

Стереолитография 3D-печати в деталях

Стереолитография — это первая технология аддитивного производства, которая была запатентована в 1986 году и вскоре стала коммерчески успешной. Это неудивительно, поскольку новый метод произвел революционные изменения в области быстрого прототипирования, позволяя создавать более сложные конструкции и обеспечивая при этом превосходное качество деталей и значительную экономию времени и средств.
Первые SLA 3D-принтеры использовались только для промышленного применения, поскольку были довольно большими и дорогими. Но развитие технологии шло своим чередом, и сегодня производители предлагают довольно много доступных настольных устройств, идеально подходящих для потребительских нужд.
Это Top 3D Shop, и в этой статье мы углубимся в стереолитографическую 3D-печать и подробно обсудим ее особенности, преимущества и области применения. Мы сравним SLA с другими популярными технологиями аддитивного производства, чтобы вы могли решить, что лучше для вашего бизнеса.
Содержание:
- Краткая история стереолитографии
- Что такое стереолитографическая 3D-печать?
- Процесс 3D-печати SLA
- Материалы, используемые для 3D-печати SLA
- Программное обеспечение
- Постобработка
- Каковы параметры печати SLA?
- Каковы особенности SLA 3D-печати?
- Почему стоит выбрать SLA 3D печать?
- Преимущества и недостатки стереолитографии
- Области применения 3D-печати SLA
- SLA против FDM
- SLA против SLS
Краткая история стереолитографии
Термин «стереолитография» был введен американским инженером и изобретателем Чарльзом (Чаком) Халлом, который в 1983 году разработал первый прототип 3D-принтера на основе этой технологии. До этого, в 1970-х годах, доктор Хидео Кодама из Муниципального промышленного исследовательского института Нагои, Япония, разрабатывал тот же механизм светового отверждения светочувствительных полимеров в твердые объекты.
В 1980 году доктор Кодама подал заявку на патент, но не смог предоставить полную спецификацию к сроку в один год. Примерно в то же время французские инженеры Ален Ле Мехо, Оливье де Витте и Жан Клод Андре работали над собственным процессом SLA, и в 1984 году, всего за три недели до Халла, они подали патент на свое изобретение, но заявка была отклонена.
Фото: asme.org
Итак, первый патент под названием «Аппарат для производства трехмерных объектов методом стереолитографии» был получен Чаком Халлом в 1986 году. В том же году Халл стал соучредителем компании 3D Systems, которая в 1987 году разработала первый коммерческий SLA 3D-принтер SL-1.
Машина имела коммерческий успех в промышленной сфере, но только в 2012 году на рынке появился первый относительно доступный настольный SLA 3D-принтер. Так было положено начало новой эре потребительского SLA.
Что такое стереолитографическая 3D-печать?
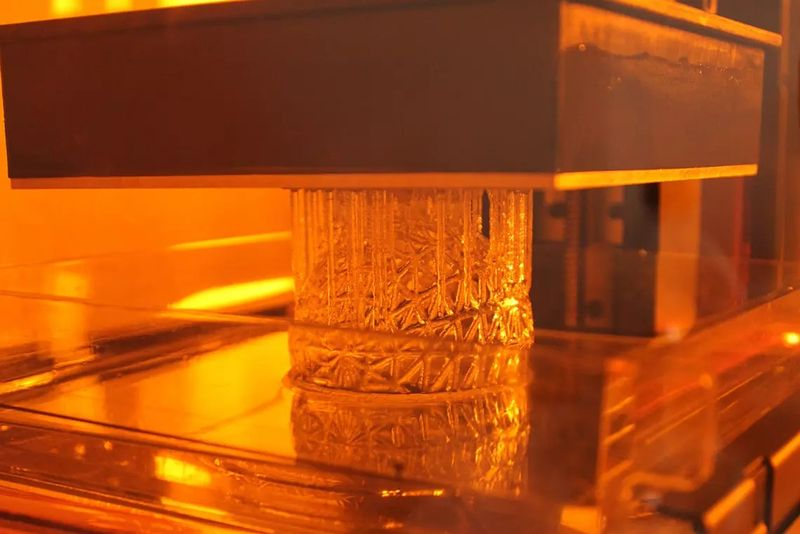
Аббревиатура SLA означает stereolithography apparatus. Методика печати представляет собой фотополимеризацию смолы в ванне. Емкость заполняется жидким светочувствительным полимером, который выборочно отверждается лучом ультрафиолетового лазера, и послойно создается твердая трехмерная модель. Этот процесс также часто называют фотополимерной 3D-печатью.
