

3D-печать: как печатать пластиком HIPS

Здравствуйте! С вами Top 3D Shop и в очередном обзоре мы рассказываем о 3D-печати пластиком HIPS, настройках печати для популярных 3D-принтеров, возникающих при печати проблемах и их решении, примерах использования этого материала.
Узнайте больше об особенностях 3D-печати HIPS, прочитав эту статью.
Содержание
- О пластике HIPS
- Примеры напечатанных изделий
- Примеры использования
- Рекомендованное оборудование
- Заключение
О пластике HIPS
История
 Источник: thoughtco.com
Источник: thoughtco.com
Аббревиатура «HIPS» (High Impact PolyStyrene) означает «ударопрочный полистирол». HIPS – один из самых универсальных и экономичных, самых доступных пластиков. Полистирол был открыт немецким аптекарем Иоганном Эдуардом Симоном в 1839 году в Берлине, Германия. Несколько дней спустя, после дистилляции маслянистого вещества из смолы дерева Sweetgum, известного как Storax (Styrax), он обнаружил, что созданный им «стирол» загустел в желе, которое он ошибочно назвал оксидом стирола.
 Источник: thoughtco.com
Источник: thoughtco.com
Полистирол был впервые промышленно использован в 1931 году компанией IG Farben, почти через столетие после его открытия. Чистый полистирол довольно хрупок и непригоден для многих применений, поэтому его комбинируют с полибутадиеном или каучуком, для создания так называемого сополимера. Это делает пластик значительно прочнее и превращает чистый полистирол в HIPS, который может быть использован, например, для создания упаковки.
 Источник: hrjsurgicals.com
Источник: hrjsurgicals.com
HIPS стал стандартной дешевой заменой изделий, изготавливаемых до этого из штампованного оцинкованного железа. Сегодня детали из него можно найти в автомобилях, электронных приборах, корпусах для ноутбуков, стаканчиках для безалкогольных напитков, пластиковых столовых приборах, упаковке пищевых продуктов и во многих других областях. Чтобы получить представление о том, как HIPS выглядит и ощущается – большинство баночек для йогурта сегодня производится именно из этого материала, поскольку он жесткий, влагонепроницаемый и безопасный для пищевых продуктов. HIPS легко подвергается термоформованию и на 100% пригоден для вторичной переработки.
Характеристики
 Источник: airwolf3d.com
Источник: airwolf3d.com
HIPS – легкий ударопрочный термопласт с хорошими эстетическими свойствами, аналогичный ABS, но намного легче. Материал хорошо шлифуется и полируется, окрашивается акриловыми красками, может неоднократно подвергаться плавлению и отвердеванию без потери механических качеств.
К основным характеристикам пластика HIPS относятся:
-
Плотность 1.04 г/см³;
-
Прочность, гибкость и ударопрочность;
-
Усадка и деформация: от минимальной до нормальной;
-
Долговечность в обычных условиях;
-
Безопасен для людей и животных;
-
Не является канцерогеном;
-
Растворим в d-лимонене;
-
Температура плавления 180-260 °C;
-
Температура стеклования 100 °C;
-
Модуль упругости при растяжении 1,55 ГПа;
-
Предел прочности при растяжении 22 МПа;
-
Выделение токсичных веществ при нагревании;
-
Низкая цена;
-
Водонепроницаемость.
Достоинства и недостатки
 Источник: all3dp.com
Источник: all3dp.com
Главные достоинства HIPS – низкая стоимость, простота обработки, хорошие гигиенические свойства, устойчивость к щелочам, кислотам и минеральным маслам, растворимость в d-лимонене.
К недостаткам можно отнести выделение токсичного стирола при нагревании, плохую стойкость к растворителям, горючесть и необходимость использования умеренно токсичного d-лимонена в работе.
Меры предосторожности при работе
 Источник: all3dp.com
Источник: all3dp.com
Самое неприятное качество HIPS – выделение токсичных паров стирола при нагревании во время печати, поэтому при использовании этого материала настоятельно рекомендуется размещать принтер в хорошо вентилируемом месте, с соблюдением норм электрической и пожарной безопасности.
Использование HIPS в 3D-печати
 Источник: all3dp.com
Источник: all3dp.com
HIPS очень похож на ABS, но способен выдерживать гораздо более высокие ударные нагрузки. Он легко окрашивается, обрабатывается и работает с большим количеством клеев. HIPS безопасен для пищевых продуктов и соответствует требованиям FDA для пищевой промышленности. В 3D-печати HIPS в основном используется в качестве вспомогательного материала, поскольку растворяется в d-лимонене, что избавляет пользователей от необходимости удаления лишних деталей с помощью абразивов, режущих инструментов или подобных вещей, которые могут повредить напечатанную деталь.
