

Обзор нового Omni3D Factory 2.0

Всем привет! С вами Top 3D Shop и в очередном обзоре мы рассказываем о 3D-принтере Omni3D Factory 2.0. Это 3D-принтер с большой областью печати, предназначенный для изготовления моделей из функциональных инженерных пластиков, таких как нейлон и поликарбонат. Возможна экспериментальная печать небольших деталей высокотемпературными Ultem и PEKK. Благодаря наличию двух экструдеров и возможности делать поддержки из разных материалов, пользователям доступна печать изделий сложных необычных форм.
Читайте статью, чтобы узнать больше.
Содержание
- О компании Omni3D
- 3D-принтер Omni3D Factory 2.0
- Характеристики
- Описание
- Органы управления и ПО
- Комплект поставки
- Примеры использования
- Выявленные плюсы и минусы
- Заключение
О компании Omni3D

Источник: omni3d.com
Компания Omni3D — первый польский производитель промышленных 3D-принтеров с технологией FFF. Работает в Польше и за рубежом, предлагая промышленные системы 3D-печати, аренду оборудования и 3D-печать на заказ. Премьера первого принтера RapCraft состоялась в 2013 году. За дальнейшие разработки 3D-принтеров компания была неоднократно удостоена наград и премий.
3D-принтер Omni3D Factory 2.0

Источник: top3dshop.ru
Характеристики
- Калибровка столешницы авто Область применения Дизайн; Архитектура; Упаковка; Реклама; Макетирование; Сувенирная промышленность; Ювелирное дело; Образование; Производство
- Температура в камере 70°C Температура печатного стола 130 °C
- Температура экструдера 360 °C Технология печати FDM
- Толщина слоя от 50 мкм Точность печати 200 мкм +/- 0.2 мм
- Диаметр нити 1,75 Диаметр сопла, мм 0,4
- Количество печатающих головок 2
- Область печати 500x500x500 мм
- Основной материал ABS-42, ABS-20s, ASA-39, PC-ABS-47, PET-G-32, HIPS-20, PA-6/66 HD, CF-PA-12, PLA-36, TPU-93A, PV, GF30-PA6, Thermec ZED (PPS), CF-PEKK, PEKK, Vinyl 303 (PVC)
- Работа в сетях 110/230 V, 60/50 Hz
- Софт Simplify3D Типы файлов .stl, .obj
- Операционная система Windows, Mac OS X, Linux
- Дисплей 7” LCD сенсорный Интерфейсы SD карта
- Размеры, мм 1070 x 770 x 1200 Вес, кг 180
- Страна производитель Польша
Описание

Принтер Omni3D Factory 2.0 устроен просто и надежно. Компания Omni3d поработала не только над кинематикой принтера, но и удачно применила решения из области промышленного дизайна.
Для удобного доступа принтер имеет два больших проема со смотровыми окнами. Все двери принтера оснащены магнитными фиксаторами. Во время работы принтера, а также при любых перемещениях экструдеров и стола, двери блокируются.
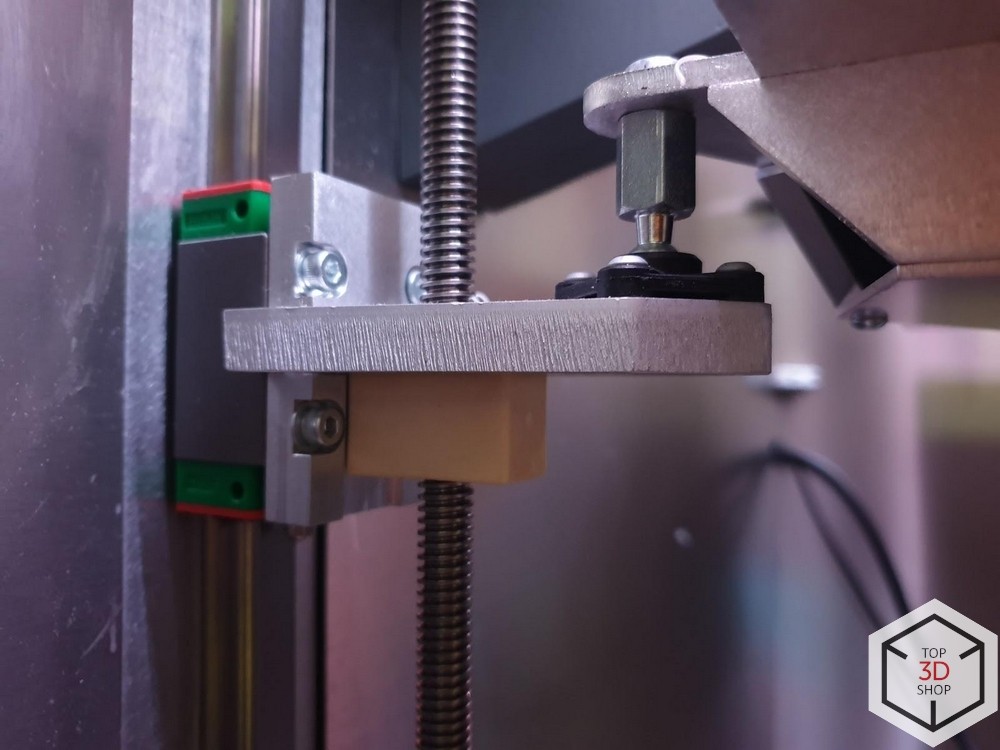
Прецизионные направляющие от компании Hiwin, в сумме с резьбовыми винтами — лучшее решение для подобных принтеров. Они надежны и обеспечивают необходимую жесткость. Если на винтах используются гайки из PEEK или подобных материалов, то конструкция выдерживает печать на скорости свыше 100 мм/с.

Кинематика принтера внушает доверие. Все аккуратно и красиво, не считая обработки неответственных поверхностей. Стол установлен на трёх однозаходных винтах и прецизионных рельсовых направляющих с независимыми шаговыми двигателями, что улучшает точность левелинга. Автолевелинг и настройка высоты экструдеров проходит автоматически. Возможность ручной регулировки стола отсутствует. Функция построения карты стола для компенсации неровностей не предусмотрена.
Принтер обладает большой рабочей областью: 500х500х500 мм. Стол (build plate) оснащен нагревательным элементом и способен нагреваться до 130 градусов.
Omni3D Factory 2.0 имеет изолированную подогреваемую камеру, отдельную камеру для хранения филамента и закрытый отсек, в котором установлена электроника. Два силовых разъема питания отвечают за электронику и за нагревательные элементы. На рабочий стол в принтере установлено гладкое стекло. Каптоновый скотч был наклеен в процессе печати, для лучшей адгезии сложных инженерных пластиков — нейлона, PC, PEEK.
Рабочая камера (chamber camera) подогревается до 70 градусов. Для контроля температурного режима в глубине камеры установлен термодатчик. В нижней части камеры установлена крыльчатка, закрытая кожухом, для распределения горячего воздуха по всему объему рабочей области. В верхней части камеры установлены дополнительные вентиляторы, во избежание перегрева.