Альтернативные процессы: DLP и LCD
Помимо SLA существует еще два вида технологии фотополимеризации в ванне — это DLP и LCD 3D-печать смолой. Обе технологии используют один и тот же процесс селективного отверждения жидких полимеров с единственным различием: для затвердевания слоев используются разные источники света.
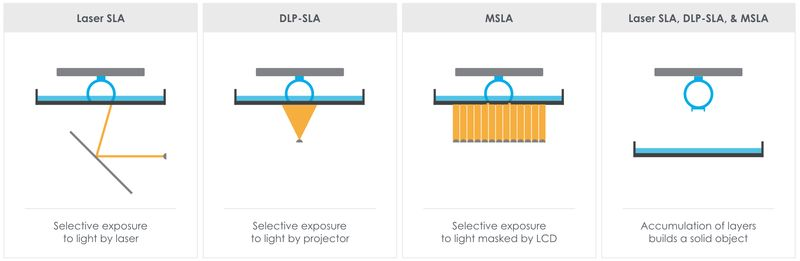
Фото: theorthocosmos.com
В устройствах DLP (Digital Light Processing — цифровая светодиодная проекция) используется световой проектор, а в LCD-принтерах (жидкокристаллическая матрица), также известных как масочные стереолитографические печатающие устройства (MSLA), LCD-матрица служит маской для передачи света от множества светодиодов в нужные области.
И DLP-, и LCD-технологии имеют преимущество в скорости перед SLA, поскольку они отверждают весь слой сразу, в отличие от точечного отверждения лазерным лучом. Однако модели, напечатанные на SLA-принтерах, как правило, отличаются более гладкой поверхностью. Поскольку все три технологии в принципе схожи по типу рабочих процессов и используют одни и те же материалы, все они часто называются стереолитографией или просто SLA 3D-печатью.
Процесс 3D-печати SLA
Как работает стереолитография
Существует два основных типа SLA-принтеров, а именно конструкции «снизу вверх» и «сверху вниз». В принтерах типа «снизу вверх» платформа для построения опускается на высоту одного слоя от дна ванны, и первый слой отверждается источником света через прозрачное дно емкости. Затем платформа поднимается, и отверждается следующий слой.
Каждый раз, когда платформа поднимается, отвержденный слой должен быть отсоединен от дна ванны, и этот этап ограничивает возможный размер области печати, так как слишком большая деталь может деформироваться или отделиться от рабочей платформы из-за рывков. Конструкция «снизу вверх» используется в основном в настольных устройствах, поскольку она дешевле в производстве и проще в эксплуатации.
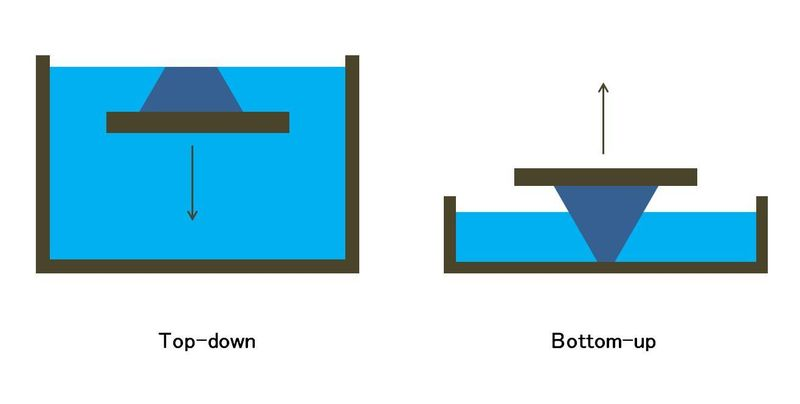
Фото: instructables.com
В конструкции «сверху вниз» рабочая платформа начинает движение с поверхности фотополимера в ванне, опускается под него на высоту одного слоя, а затем постепенно двигается вниз, пока слои отверждаются под воздействием источника света, расположенного над ванной.