Особенности 3D-печати пластиком HIPS
 Источник: all3dp.com
Источник: all3dp.com
Хотя чаще всего HIPS используется как материал поддержки, тем не менее он может использоваться и как самостоятельный материал для 3D-печати. Производители выпускают большой ассортимент филаментов: прозрачные, матовые, белые, цветные и флуоресцентные. Для печати изделий с HIPS в качестве материала поддержки используются 3D-принтеры с двойными экструдерами.
Сушка филамента
 Источник: wanhao3d.ru
Источник: wanhao3d.ru
Пластик HIPS гигроскопичен, поэтому его необходимо хранить в герметично закрытой таре, а перед печатью сушить в специальных устройствах, таких как Wanhao Box 2.
Платформа и камера печати
Печать HIPS требует наличия у принтера платформы с подогревом и закрытой камеры печати. Для лучшего прилипания первого слоя к платформе допустимо использовать любые средства — от фирменных покрытий типа Kapton или BuildTak до лака для волос, суспензии ABS или клеящего карандаша. При печати первых слоев необходимо настроить принтер на минимальную скорость печати и увеличить площадь первого слоя за счет рафта.
Параметры печати
- Температура экструдера: 220-240 °C;
- Температура платформы: 90-110 °C;
- Скорость печати: от 40 до 80 мм/с;
- Охлаждение: отключить для первых слоев.
Приведенные настройки достаточно условны и сильно зависят от производителя принтера, окружающих условий, марки филамента и его состояния, поэтому лучший способ подобрать настройки — напечатать тестовую деталь.
Охлаждение при печати HIPS
При печати, как и в случае ABS, следует охлаждать экструдер, за исключением печати первых слоев: во время их печати кулер экструдера необходимо выключить, для лучшей адгезии слоя к платформе.
Обработка пластика HIPS после 3D-печати
 Источник: all3dp.com
Источник: all3dp.com
Так как пластик HIPS используется в основном в качестве материала поддержки, основной метод постобработки — растворение его в d-лимонене. Для лучшего удаления HIPS рекомендуется использовать специальные устройства.
Детали из HIPS можно склеивать при помощи практически любого клея.
Проблемы, возникающие при 3D-печати пластиком HIPS
Плохое прилипание первого слоя
Иногда, из-за недостаточной адгезии, происходит отлипание первых слоев от платформы печати и смещение печатаемой детали. В этом случае рекомендуется или увеличить температуру платформы (для платформ с подогревом), или покрыть платформу адгезивным составом (лаком для волос, клеевым карандашом, нанести суспензию из ABS) или использовать специальные покрытия Kapton или BuildTak. При разработке модели также желательно увеличить площадь контакта детали с поверхностью платформы, включив в проект рафт — расширенный первый слой.
HIPS лохматится при печати («спагетти», «паутина» или «стрингинг»)
Эффект появляется при слишком высокой температуре экструдера, делающего пластик более текучим и способным под действием силы тяжести вытекать из сопла в местах, где принтер не должен был печатать. Для устранения проблемы необходимо снизить температуру печати и использовать в настройках функцию ретракции – втягивания нити в обратном направлении в те моменты, когда головка перемещается не печатая.
