

Пластик для 3D-печати из США 3DXTECH

Здравствуйте! С вами Top 3D Shop и в очередном обзоре мы рассказываем о филаментах для 3D-принтеров компании 3DXTECH — одного из ведущих производителей пластика для 3D-печати в США.
Читайте статью, чтобы узнать больше.
Содержание:
- О компании 3DXTECH
- Материалы
- Ассортимент
- Примеры использования
- Заключение
О компании 3DXTECH
 Источник: 3dxtech.com
Источник: 3dxtech.com
3DXTech – компания по производству расходных материалов для 3D-принтеров, специализирующаяся на филаменте FDM со специальными добавками.
Мэтт Хоулетт, основатель и президент 3DXTECH, имеющий 25-летний опыт работы в индустрии полимеров в компаниях Bayer, DSM и Solvay, говорит:
«Каждый из разработанных нами материалов ориентирован на функциональность. Какую функцию будет выполнять новый материал, что он сможет сделать такого, чего не могут нынешние материалы? Если мы не сможем ответить на этот вопрос – мы не делаем этот материал.
Последние четыре года мы росли на 200-250% ежегодно. Среди наших крупных клиентов – NASA, Boeing, Lockheed Martin, SpaceX, Nike, Samsung и Apple.»
Материалы
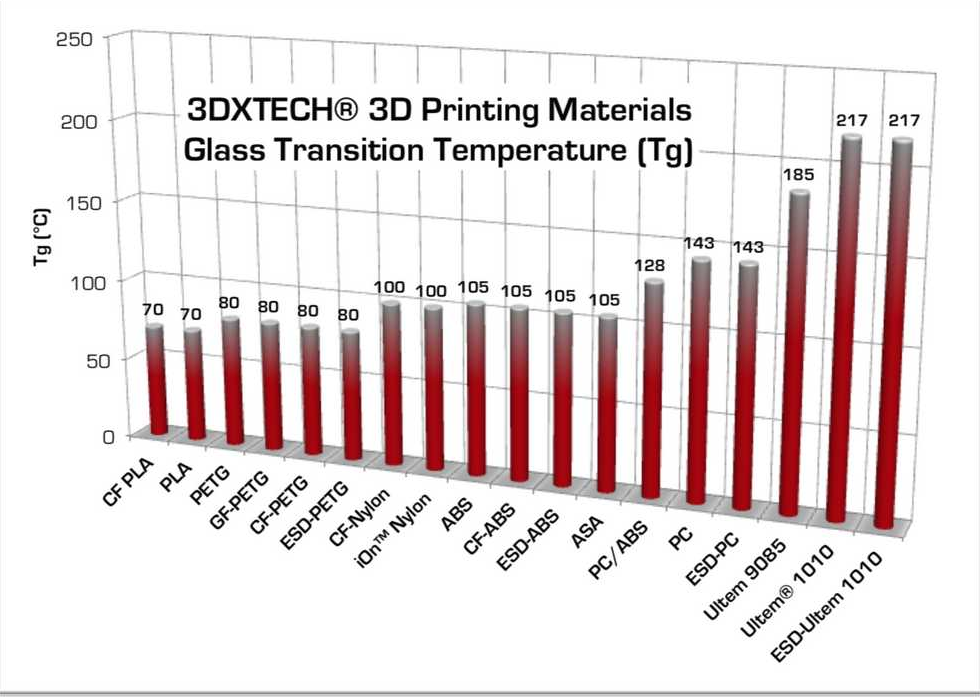 Температура стеклования некоторых материалов 3DXTech. Источник: 3dxtech.com
Температура стеклования некоторых материалов 3DXTech. Источник: 3dxtech.com
Ассортимент продукции 3DXTech включает несколько разновидностей пластика с наполнителем из стекло- и углеволокна, разработанных для печати деталей с хорошей стабильностью размеров, высокой жесткостью и хорошим качеством поверхности. Уникальные смеси с добавлением антистатических или негорючих материалов, филамент для применения в медицине и ряд инновационных специализированных пластиков делают компанию из Мичигана одним из мировых лидеров в производстве материалов для аддитивных технологий.
Ассортимент
Компания 3DXTECH выпускает материалы для 3D-печати под брендами:
-
CarbonX™ – с наполнителем из углеродного волокна;
-
ThermaX™ – с наполнителем из стекловолокна;
-
ThermaX™ PEI – с наполнителем из стекловолокна и смолой ULTEM™ PEI;
-
Firewire® – антипирены или с добавлением негорючих материалов;
-
3DXSTAT™ – из антистатических материалов;
-
3DXMAX®, MAX-G™ – общего назначения, в разных цветах;
-
ECOMAX® PLA – общего назначения из биоразлагаемого материала;
-
3DXFLEX™ – для печати гибких изделий.
Углепластики CarbonX
 Источник: 3dxtech.com
Источник: 3dxtech.com
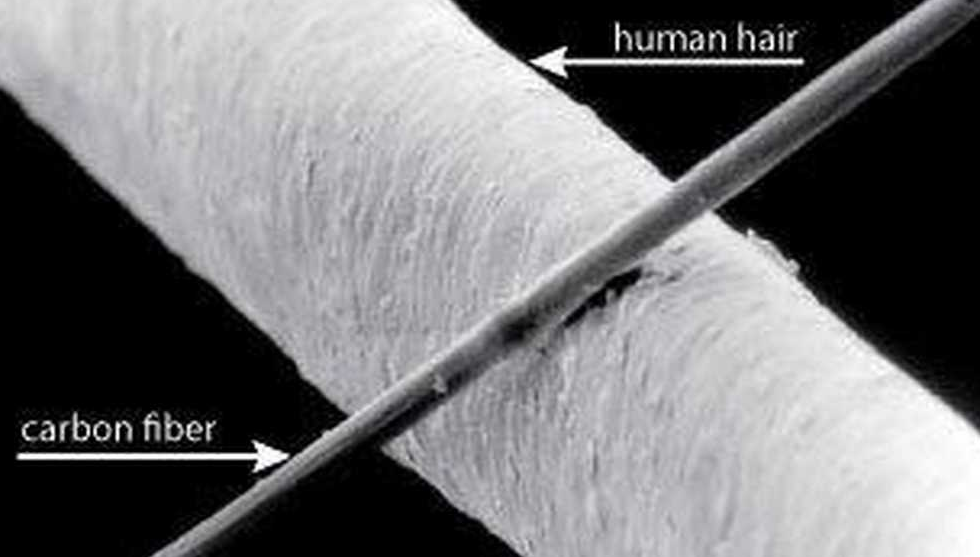
3D-филаменты CarbonX™, состоящие из высококачественных полимеров с наполнителем из высокомодульного углеродного волокна, обладают превосходной жесткостью, простотой печати, улучшенной стабильностью размеров, стойкостью к ультрафиолетовому излучению и меньшей массой деталей, по сравнению со стандартными конструкционными материалами. Для печати пластиками с углеволокном понадобится принтер с закрытым корпусом.
 Источник: 3dxtech.com
Источник: 3dxtech.com
Углеродное волокно абразивно и приводит к сильному износу латунных или алюминиевых сопел, поэтому рекомендуется использовать сопла из закаленной стали диаметром 0,4 мм и больше. Идеальная высота слоя для материалов CarbonX составляет 60% от диаметра сопла. Не рекомендуется печатать слои толщиной менее 0,25 мм материалами с маркировкой CF.
CarbonX™ PETG+CF
 Источник: 3dxtech.com
Источник: 3dxtech.com
Сделан с использованием высококачественного PETG и высокомодульного углеродного волокна (а не углеродного порошка или измельченного углеродного волокна). Свойства материала CarbonX™ CF-PETG:
-
Аморфный: низкая и почти изотропная усадка;
-
Влагопоглощение в 3 раза меньше по сравнению с ABS;
-
Гораздо меньше запаха при печати;
-
Устойчивость к высоким температурам – 230-270 °C;
-
Химическая стойкость.
Рекомендуемые настройки печати:
-
Экструдер: от 230 до 260 °C;
-
Температура платформы: от 70 до 90 °C;
-
Подготовка платформы: чистое стекло с Kapton Tape, клей на основе ПВА, лак для волос;
-
Предпочтительна печать в принтере с закрытой камерой.
CarbonX™ ABS+CF
 Источник: 3dxtech.com
Источник: 3dxtech.com
Акрилонитрил бутадиен стирол (ABS) – ударопрочный термопластический полимер. Влаго-, масло- и кислотостоек, нетоксичен, теплостоек (103-113 °С), долговечен. Разрушается под действием прямых солнечных лучей и ультрафиолетового излучения.
CarbonX™ ABS+CF сделан из ABS Sabic MG-94 с добавлением 15% высокомодульного углеродного волокна.
Рекомендуемые настройки печати:
-
Экструдер: 220-240 °С;
-
Температура платформы: 100-110 °C;
-
Подготовка платформы: 3DXTech Kapton Tape, суспензия ABS/ацетон.
CarbonX™ PEKK+CF
 Источник: 3dxtech.com
Источник: 3dxtech.com
PEKK (PolyEtherKetoneKetone) – полукристаллический термопластик из семейства полиарилэфиркетонов (PAEK), один из самых механически и термических прочных полимеров в мире, PEKK противостоит огню и радиации, при этом печатается легче PEEK. По прочности PEKK не уступает алюминию, но при этом на 40% легче.
Характеристики филамента и настройки печати аналогичны CarbonX™ PEKK+CF (Aerospace).