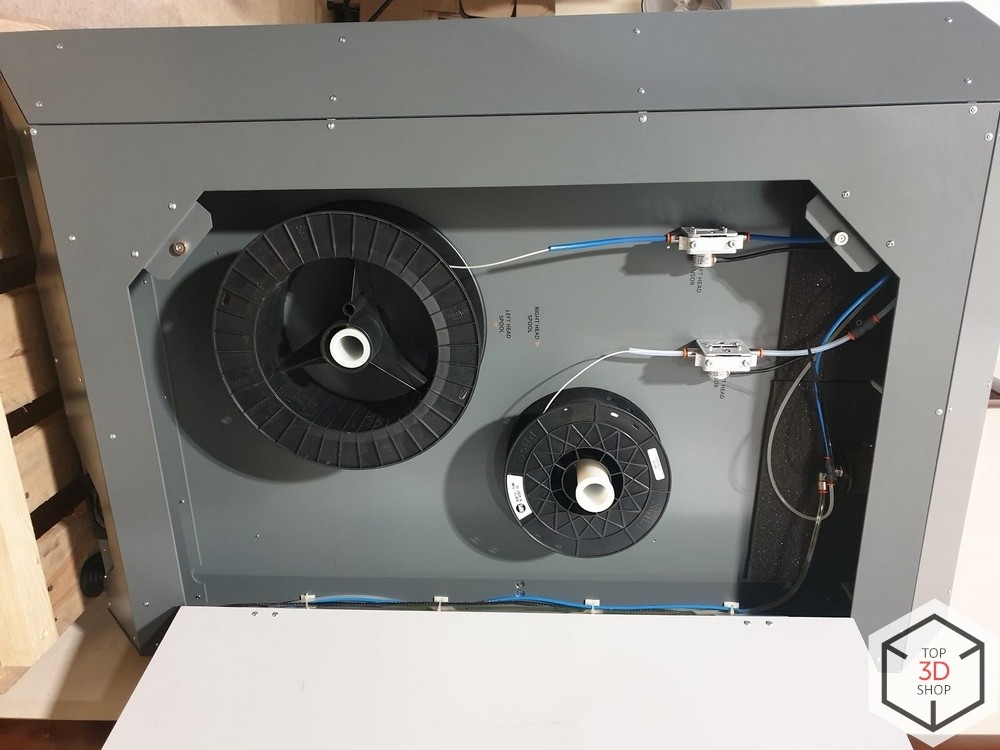
Отсек для хранения филамента отделен от основной рабочей камеры сплошной металлической стенкой с термоизоляцией. В отсеке имеется два держателя для катушек, на которые легко помещаются две двухкилограммовые бобины пластика от REC. Там же установлена пара механических энкодеров. Они следят за наличием и подачей филамента и считают количество использованного пластика в метрах. В самой верхней части имеется расширительный резервуар для СВО термобарьеров экструдеров, он разделен на два контура. Радиатор скрыт в нижней части корпуса.
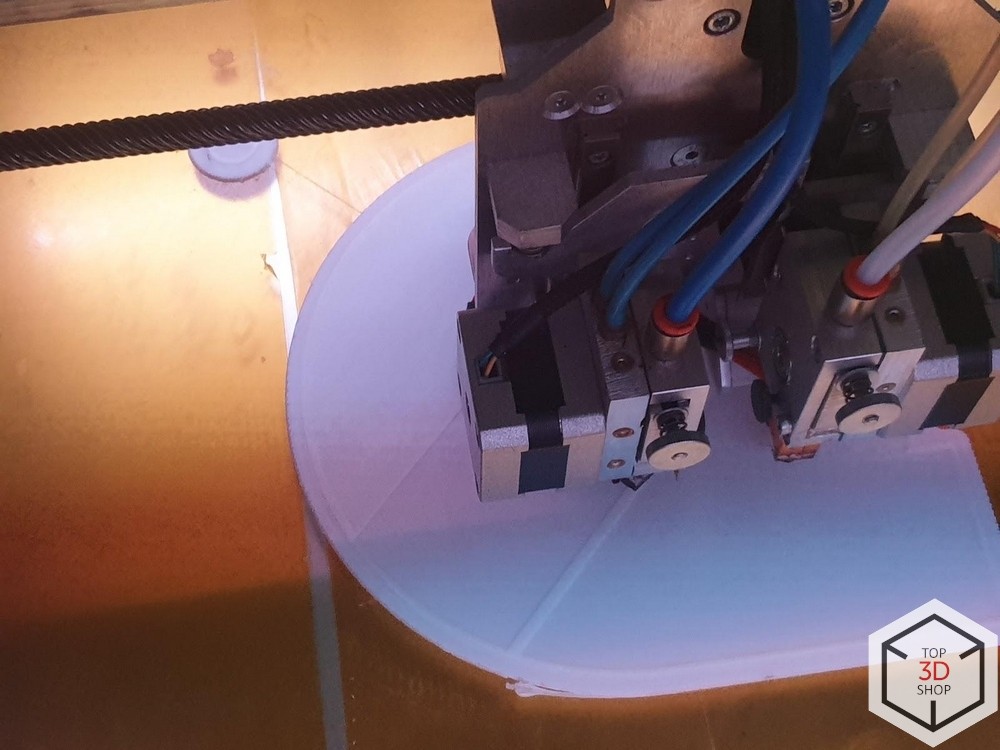
Omni3D Factory 2.0 оснащен двумя экструдерами на независимом подвесе. Они представляют собой e3d volcano c фидером оригинальной конструкции и термоблоком для охлаждения термобарьера.