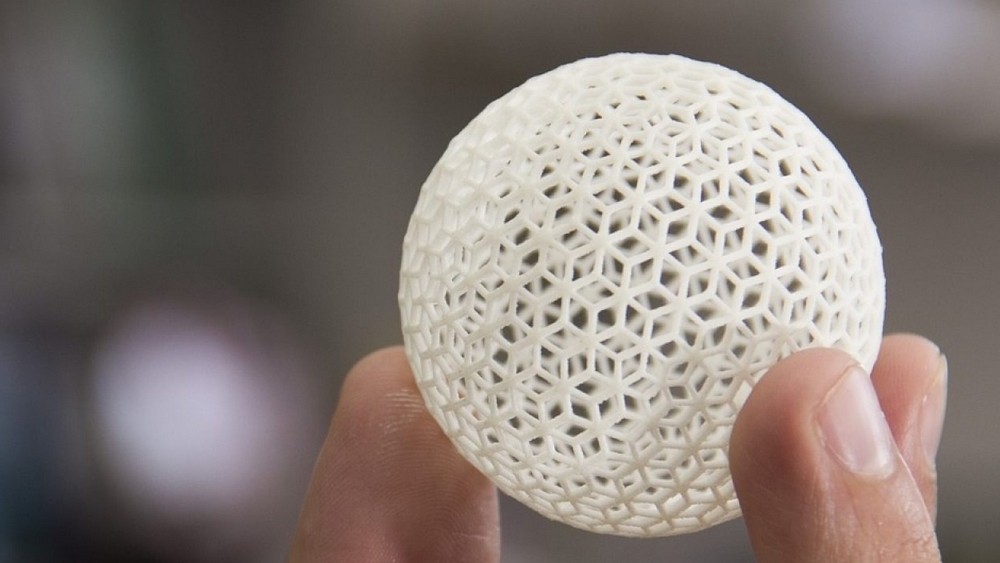
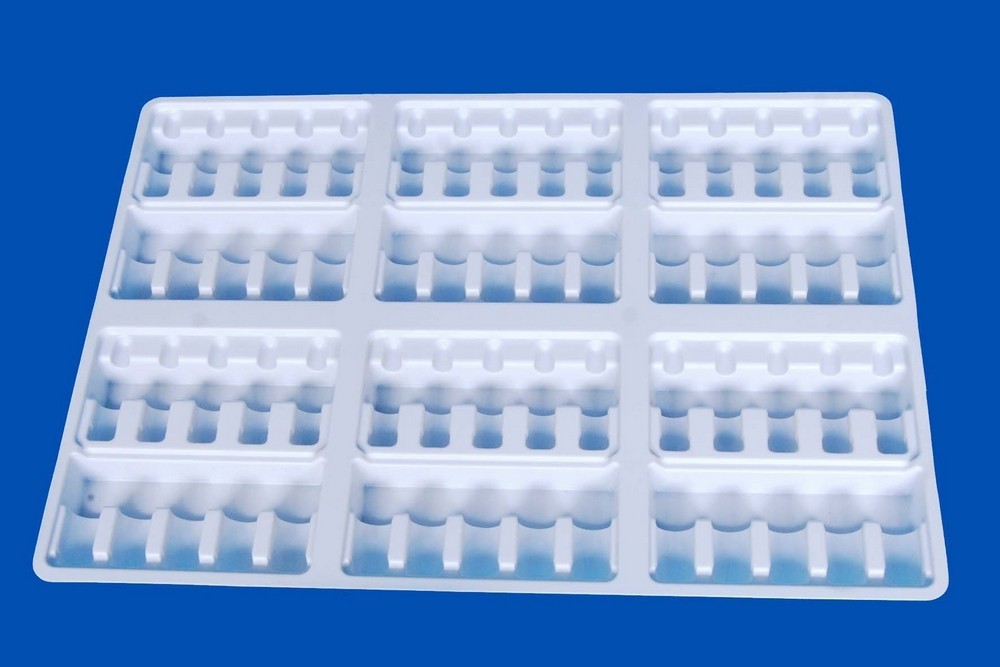
Примеры напечатанных изделий
 Источник: fabsterdam.com
Источник: fabsterdam.com
 Источник: fabsterdam.com
Источник: fabsterdam.com
 Источник: fabsterdam.com
Источник: fabsterdam.com
 Источник: blog.zmorph3d.com
Источник: blog.zmorph3d.com
 Источник: twitter.com
Источник: twitter.com

Источник: makergear.zendesk.com
 Источник: youtube.com
Источник: youtube.com
Примеры использования
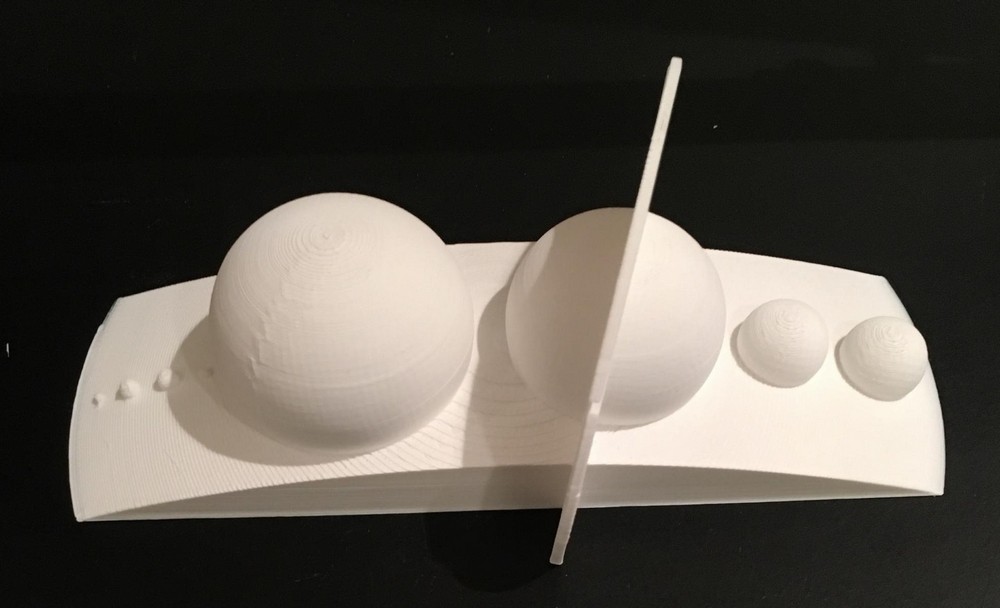
Печать модели Солнечной системы, пользователь Крис Гаррет
 Источник: makerhacks.com
Источник: makerhacks.com
Крис рассказывает:
«Мне понравился HIPS! Он очень белый, с меловой текстурой и печать им не вызвала затруднений даже несмотря на то, что у моего CR-10 нет корпуса. CR-10 отлично справился с печатью Солнечной системы, но, к сожалению, я начал снимать детали пока они были еще теплыми. Модель прилипла к платформе настолько хорошо, что я немного ее поломал. В следующий раз я все же воспользуюсь Wanhao D3, чтобы получить лучший результат.»