CarbonX™ PEKK+CF (Aerospace)
 Источник: 3dxtech.com
Источник: 3dxtech.com
CarbonX® PEKK-A, армированный углеродным волокном, имеет более широкое технологическое окно, чем PEEK. PEKK-A печатается с температурой экструдера 345-375 °C. CF-PEEK требует температуры экструдера выше 400 °C. У CarbonX™ PEKK более низкая скорость и степень кристаллизации, чем у PEEK, что облегчает его печать. После печати и термической обработки детали из PEKK обладают лучшими характеристиками по сравнению с PEEK.
Характеристики филамента:
-
Изготовлен с использованием сополимера PEKK 60/40 (PEKK-А);
-
Температура стеклования (Tg) 160 °C (~ 20 °C выше, чем в PEEK);
-
Температура теплового искажения (HDT) 150 °C;
-
Температура плавления (Tm) 305 °C (допускает более низкие температуры печати, чем PEEK);
-
Огнестойкость (базовая смола соответствует ULV-0);
-
Диаметр: 1,75 мм (+/- 0,05 мм).
Рекомендуемые настройки печати:
-
Температура экструдера: 345-375 °C;
-
Температура платформы: 120-140 °C;
-
Температура корпуса: до 140 °C, если ваш принтер оборудован камерой с подогревом.
CarbonX™ PEEK+CF
 Источник: 3dxtech.com
Источник: 3dxtech.com
Полиэфирэфиркетон (PEEK) – бесцветный органический термопластичный полимер семейства полиарилэфиркетонов (PAEK). Полукристаллический термопласт с хорошими механическими и химическими свойствами, сохраняющимися при высоких температурах. Очень устойчив к термическому и биологическому разложению. Пригоден для использования в медицинских целях.
PEEK устойчив к гидролизу в кипящей воде и в перегретом паре (стерилизация/автоклавирование) при температурах, превышающих 250 °C.
Свойства CarbonX™ PEEK:
-
Термостойкость;
-
Химическая стойкость;
-
Износостойкость;
-
Почти нулевое поглощение влаги;
-
Низкий выброс дыма и токсичных газов при горении;
-
Температура стеклования (Tg) 143 °C;
-
Температура плавления (Tm) 343 °C;
-
Максимальная температура непрерывного использования (CUT) 240-260 °C.
Рекомендуемые настройки печати:
-
Температура экструдера: 380-410 °C;
-
Температура платформы: 130-150 °C;
-
Подготовка платформы: лента или лист Ultem® PEI;
-
PEEK прилипает к металлу, необходимо полностью очистить экструдер от остатков материала прежде, чем он застынет.
CarbonX™ PEI+CF, с использованием ULTEM™ PEI
 Источник: 3dxtech.com
Источник: 3dxtech.com
Полиэфиримид (PEI) – аморфный термопластик с характеристиками, сходными с PEEK. По сравнению с PEEK, PEI дешевле, но имеет меньшую ударную вязкость и максимальную температуру использования. Ultem – семейство продуктов PEI, использующееся в медицинской и химической областях из-за хорошего теплового сопротивления, устойчивости к растворителям и огню. Ultem 1000 (стандартный, незаполненный полиэфиримид) является хорошим диэлектриком, стоек к огню и имеет низкое образование дыма. Ultem легко обрабатывается, обладает высокими прочностью и жесткостью, не теряет свойств в средах с температурой до 170 °С. ULTEM™ является зарегистрированным товарным знаком Sabic Innovative Plastics.
В армированном углеродным волокном PEI CarbonX™ используется фирменный состав из смолы ULTEM™ PEI и высокомодульного углеродного волокна. PEI – это аморфный полимер, обладающий отличными механическими, термическими и химическими свойствами. Из филамента на основе PEI создают детали для работы в условиях высокой температуры. Добавление высокомодульного углеродного волокна значительно увеличивает жесткость и упругость материала, стабильность размеров во время и после печати.
Характеристики филамента:
-
Стеклование (Tg) 217 °C;
-
Антипирен;
-
Гидролитическая стабильность;
-
Размерная стабильность (низкая текучесть и низкий, равномерный коэффициент теплового расширения);
-
Сохранение прочности и упругости при повышенных температурах;
-
Стойкость к широкому спектру химических веществ, таких как автомобильные жидкости, полностью галогенированные углеводороды, спирты и водные растворы;
-
Стабильная диэлектрическая проницаемость и коэффициент рассеяния в широком диапазоне температур и частот;
-
Диаметр: 1,75 мм (+/- 0,05 мм).
Рекомендуемые настройки печати:
-
Температура экструдера: 360-390 °C (цельнометаллический экструдер);
-
Температура платформы: 140-160 °C;
-
Подготовка платформы: лента PEI, полиимидная лента, слегка отшлифованная FR4 или перфорированная плита.
CarbonX™ CF-PETG
 Источник: 3dxtech.com
Источник: 3dxtech.com
Полиэтилентерефталатгликоль (PET-G) – модификация полиэтилентерефталата (PET/PETF). Прозрачный аморфный материал с высокой жесткостью и твердостью. Хорошо стерилизуется и перерабатывается. Температура стеклования 80-85 °С. В отличие от PET, не мутнеет при медленном охлаждении. Устойчив к растворам кислот, щелочей и солей, к мылам, маслам, спиртам и алифатическим углеводородам.
CarbonX™ PC+CF
 Источник: 3dxtech.com
Источник: 3dxtech.com
Поликарбонаты – группа термопластов, известная еще с 19 века. Наибольшее применение нашел поликарбонат на основе бисфенола-А, синтезируемого конденсацией фенола и ацетона. Прозрачное, гибкое, нерастворимое, легкое и термостойкое вещество. Разрушается под действием ультрафиолетового излучения.
Рекомендуемые настройки печати:
-
Экструдер: 280-310 °С;
-
Температура платформы: 110-120 °C;
-
Подготовка платформы: PEI-лист или лента, Kapton/PI Tape, клей-карандаш на чистом стекле, суспензия из ABS/ацетона.
CarbonX™ PC/ABS+CF
 Источник: 3dxtech.com
Источник: 3dxtech.com
Поликарбонат/акрилонитрил-бутадиен-стирол (PC/ABS) – смесь пластиков PC и ABS, сочетающая высокую жесткость и малую усадку ABS с ударопрочностью и термостойкостью поликарбоната.
CarbonX™ CF-PC/ABS разработан для изготовления деталей с улучшенным тепловым сопротивлением и механическими свойствами. Изделия из CF-PC/ABS отличаются высокой жесткостью, хорошим качеством поверхности, стабильностью размеров и высокой температурой эксплуатации.
Рекомендуемые настройки печати:
-
Экструдер: 280-310 °С;
-
Температура платформы: 110-120 °C;
-
Подготовка платформы: PEI-лист или лента, Kapton/PI Tape, клей-карандаш на чистом стекле, суспензия из ABS/ацетона.
CarbonX™ HTN + CF
 Источник: 3dxtech.com
Источник: 3dxtech.com
Полуароматический полифталамид (PPA), также известный как «Высокотемпературный нейлон» (HTN) – полиамид с высокими эксплуатационными характеристиками из подмножества термопластичных синтетических смол в семействе полиамидов (нейлонов). Обладает большей термической, механической и химической стойкостью по сравнению с обычными алифатическими нейлонами, такими как PA6, PA6.66, PA66, PA46 и PA12.
CarbonX™ CF-HTN – современный PPA-филамент, армированный высокомодульным углеродным волокном. HTN используется для замены металлов при изготовлении деталей, которые должны выдерживать большие механические нагрузки при повышенных температурах и в агрессивных химических средах. HTN – один из лучших материалов для изделий, работающих в тяжелых условиях в автомобильной, аэрокосмической, нефтегазовой, электротехнической и электронной отраслях.
Свойства CarbonX™ HTN+CF:
-
Стеклование (Tg) 125 °С;
-
Температура плавления (Тм) 260 °С;
-
Температура прогиба (HDT) 195 °C;
-
Отличная прочность и жесткость в широком диапазоне температур – до 195 °C;
-
Очень низкое влагопоглощение, обеспечивающее улучшенное сохранение механических свойств во влажной среде;
-
Химическая стойкость к спиртам, кислотам, топливу (авто/реактивному), маслам/смазкам, тормозной жидкости, трансмиссионной жидкости, антифризу и хлоридам Zn/Ca.
Рекомендуемые настройки печати:
-
Экструдер: 285-315 °C в зависимости от принтера;
-
Температура платформы: 110 - 120 °C;
-
Рекомендуется печатать на принтере с подогревом камеры до 80-120 °C;
-
Подготовка: лента PEI (ULTEM), нанесенная на платформу печати;
-
Опыт печати: пользователь должен иметь значительный опыт работы с PPA и использовать профессиональный или сильно модифицированный принтер.
Gen3 CarbonX™ NYLON+CF
 Источник: 3dxtech.com
Источник: 3dxtech.com
Gen3 CarbonX™ CF-Nylon – современный филамент из полуароматического полиамидного сополимера, армированного высокомодульным углеродным волокном. Материал используется для деталей с высокой жесткостью и упругостью, улучшенной химической и термической стойкостью, хорошим качеством поверхности и стабильностью размеров. Gen3 имеет более высокий HDT, чем предыдущие классы (147 °C при .45 MPa). CF Nylon (Gen 3) может использоваться в любом настольном 3D-принтере с подогреваемой платформой.
