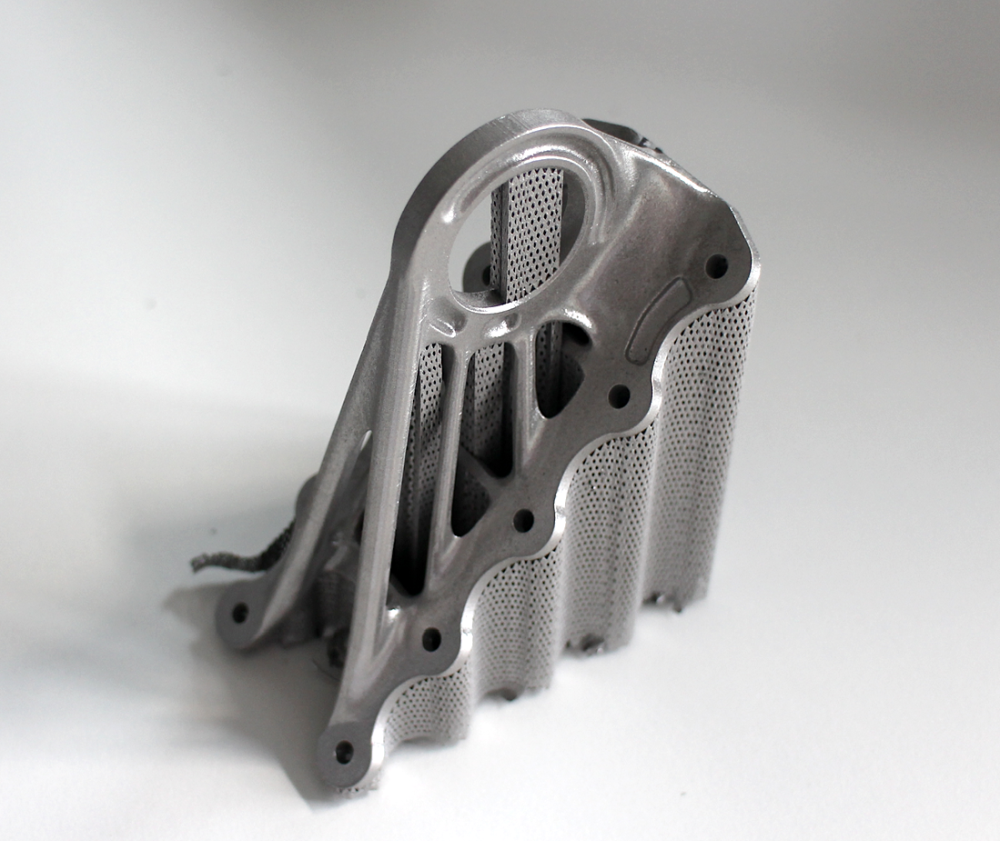
Кронштейн перед снятием с области поддержки, ориентированной под углом 45 °. Предоставлено: Concept Laser.
Полые секции и облегченные конструкции
В отличие от процессов спекания полимерных порошковых слоев, таких как в SLS, большие полые секции обычно не используются в 3D-печати металлами, так как области поддержки нельзя легко удалить.
В качестве альтернативы полым сечениям, детали могут быть спроектированы с оболочкой и ядром. Оболочка и ядро обрабатываются с использованием различной мощности лазера и скорости сканирования, что приводит к различным свойствам областей детали. Использование оболочки и ядра очень полезно при изготовлении деталей с большим сплошным сечением, поскольку оно значительно сокращает время печати и вероятность деформации, а также гарантирует производство деталей с высокой стабильностью и отличным качеством поверхности.
Использование решетчатой структуры также является общей стратегией в 3D-печати металлами, для уменьшения массы детали. Алгоритмы оптимизации топологии также могут помочь в разработке органически легкой формы.
Удаление порошка вокруг деталей, изготовленных методом 3D-печати SLM:

Расходные материалы для SLM и DMLS
SLM и DMLS могут производить детали из большого количества металлов и металлических сплавов, включая алюминий, нержавеющую сталь, титан, кобальтовый хром и инконель. Эти материалы охватывают потребности большинства промышленных применений, от аэрокосмической до медицинской. Драгоценные металлы, такие как золото, платина, палладий и серебро также могут быть использованы, но их применение ограничено, в основном, изготовлением ювелирных изделий.
Стоимость металлического порошка очень высока. Например, килограмм порошка из нержавеющей стали 316L стоит примерно 350 — 450 долларов. По этой причине минимизация объема детали и области поддержки являются ключом к тому, чтобы максимально снизить затраты.
Основным преимуществом 3D-печати металлами является ее способность печатать высокопрочными материалами, такими как никелевые или кобальт-хромовые суперсплавы, которые очень трудно обрабатывать традиционными методами производства. Значительную экономию средств и времени можно получить, используя 3D-печать металлами для создания деталей с почти чистой поверхностью, которая впоследствии может быть финально обработана традиционными способами.
Особенности разных материалов для 3D-печати металлом:
|
Материалы |
|
|
Алюминиевые сплавы |
● Хорошие механические и термические свойства ● Низкая плотность ● Хорошая электропроводность ● Низкая твердость |
|
Нержавеющая сталь и инструментальная сталь |
● Высокая износостойкость ● Большая твердость ● Хорошая пластичность и свариваемость |
|
Титановые сплавы |
● Коррозионная стойкость ● Отличное соотношение прочности и веса ● Низкое тепловое расширение ● Биосовместимость |
|
Суперсплавы из кобальта-хрома |
● Отличная стойкость к износу и коррозии ● Отличные свойства при повышенных температурах ● Очень высокая твердость ● Биосовместимость |
|
Никелевые суперсплавы (Инконель) |
● Отличные механические свойства ● Высокая коррозионная стойкость ● Термостойкость до 1200°C ● Используются в экстремальных условиях |
|
Драгоценные металлы |
● Используются в ювелирной промышленности ● Не имеют широкого распространения |
Другие технологии
Осаждение материала путем направленного энергетического воздействия (Directed Energy Deposition)
Можно подумать, что среди технологий печатью металлом отсутствует похожая на обычную FDM, однако, это не совсем так. Вы не сможете плавить металлическую нить в своем настольном 3D-принтере, а вот крупные производители владеют такой технологией и пользуются ею. Есть два основных способа печатать цельнометаллическим материалом.
Один из них называется Directed Energy Deposition (DED) или лазерное наплавление (LMD). Он использует лазерный луч для сплавления металлического порошка, который медленно высвобождается и осаждается из экструдера, формируя слои объекта с помощью промышленного манипулятора.
Про технологию лазерного наплавления и его применение в промышленности мы подготовили интересный материал. Читайте статью «Обзор установки прямого лазерного выращивания ИЛИСТ-L».
Обычно это делается внутри закрытой камеры, однако, на примере компании MX3D, мы видим возможность реализации подобной технологии в сооружении настоящего полноразмерного моста, который был изготовлен в октябре 2018 года в Амстердаме.

Изображение моста из металла, напечатанного MX3D в Амстредаме.