Такая конструкция позволяет создавать большие модели и использовать меньшее количество поддержек. Такая конструкция типична для аппаратов промышленного класса.
Материалы, используемые для 3D-печати SLA
Устройства SLA печатают с помощью жидких светочувствительных полимеров, или смол, которые затвердевают под воздействием ультрафиолетового света. Фотополимерные смолы для SLA-печати являются термореактивными полимерами, что означает, что они затвердевают необратимо и не могут быть снова размягчены.
Печать смолой позволяет получать трехмерные объекты точного размера, с мелкими деталями и гладкой поверхностью. Модели обычно отличаются термостойкостью и высокой жесткостью. Недостатком является малое удлинение при растяжении, что означает, что детали довольно хрупкие. Они также могут менять свои свойства при длительном воздействии ультрафиолетового света, и их нельзя переработать и использовать повторно.

Фото: amazon.com
Все смолы можно разделить на категории в зависимости от их свойств. Мы кратко рассмотрим основные типы фотополимеров для печати, их сильные и слабые стороны, а также наилучшие области применения.
Стандартными смолами печатают очень жесткие, хотя и хрупкие детали с высоким уровнем детализации и гладкой поверхностью. Такие фотополимеры идеально подходят для создания нефункциональных прототипов и моделей благодаря своей доступной цене. Если вам нужна прозрачная деталь, вы можете использовать прозрачную смолу, которая обладает теми же свойствами, что и стандартные смолы.
Инженерные смолы могут быть прочными, долговечными, гибкими и термостойкими. Все типы инженерных смол разработаны специально для удовлетворения определенных требований. Например, жесткий фотополимер с очень высоким пределом прочности на растяжение может использоваться для функционального прототипирования.
Прочные смолы, наоборот, имеют низкую растяжимость, но они гибкие, ударопрочные и износостойкие. Такие фотополимеры хорошо подходят для печати комплектующих для узлов, где необходимы малоизнашивающиеся подвижные детали. Термостойкие и гибкие смолы используются для изготовления моделей, которые подвергаются воздействию высоких температур или, соответственно, скручиванию.

Фото: @wanhao3dp / Instagram
Стоматологические и медицинские фотополимеры широко используются в здравоохранении. Для получения сертификата биосовместимости все материалы проходят биологическую оценку в соответствии с ISO 10993. Биосовместимые смолы I класса используются для производства неинвазивного медицинского оборудования, например стоматологических хирургических шаблонов, многоразовых медицинских инструментов или стоматологических моделей.
Эти материалы предполагают кратковременный контакт с телом и могут быть стерилизованы в автоклаве. Биосовместимые смолы II класса могут быть использованы для производства инвазивных медицинских приборов, которые могут находиться в длительном контакте с телом человека. Эти материалы находят применение в стоматологии для изготовления специфических изделий для пациента, таких как ретейнеры или временные коронки.

Фото: @alien_milling / Instagram
Литейные смолы используются для изготовления форм для литья по выплавляемым моделям. Вместо того чтобы плавиться, как традиционные восковые модели, литьевые смолы сгорают, не оставляя пепла или осадка. Использование этого материала приносит большую пользу ювелирному производству.

Фото: @lacebyjennywu / Instagram
Программное обеспечение
Как только вы создаете в CAD-программе 3D-модель, которую предполагается напечатать, вам нужно экспортировать ее в специальное программное обеспечение для нарезки, подготавливающее вашу деталь к печати. Программы для нарезки для фотополимерных принтеров отличаются от программ для FDM-печати, и их не так много на рынке. Тем не менее, помимо официального программного обеспечения для нарезки, предлагаемого производителями принтеров и предназначенного для оптимальной совместимости с соответствующими устройствами, существует ряд сторонних слайсеров для тех, кто ищет нечто большее.
Основное различие между слайсерами для печати по технологии FDM и SLA заключается в процессе нарезки. В то время как программное обеспечение FDM генерирует файлы G-кода, SLA-слайсеры создают стеки изображений, соответствующих каждому слою, с инструкциями по отверждению.