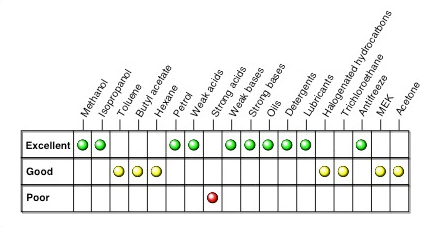
Диаграмма химической стойкости:
Рекомендуемые настройки печати:
-
Экструдер: 240-270 °С, CFR Nylon имеет лучшее сцепление слоев при более высоких температурах;
-
Температура платформы: 80 - 100 °C;
-
Подготовка платформы: полиимидная лента, чистое стекло с суспензией ABS/ацетон.
CarbonX™ PLA+CF
 Источник: 3dxtech.com
Источник: 3dxtech.com
CarbonX™ CFR-PLA изготовлен из высококачественного PLA Natureworks с наполнителем из высокомодульного углеродного волокна (не углеродного порошка или измельченного углеродного волокна). Подходит для использования в любом настольном 3D-принтере. Для печати этим материалом подогрев платформы не требуется.
 Источник: 3dxtech.com
Источник: 3dxtech.com
Полилактид (PLA) — биоразлагаемый, биосовместимый, термопластичный, алифатический полиэфир, мономером которого является молочная кислота. Изготавливается из возобновляемых материалов – кукурузы или сахарного тростника. Филаментом на основе PLA можно печатать на любом принтере без подогрева платформы, у него нет проблем с деформацией или растрескиванием.
Рекомендуемые настройки печати:
-
Экструдер: 190-220 °С;
-
Подготовка платформы: 3DXTech Blue Painters Tape, клей на основе ПВА, лак для волос на чистом стекле.
Антистатические 3DXSTAT ESD
 Источник: 3dxtech.com
Источник: 3dxtech.com
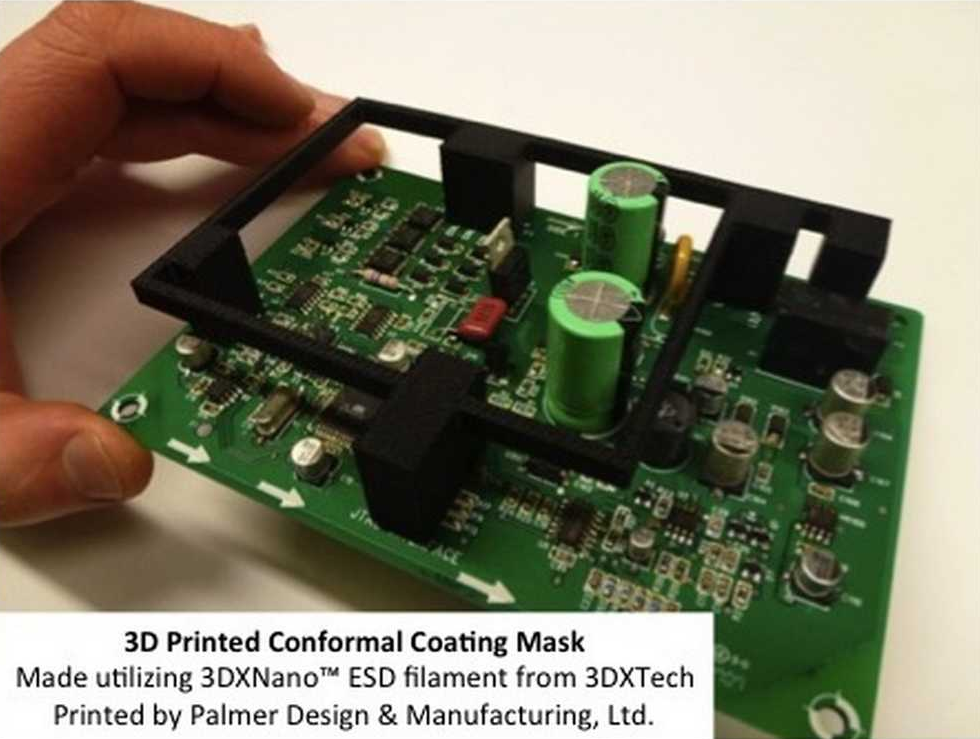
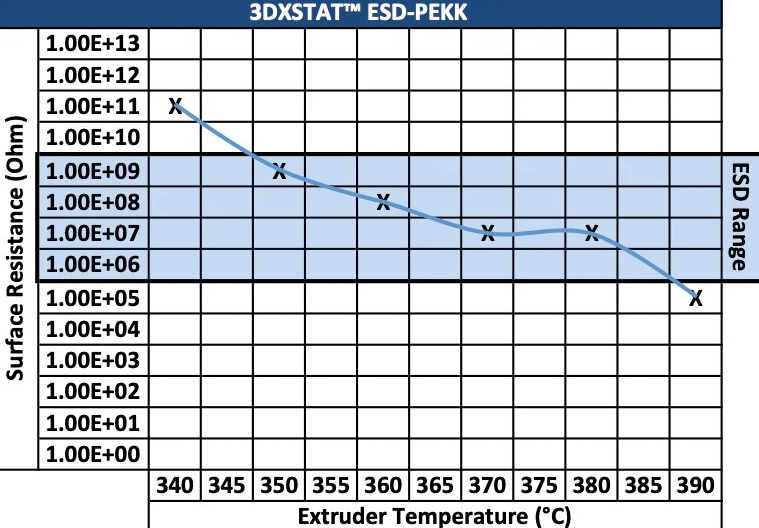
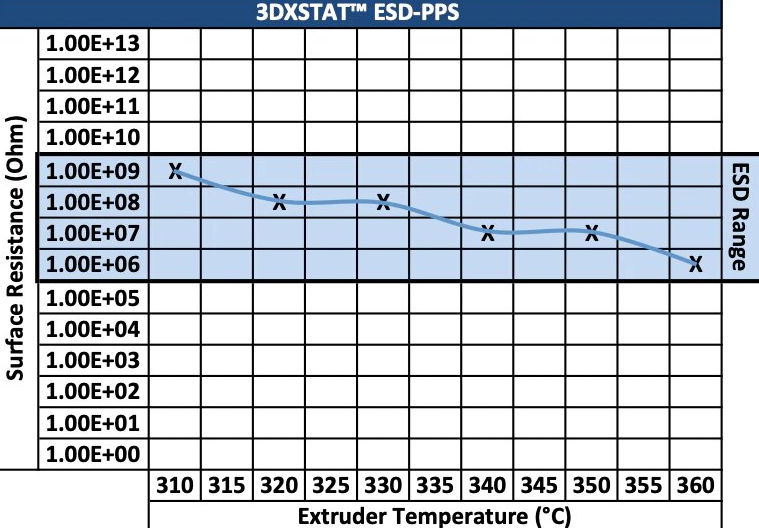
Материалы для 3D-печати с защитой от электростатического напряжения 3DXSTAT™ ESD изготавливаются по передовой технологии компаундирования многостенных углеродных нанотрубок (CNT) с различными полимерными материалами. Поверхностное сопротивление материала 10^7 Ом хорошо подходит для производства антистатических деталей.