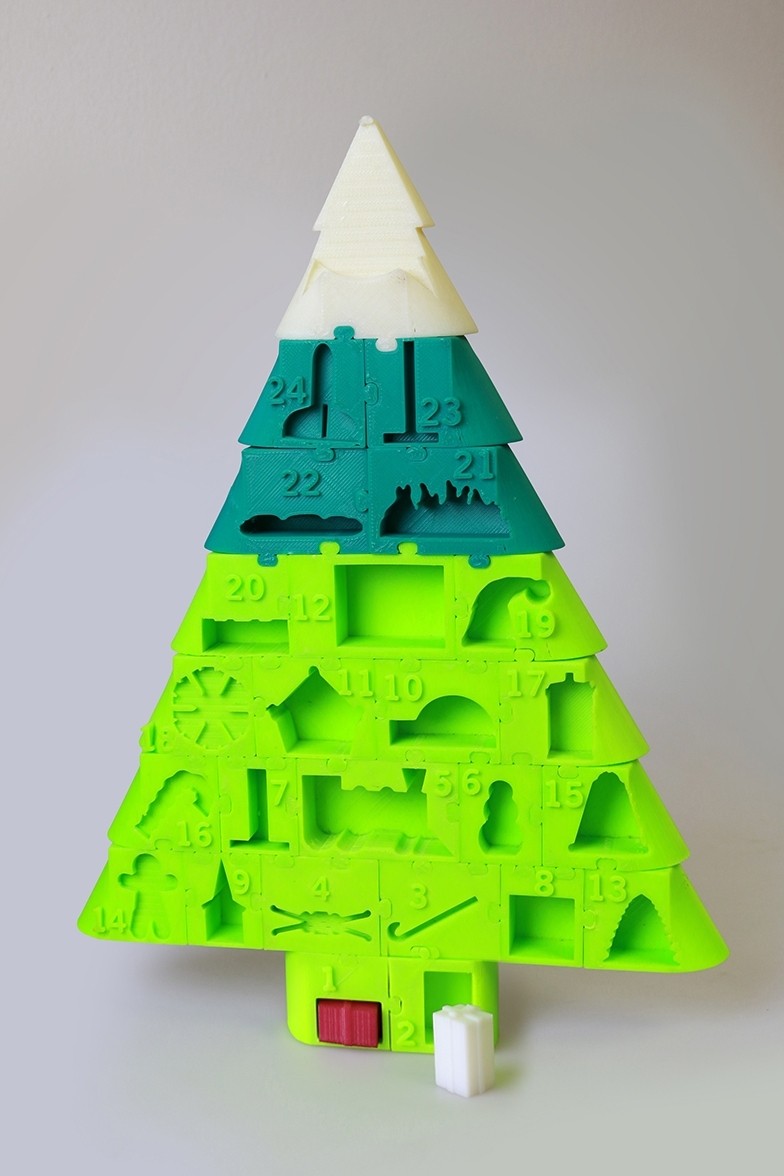
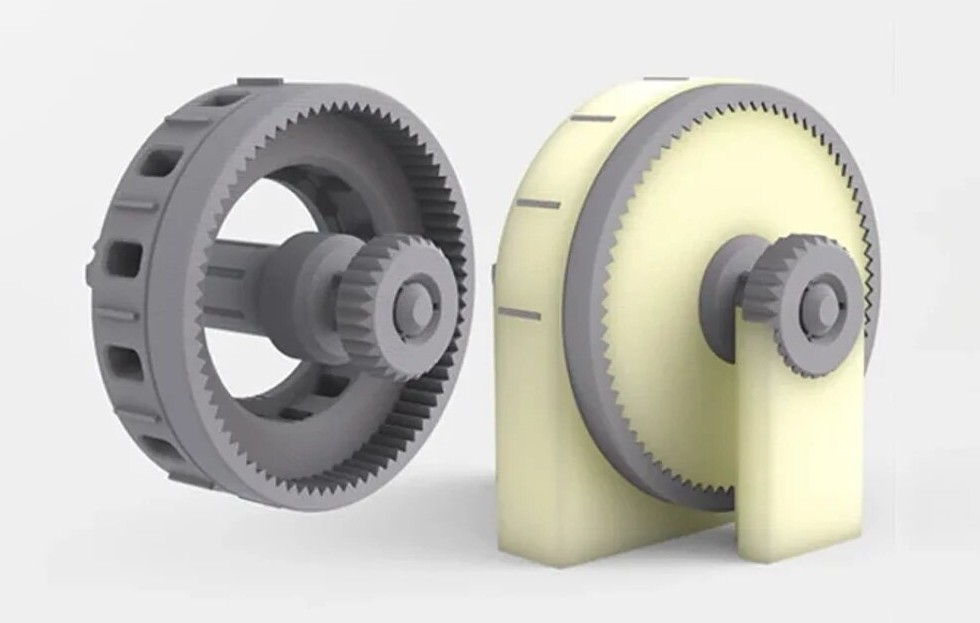
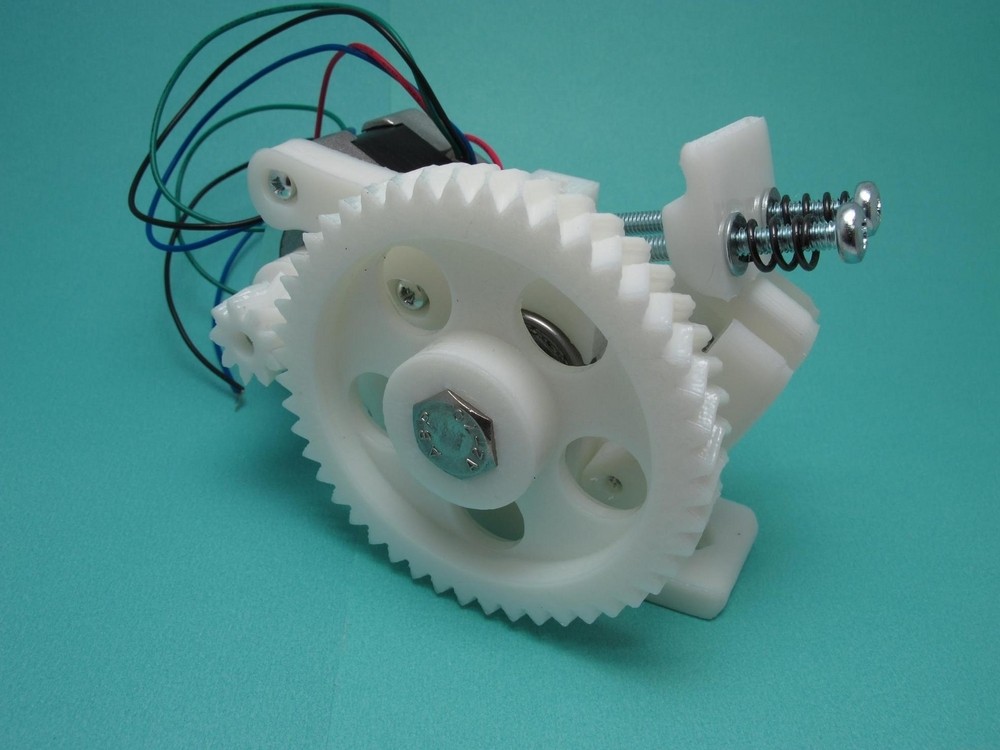
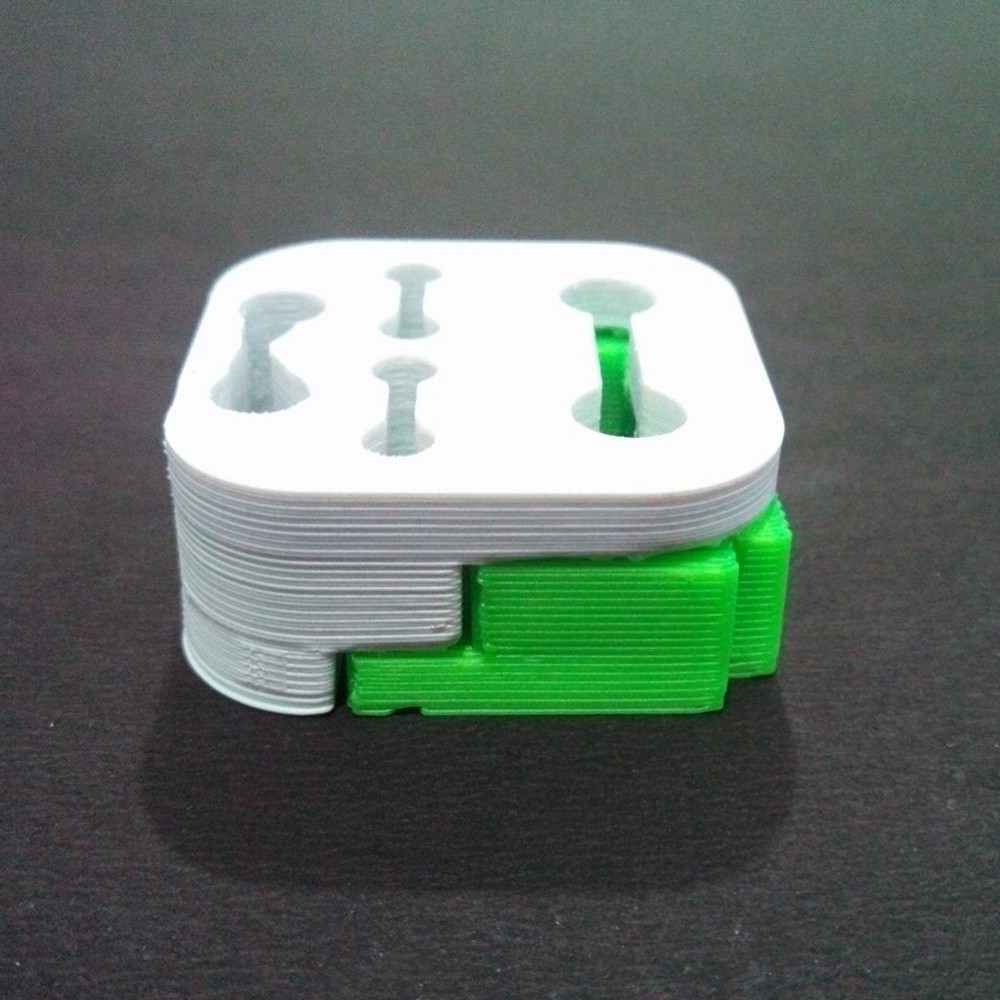
Печать детали сложной формы, пользователь Мэтт Штульц