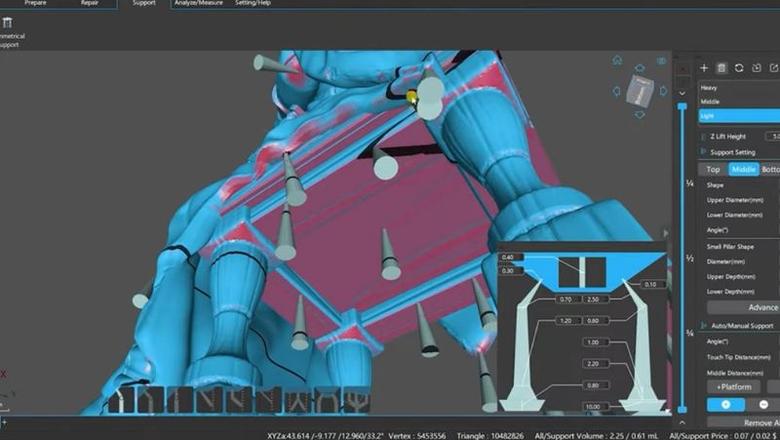
Фото: CHITUBOX / YouTube
Слайсеры для печати смолой обычно позволяют масштабировать, вращать, клонировать, зеркально отражать, заполнять и углублять модели, а также автоматически генерировать поддержки с последующим редактированием при необходимости. В программе есть функция для расстановки деталей, чтобы помочь эффективно использовать пространство области печати.
Если вы решили выбрать сторонний слайсер, убедитесь, что он совместим с операционной системой вашего компьютера, а также с вашим 3D-принтером. Еще один важный момент — цена. Существует несколько бесплатных мощных слайсеров с расширенными функциями и простым управлением, например ChiTuBox, Lychee Slicer или Z-Suite. Но если вам нужна максимальная функциональность, вы всегда можете перейти на версию Pro.
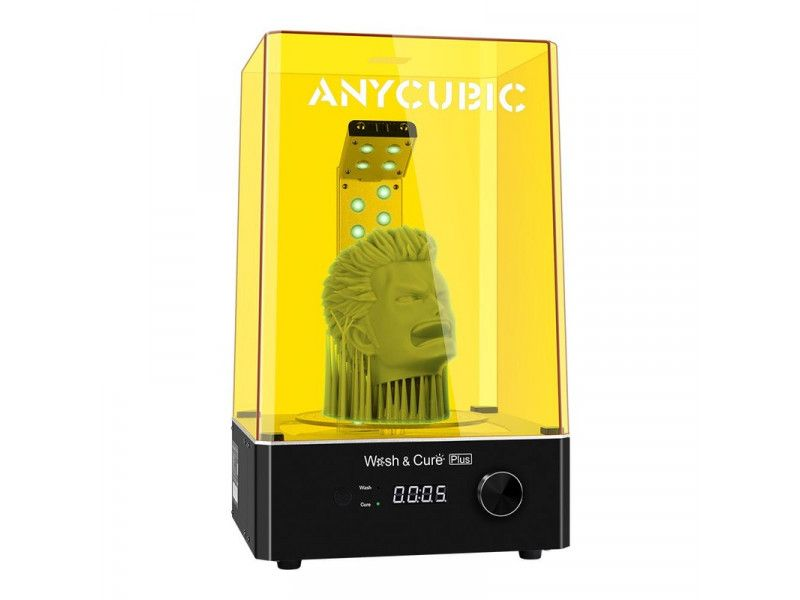
Постобработка
При 3D-печати фотополимером постобработка, как правило, является необходимым этапом, который нельзя пропускать. Минимальная постобработка обычно включает в себя промывку деталей для очистки от влажной смолы и удаление поддержек.
Кроме того, модель часто подвергается дополнительному отверждению в УФ-камере для получения оптимальных механических и физических свойств. Некоторые производители предлагают комплексные решения, например набор Anycubic Wash & Cure Plus, который предлагает функции промывки и полимеризации и позволяет быстро и легко проводить постобработку ваших моделей.
Для достижения безупречного вида и качества деталей из фотополимера можно использовать различные методы обработки, такие как шлифовка, полировка, нанесение минерального масла или прозрачной акриловой краски для защиты от ультрафиолета. Любителям понравится возможность раскрашивать свои фотополимерные 3D-модели.