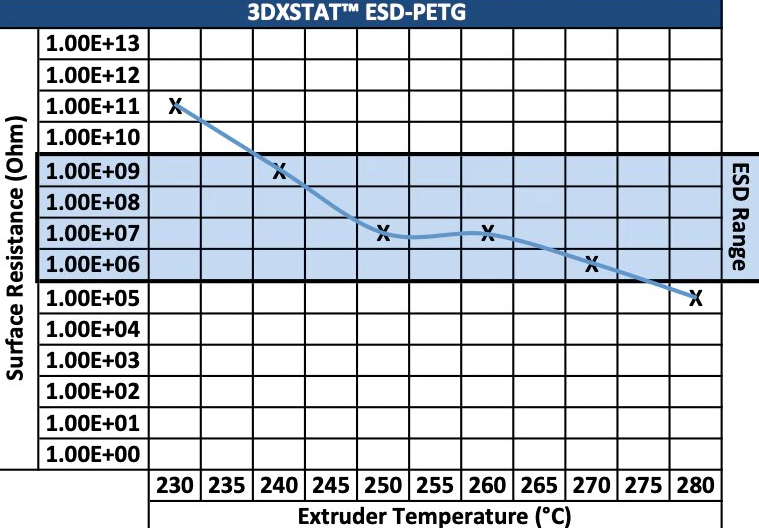
3DXSTAT™ ESD PETG
 Источник: 3dxtech.com
Источник: 3dxtech.com
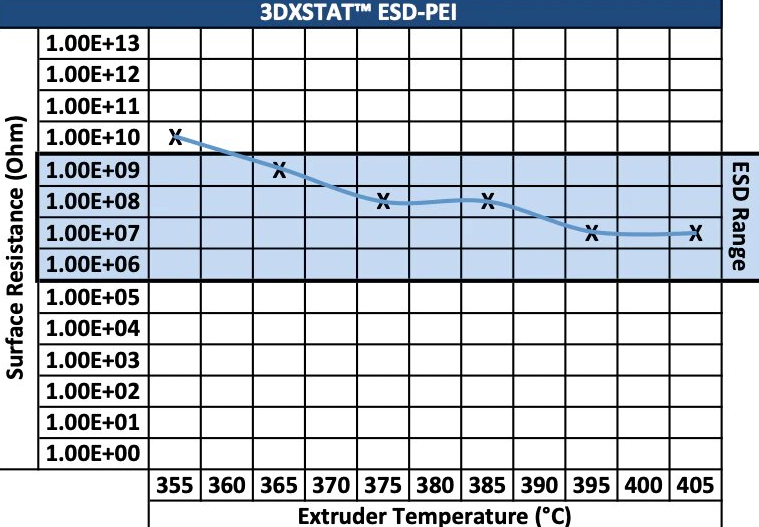
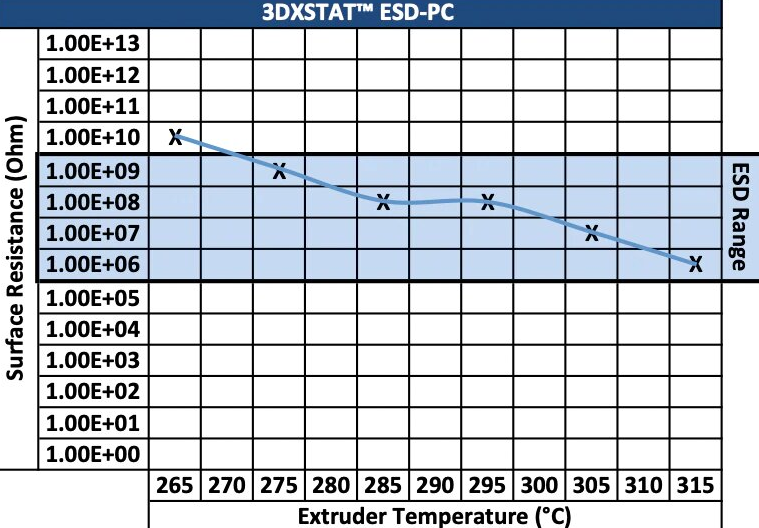
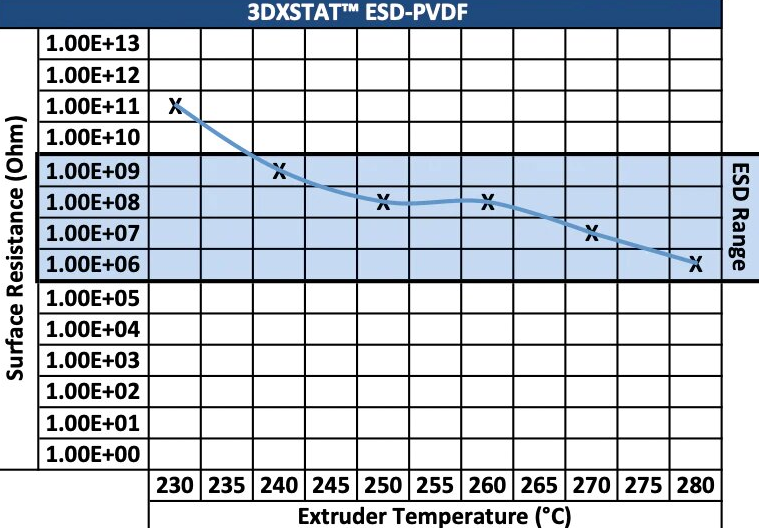
Поверхностное сопротивление материала зависит от температуры экструдера принтера. Например, если тестирование показывает, что деталь слишком изолирующая, то повышение температуры экструдера приведет к улучшению проводимости. Таким образом, поверхностное сопротивление можно «установить» в пределах 10^7 – 10^9 Ом, отрегулировав температуру экструдера.
 Источник: 3dxtech.com
Источник: 3dxtech.com
Свойства материала:
-
Лучшая химическая стойкость по сравнению с ABS;
-
Аморфный, низкая и почти изотропная усадка;
-
Низкое влагопоглощение, в 3 раза меньше по сравнению с ABS;
-
Меньше запаха во время печати;
-
Большая пластичность по сравнению с ABS;
-
Высокая температура эксплуатации, до 230-260 °C;
-
Постоянное удельное поверхностное сопротивление;
-
Ударопрочность;
-
Устойчивость к растяжению.
Рекомендуемые настройки печати:
-
Экструдер: от 230 до 260 °C;
-
Температура платформы: от 60 до 90 °C;
-
Подготовка платформы: чистое стекло с Kapton Tape, клей на основе ПВА, лак для волос.
3DXSTAT™ ESD ABS
 Источник: 3dxtech.com
Источник: 3dxtech.com
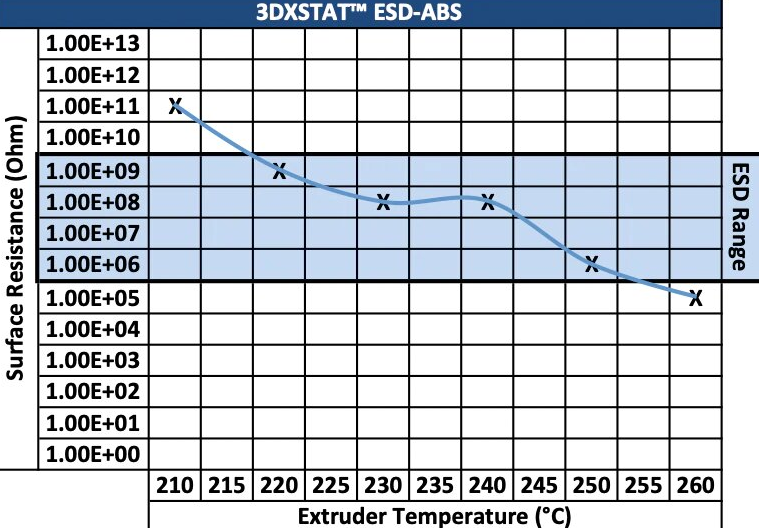
3DXSTAT™ ESD ABS – усовершенствованный и особо чистый состав с защитой от электростатического разряда (ESD). Материалы 3DXSTAT ESD производятся из высококачественного ABS, смешанного, в соответствии с запатентованной рецептурой, с многослойными углеродными нанотрубками.
 Источник: 3dxtech.com
Источник: 3dxtech.com
Рекомендуемые настройки печати:
-
Экструдер: 220-240 °С (настольные принтеры);
-
Температура платформы: 100-110 °C;
-
Подготовка платформы: Kapton Polyimide Tape, суспензия ABS/ацетон.
3DXSTAT™ ESD PLA
 Источник: 3dxtech.com
Источник: 3dxtech.com
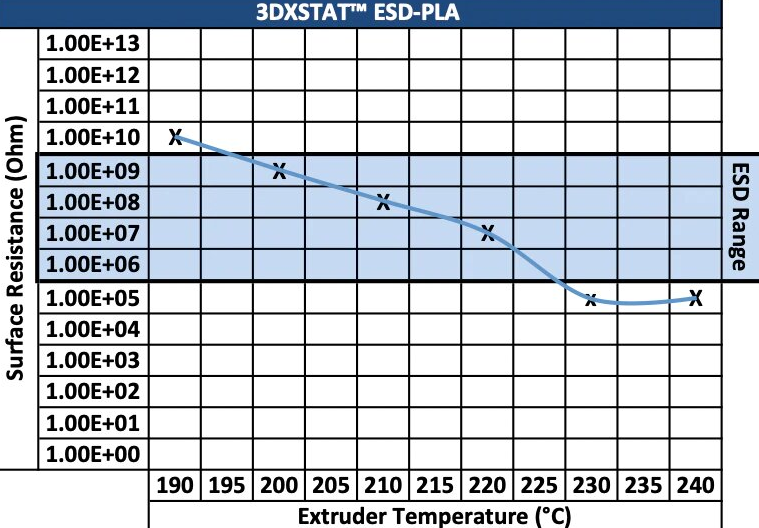
3DXSTAT™ ESD PLA – усовершенствованный состав для изготовления деталей для жестких дисков, корпусов, зажимов, кожухов, разъемов, дозаторов, датчиков и др., требующих защиты от статического электричества.
 Источник: 3dxtech.com
Источник: 3dxtech.com
Рекомендуемые настройки печати:
-
Температура экструдера 210-220 °C;
-
Множитель экструзии: 1,15 – 1,20;
-
Скорость экструзии: 60 мм/с или выше;
-
Скорость вентилятора: 50-100%, начиная со 2-го слоя;
-
Подготовка платформы: лак для волос на чистом стекле.
3DXSTAT™ ESD PEKK-A
 Источник: 3dxtech.com
Источник: 3dxtech.com
3DXSTAT™ ESD PEKK-A предназначен специально для аэрокосмической, оборонной и автомобильной отраслей, для которых требуются строго контролируемое рассеивание статического электричества, тепловые свойства, механические характеристики, отсутствие токсичных выделений и химическая стойкость. Изготовленный с использованием Arkema Kepstan® и современных проводящих добавок.
Свойства материала:
-
Изготовлен с использованием сополимера PEKK типа 60/40;
-
Температура стеклования (Tg) 162 °C (на 20 °C выше, чем в PEEK);
-
Температура теплового искажения (HDT) 150 °C;
-
Температура расплава (Tm) 305 °C (допускает более низкие температуры печати, чем PEEK);
-
Удельное поверхностное сопротивление от 10^4 до 10^9 Ом;
-
Стабильное удельное поверхностное сопротивление и высокая чистота материала;
-
Огнестойкость и низкое выделение дыма – специально для применения в космосе;
-
Гидролитическая стабильность в паровых и автоклавных средах;
-
Стабильность размеров (низкая ползучесть, низкий и равномерный коэффициент теплового расширения);
-
Прочность при повышенных температурах;
-
Стойкость к широкому спектру химических веществ;
-
Стабильная диэлектрическая проницаемость и коэффициент рассеяния в широком диапазоне температур и частот.