 Источник: 3dppvd.org
Источник: 3dppvd.org
Мэтт рассказывает:
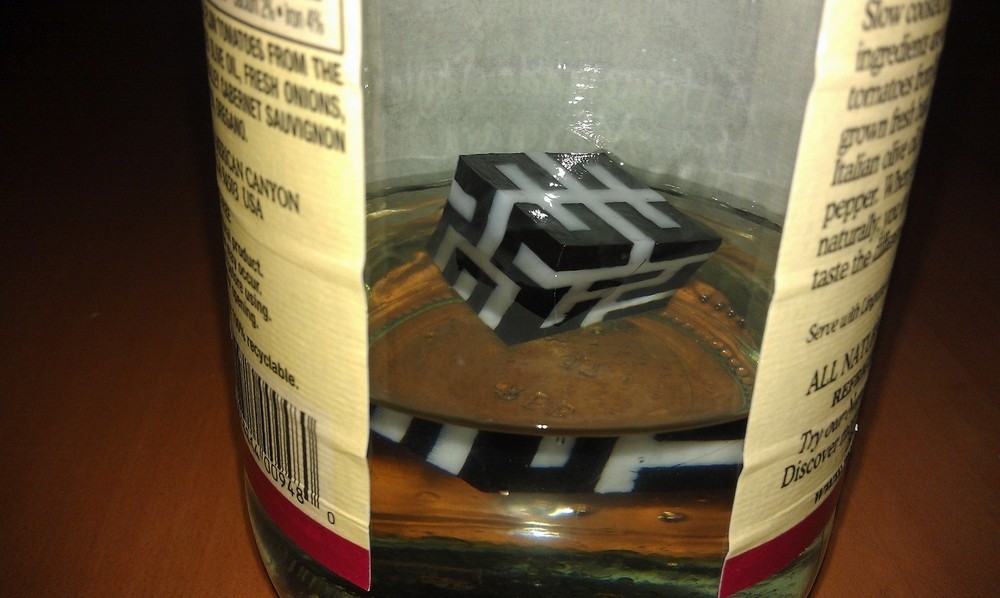
«При использовании 3D-принтеров с технологией FDM есть особенность — при создании сложных объектов, которые имеют большие выступы или перемычки, для правильной печати необходимо использовать растворимый материал, из которого будет напечатана структура поддержки модели.