Комментарий представителя OMNI3D:
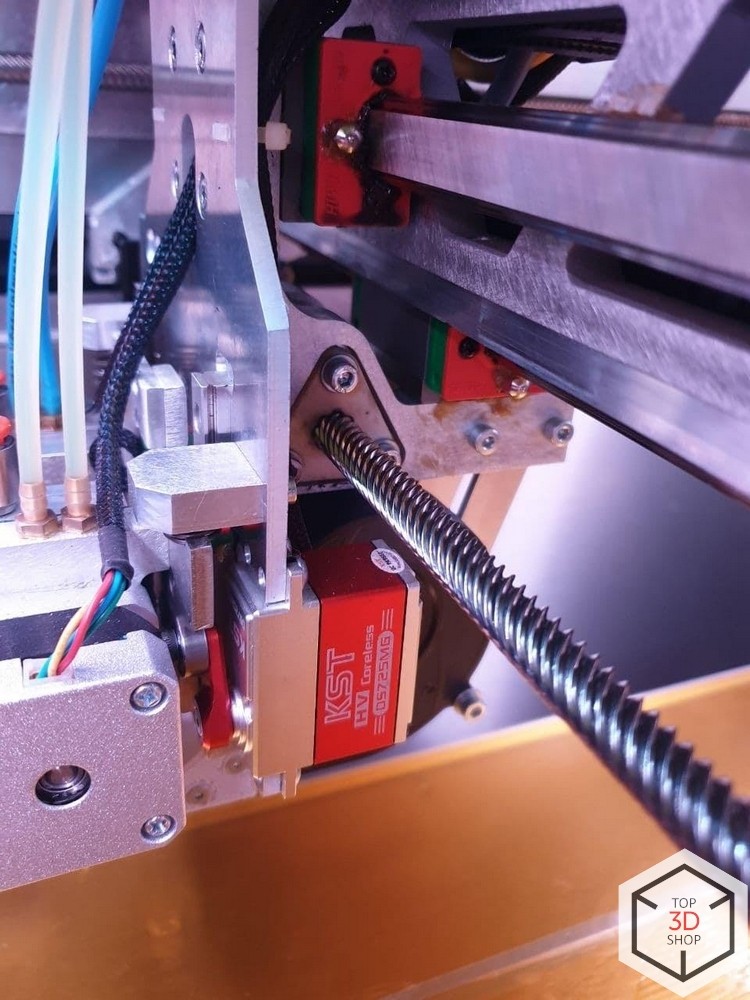
«Многие компании, производящие 3D-принтеры, сталкиваются с проблемами при печати гибкими волокнами типа flex, потому что, как правило, чем мягче волокно, тем сложнее печатать. В Factory 2.0 это неудобство устранено установкой латунного держателя головки особой формы, предотвращающего спутывание и наматывание нити на зубцы экструдера.
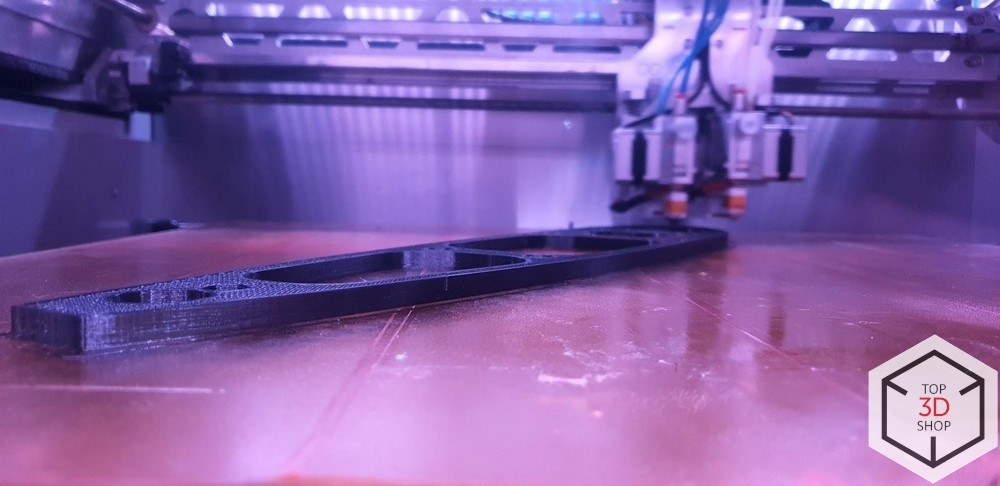
Это решение неоднократно зарекомендовало себя, в том числе в рамках проекта «Маска для медика». На тот момент мы напечатали несколько тысяч полосок для защитных козырьков пластиком TPU-93.
Единственная сложность, которая возникает, — это момент загрузки филамента в экструдер. Flex следует загружать в экструдер вручную, т.е. — после отвинчивания зажима для филамента, пруток надо вставить в латунный держатель головки, затем закрыть прижимной рычаг экструдера и можно начинать печать.»
Экструдеры установлены на массивную монтажную пластину. Для перемещения используются прецизионные рельсовые направляющие и многозаходные винты, приводимые в движение шаговыми двигателями.
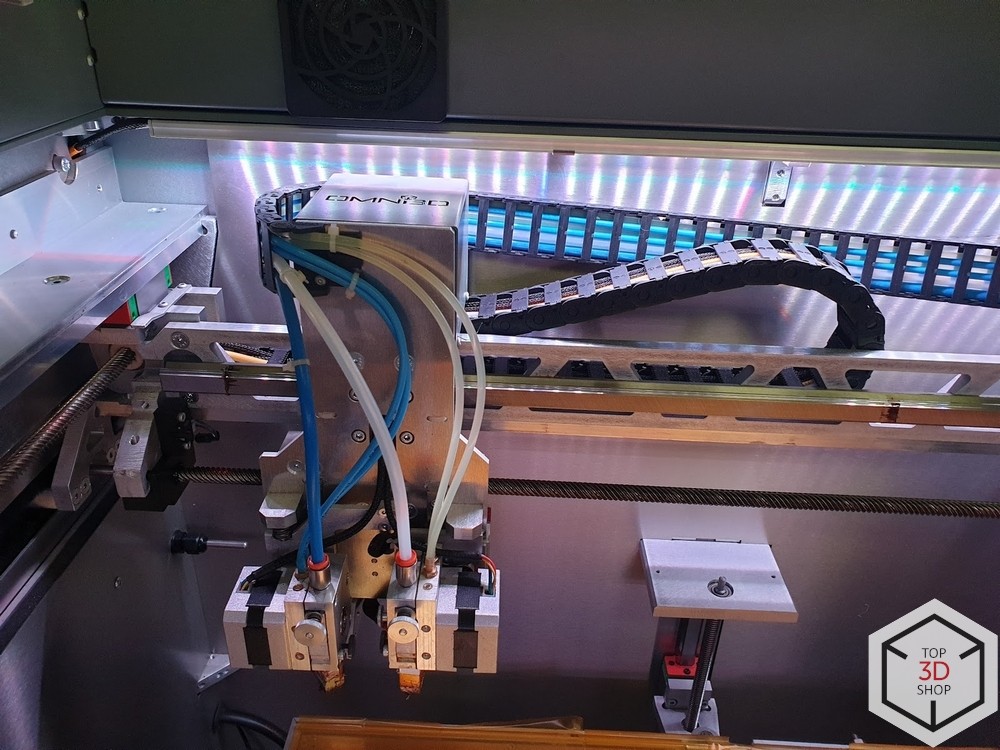
С помощью независимых сервоприводов экструдеры позиционируются по оси Z, для качественной печати двумя материалами — с растворимыми поддержками или материалами разного цвета. Настройка высоты экструдеров проходит в автоматическом режиме. Экструдеры оснащены термоблоками, работающими при температуре до 360 градусов, опционально доступны термоблоки до 420 градусов. Термобарьер каждого экструдера оснащен водоблоком и эффективно охлаждается в условиях работы в среде с повышенной температурой, до 70 градусов. Охлаждение печатаемых моделей во время печати происходит за счет турбины с разделенными вентиляционными каналами.