Рекомендуемые настройки печати:
-
Температура экструдера: 355-385 °C;
-
Температура платформы: 120-140 °C;
-
Подготовка платформы: лента Ultem™ или клей на чистом стекле;
-
Температура корпуса (если принтер оборудован): 70 - 140 °C.
3DXSTAT™ ESD PEEK
 Источник: https://www.3dxtech.com/3dxstat-esd-peek/
Источник: https://www.3dxtech.com/3dxstat-esd-peek/
Назначение материала аналогично PEKK-A, но с учетом отличий в свойствах.
Свойства материала:
-
Температура стеклования (Tg) 143 °C;
-
Температура расплава (Tm) 343 °C;
-
Температура непрерывного использования (CUT) 240-260 °C.
Рекомендуемые настройки печати:
-
Температура экструдера: 375–410 °C;
-
Температура платформы: 130–150 °C;
-
Подготовка платформы: лента Ultem™ или лист Ultem® PEI.
3DXSTAT™ ESD PEI
 Источник: 3dxtech.com
Источник: 3dxtech.com
3DXSTAT™ ESD PEI – специальный состав для 3D-печати, изготовленный с использованием смолы ULTEM™ PEI и инновационных углеродных добавок. PEI – это аморфный полимер, сочетающий отличные механические, термические и химические свойства. Благодаря очень высокой температуре стеклования (Tg), из филамента на основе PEI создают детали, работающие при повышенных температурах и с защитой от электростатического разряда (ESD).
 Источник: 3dxtech.com
Источник: 3dxtech.com
Рекомендуемые настройки печати:
-
Температура экструдера: 360-390 °C;
-
Температура платформы: 140-160 °C;
-
Подготовка платформы: лента PEI, полиимидная лента, слегка отшлифованная FR4, перфорированная пластина.
Детали из материалов с PEI могут быть термообработаны, чтобы снять внутренние напряжения, приводящие к снижению механических свойств:
Шаг 1: Поместите изделия в печь при комнатной температуре.
Шаг 2. Установите температуру на 150 °С и дайте стабилизироваться в течение 1 часа.
Шаг 3: Увеличьте температуру до 205 °С и дайте стабилизироваться еще 1 час.
Шаг 4: Уменьшите температуру до 150 °С и дайте стабилизироваться в течение 30 минут.
Шаг 5: Через 30 минут выключите печь и дайте деталям вернуться к комнатной температуре внутри остывающей печи.
3DXSTAT™ ESD PC
 Источник: 3dxtech.com
Источник: 3dxtech.com
Свойства материала:
-
Высокие термические свойства Tg – 147 °C;
-
Аморфный, низкая и почти изотропная усадка;
-
Отличная пластичность и ударопрочность;
-
Очень слабый запах, испускаемый во время печати;
-
Высокая рабочая температура, до 265-300 °C.
 Источник: 3dxtech.com
Источник: 3dxtech.com
Рекомендуемые настройки печати:
-
Температура экструдера: 260-300 °C;
-
Температура платформы: 110-120 °C;
-
Подготовка платформы: Kapton Polyimide с покрытием из суспензии ABS/ацетон.
3DXSTAT™ ESD TPC FLEX
 Источник: 3dxtech.com
Источник: 3dxtech.com
Эластомер 3DXSTAT™ ESD-Safe TPC SEMI-FLEX 95A (термопластичный сополиэфир) – сочетание гибкости, простоты печати, химической стойкости и ударной вязкости.
Свойства материала:
-
Способность к растягиванию (> 300%);
-
Поверхностное сопротивление 10^6 – 10^9 Ом;
-
Простота печати;
-
Отличное склеивание слоев;
-
Сопротивление усталости материала;
-
Очень слабый запах при печати;
-
Низкое влагопоглощение;
-
Гибкость при низких температурах;
-
Можно печатать без подогрева платформы;
-
Не содержит стирол и BPA.
Рекомендуемые настройки печати:
-
Температура экструдера: 245-265 °C;
-
Температура платформы: 23-70 °C;
-
Подготовка платформы: лак для волос или клей-карандаш на чистом стекле.
3DXSTAT™ ESD PVDF
 Источник: 3dxtech.com
Источник: 3dxtech.com
Свойства материала:
-
Высокая температура непрерывного использования – до 150 °C;
-
Стойкость к широкому спектру химических веществ, таких как автомобильные жидкости (масла, топливо, смазочные материалы), полностью галогенированные углеводороды, спирты, кислоты и основания;
-
ESD-Safe с поверхностным удельным сопротивлением от 10^6 до 10^9 Ом;
-
Хорошая стойкость к истиранию – аналогично нейлону и UHMW-PE;
-
Низкое выделение дыма и плохое горение (базовая смола имеет рейтинг V-0);
-
Долгосрочная гидролитическая стабильность.
 Источник: 3dxtech.com
Источник: 3dxtech.com
Полимер начинает разлагаться при температуре выше 290 °C. Необходимо держать температуру экструдера ниже этой точки.
Рекомендуемые настройки печати:
-
Температура экструдера: 250-270 °C;
-
Температура платформы: 90-110 °C;
-
Подготовка платформы: клей на основе ПВА, лак для волос, слегка отшлифованная FR4 или перфорированная пластина.
3DXSTAT® ESD PPS
 Источник: 3dxtech.com
Источник: 3dxtech.com
Свойства материала:
-
Температура плавления (Тм) 285 °С;
-
Температура стеклования (Tg) 85 °C;
-
Химическая стойкость – нерастворим в любом известном растворителе при температуре до 200 °C;
-
Огнестойкость;
-
Длительная гидролитическая стабильность – очень низкое влагопоглощение;
-
Прочность при повышенных температурах;
-
Стабильная диэлектрическая проницаемость и коэффициент рассеяния в широком диапазоне температур и частот.
 Источник: 3dxtech.com
Источник: 3dxtech.com
Рекомендуемые настройки печати:
-
Температура экструдера: 330-345 °C;
-
Температура платформы: 120-160 °C;
-
Температура в камере: 60-90 °C (при наличии возможности);
-
Подготовка платформы: лента или лист Ultem™, клей-карандаш на чистом стекле.
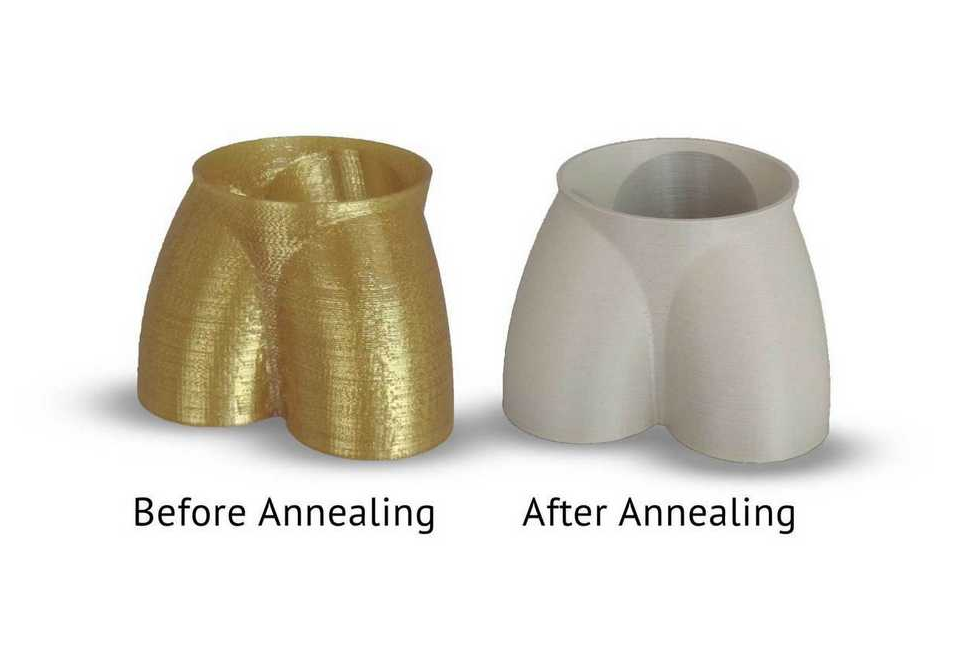
Детали, сделанные из PPS, должны быть термически обработаны после печати, чтобы увеличить кристаллизацию смолы и обеспечить максимальную механическую, термическую и химическую стойкость. Для полной обработки обычно требуется 2-4 часа нагрева при 130 °C. 3DXTECH рекомендует следующую последовательность:
Шаг 1: Поместите изделия в печь при комнатной температуре. Опоры могут быть оставлены на детали, если есть риск деформации.
Шаг 2. Установите температуру на 80 °C и дайте ей стабилизироваться в течение 1 часа.
Шаг 3: Поднимите температуру до 130 °C и дайте ей стабилизироваться 2-3 часа или дольше, в зависимости от размера и толщины детали.
Шаг 4: Выключите печь и дайте деталям остыть до комнатной температуры.