Я работаю с пластиком HIPS (ударопрочный полистирол) в сочетании с ABS. При печати в качестве поддержки, HIPS легко отрывается от ABS. Кроме того, HIPS растворяется в химическом веществе под названием лимонен. Когда напечатанная деталь помещается в ванну с лимоненом, части, сделанные из HIPS, полностью растворяются, оставляя только части из ABS. Это открывает возможность для печати движущихся частей и более сложных структур.»
 Источник: 3dppvd.org
Источник: 3dppvd.org
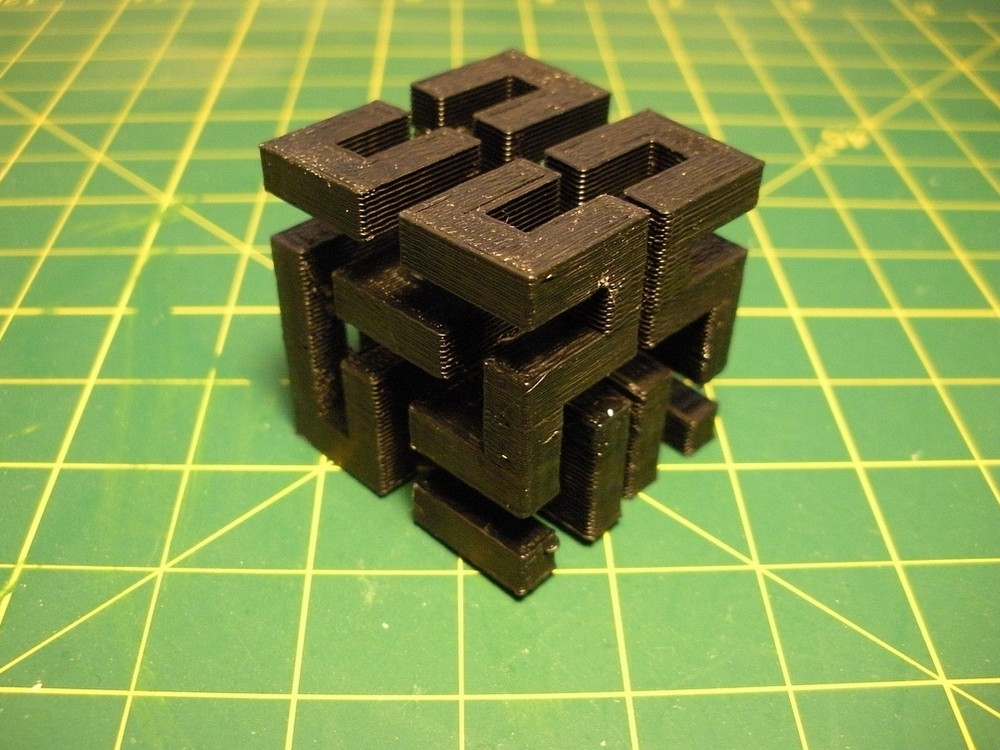
«Я напечатал эту модель с помощью Makerbot Replicator 1 с двумя экструдерами с использованием следующих настроек:
-
Оба экструдера настроены на температуру 235 °C;
-
Платформа с подогревом установлена на 115 °C (HIPS очень хорошо держится при этой температуре).
После печати нужно подождать пока деталь полностью остынет. Теплый HIPS очень пластичен и изгибается при снятии с платформы.
Поместите изделие в стеклянную банку с достаточным количеством лимонена на 24 часа, как можно чаще перемешивая. Время может варьироваться в зависимости от количества использованного материала, поэтому отслеживайте статус каждые пару часов.
После обработки промойте деталь водой.»
Рекомендованное оборудование
Picaso 3D Designer X Pro

Профессиональный 3D-принтер Picaso 3D Designer X Pro, благодаря двойному высокотемпературному экструдеру и платформе печати с подогревом до 140 °C, использует для печати любые современные пластики (кроме тугоплавких, с T плавления выше 400 °С), включая инженерные композитные филаменты с наполнителями. Двойной экструдер позволяет печатать детали сложной формы с материалами поддержки. Инновационная система кинематики принтера обеспечивает высокие точность и скорость печати. Устройство оснащено системой автоматического выравнивания платформы печати и системой контроля подачи пластика.
