

Обзор Установки прямого лазерного выращивания ИЛИСТ-L
Наш новый обзор посвящен Установке прямого лазерного выращивания ИЛИСТ-L, созданной «Российским институтом лазерных и сварочных технологий» (ИЛИСТ). Этот уникальный аппарат предназначен для 3D-печати металлических деталей с помощью лазерного излучения и удобен в работе, как профессиональный 3D-принтер.

Источник: habr.com
Читайте обзор, чтобы узнать больше о возможностях Установки прямого лазерного выращивания ИЛИСТ-L.
Содержание
- Технология лазерного выращивания
- Об ИЛИСТ
- Характеристики Установки прямого лазерного выращивания ИЛИСТ-L
- Описание
- Процесс лазерного выращивания металлических изделий
- Комплект поставки
- Подготовка к работе
- Примеры использования ИЛИСТ-L
- Плюсы и минусы
- Итого
Технология лазерного выращивания

Производительность до 2,5 кг/ч, габариты не ограничены, Источник: ilwt-stu.ru
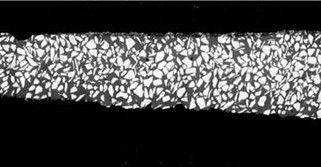
По типологии, технология прямого лазерного выращивания (laser metal deposition — LMD) относится к аддитивным технологиям с прямым подводом энергии и материала в зону построения (direct energy deposition), а оборудование для реализации этой — к 3D-принтерам. В качестве печатного материала используется металлический порошок. Его расплавляют лучом высокомощного лазера. В результате быстрого нагрева и охлаждения материала формируется мелкозернистая структура, обеспечивающая высокую прочность выращенных изделий.
Изделия, созданные по технологии прямого лазерного выращивания, по физическим свойствам сопоставимы или даже превосходят изделия, полученные традиционными металлургическими методами.
Для печати металлических объектов методом прямого лазерного выращивания применяют мелкодисперсные металлические порошки с весьма широким фракционным составом, то есть — с размером частицы от 40 до 150-200 мкм. Технология позволяет использовать нержавеющие стали (316L, 410 и т.д.), никелевые сплавы (Inconel 625, Inconel 718, ЭИ698П и т.д.), титановые сплавы (ВТ1-0, BT6, BT20, ТЛ3, ТЛ5 и т.д.), бронзы и металлокерамики, кобальтовые сплавы. Могут использоваться как зарубежные, так и отечественные порошки.
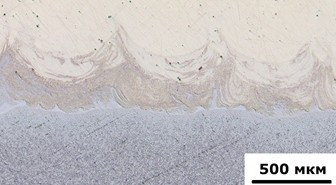
Фундаментальным отличием технологии прямого лазерного выращивания от традиционных методов металлургии является возможность создания изделий с градиентными свойствами. В одном объекте, на микроуровне, можно создавать градиентные переходы между различными материалами.
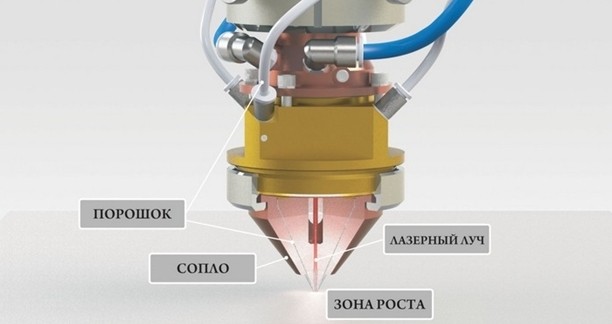
Это стало возможным благодаря устройству системы подачи порошка, состоящей из порошкового питателя, пневматической системы транспортировки газопорошковой смеси и сопла, обеспечивающего подачу порошка непосредственно под лазерный луч.
Сопло – это ключевой элемент технологической головки, во многом определяющий эффективность и технологические возможности процесса в целом. Для создания изделий с градиентной структурой, в зону роста необходимо подавать смесь с управляемым химическим составом. В базовой комплектации установки порошковый питатель оснащен двумя колбами, что позволяет одновременно работать с двумя материалами. За счет высокой точности дозировки, проектировщики могут производить объекты даже с точечными вкраплениями дополнительных металлов в основные, а также с контролируемым градиентом химического состава и свойств.
Специалисты ИЛИСТ продемонстрировали возможности такой методики, создав на аппарате ИЛИСТ-L образцы биметаллических изделий из бронзы и никелевого сплава, титана и никеля, а также градиентные переходы от титана к стали.