Каковы параметры печати SLA?
SLA-печать известна тем, что позволяет создавать невероятно детализированные и точные трехмерные объекты. Однако существуют определенные параметры печати, которые могут повлиять на качество напечатанных моделей. Ниже приведены некоторые из них.
Высота слоя определяет качество поверхности детали. Чем тоньше слой, тем более гладкая поверхность получается. Некоторые фотополимерные 3D-принтеры способны печатать слои толщиной до 10 микрон. Недостатком является увеличение общего времени печати.
Время экспозиции показывает, как долго один слой подвергается воздействию света. Среднее значение составляет 6 секунд, но некоторые устройства могут ускорить процесс. Слишком короткое время экспонирования может привести к образованию незатвердевших участков и деформации модели. Для нижнего слоя рекомендуется увеличить время экспозиции, чтобы обеспечить надлежащую адгезию к рабочей поверхности платформы.
Параметр скорости подъема относится к устройствам, ориентированным на работу снизу вверх, и показывает, как быстро рабочая платформа поднимается слой за слоем. Если она движется слишком быстро, деталь может оторваться или расслоиться. Поэтому необходимо найти правильный баланс между скоростью и качеством детали.
 Фото: @unclejessy4real / Instagram
Фото: @unclejessy4real / Instagram
Ориентация детали также может в значительной степени повлиять на ее качество. Неправильная ориентация способна привести к избыточному количеству поддержек, усадке детали и появлению видимых линий слоя на поверхности модели.
Каковы особенности SLA 3D-печати?
Поддержки
Создание поддержек необходимо для большинства моделей, напечатанных методом SLA. Поддержки создаются из того же материала, что и модель, и удаляются вручную по окончании печати.

Фото: shapefy.in
Искривление
Появление волн в SLA-печати имеет то же происхождение, что и искривление в FDM. Для предотвращения такой деформации лучше избегать больших плоских печатных областей и использовать поддержки наряду с правильной ориентацией детали.
Адгезия слоев
3D-печать фотополимерами при правильных настройках должна создавать цельный объект с сильной адгезией слоев. Тем не менее иногда может произойти разделение слоев, или расслаивание, из-за таких факторов, как:
-
короткое время полимеризации;
-
вязкость смолы (обычно из-за низкой температуры);
-
малое количество поддержек;
-
использование низкокачественной смолы;
-
некалиброванная построечная платформа;
-
внезапные остановки во время печати;
-
FEP-пленка нуждается в замене;
-
неправильная ориентация детали.
 Фото: reddit.com
Фото: reddit.com
Почему стоит выбрать SLA 3D печать?
Изотропия
3D-печатные детали из смолы обладают высокой изотропностью, означающей, что их прочность на растяжение не отличается в направлениях XY и Z. В процессе печати сцепление между слоями образуется за счет химических связей, в результате чего получаются однородные изотропные модели с предсказуемыми механическими свойствами, отлично подходящие для разных областей промышленного применения.

Фото: facfox3d.com
Водонепроницаемость
3D-печатные детали SLA водонепроницаемы, что позволяет использовать их в тех сферах инженерии, где важно контролировать поток жидкости или газа. Эта характеристика особенно важна для автомобильной и медицинской промышленности, а также для проверки конструкции деталей потребительских товаров.
Точность и прецизионность
Печать фотополимерами является одной из самых точных технологий 3D-печати. Высокий уровень точности возможен благодаря использованию подогреваемой ванны со смолой и закрытой камеры, которая обеспечивает стабильные условия печати.
Кроме того, SLA-печать, в отличие от других технологий аддитивного производства, не требует высоких температур, а значит, деталь не подвергается тепловому сжатию и расширению. Эти факторы обеспечивают высокую точность повторяемости отпечатков, что чрезвычайно важно для стоматологии, медицины, ювелирного дела и других областей применения, требующих точных достоверных моделей.
Мелкие детали и гладкая поверхность
Высокое разрешение с минимальной высотой слоя 10 микрон, обеспечиваемое некоторыми фотополимерными 3D-принтерами, позволяет печатать модели с чрезвычайно гладкой поверхностью и высоким уровнем детализации. Такие детали не требуют сложной постобработки, что значительно увеличивает экономию времени и рентабельность производственного цикла.