Органы управления и ПО

Органы управления крайне минималистичны. На панели, установленной в верхней части принтера под углом в 45 градусов, расположены: кнопка включения/выключения (раздельная), кнопка аварийного отключения (большая и красная) и сенсорный дисплей диагональю 6,8 дюйма.
Интерфейс ПО прост и интуитивно понятен. В меню имеются четыре основные вкладки.
Overview, то есть “Обзор”, разбит на 2 блока. Первый из них отображает температуру экструдеров, стола и камеры, название выбранного для печати файла и количество использованного филамента, а во втором расположены: кнопка выбора файла управляющей программы, старт/стоп и пауза/возобновление печати.
Temperature, “Температура” — в этом разделе настраивается температура экструдеров, камеры и стола. Также имеется возможность включить принудительное охлаждение камеры и обдув детали в подменю cooling.
Mechanics, “механика” — отвечает за управление перемещением экструдера и стола, загрузку/выгрузку филамента, левелинг стола и калибровку экструдеров по оси Z относительно друг друга. Можно запустить программу очистки экструдера и припарковать головной модуль в дальний левый угол камеры.
Other, “Другое” или “Прочее” — отображает настройки и информацию о принтере: модель, серийный номер, версию и дату выхода ПО, рабочее время и время печати. Также имеются дополнительные настройки, из которых необходимы только установка расстояния относительного смещения экструдеров по осям X и Y и функция обновления внутреннего ПО принтера.
Во время печати доступны только Overview и Temperature, чтобы случайное изменение настроек в процессе печати не испортило качества печатаемого изделия, что обусловлено промышленным применением принтера и тем, что производитель гарантирует качество печати.
Поставив принтер на паузу, мы получаем доступ к функциям позиционирования экструдера и загрузки/выгрузки филамента. Также принтер автоматически ставит печать на паузу, если закончился пластик или забился экструдер. В случае полного отключения питания печать продолжить невозможно, её придется запускать заново.
Комплект поставки
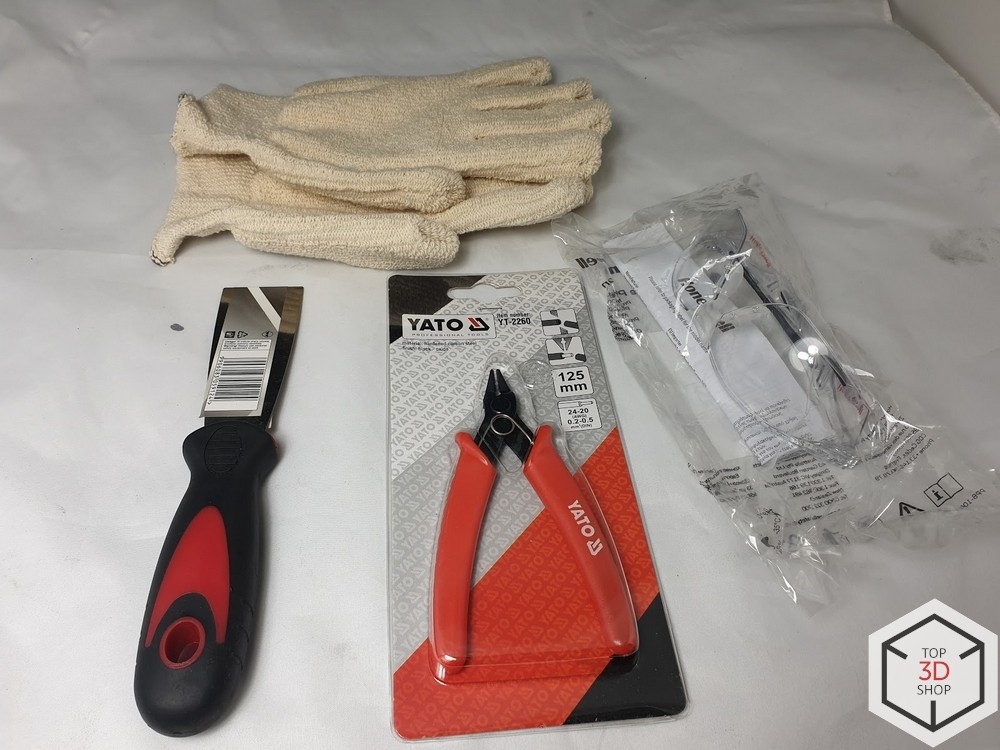
В комплекте с принтером идут:
- термостойкие перчатки,
- защитные очки,
- кусачки и
- шпатель.
Шпатель, приложенный производителем, оказался не очень удобным. Опытные пользователи предпочитают чуть более широкий, тонкий и гибкий. Качество всех комплектных изделий хорошее.
Примеры использования
Тестовая печать ABS/ABS
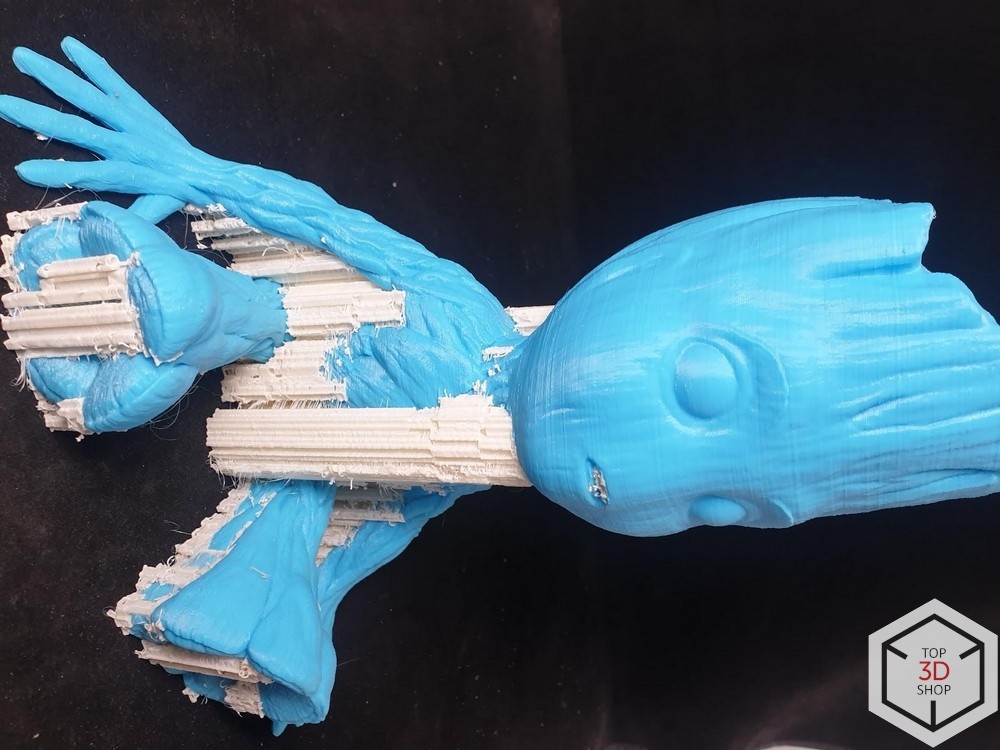
В качестве первого тестового образца была выбрана художественная модель, для оценки общего качества печати в два экструдера. Материал — ABS/ABS. На этой модели мы видим и нависающие элементы, и сложные рельефные поверхности.
