

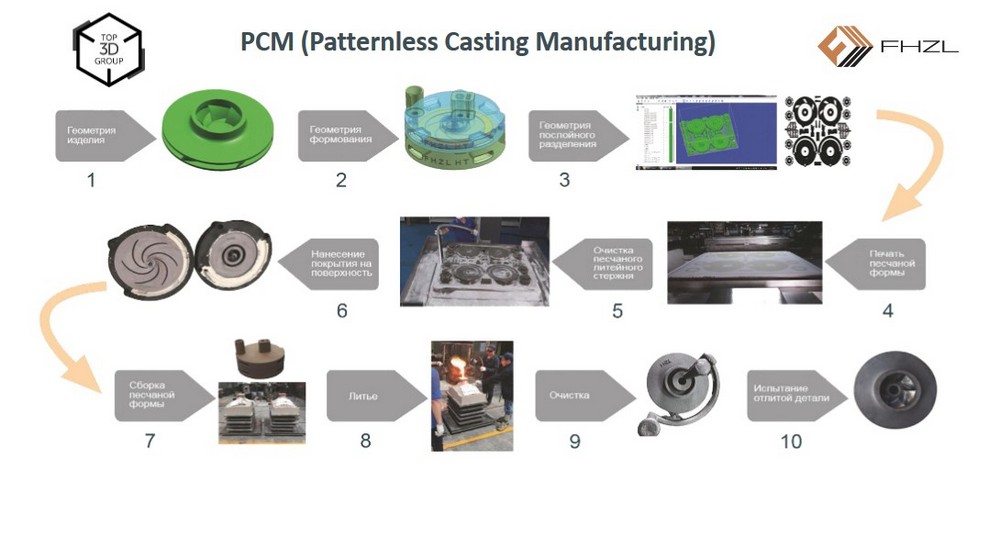
Обзор: технологии 3D-печати для литья металлов

В этой статье мы рассказываем про традиционные технологии литья и о том, как они меняются с применением 3D-принтеров. А главное — какие существующие на рынке 3D-принтеры подойдут для внедрения в литьевое производство уже сегодня.
Оглавление
- О литье
- Сравнение с традиционной технологией
- Алгоритм процесса литья с применением аддитивных технологий
- Области применения
- 3D-принтеры и технологии 3D-печати литейных моделей
- LCD - Liquid Crystal Display и DLP - Digital Light Processing
- 3D-принтеры для изготовления форм
- Итог
О литье
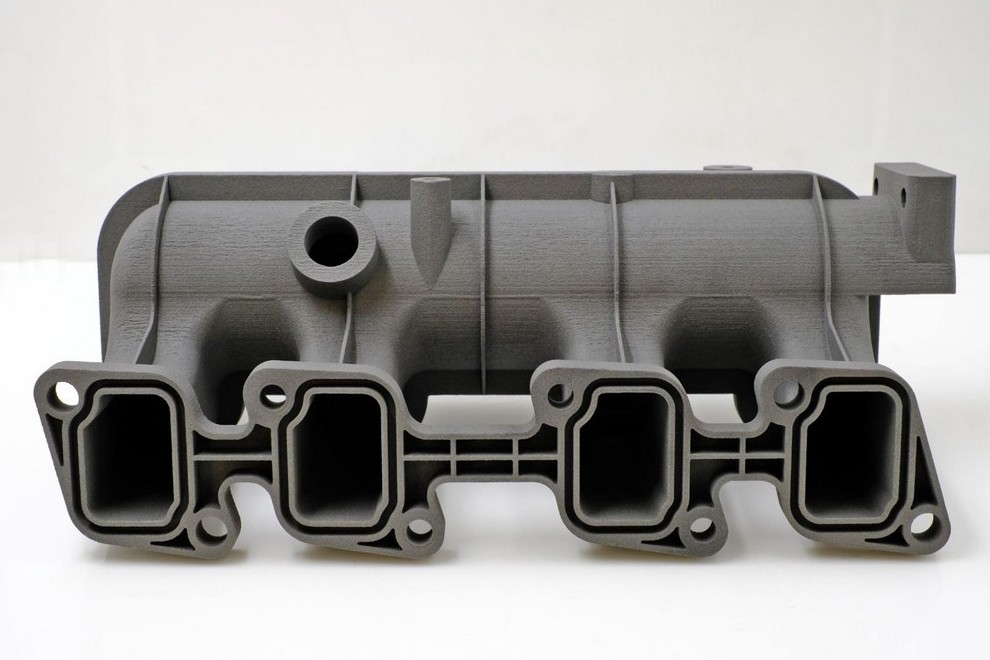
Конечный продукт литейного производства это отливки — будущие детали или заготовки. Их масса может составлять как несколько граммов, так и несколько сотен тонн.