Фото: protocam.com
Универсальность материалов
Постоянно растущая популярность SLA приводит к разработке новых фотополимеров с различными свойствами для удовлетворения нужд многих отраслей промышленности и потребителей. Мы уже описали самые популярные материалы для SLA-печати и области их применения, и этот список постоянно расширяется.
Преимущества и недостатки стереолитографии
Плюсы:
-
Высокий уровень детализации и точности.
-
Исключительно гладкая поверхность.
-
Возможность печати сложных моделей.
-
Высокая скорость печати (для DLP и LCD-устройств).
-
Простое управление.
-
Компактный размер принтера.
-
Широкий выбор материалов с различными свойствами.
Минусы:
-
Необходимость в поддержках.
-
Относительно небольшие области печати (для настольных машин).
-
Напечатанные детали требуют постобработки.
-
Высокая стоимость.
-
SLA-модели относительно хрупкие.
Области применения 3D-печати SLA
Здравоохранение
Благодаря высокой точности и аккуратности, 3D-печать фотополимерными смолами широко используется для изготовления медицинских приборов и приспособлений, предназначенных для конкретных пациентов, сокращая время и стоимость производства и исключая риск человеческих ошибок. Биосовместимые сертифицированные фотополимеры являются идеальным материалом для изготовления различных стоматологических изделий, таких как мосты, ретейнеры, хирургические шаблоны, а также индивидуальных слуховых аппаратов в аудиологии.
Ювелирные изделия
В ювелирном деле печать фотополимером используется как связующее звено с литьем по выплавляемым моделям, так как позволяет создавать замысловатые индивидуальные конструкции любой сложности. Модели форм, напечатанные с помощью литьевых воскоподобных смол, выгорают чисто, не оставляя пепла, и делают процесс создания формы намного проще, чем когда-либо прежде.
Напечатанные фотополимерами модели также могут быть использованы для проверки соответствия детали дизайну и размерам, определенным клиентом, что позволяет выполнить любой уровень персонализации без дополнительных затрат.
 Фото: @noktamodel / Instagram
Фото: @noktamodel / Instagram
Инженерная
Использование материалов инженерного класса расширяет возможности 3D-печати фотополимерной смолой, позволяя инженерам создавать функциональные прототипы в значительно более короткие сроки по сравнению с традиционными методами. Используемая для быстрого создания прототипов, разработки пробных концепций и тестирования, фотополимерная 3D-печать обеспечивает высокоэффективный цикл разработки продукта с широкими возможностями настройки.
Производство
В производстве фотополимерная 3D-печать широко используется для изготовления индивидуальных инструментов и форм, а также небольших и средних тиражей конечных продуктов с различными механическими и физическими свойствами, что позволяет сократить время выполнения заказа и снизить производственные затраты.
Печать для любителей
С появлением доступных потребительских фотополимерных 3D-принтеров изготовление моделей стало более популярным благодаря таким преимуществам технологии, как высокое разрешение и великолепный внешний вид напечатанных деталей.

Фото: @cf_prints / Instagram
SLA против FDM
И у фотополимерных, и у FDM 3D-принтеров есть свои сильные и слабые стороны, и выбор технологии зависит в основном от ваших целей печати. Аппараты, работающие по технологии FDM, и филаменты обычно дешевле по сравнению с принтерами SLA, в то время как последние обеспечивают более высокую точность и уровень детализации, а также гораздо более гладкую поверхность напечатанных деталей.
Модели FDM обычно прочнее, поскольку фотополимеры, используемые в SLA-печати, обычно имеют незначительное удлинение при разрыве. Но с разработкой новых типов материалов эта разница становится все менее очевидной. Обе технологии требуют создания поддержек, но детали из фотополимера обычно нуждаются в большем количестве этапов постобработки, помимо удаления поддержек, тогда как для моделей FDM это необязательно.