Биметаллические детали (никелевый сплав+бронза), источник: ilwt-stu.ru
Металлокерамические композиты, источник: ilwt-stu.ru
Градиентные структуры, источник: ilwt-stu.ru
Установка может быть оснащена дополнительными колбами для подачи порошка, тем самым, количество используемых одновременно в процессе прямого лазерного выращивания материалов определяется желанием заказчика.
Вместе с тем, технология прямого лазерного выращивания имеет качественные отличия и от традиционной 3D-печати. Наиболее очевидное достоинство — это объем напечатанных изделий. Размер рабочей зоны в российском аппарате ИЛИСТ-L: D1300хH800 мм. Модульность установки позволяет увеличить высоту выращиваемого изделия до 1500 мм, за счет демонтажа двухосевого позиционера изделия.
В зависимости от габаритов и конструкции изделий, точность печати заготовок соответствует 10-13 квалитету, скорость же выращивания составляет до 2,5 кг изделия в час, что существенно выше скорости печати на послойных принтерах.
Изделия, созданные на установке прямого лазерного выращивания, впоследствии требуют термической обработки на снятие напряжений. Как правило, для получения готового изделия, требуется и механическая обработка. Полученные по технологии прямого лазерного выращивания изделия могут быть обработаны с помощью традиционных методов, таких как сварка, раскатка, штамповка и т.д.
Получаемые методом прямого лазерного выращивания изделия используются в судостроении, энергетическом и транспортном машиностроении, ракетно-космической отрасли, медицине и авиации.
Об ИЛИСТ
Институт лазерных и сварочных технологий (ИЛИСТ) был основан в 1998 году, в качестве научно-исследовательского центра при Санкт-Петербургском политехническом университете.
Основные направления деятельности научной организации:
● Разработка технологий для лазерной и гибридной лазерно-дуговой сварки сталей и сплавов;
● Исследования в области лазерной сварки разнородных соединений, например, алюминия и бронзы;
● Разработка перспективной лазерной наплавки порошковых и компактных материалов;
● Технологии лазерного выращивания;
● Проектирование автоматизированных и роботизированных систем для реализации технологических процессов лазерной обработки.
Результаты деятельности ИЛИСТ используются в судостроении и судоремонте, двигателестроении, энергетике и приборостроении. В настоящее время научно-исследовательский центр наращивает портфолио высокотехнологичных аппаратов, что дает возможность увеличить сферу применения технологического оборудования и выйти на широкий рынок.
Создание ИЛИСТ-L

Источник: habr.com
Работы по созданию отечественного аппарата для печати металлическими порошками начались в 2015 году. В процессе создания ИЛИСТ-L разработчики столкнулись с многочисленными проблемами, связанными с революционностью самой технологии. В связи с этим, решение многих текущих задач лежит в малоисследованной области и требует научных изысканий. Например, достижением российских ученых стало изобретение универсального сопла для фокусировки газопорошковой смеси.
Среди ключевых достижений российских инженеров можно отметить следующие:
-
создание системы автоматического управления;
-
разработка оригинальной герметичной кабины;
-
постройка аппарата, который позволяет создавать металлические изделия практически любого размера.
Характеристики Установки прямого лазерного выращивания ИЛИСТ-L

Источник: top3dshop.ru
- Защитный газ Аргон Используемые материалы Металлические порошки
- Максимальная рабочая температура + 35 С° Мощность лазера 3 кВт; макс 6 кВт
- Технология печати LMD Тип лазера Волоконный
- Точность печати 100 мкм
- Диапазон движения (°) Оси наклона: -50 / +90 Допустимая влажность воздуха, не более 75 %
- Количество управляемых программируемых осей 2
- Энергопотребление 28 кВт Электропитание 380 В / 50 Гц
- Максимальная грузоподъемность 500 кг Охлаждение 2 контура
Описание
Установка прямого лазерного выращивания ИЛИСТ-L — технологическое оборудование для аддитивного производства. Методика работы ИЛИСТ-L основана на технологии laser metal deposition — LMD. Если в обычных SLM 3D-принтерах порошок равномерно распределяется по платформе построения, то в ИЛИСТ-L сырье подается точечно, через сопло. Обеспечивает плавление металлического порошка волоконный лазер с мощностью излучения 3 кВт.
Источник: ilwt-stu.ru
Ключевое преимущество такой методики — возможность печати крупногабаритных изделий. Помимо стандартных D1300хH800 мм, также доступны модификации с другими размерами камеры — M и XL. Это позволяет производить на аппарате элементы турбин (для авиации и энергетики), детали корабельных механизмов, например — гребные винты, и т.д. При таких габаритах точность печати соответствует 10-13 квалитету.