Вот так это делается на станкостроительном заводе.
Можно выделить следующие особенности использования литья в производстве:
- возможность получать изделия с массой от нескольких грамм до сотен тонн, со сложной геометрией и разнообразными механическими и эксплуатационными свойствами;
- возможность получения изделий, материалы или габариты которых делают невозможным или невыгодным создание их другими методами;
- отливки максимально приближены, по размерам и форме, к готовым изделиям, в отличие от заготовок полученных объемной горячей штамповкой или ковкой.
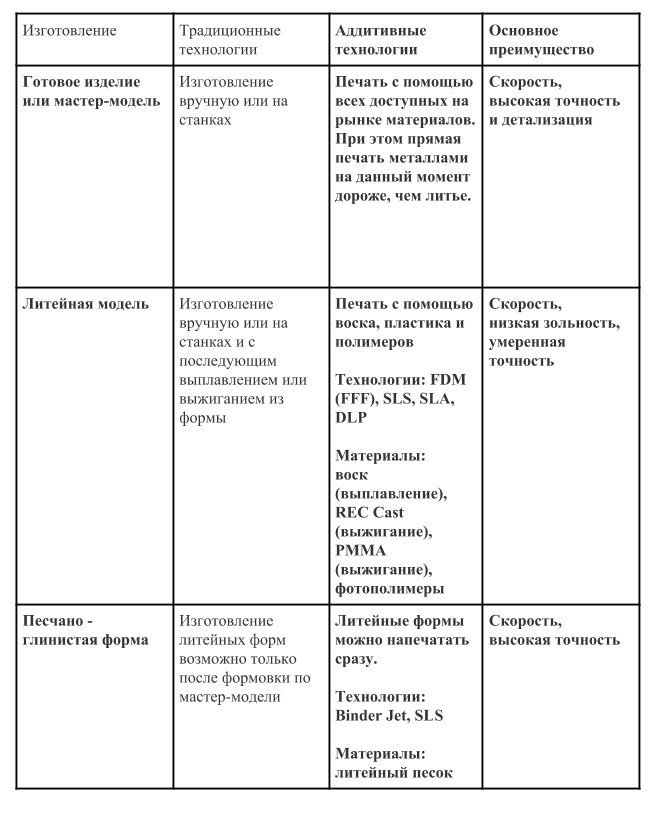
Сравнение с традиционной технологией
В традиционном процессе литья мастер-модель можно изготовить вручную или с помощью механической обработки. Вручную некоторые формы реализовать невозможно. Для изготовления мастер-моделей используют пятиосевые обрабатывающие центры с ЧПУ, что значительно увеличивает возможное разнообразие форм, но и стоимость такой восковки или мастер-модели заметно увеличивается. Такой путь получения отливки актуален для массового производства, в малой и средней серии он, чаще всего, экономически нецелесообразен — тут применение 3D-печати более рационально.