Технические характеристики
- Размеры, мм:492 x 390 x 430Вес, кг:16
- Программное обеспечение:PICASO 3D Polygon XКоличество сопел:2
- Количество экструдеров:1Максимальная рабочая температура рабочей платформы:140 °C
- Максимальная рабочая температура экструдера:380 °CПоддерживаемые форматы файлов:stl, plg
- Рабочая камера:200 х 200 х 210 ммРама:Сталь
- Совместимость с операционными системами:Windows XP и более старшие версииТехнология печати:FDM
- Толщина слоя от:10 мкмТочность позиционирования:XY — 11 мкм, Z — 1,25 мкм
- Материалы печати:ABS; PLA; FLEX; NYLON; ASA; ABS/PC; PET; PC; PVA; HIPSДиаметр нити:1,75
- Диаметр сопла, мм:0,3Интерфейсы:USB, USB Flash
- Платформа:алюминий, стеклоСкорость печати:до 30 см3/ч
Raise 3D Pro2 Plus

Raise3D Pro2 Plus предназначен для лабораторий, предпринимателей, компаний-производителей и разработчиков прототипов. Качество сборки Raise3D превосходное, с сенсорным экраном удобно работать. Колесики с фиксаторами позволяют легко перемещать и закреплять Pro2 Plus на полу. Принтер имеет полностью закрытый корпус с прозрачными панелями, что значительно улучшает качество печати такими материалами, как ABS или HIPS. Pro2 Plus оснащен эффективным охлаждающим вентилятором с HEPA-фильтром, задерживающим около 90% всех загрязняющих веществ. Raise3D Pro 2 Plus использует оптический датчик для автоматического выравнивания платформы. Устройство имеет очень большой объем печати – 305 x 305 x 605 мм. Печатающая головка прочная и большая, механика позиционирует ее с точностью 5 микрон по оси Z. Pro2 Plus может печатать PLA, ABS, PEEK, HIPS, PC, TPU, TPE, Nylon, PET-G, ASA и PP. Также можно печатать гибкими или абразивными материалами, усиленными стекло- или углеродным волокном, или филаментами с металлическими наполнителями.
Технические характеристики
- Операционные системы:WINDOWS/ IOS/ LINUXРабочая температура:5-35 ºC
- Электропитание:100-240 VAC, 50/60 HzРазмеры, мм:620×590×1105
- Поддерживаемые форматы файлов:STL, OBJ, GCODEПодогреваемая платформа:да
- Рабочая камера:305×305×605 ммСкорость перемещения:30-150 мм/с
- Температура печатного стола:110 °CТемпература экструдера:300 °C
- Технология печати:FDMТолщина слоя от:10 мкм
- Точность позиционирования:XY: 0.78125 мкм, Z: 0.078125 мкмМатериалы печати:PLA, ABS, HIPS, PC, TPU, TPE, NYLON, PETG, ASA, PP, угленаполненные, древеснонаполненные, металлонаполненные, стеклонаполненнные
- Диаметр нити:1,75Диаметр сопла, мм:0.2/ 0.4/ 0.6/ 0.8 мм
- Дисплей:7" сенсорный, 1024х600Интерфейсы:Wi-Fi, LAN, USB
- Количество печатающих головок:2
Zenit duo
3D-принтер Zenit Duo российского производства, с закрытой камерой печати размером 21,5 ×21,5×23 см, позволяет печатать самые разнообразные изделия больших размеров. Платформа печати с подогревом и двойной экструдер позволяют устройству использовать большинство современных пластиков. Трехлетняя гарантия от производителя подчеркивает надежность и долговечность машины.
Технические характеристики
- Гарантия:36 месяцевОперационные системы:Windows, Mac, Linux
- Размеры, мм:460 х 360 х 370 ммВес, кг:20
- Программное обеспечение:Repetier Host, Slic3rПоддерживаемые форматы файлов:STL
- Рабочая камера:190 х 215 х 230 ммСкорость перемещения:до 300 мм/с
- Технология печати:FDMТолщина слоя от:15 мкм
- Энергопотребление:220 В, 50 Гц, 350 BтМатериалы печати:PLA, ABS, PLA flexible, PVA, PC, Hips, Nylon, Laywood
- Диаметр сопла, мм:0,3 ммКоличество печатающих головок:2
- Скорость печати:50 см3/час
Заключение
HIPS – один из старейших пластиков, свойства и методы обработки которого хорошо исследованы. Это недорогой и простой в производстве полимер, обладающий отличной прочностью и стабильностью размеров при обработке. Он легко формуется, не вызывает сложностей при покраске и склейке. HIPS можно использовать и как материал поддержки, и как самостоятельный материал.
Рекомендуемые товары



(HOT+)/ggh_45_501-160x160.jpg)







Оставить комментарий