Еще одно важное преимущество технологии, которая использована в аппарате ИЛИСТ, — это возможность создавать композитные материалы. При изготовлении детали методом прямого лазерного выращивания, можно создавать конструкцию с градиентными свойствами, а производительность такого процесса в 10 раз выше, чем при использовании технологии послойного синтеза.
Безусловно, важным аспектом является прочность изделий, полученных методом прямого лазерного выращивания. В ходе проведенных исследований установлено, что механические свойства получаемых изделий находятся на уровне горячего проката: отсутствуют поры, трещины, несплавления. Прочностные характеристики материалов, полученных в ходе прямого лазерного выращивания, на 20% и более превышают характеристики литья. Значение относительного удлинения материала увеличено, а излом выращенных образцов характеризует вязкое разрушение. То есть изделия, созданные на аппарате прямого лазерного выращивания, обладают большей устойчивостью к различным типам деформаций.
Еще один важный аспект — максимальная температура эксплуатации выращенных деталей. Технологии и оборудование ИЛИСТ позволяют работать с жаропрочными и жаростойкими никелевыми сплавами, рабочая температура которых составляет 750 °C и более, такими как никелевый сплав ВЖ159.
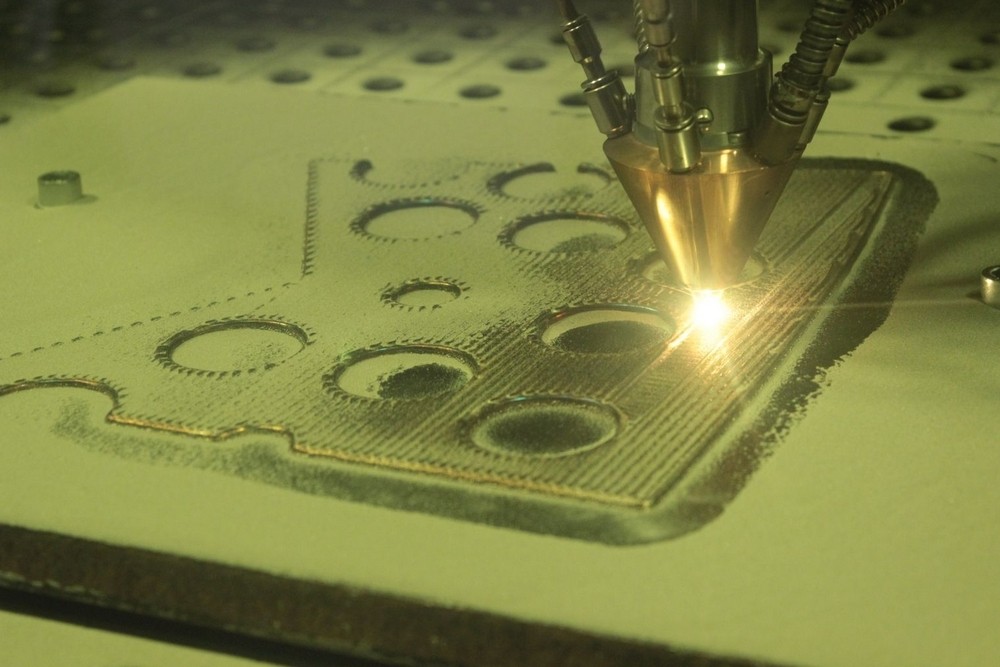
Процесс лазерного выращивания металлических изделий
Источник: habr.com
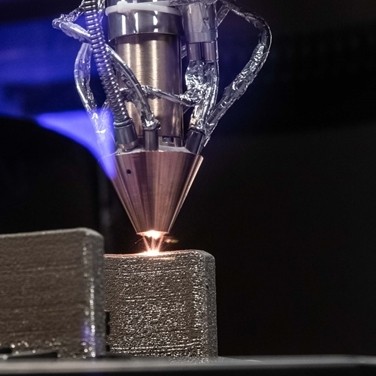
На уровне концепции, технология лазерного выращивания сродни лазерной сварке. Лазерная технологическая головка фокусирует мощный поток излучения в пятно диаметром 200 мкм (у ИЛИСТ-L). В лазерной сварке аналогичное устройство позволяет за один проход проплавить металл толщиной 1—5 мм.