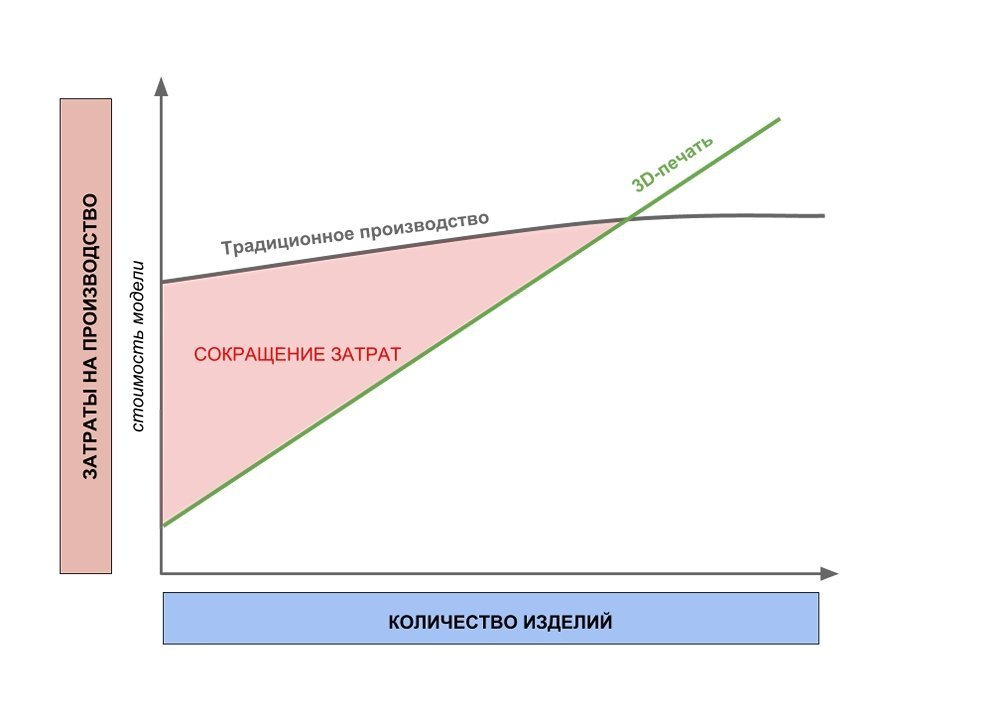 График зависимости стоимости модели от кол-ва произведенных экземпляров показывает эффективность применения аддитивных технологий
График зависимости стоимости модели от кол-ва произведенных экземпляров показывает эффективность применения аддитивных технологий
Алгоритм процесса литья с применением аддитивных технологий
Одна из задач, стоящих перед технологами любого литейного производства: минимизация трудоемких операций по механической обработке заготовок. Решается она тем, что отливки должны быть максимально приближены к параметрам необходимой детали, что также экономит средства и время. Здесь на помощь приходят инновации, в лице аддитивных технологий, которые позволяют ускорить техпроцесс, миновав традиционные первые шаги в технологии изготовления отливки. Производитель может за одну операцию получить необходимую литейную модель или форму.
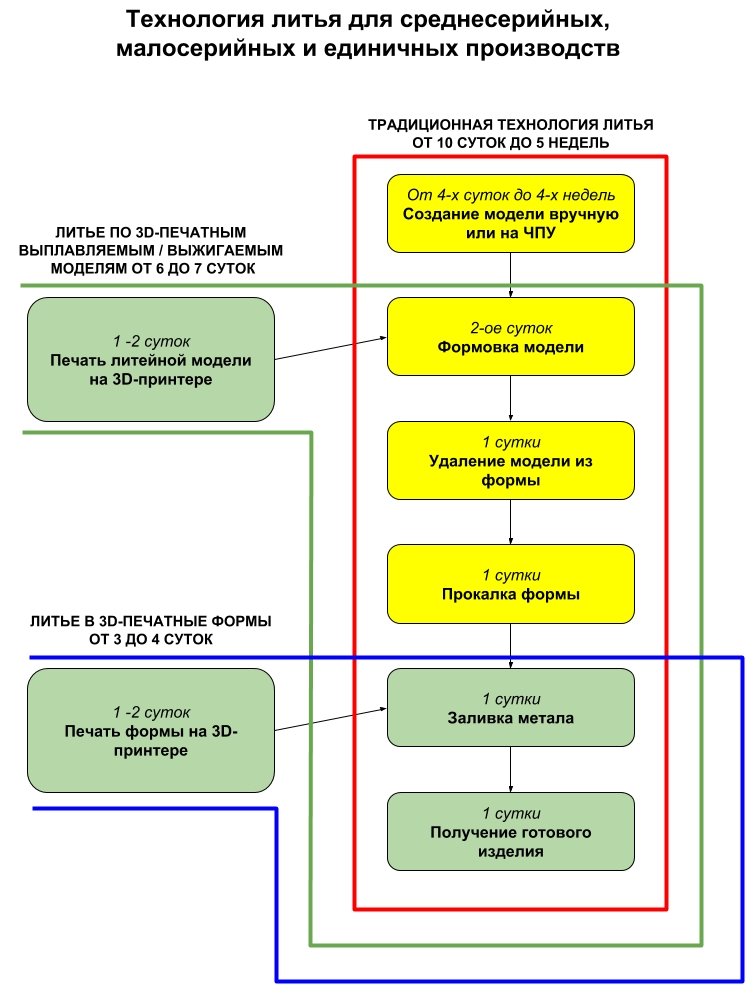 В красной области - традиционный процесс литья, в зеленой и синей - литье с применением аддитивных технологий — сроки изготовления уменьшаются в 2-6 раз.
В красной области - традиционный процесс литья, в зеленой и синей - литье с применением аддитивных технологий — сроки изготовления уменьшаются в 2-6 раз.
Прямая печать изделия, которая уже внедрена на многих современных производствах, с экономической точки зрения дороже, чем традиционное литье. Поэтому 3D-печать моделей для выплавления и выжигания, а также синтез уже готовых для литья форм и стержней, вызывает особый интерес.
 Литье с применением аддитивных технологий экономически выгоднее, чем прямая печать.
Литье с применением аддитивных технологий экономически выгоднее, чем прямая печать.
Области применения