Принтер очень хорошо напечатал все сложные детали, что сильно порадовало. Неактивный экструдер почти не “сопливит”, даже при полном нагреве. Более дешевые принтеры часто этим страдают.
Рассмотрев готовую модель внимательнее, мы можем увидеть, что все слои хорошо спеклись. Пропечатались даже самые мелкие каналы и углубления.
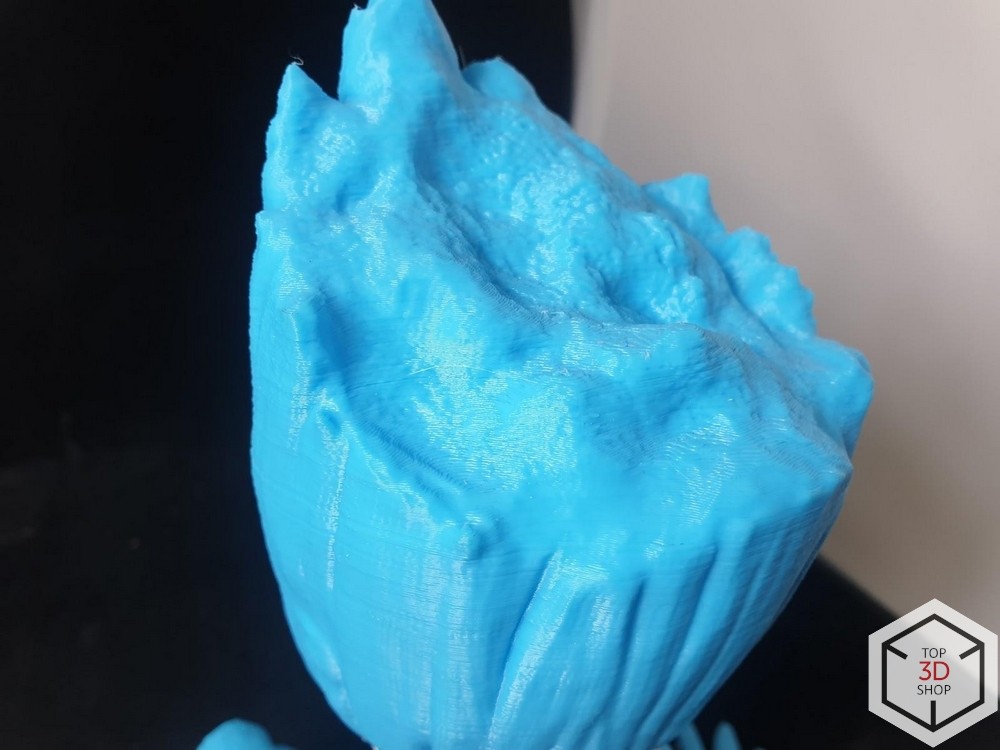
Тестовая печать ABS/HIPS
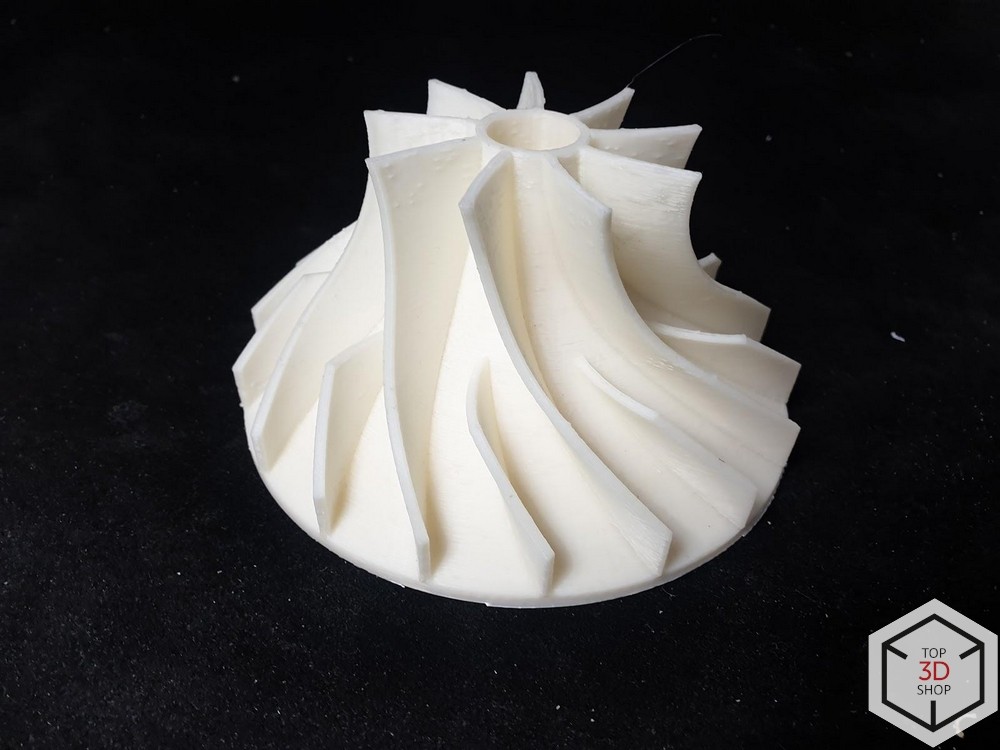
После первого условного теста не было сомнений, что принтер справится с печатью импеллера, то есть крыльчатки.