В аппарате ИЛИСТ-L лазерное излучение падает на поверхность подложки, где наплавляется валик. До 50% излучения отражается, а поглощенное излучение трансформируется в тепловую энергию металла. На раннем этапе работы необходимо создать на поверхности подложки ванну расплава. То есть энергии, поглощенной подложкой, должно хватить для разогрева металла до температуры плавления.
Чем шире ванна расплава, тем шире наплавляемый валик. Чтобы контролировать параметры ванны расплава, необходимо устанавливать или учитывать такие параметры:
-
технологические особенности (мощность, скорость, размер пятна);
-
условия теплоотвода (температура, геометрия и состав изделия, его теплоемкость и теплопроводность).
Источник: habr.com
При выращивании изделия первые валики на подложке будут узкими, за счет хорошего отвода тепла. По мере прогревания изделия и подложки, валики начинают расширяться до достижения стабильного уровня теплового режима. Поскольку условия теплоотвода меняются с этапом наращивания детали, ширина валика становится переменной величиной. Для достижения стабильности работы существуют различные методы. Например, внедренное в аппарат техническое зрение постоянно определяет размер ванны расплава и соответственно меняет мощность лазерного излучения.
При изготовлении крупногабаритных изделий переменной шириной валика можно пренебречь.
Металлический порошок подступает по пневматическому шлангу в сопло. Сопло формирует и фокусирует газопорошковую струю таким образом, чтобы доставить максимальное количество порошка в ванну расплава.
Существует три основных разновидности сопла: щелевое, струйное и универсальное. Разработчики ИЛИСТ-L отдали предпочтение универсальному. Как и щелевое, оно прекрасно фокусирует газопорошковую струю. Как и струйное, оно невосприимчиво к наклонам: при любом угле отклонения от вертикали интенсивность струи остается стабильной, соответственно, сохраняется качество изготавливаемой детали по всему объему.
Комплект поставки
Установка прямого лазерного выращивания ИЛИСТ-L состоит из следующих частей:
-
Кабина технологическая герметичная;
-
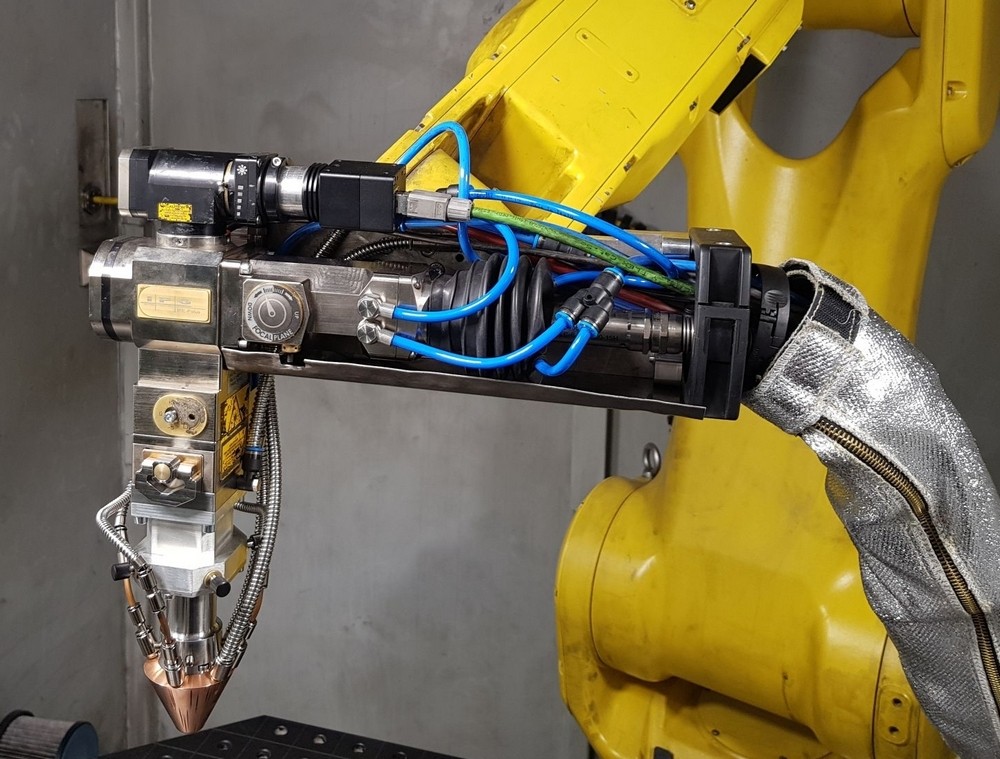
Система перемещения технологической головки на базе промышленного робота;
-
Система перемещения выращиваемого изделия на базе двухосевого позиционера;
-
Головка технологическая;
-
Комплекс лазерного оборудования;
-
Система подачи порошка;
-
Система создания и поддержания рабочей атмосферы;
-
Система подготовки и подачи газов;
-
Система автоматического управления
-
Система подготовки управляющих программ
В комплект поставки может быть включено дополнительное оборудование:
-
Криобаки, для обеспечения технологического процесса аргоном
-
Пылесосы;
-
Виброгрохоты;
-
Сушильные шкафы и т.д.