Жаропрочные ThermaX
ThermaX® PEKK-A
 Источник: 3dxtech.com
Источник: 3dxtech.com
ThermaX® PEKK-A создан для печати на любых 3D-принтерах (с подходящей температурой экструдера) с открытым исходным кодом. От пользователей не требуется покупки дорогостоящих специализированных устройств или специального ПО для печати этим материалом. ThermaX™ PEKK-A имеет более широкий интервал рабочих температур, чем PEEK, и печатается с температурой экструдера 325 - 350 °C, тогда как PEEK требует температуры экструдера 400 °C или выше. ThermaX™ PEKK имеет более низкую скорость и степень кристаллизации, чем PEEK, поэтому детали, напечатанные с применением этого материала, нуждаются в дополнительной термической пост-обработке.
ThermaX® PEKK-C
 Источник: 3dxtech.com
Источник: 3dxtech.com
Устойчивость ThermaX® PEKK-C к широкому спектру химических веществ делает его пригодным для использования в нефтегазовой, автомобильной, аэрокосмической и химической промышленности.
Свойства материала:
-
Изготавливается с использованием сополимера PEKK 70/30 (PEKK-C), который имеет лучшие термические свойства, чем PEKK-A;
-
Температура непрерывного использования (CUT) 260 °C, возможно выше в течение короткого времени;
-
Температура стеклования (Tg) 162 °C (на 20 °C выше, чем в PEEK);
-
Температура расплава (Tm) 335 °C (печатает при более низкой температуре, чем PEEK);
-
Огнестойкость (UL94 V-0);
-
Низкое дымообразование;
-
Механическая и химическая стойкость.
ThermaX™ PEEK+GF[10/20/30]
 Источник: 3dxtech.com
Источник: 3dxtech.com
ThermaX™ PEEK с добавлением 10/20/30 % стекловолокна – материал с высокими тепловыми свойствами, низким коэффициентом деформации, хорошей стабильностью размеров, большой прочностью и жесткостью. Стойкость к широкому спектру химических веществ делает его пригодным для использования в нефтегазовой, автомобильной, аэрокосмической и химической промышленности.
Свойства материала:
-
Термическое сопротивление до 300 °C;
-
Температура стеклования (Tg) 143 °C;
-
Температура теплового искажения (HDT при 1,8 МПа) 300 °C;
-
Температура плавления (Tm) 343 °C;
-
Огнестойкость (UL94 V-0);
-
Механическая, термическая и химическая стойкость;
-
Температура непрерывного использования (CUT) 260 °C, возможно выше в течение короткого времени.
ThermaX™ PEEK [Natural/Black/Red/Blue/Grey]
 Источник: 3dxtech.com
Источник: 3dxtech.com
ThermaX™ PEEK (PolyEtherEtherKetone) – полимер, обладающий хорошей механической, термической и химической стойкостью.
Свойства материала:
-
Температура стеклования (Tg) 143 °C;
-
Температура плавления (Tm) 343 °C;
-
Огнестойкость (UL94 V-0);
-
Механическая, термическая и химическая стойкость;
-
Температура непрерывного использования (CUT) 260 °C, возможно выше в течение короткого времени.
ThermaX™ PPSU
 Источник: 3dxtech.com
Источник: 3dxtech.com
ThermaX™ PPSU (PPSF) обладает отличной термостойкостью и химической нейтральностью, что дает возможность применения изготовленных из него деталей в особо тяжелых условиях автомобильной, аэрокосмической, электронной, оборонной и медицинской отраслей.
Свойства материала:
-
Хорошие термические свойства – Tg 220 °C и HDT 205 °C;
-
Гидролитическая стойкость;
-
Устойчивость к растрескиванию (ESCR);
-
Ударопрочность;
-
Устойчивость к гамма-излучению, даже в больших дозах (10 Mrd);
-
Устойчивость к стерилизации, в том числе газом, радиацией, автоклавированием, плазмой, сухим теплом и холодными методами;
-
Устойчивость к распространенным автомобильным жидкостям, включая топливо, антифриз, трансмиссионную жидкость, моторное масло, жидкость для гидроусилителя руля, жидкость для омывателя лобового стекла;
-
Антипирен с низким выделением дыма и низкой токсичностью дыма;
-
Размерная стабильность – низкая ползучесть и низкий, равномерный коэффициент теплового расширения;
-
Прочность при повышенных температурах.
ThermaX™ PSU
 Источник: 3dxtech.com
Источник: 3dxtech.com
ThermaX™ PSU – более дешевая альтернатива ULTEM™ 9085, обладающая меньшей плотностью и лучшими значениями Tg и HDT.
Свойства материала:
-
Хорошие термические свойства – Tg 187 °C и HDT 172 °C;
-
Гидролитическая стойкость;
-
Устойчивость к растрескиванию (ESCR);
-
Устойчивость к гамма-излучению;
-
Устойчивость к стерилизации, в том числе газом, радиацией, автоклавированием, сухим теплом и холодными методами;
-
Устойчивость к распространенным автомобильным жидкостям, включая топливо, антифриз, трансмиссионную жидкость, моторное масло, жидкость для гидроусилителя руля, жидкость для омывателя ветрового стекла;
-
Размерная стабильность – низкая ползучесть и низкий, равномерный коэффициент теплового расширения.
ThermaX™ PEI 9085
 Источник: 3dxtech.com
Источник: 3dxtech.com
Филаменты из смолы ULTEM™ 9085 PEI предназначены для создания деталей с хорошим качеством поверхности и возможностью использования при повышенных температурах. ULTEM™ 9085 соответствует FAR 25.853 и OSU 65/65 по нормам токсичности, выделения дыма и горения.
Свойства материала:
-
Хорошие термические свойства, Tg 186 °C;
-
Огнестойкость с низким выделением дыма и низкой токсичностью дыма;
-
Гидролитическая стабильность;
-
Размерная стабильность – низкая ползучесть и низкий, равномерный коэффициент теплового расширения;
-
Прочность при повышенных температурах;
-
Устойчивость к распространенным автомобильным жидкостям, полностью галогенированным углеводородам, спиртам и водным растворам;
-
Стабильная диэлектрическая проницаемость и коэффициент рассеяния в широком диапазоне температур и частот.
ThermaX™ PEI 1010
 Источник: 3dxtech.com
Источник: 3dxtech.com
Филамент из смолы ULTEM™ 1010, обладая меньшим весом при сравнимой прочности, используются в качестве замены стали и алюминия при изготовлении деталей в автомобильной и аэрокосмической промышленности, электротехнике и электронике.
Свойства материала:
-
Хорошие термические свойства, Tg 217 °C;
-
Огнестойкость;
-
Гидролитическая стабильность;
-
Размерная стабильность – низкая ползучесть и низкий, равномерный коэффициент теплового расширения;
-
Прочность при повышенных температурах;
-
Устойчивость к распространенным автомобильным жидкостям, полностью галогенированным углеводородам, спиртам и водным растворам;
-
Стабильная диэлектрическая проницаемость и коэффициент рассеяния в широком диапазоне температур и частот.
ThermaX™ PEI+GF10
 Источник: 3dxtech.com
Источник: 3dxtech.com
По своим характеристикам ThermaX™ PEI+GF10 аналогичен ThermaX™ PEI 1010, кроме большей прочности за счет добавления 10% стекловолокна.
ThermaX™ PEI+GF30
 Источник: 3dxtech.com
Источник: 3dxtech.com
По своим характеристикам ThermaX™ PEI+GF10 аналогичен ThermaX™ PEI 1010, кроме большей прочности, за счет добавления 30% стекловолокна.
ThermaX™ PPS
 Источник: 3dxtech.com
Источник: 3dxtech.com
ThermaX™ PPS – химически, термически и механически стойкий филамент. Огнестойкость и свойство самозатухания делают его хорошим материалом для применения в электротехнике и электронике.
Свойства материала:
-
Температура плавления (Тм) 285 °С;
-
Температура стеклования (Tg) 85 °C;
-
Нерастворим в любом известном растворителе при температуре до 200 °C;
-
Огнестойкость;
-
Гидролитическая стабильность – очень низкое влагопоглощение;
-
Прочность при повышенных температурах;
-
Стабильная диэлектрическая проницаемость и коэффициент рассеяния в широком диапазоне температур и частот.
Биомедицинский Fibretuff
FIBRETUFF® BIOMEDICAL 3D FILAMENT
 Источник: 3dxtech.com
Источник: 3dxtech.com
FIBRETUFF® служит для 3D-печати анатомически точных моделей костей в медицинских, стоматологических и ветеринарных целях. Полученные изделия применяются для моделирования, обучения и предоперационной оценки. Филамент производится по рецептуре Fibretuff® Medical Biopolymers LLC. Полимер легок в использовании и не требует интенсивной сушки, как и многие другие высокотехнологичные смолы. Из Fibretuff® можно печатать детали с очень высоким разрешением и точностью для придания модели естественного «костного» внешнего вида и текстуры.
Материал не предназначен для изготовления имплантатов.
Свойства материала:
-
Нетоксичный, NAMSA Class 1, USP Class VI для устройств класса II;
-
Возможность фиксации винтов и других креплений;
-
Реалистичные сверление, резка и распиловка;
-
Моделирование костей переменной плотности;
-
Радионепрозрачный, видимый для рентгеновского и МРТ исследований.
Рекомендуемые настройки печати:
-
Температура экструдера: 225-235 °C;
-
Температура платформы: 80-100 °C;
-
Подготовка платформы: лак для волос на чистом стекле, лист PEI, Buildtak, GekoTek;
-
Высота слоя: от 0,1 до 0,2 мм;
-
Подогрев камеры печати: 70-80 °C;
-
Скорость печати: 45-50 мм/с для первого слоя;
-
Плотность заполнения: 90-93%;
-
Охлаждающий вентилятор: 50-100% для первых нескольких слоев, затем выключить.