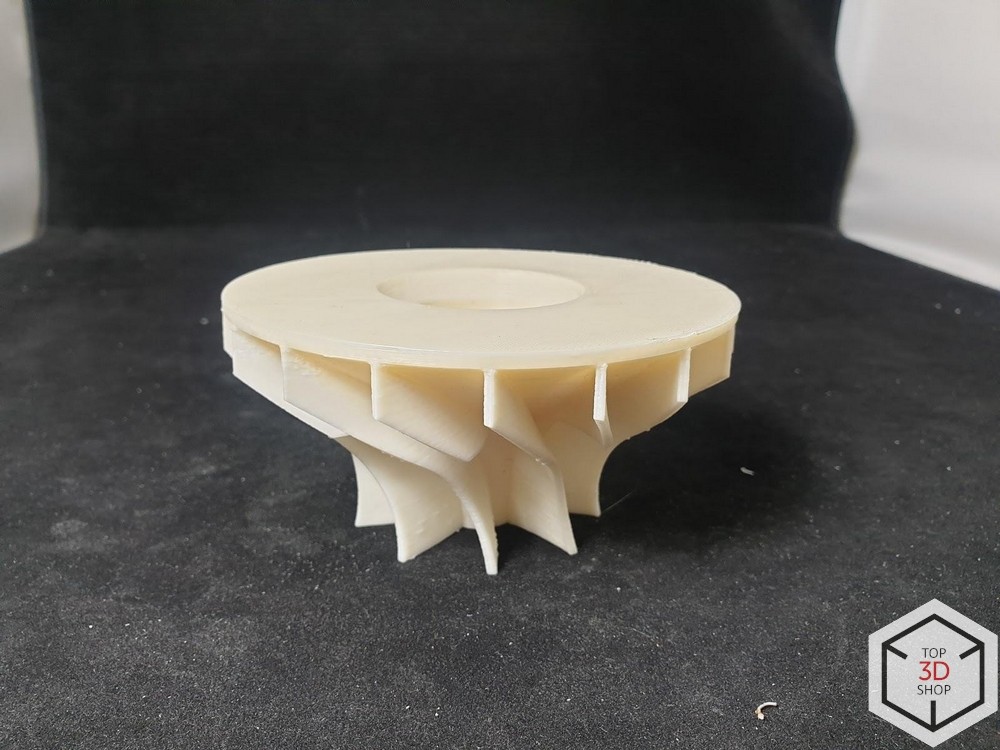
Она была напечатана пластиком ABS с поддержками из HIPS. Качество поверхностей высокое.
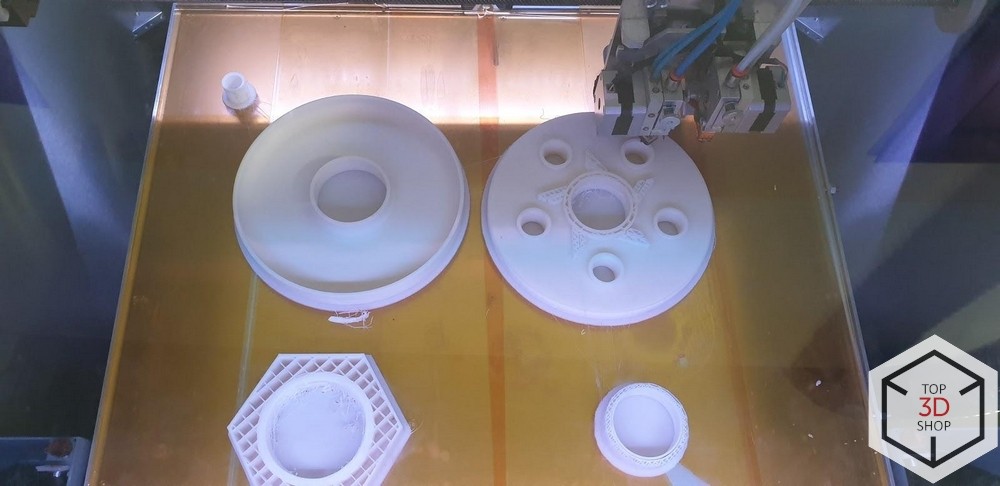
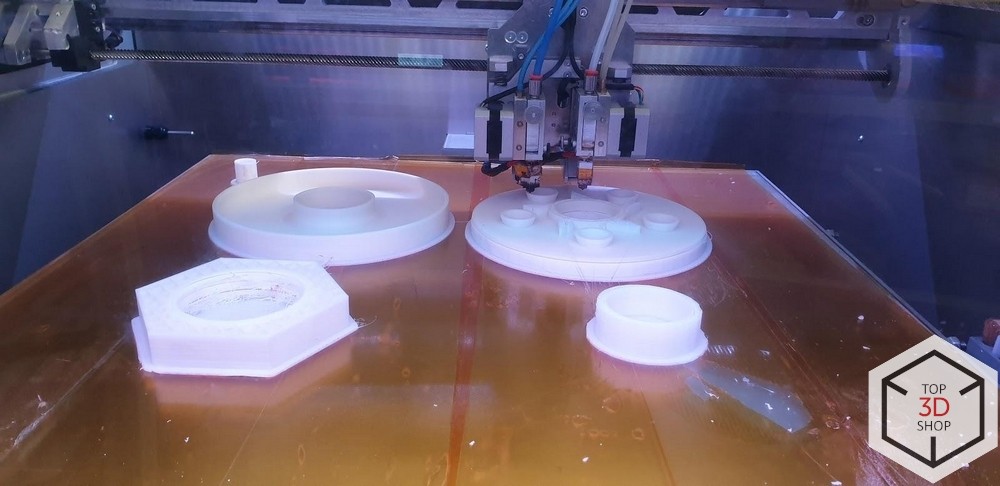
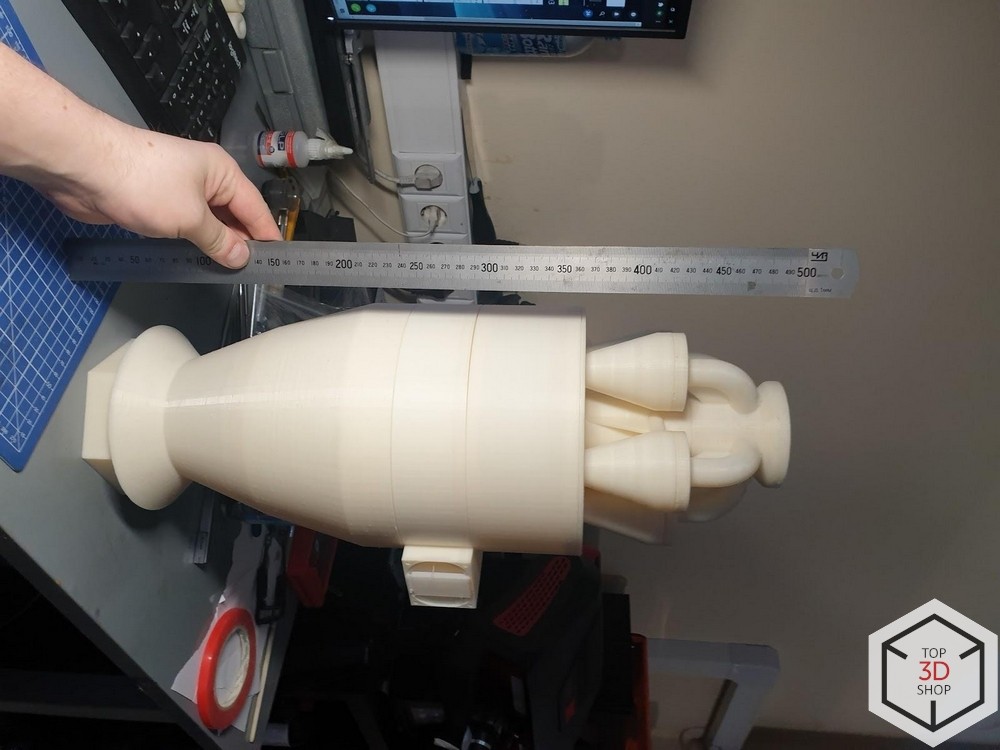
Для основного теста был выбран циклон сложной конфигурации. Циклон — это система очистки воздуха от механических примесей. Напечатанный циклон будет использоваться в системе стружкоотвода фрезерного станка с ЧПУ Solidcraft cnc 6090, для отделения крупной стружки и пыли.