Мастер-модели и литьевые формы напечатанные на 3D-принтере используются на ювелирных предприятиях, в производстве стоматологических и ортопедических изделий, в конструкторских бюро, для проведения НИОКР, в учебных центрах и центрах прототипирования.
Геометрически сложные отливки, полученные в результате применения аддитивных технологий, находят применение в кино и на телевидении, когда требуется быстро изготовить необычный реквизит сложной формы.
 Aston Martin 1960 DB 5 агента 007 к фильму “Координаты: Скайфолл” была создана с помощью аддитивных технологий, ради сохранения оригинального автомобиля в трюковых сценах.
Aston Martin 1960 DB 5 агента 007 к фильму “Координаты: Скайфолл” была создана с помощью аддитивных технологий, ради сохранения оригинального автомобиля в трюковых сценах.
 Отливка декораций с использованием песчаных литейных форм напечатанных на 3D-принтере.
Отливка декораций с использованием песчаных литейных форм напечатанных на 3D-принтере.
3D-принтеры и технологии 3D-печати литейных моделей
Для получения литьевых моделей используют 3D-печать по технологиям FDM (FFF), SLS, SLA, DLP. Эти технологии позволяют напечатать необходимую модель для последующего выплавления или выжигания из образованной вокруг нее литьевой формы. Для выплавляемых моделей используется воск, для выжигаемых — ПММА, CAST-пластик и специальные фотополимеры.
Основной плюс использования такого решения — отсутствие необходимости подготовки специальной оснастки, например — пресс-формы, и низкая зольность материалов при выгорании. Подготовленная 3D-модель сразу отправляется на печать и, после небольшой постобработки, готова к использованию.
FDM (FFF): послойное наплавление
Широко известный профессионалам и любителям аддитивных технологий способ 3D-печати, не требующий дополнительного описания.
Материалом нити для FDM-печати выжигаемых моделей служит специальный пластик, либо композит с высоким содержанием воска.