Материалы поддержки
 Источник: 3dxtech.com
Источник: 3dxtech.com
AquaTek™ (BVOH и PVA) водорастворимая поддержка
 Источник: 3dxtech.com
Источник: 3dxtech.com
AQUATEK™ PVA – усовершенствованный водорастворимый опорный филамент на основе нового поколения PVA (поливинилового спирта, PVOH) от Kuraray 3D 2000. Материал используется для печати сложных деталей из филаментов PLA, PVB, Nylon и TPU. AquaTek™ PVA легко удаляется с детали обычной водопроводной водой комнатной температуры. Филамент следует хранить в герметичной упаковке, так как материал становится липким из-за влажности воздуха.
Рекомендуемые настройки печати:
-
Температура экструдера: 190-220 °C;
-
Температура платформы: 23-70 °C.
3DXMAX® HIPS растворимая/ломкая поддержка
 Источник: 3dxtech.com
Источник: 3dxtech.com
Изготовлено из 100% HIPS (High Impact Polystyrene) производства США. Используемая в филаменте 3DXMAX™ HIPS формула немного отличается от обычного HIPS тем, что растворяется в лимонене (d-Limonene orange).
Рекомендуемые настройки печати:
-
Температура экструдера: 220-235 °C;
-
Температура платформы: 100-110 °C;
-
Подготовка платформы: каптоновая лента, суспензия ABS/ацетон.
ThermaX™ HTS легкоудаляемая поддержка
 Источник: h3dxtech.com
Источник: h3dxtech.com
Легкоудаляемая поддержка для высокотемпературной печати — ломкий опорный филамент предназначен для поддержки изделий при печати из высокотемпературных материалов 3D-принтерами с двумя экструдерами. ThermaX™ HTS может использоваться со следующими материалами:
-
PEKK;
-
PEEK;
-
Ultem PEI;
-
PPSU;
-
PSU;
-
PPS.
Рекомендуемые настройки печати:
-
Температура экструдера: 350-380 °C;
-
Температура платформы: 120-160 °C;
-
Температура в камере: не более 185 °C (при наличии возможности);
-
Подготовка платформы: лента Ultem®, полиимидная лента, слегка отшлифованная FR4 или перфорированная плита;
-
Скорость печати не более 30 мм/с (первый слой);
-
Охлаждение: без вентилятора.
Опору лучше всего удалять, пока деталь теплая. Если деталь остыла и удаление опоры стало затруднительным, допускается разогреть деталь в течение 30-45 минут, чтобы облегчить удаление. Температура не должна превышать Tg материала модели.
Другие материалы
Нейлон
 Источник: 3dxtech.com
Источник: 3dxtech.com
Нейлон (Nylon) — семейство синтетических полиамидов. Изначально торговая марка компании DuPont, сейчас нейлоном называют множество полиамидов, первым из которых был изобретенный DuPont оригинальный полимер Nylon 66. Обладает высокими механическими свойствами, имеет высокую температуру плавления и низкий коэффициент трения.
PPS
 Источник: 3dxtech.com
Источник: 3dxtech.com
Полифениленсульфид (PPS) – полимер, обладающий высокой химической стойкостью и поверхностным сопротивлением ESD. Один из наиболее химически стойких термопластичных материалов. PPS нерастворим в любом известном растворителе при температуре до 200 °C. Используется в автомобилестроении, химической обработке, нефтяной и газовой промышленности. По своей природе является огнестойким и самозатухающим, что делает его идеальным материалом для применения в электротехнике и электронике.
ASA
 Источник: 3dxtech.com
Источник: 3dxtech.com
Акрилонитирл-стирол-акрилат (ASA) – устойчивый к УФ-излучению атмосферостойкий полимер. Используется для изделий, эксплуатирующихся в тяжелых погодных условиях. Может служить и как самостоятельный материал, и как пигментная добавка к другим филаментам. Выпускается в виде пластикового прутка или гранул.
TPE (TPEE, TPC, COPE)
 Источник: all3dp.com
Источник: all3dp.com
Сложный термопластичный сополиэфирный эластомер (TPE, TPEE, TPC, COPE) – система смол на основе твердых полиэфиров (обычно PBT), скрепленных мягкими эластомерными сегментами. Мягкие сегменты увеличивают гибкость и снижают твердость – чем больше мягких сегментов добавлено, тем мягче и гибче полимер. Эти типы смол используются для изготовления шлангов, проводов, кабелей и медицинских изделий.
PVDF
 Источник: wilhelmsen.com
Источник: wilhelmsen.com
Поливинилиденфторид (PVDF) – полимер, обладающий высокой термической и химической стойкостью. Предназначен для использования при температуре до 150 °C, устойчив к большинству химикатов и растворителей, что делает его подходящим для печати деталей, работающих в агрессивных средах. 3DXSTAT™ PVDF состоит из смолы Arkema Kynar® PVDF, смешанной с запатентованным составом специальных углеродных добавок 3DXTECH. Негигроскопичен, стоек к УФ-излучению и радиации.
Примеры использования
 Источник: all3dp.com
Источник: all3dp.com
3D-печать деталей для самодельных ракет, пользователь mpitfield
 Источник: rocketryforum.com
Источник: rocketryforum.com
Пользователь mpitfield занимается изготовлением и запуском любительских ракет. Для особо важных узлов он использует материалы компании 3DXTech. mpitfield пишет:
«Подготовка: не требуется подготовка платформы, кроме удаления жира от рук.
Поверхность платформы: я без проблем печатал как на стандартном гибком листе Prusa MK3, так и на текстурированном гибком листе V3.
Температура: 1-й слой 85, другие слои 80. 1-й слой экструдера 245, другие слои 260
Охлаждение печати: отключено для первых трех слоев, последующие слои динамически изменяются от 30 до 50%.
Размер сопла и разрешение: Я использовал как .35, так и .4 E3D Nozzle X. Во всех обзорах и документации рекомендуется использовать закаленную насадку с минимальным диаметром .4, и я согласен с этим. Сопло .35 дает более качественные отпечатки с использованием PETG и PLA, но CarbonX быстро забивает его. Я использовал минимальное рекомендуемое разрешение .2, и это дало потрясающие результаты.
Простота печати: Очень похоже на обычный PETG, но без паутинки. Никакой специальной подготовки платформы и проблем с запахом, о которых следует беспокоиться.
Адгезия: Очень похоже на обычный PETG. Отличная адгезия при повышении температуры в процессе печати. После того, как платформа печати остынет, детали легко снимаются.
3DXTECH сосредоточился на создании высококачественных экзотических нитей, и CarbonX отвечает самым высоким требованиям. Я печатал с использованием Prusament Black PETG и PLA, текстура, цвет и качество этой нити превосходны. Есть некоторые проблемы с мостовыми соединениями, необходимо подобрать настройки «Коэффициент потока моста» в Slic3r или в используемом вами слайсере.»
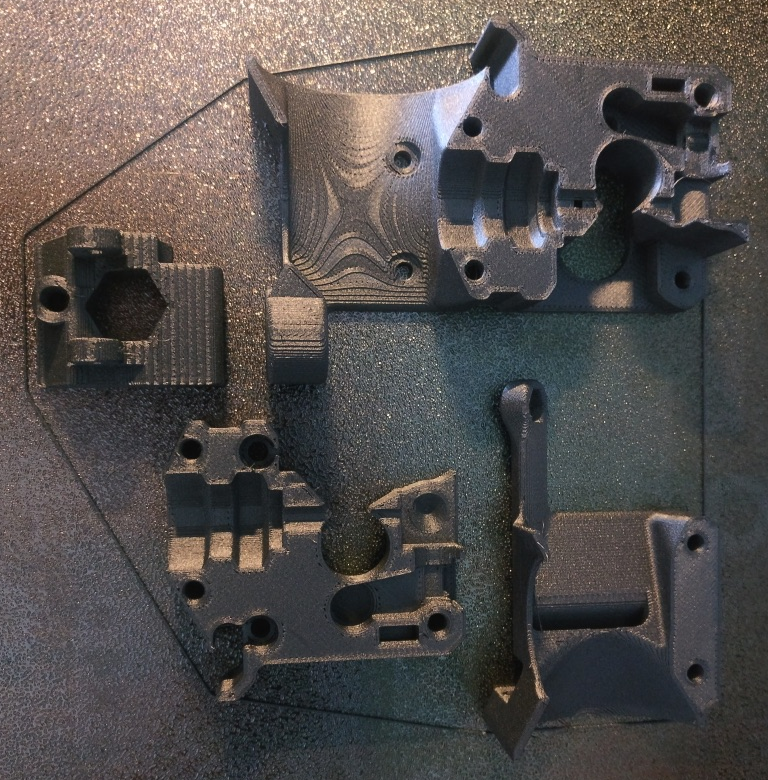
Печать различных деталей, пользователь Эммет Греймс
 Источник: all3dp.com
Источник: all3dp.com
Эммет тестировал CarbonX PLA на модернизированном Tronxy X5S со стальным соплом 0,4 мм, чтобы избежать чрезмерного износа от абразивных волокон. Он столкнулся с рядом проблем при печати:
«Главная проблема заключалась в том, что экструдированный пластик плохо прилипал, в результате чего каждый новый слой ненадежно крепился к остальной части детали. Понадобилось печатать очень медленно при немного более высокой температуре, давая материалу больше времени для плавления и прилипания к предыдущему слою.