Оптимальный материал для циклона — ABS, т.к. он износостоек и прочен, а поддержки, напечатанные HIPS, легко с него удаляются. Из-за сложной геометрии, внушительных размеров и множества резьбовых соединений, он отлично подходит для комплексной оценки таких параметров, как общее качество печати, качество поверхности, точность и стабильность печати.

Общее время печати составило порядка 160-170 часов, на объекты общим объёмом 1627 куб.см. без учета поддержек. В печати принтер показал себя исключительно стабильно.
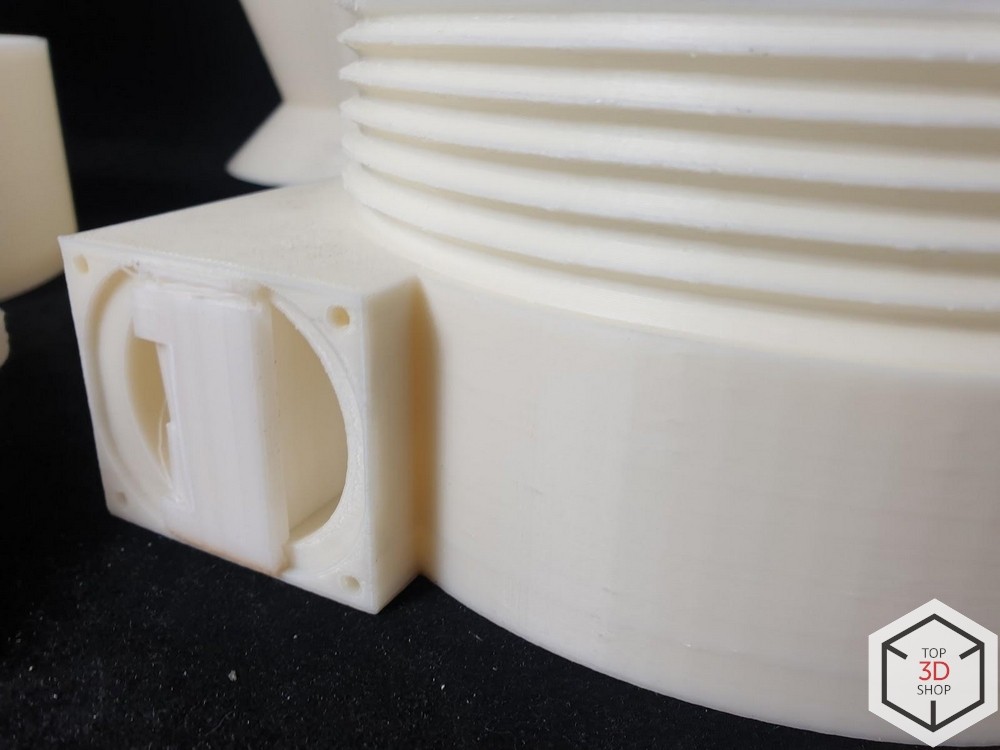
Onmi3D Factory 2.0 продемонстрировал качество печати на высоком уровне. Все резьбовые соединения сошлись без дополнительной механической обработки, а поддержки из HIPS легко были удалены, не оставив и следа.
Основные параметры печати:
- Температура экструдера: 235 °C (на оба экструдера температура одинаковая);
- Температура стола: 100 °C;
- Температура камеры: 70 °C;
- Сопло: 0,4 мм;
- Слой: 0,2мм;
- Скорость печати: 80 мм/с внешний периметр, 90 мм/с внутренний периметр, 160 мм/с заполнение;
- Управляющая программа готовилась в IdeaMaker от Raise3D.

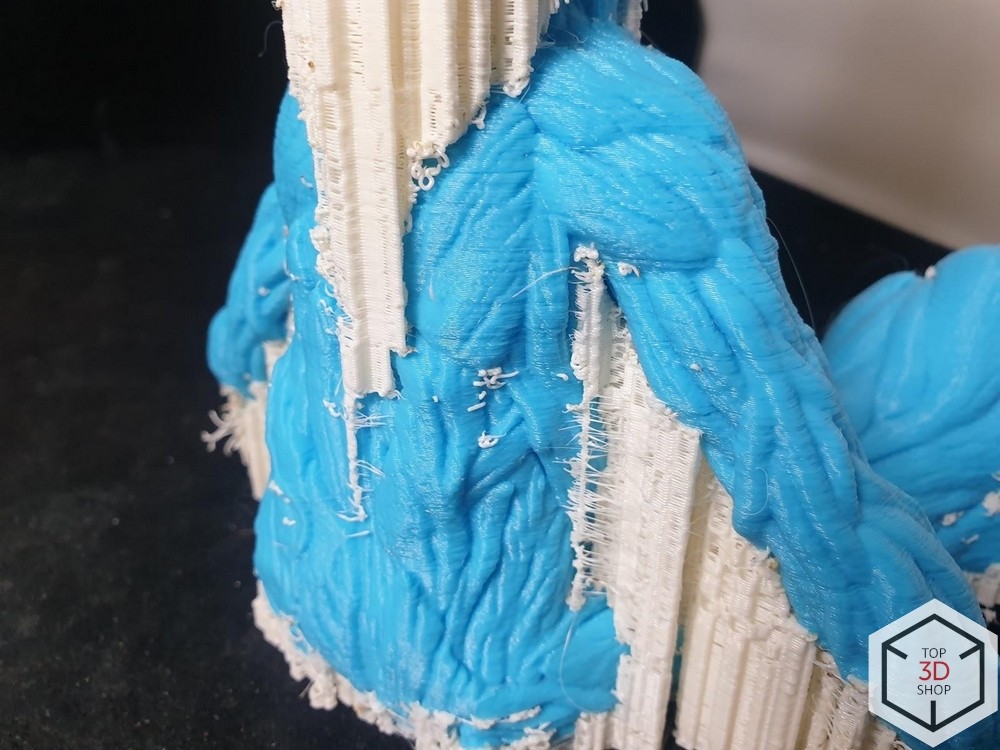
Из негативных моментов можно отметить только то, что первые слои, уложенные на поддержки, немного покоробило, но на итоговом результате это никак не сказалось.

Можно уменьшить скорость нижних плотных слоев, для уменьшения этого эффекта.
Тестовая печать PEI (Ultem 1010)
Печать из PEI (Ultem 1010). Тестовая модель получилась очень прочной.