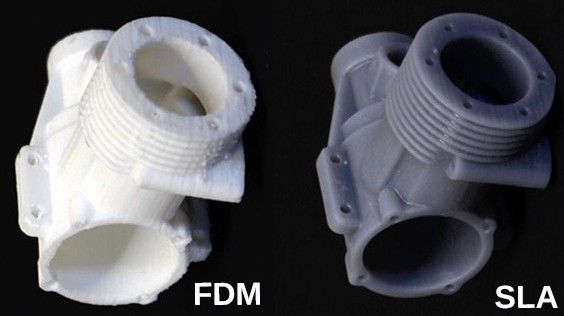
Фото: vexmatech.medium.com
Что касается скорости печати, SLA 3D-принтеры могут быть медленнее, чем FDM-устройства, поскольку лазерному лучу требуется значительное время для полимеризации слоя. Но когда дело доходит до DLP и LCD технологий, которые отверждают весь слой сразу, они могут превзойти FDM принтеры по скорости.
SLA против SLS
Технология SLS (селективное лазерное спекание) имеет ряд очевидных преимуществ перед другими популярными процессами 3D-печати, включая SLA, которые заключаются в возможности изготовления полнофункциональных прочных деталей из термопластов инженерного класса и печати без поддержки. SLS-принтеры могут создавать модели с невероятно сложной геометрией и подвижными деталями.
Еще одним преимуществом SLS является возможность вторичной переработки неспеченного печатного материала, который можно собирать и повторно использовать для будущих моделей. Сравнивая технологию SLS с печатью фотополимером, мы видим, что модели SLS, хотя и достаточно детализированные, все же проигрывают в разрешении и имеют более грубую поверхность.
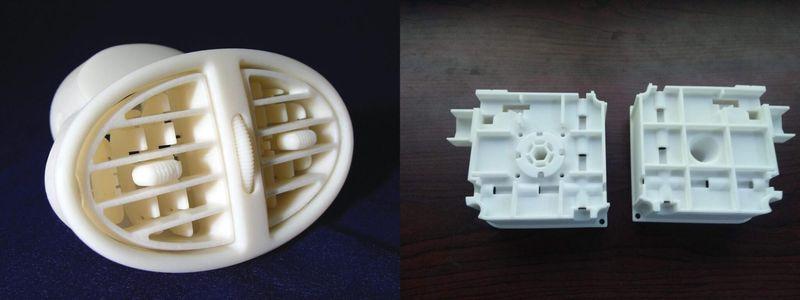
SLA (слева) против SLS (справа) / Фото: 3dspectratech.com
Хотя на рынке существует довольно много доступных потребительских 3D-принтеров для печати фотополимерной смолой, SLS остается исключительно профессиональной технологией, предлагающей большие и дорогие машины для промышленного использования.
В чем разница между настольными и промышленными SLA 3D-принтерами?
С появлением в 2012 году первых компактных устройств в ценовом диапазоне менее $5 000 фотополимерная 3D-печать стала более универсальной и доступной как для потребительских, так и для профессиональных нужд. Сегодня пользователь может выбирать между большими и дорогими промышленными аппаратами и компактными настольными принтерами. Давайте выясним, какие еще наиболее очевидные компоненты, помимо цены и размера, отличают эти два типа.
Область печати значительно больше у промышленных SLA-принтеров и достигает в некоторых случаях 1 метра и более в длину. Настольные устройства, как правило, имеют компактные размеры, которых однако достаточно для достижения большинства потребительских целей и выполнения многих промышленных задач.

Фото: fiverr.com
Структура принтеров этих двух типов обычно отличается. Промышленные принтеры в основном используют подход «сверху вниз», который позволяет создавать большие модели, но требует, чтобы ванна была полностью заполнена фотополимерной смолой, что затрудняет смену материала.
Точность промышленных принтеров обычно выше, чем у компактных устройств, что приводит к более стабильным и предсказуемым результатам.
Ассортимент материалов для промышленных аппаратов шире, включая фотополимеры инженерного класса с различными механическими и физическими свойствами. Однако большинство смол отверждаются волной одинаковой длины 405 нм, поэтому вы можете попробовать использовать профессиональные материалы при печати бытовым принтером (инженерные смолы обычно дороже и требуют более серьезной постобработки, поэтому их использование в потребительской печати не оправдано).
Очевидными преимуществами настольных фотополимерных 3D-принтеров являются их компактность, мобильность и доступная цена при достаточно высоком качестве печати.
Рекомендуемые товары











Оставить комментарий