 Источник: all3dp.com
Источник: all3dp.com
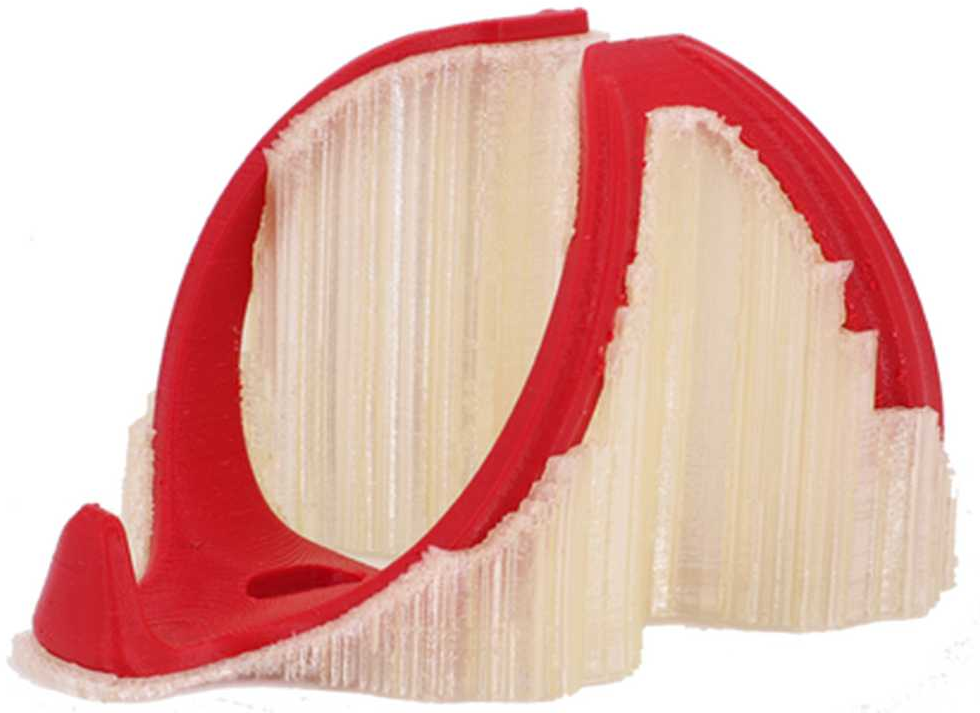
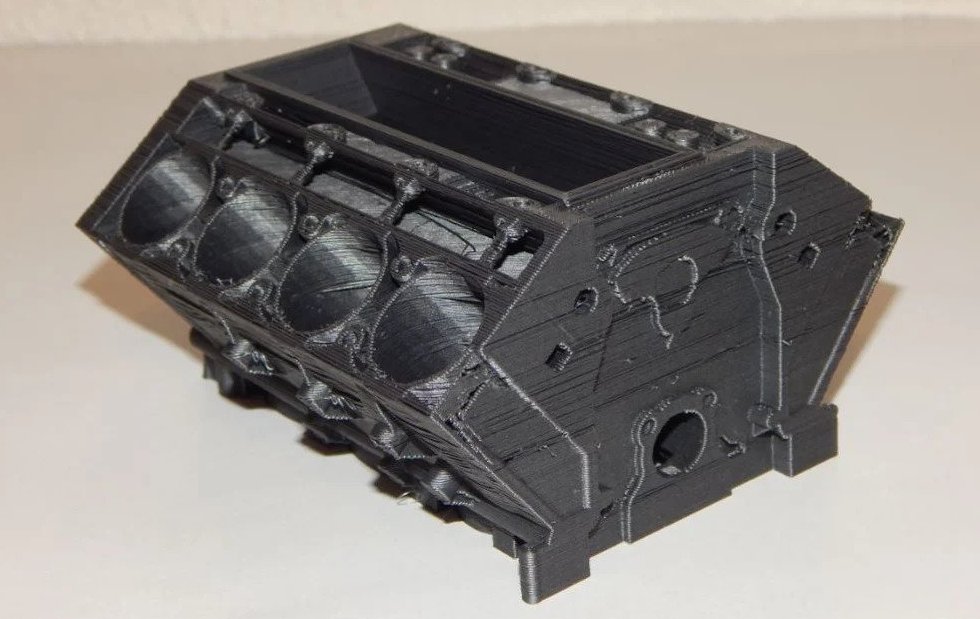
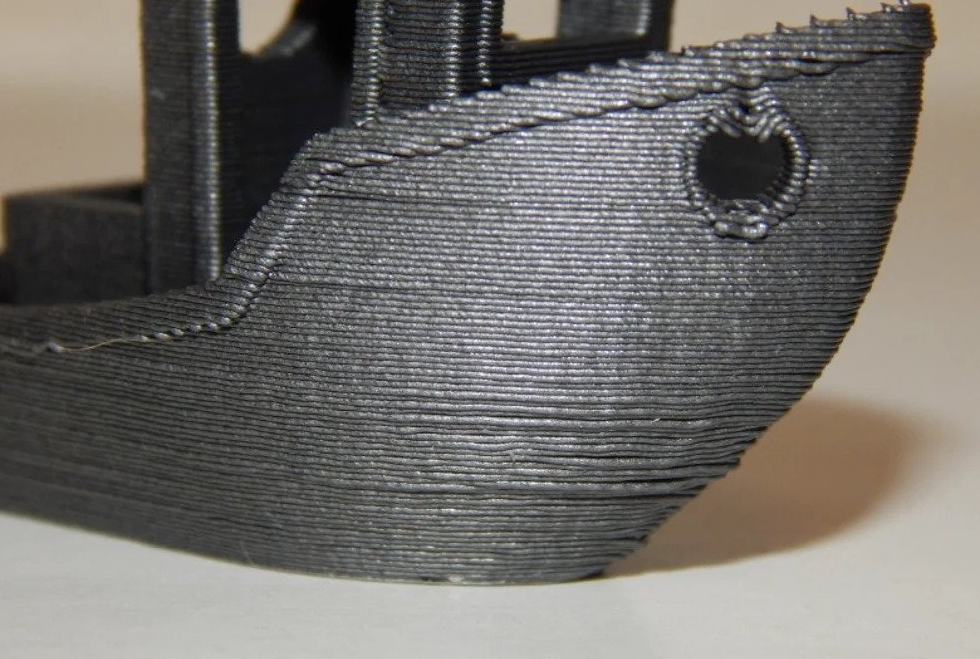
Поскольку этот филамент предназначен для использования в функциональных деталях, мы напечатали турбину, созданную пользователем Thingiverse CorrugatorSupecilii. Готовая деталь получилась прочной и жесткой, имеющей приятную матовую текстуру. Мы уверены, что она хорошо подойдет для работы в промышленных условиях и будет менее подвержена износу, чем сделанная из стандартного PLA.
 Источник: all3dp.com
Источник: all3dp.com
У нас были небольшие проблемы с настройкой печати филаментом CarbonX. Мы начали с базовых настроек PLA: 205 °C на сопле (среднее арифметическое от рекомендуемой температуры), скорость печати около 50 мм/с, высота слоя 0,3 мм и процент заполнения по умолчанию. Первые несколько Benchy оказались неудачными.
Рекомендованные производителем настройки:
-
Температура сопла: 190–220 °C;
-
Температура слоя: 23–60 °C;
-
Высота слоя: более 0,2 мм;
-
Сопло: более 0,4 мм, предпочтительно закаленная сталь;
-
Диаметр нити: 1,75 или 2,85 мм.
В конце концов, мы обнаружили, что филамент работает лучше всего при очень медленной печати. Лучшие отпечатки были сделаны при следующих настройках Slic3r Prusa Edition:
-
Температура сопла: 215 °C;
-
Температура платформы: 45 °C;
-
Высота слоя: 0,3 мм;
-
Скорость печати: 10–20 мм/с для периметра, 30 мм/с для заполнения и 60 мм/с для мостов/выступов;
-
Мультипликатор экструзии: 1,05;
-
Скорость вентилятора охлаждения: минимум 80%;
-
Заполнение: от 10% до 20%.»
Детали мотоцикла, созданного 3DXTech для участия в выставке
 Источник: 3dprintingmedia.network
Источник: 3dprintingmedia.network
Полнофункциональный электромотоцикл с деталями, изготовленными методом 3D-печати, был представлен на выставке Rapid Event в Fort Worth Texas в 2018 г. Из материалов 3DXTech CarbonX были напечатаны детали несущей конструкции и внешнего обвеса мотоцикла.
Заключение
 Источник: plasticsnews.com
Источник: plasticsnews.com
Несмотря на то, что филаменты 3DXTech используются в основном профессионалами, их материалы можно использовать абсолютно в любом 3D-принтере, в соответствии с исчерпывающими рекомендациями производителя по настройке печати.
«Мы работаем по 12 часов в сутки шесть дней в неделю, чтобы просто выполнить поступающие заказы, и нам пришлось расширяться. Когда 3DXTech начал свою деятельность, он сразу же сосредоточился на высококачественных полимерах и композитах, предлагая материалы PEEK, PEI (ULTEM) и PEKK, а также несколько типов наполнителей из углеродных нанотрубок, углеродных волокон и композитов из стекловолокна. Сейчас пришло время заняться не только материалами, но и 3D-принтерами и производством деталей», – говорит Мэтт Хоулетт.
Рекомендуемые товары












Оставить комментарий