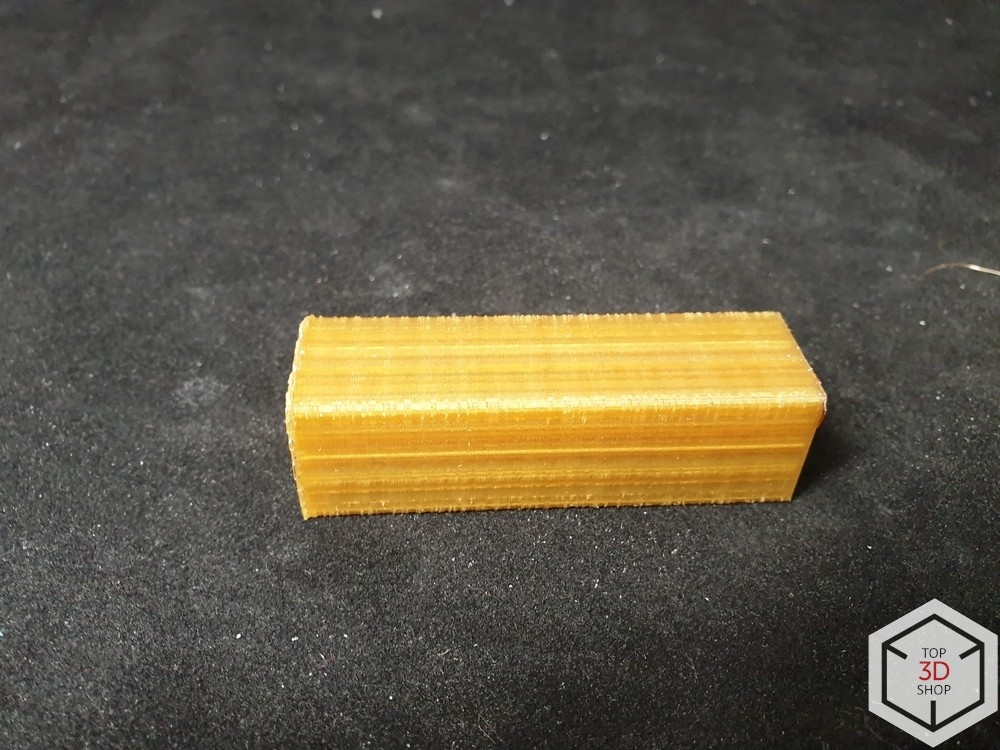
Тестовая печать PET-G
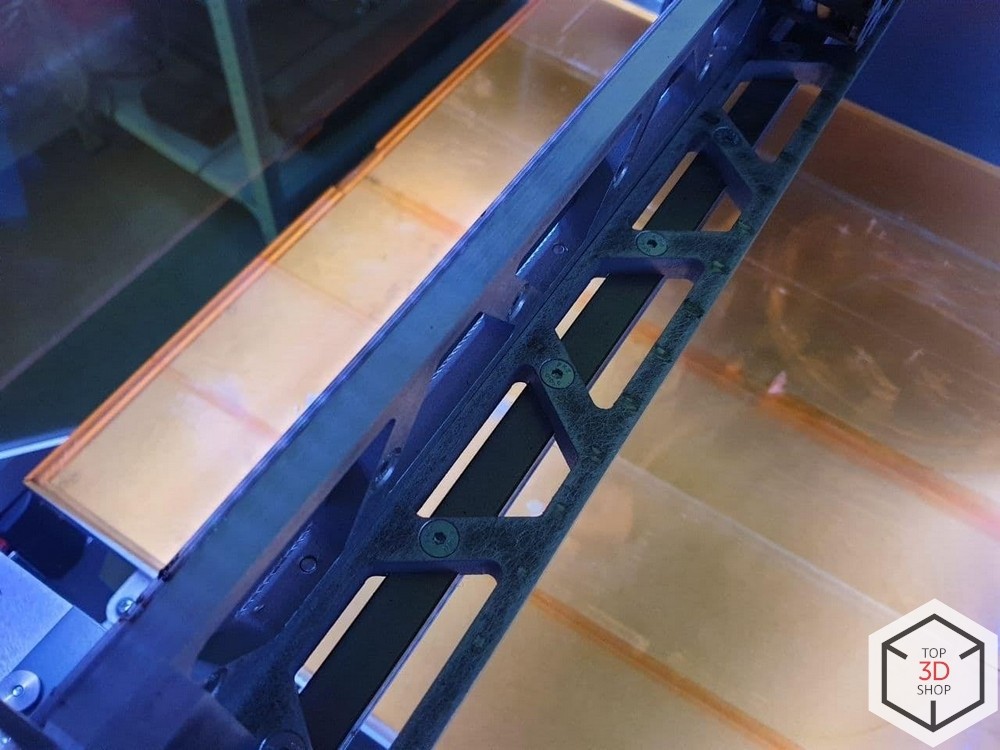
Была напечатана крупная деталь из PET-G. Качество и скорость печати оставили только положительные впечатления.
Выявленные плюсы и минусы
Плюсы:
- Большая область печати;
- Подогреваемые стол и камера, система циркуляции теплого воздуха;
- Надежная кинематика;
- Простота в управлении, готовность к работе “из коробки”;
- Автоматический левелинг, автоматическая настройка высоты сопел;
- Система очистки сопел с контейнером для хранения отходов;
- Энкодеры, следящие за наличием и движением филамента, автоматическая пауза печати при окончании филамента или забившемся экструдере.
Минусы:
- Нет возможности печати крупных объектов тугоплавкими пластиками, несмотря на большую камеру и наличие терморегуляции;
- Минимальная автоматизация;
- Для прогрева экструдера до 420 градусов необходима перепрошивка, однако она официально разрешена и производитель даже предоставляет необходимую прошивку и инструкцию;
- Высокая цена.
Заключение

В работе принтер Omni3D Factory 2.0 очень прост и интуитивно понятен. За счет подогреваемой камеры, он хорошо печатает ABS и подобными пластиками на скоростях в 100 мм/с для стенок и 160 мм/с для заполнения.
Еще одним неоспоримым достоинством принтера является качественная печать двумя экструдерами. Из неактивного экструдера материал не подтекает. А поддержки из HIPS снимаются с детали из ABS легко и непринужденно. Хорошо показал себя аппарат и в печати пластиком PET-G.
Есть возможность экспериментальной печати небольших деталей материалами типа PEKK и ULTEM, но температуры камеры в 70 °C мало для полноценной работы с ними. В процессе тестирования удалось добиться высококачественной печати только небольших элементов из таких материалов, с простой геометрией, на скорости в 20 мм/с. Для геометрически сложных деталей скорость необходимо снижать до 10-15 мм/с. Большие детали из тугоплавких конструкционных филаментов скорее всего не получится печатать, из-за коробления материала при усадке, так как 70 °C для них мало.
Рекомендуемые товары







Оставить комментарий