Подготовка к работе
Установка прямого лазерного выращивания ИЛИСТ-L — это сложное высокоточное оборудование, первичной настройкой которого могут заниматься только высококвалифицированные специалисты.
С уже настроенным аппаратом работать несложно — пользователь загружает металлический порошок в колбу или колбы порошкового питателя, устанавливает подложку на рабочий стол, загружает в аппарат управляющую программу, создает в камере продувкой аргона рабочую атмосферу и нажимает зеленую кнопку «СТАРТ».
Примеры использования ИЛИСТ-L
Выращивание оболочковой формы гребного винта
Несомненным достоинством технологии лазерной наплавки является быстрое и дешевое, по сравнению с литьем, изготовление штучных деталей. Например — гребной винт для корабля определенного типа. В данном случае, для производства использован сплав на основе никеля.
Средняя опора газотурбинного двигателя
Как и в случае с 3D-печатью, производство по методу лазерной наплавки позволяет с высокой точностью производить детали сложной формы. В приведенном примере: из жаропрочного сплава на основе никеля аппарат выращивает среднюю опору газотурбинного двигателя в масштабе 1:3.
Изготовление детали шпангоута
Еще один пример, который доказывает преимущества технологии прямого лазерного выращивания. Для шпангоута судна, изготовляемого из жаропрочного сплава с содержанием никеля, была создана полая деталь сложной формы. Для производства аналогичной детали традиционными методами металлургии потребовалась бы сложная и дорогостоящая форма для литья.
Изготовление жаровой трубы
В данном примере показано, как на Установке прямого лазерного выращивания ИЛИСТ-L производится жаровая труба, которая будет использована в газотурбинном двигателе.
Выращивание элемента системы охлаждения
Производство диффузоров сложной формы, адаптированных для определенной конструкции, также может быть выполнено на аппарате ИЛИСТ-L. В этом случае для производства использован жаропрочный сплав на основе никеля.
Выращивание металлической сферы
Создание тонкостенной закрытой металлической сферы — технологически сложный процесс для традиционных методов металлургии. Очевидный способ — литье двух полусфер и последующая сварка деталей. LMD-технология позволяет создать готовую деталь в рамках одного техпроцесса. Причем вся работа выполняется исключительно робототехникой, что минимизирует вероятность ошибок и производственных травм.
Плюсы и минусы
Подытожим основные преимущества и недостатки Установки прямого лазерного выращивания ИЛИСТ-L.
Плюсы:
● В технологии объединены преимущества традиционной металлургии и аддитивного производства;
● Широкий ассортимент применяемых сплавов;
● Возможность создавать композитные материалы с градациями перехода и варьировать свойства сплавов в одной детали;
● Высокая точность работы;
● Производство крупногабаритных деталей;
● Полностью сохранен сварочный функционал, время перенастройки на лазерную сварку занимает не более 20 минут.
Минусы:
● Ограниченная применимость для работы с алюминиевыми сплавами;
● Невозможность обработки деталей из чистой меди;
● Требуется высококвалифицированный персонал для подготовки технологических моделей и создания управляющих программ.
Итого
Установка прямого лазерного выращивания ИЛИСТ-L, которую разработал российский научный центр ИЛИСТ, объединяет в себе достоинства профессионального 3D-принтера и традиционных процессов сталелитейного производства.
Использование ИЛИСТ-L возможно в сравнительно небольшом коммерческом помещении, то есть, для работы аппарата не нужны масштабы металлургического цеха.
Выращивание изделий производится непосредственно по CAD-файлу, то есть, работать с ИЛИСТ-L могут многие инженеры и специалисты технического профиля, не знакомые с программами для слайсинга.
Пользователи свободны в использовании настоящих металлических порошков, без полимерных примесей, а качество полученных изделий превосходит качество литых деталей, что зависит от проекта и примененного сырья.
Рекомендуемые товары











Оставить комментарий