Еще одна технология наплавления называется Electron Beam Additive Manufacturing (EBАM), это процесс формирования слоев очень мощным электронным лучом, с его помощью расплавляют титановую проволоку толщиной 3 мм и создают крупные конструкции.
Послойное нанесение связующего материала (Binder Jetting)
Изображение работы принтера ExOne:
Технология 3DP от ExOne — еще один профессиональный метод с послойным соединением. Слои образуются путем склеивания металлических частиц и их последующего спекания (или плавления) в высокотемпературной печи, как и при производстве керамических изделий.
Еще один метод, похожий на технологию производства керамики, замешивание металлического порошка в металлическую пасту. 3D-принтер выдавливает ее с помощью пневматической экструзии, подобно тому, как строительный 3D-принтер делает это с бетоном, чтобы сформировать 3D-объекты. После того, как нужная форма напечатана, объекты также спекают в печи.
В нашем блоге вы найдете интересный материал «Binder Jetting: обзор технологии 3D-печати», где подробно рассказано о возможностях этого метода создания трехмерных деталей.
Постобработка
Различные методы последующей обработки используются для улучшения механических свойств, точности и внешнего вида 3D-печатных деталей.
Обязательные этапы последующей обработки включают удаление остатков порошка и области поддержки, в то время как термообработка (термический отжиг) обычно используется для снятия остаточных напряжений и улучшения механических свойств детали.
Обработка на станках с ЧПУ может быть использована для получения сложных геометрических форм (например, отверстий или резьбы). Обработка давлением, металлизация, полировка и микро-обработка могут улучшить качество поверхности и усталостную прочность металлической 3D-печатной детали.
Спутниковая антенна, изготовленная с помощью технологии DMLS. Предоставлено: Concept Laser and Optisys LLC.
3D-принтеры для печати металлами:
3DLAM
3D принтер 3DLAM Mid
3D принтер 3DLAM Mini
3D принтер 3DLAM Maxi
Промышленные 3D-принтеры для печати металлами:
3D принтер Raise 3D MetalFuse металлический
3D принтер HBD-150
3D принтер HBD 350
3D принтер HBD-200
Своими руками: 3D-принтер по металлу для дома
На сей день не существует печатающего металлом 3D-принтера, который можно было бы поставить в городской квартире — все они имеют свои требования к эксплуатации, которые этому препятствуют.
Но можно назвать несколько аппаратов, которые вполне подойдут для небольшой мастерской в гараже или подвале частного дома.
Плюсы и минусы 3D-печати металлами
Вот основные преимущества и недостатки процессов 3D-печати металлами:
- 3D-печать металлами используются для производства деталей со сложной геометрией, которые традиционные производственные методы не могут произвести.
- 3D-печатные детали непрерывно оптимизируются для улучшения производительности печати, сводя к минимуму их массу и общее количество компонентов в сборке.
- 3D-печатные детали обладают отличными физическими свойствами, а доступный диапазон материалов включает в себя сложные для обработки традиционными методами материалы, такие как металлические суперсплавы.
- Материальные и производственные затраты, связанные с 3D-печатью металлами, высоки, поэтому эти технологии не подходят для деталей, которые могут быть легко изготовлены с помощью традиционных методов.
- Область построения систем 3D-печати металлами ограничена, так как требуются определенные условия производства и контроль процесса.
- Уже существующие конструкции деталей могут не подходить для 3D-печати металлами и могут потребовать изменений.
Основные характеристики систем SLM и DMLS приведены в таблице ниже:
|
3D-печать металлами (SLM / DMLS) |
|
|
Материалы |
Металлы и металлические сплавы (алюминий, сталь, титан и т. д.) |
|
Точность размеров |
± 0,1 мм |
|
Стандартный размер печати |
250 x 150 x 150 мм (до 500 x 280 x 360 мм) |
|
Толщина слоя |
20 – 50 мкм |
|
Область поддержки |
Всегда требуется |
Выводы
3D-печать металлом может применяться в производстве деталей различных устройств любого назначения — создание деталей с ее помощью происходит быстрее и стоит зачастую дешевле.
Не применима она лишь там, где детали простых форм, не требующие всех возможностей 3D-печати, производятся по традиционным технологиям в массовом порядке, что экономически более целесообразно.
Средняя стоимость 3D-принтера по металлу и самого техпроцесса на единицу детали пока выше, чем у большинства традиционных станков обрабатывающих детали сопоставимых размеров.
Везде же, где требуется изготовление уникальных или малосерийных деталей, 3D-печать металлами и сплавами уже на голову обошла традиционных соперников в скорости и себестоимости производства, а в некоторых случаях и в качестве.
Рекомендуемые товары




-
25 февраля 2021Заголовок статьи: "...технологии и стоимость". Про стоимость, даже хотя бы порядок цен - ноль информации.
-
02 марта 2021Здравствуйте. Спасибо за замечание. Цены на данное оборудование начинаются от 90 тыс $ и заканчиваются в пределах 2.5 млн $ без учёта стоимости материалов и вспомогательного оборудования. Номенклатура машин и опций достаточна большая. За консультацией обращайтесь к нашим менеджерам через чат на сайте, по телефонам +7 (800) 555-11-59, +7 (499) 322-23-19, +7 (812) 643-23-16 или через электронную почту sales@top3dshop.ru
-





Оставить комментарий