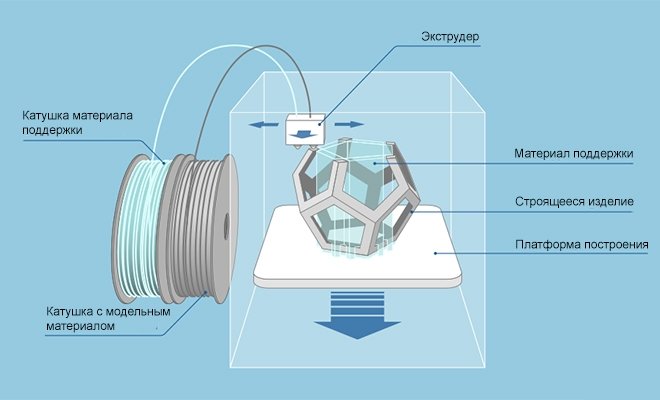 Принципиальное устройство FDM (FFF) - принтера.
Принципиальное устройство FDM (FFF) - принтера.
 Процесс 3D-печати по FDM - технологии
Процесс 3D-печати по FDM - технологии
PICASO 3D Designer X
- Технология FFF Количество экструдеров 1
- Область печати 200х200х210 мм Скорость печати до 100 см3/ч
- Толщина слоя, мкм от 10 микрон (0.01 мм)
PICASO 3D Designer X — FDM-принтер с областью построения 200х200х210 мм, который может печатать такими материалами, как ABS, PLA, HIPS, PVA, ULTRAN 630, ULTRAN 6130, ASA, ABS/PC, PET, PC, FRICTION, CAST, RELAX,ETERNAL, FLEX, RUBBER, SEALANT, PETG, AEROTEX, CERAMO, WAX, SBS, SBS PRO, PROTOTYPERSOFT, PRO-FLEX, TOTAL PRO, NYLON и PEEK со скоростью до 100 см³/ч и с толщиной слоя от 10 мкм.
Материалы

Пластик Filamentarno WAX3D Base – восковой филамент для печати моделей для литья из металлов. Подходит для любых FDM-принтеров. При выгорании Filamentarno WAX3D Base остается минимальная зольность – менее 0,01%. Пластик хорошо подвергается постобработке полировкой, при помощи растворителя или пламенем. Восковые модели не отличаются по свойствам от стандартных и могут использоваться в литейном производстве.
CAST пластик 1,75 REC прозрачный – полиметилметакрилат для литейного производства. Обладает высокой степенью прозрачности и низкой зольностью. Напечатанную этим материалом модель пропитывают восковым раствором для создания гладкой поверхности. Затем в литейном цеху для модели создают систему каналов для равномерной подачи расплава. Затем конструкцию погружают в смесь для формовки, которую наносят в несколько слоев. Так из напечатанной модели и литниковой системы получается неразъемная форма. Печатную модель выжигают из формы. Затем форму прокаливают в печи, после чего ее можно использовать для литья.


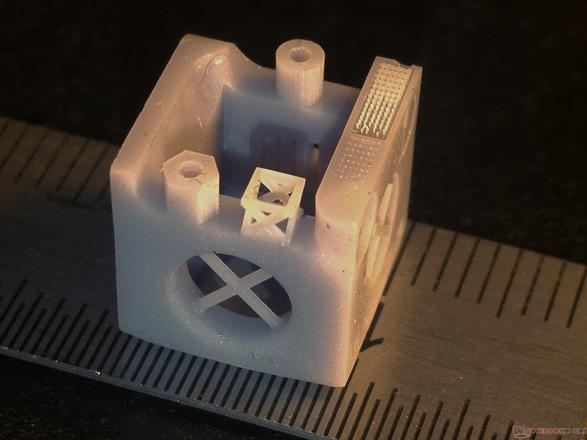
SLS – Selective Laser Sintering – селективное лазерное спекание
Применяется для изготовления мастер-моделей сложных форм, умеренной точности и относительно больших габаритов. Как это работает: в рабочей камере, заполненной инертным газом, например азотом, ролик накатывает полистирольный порошок с размером частиц 50-150 мкм на платформу. Новый слой спекается CO2 - лазером (с температурой 100-120 °C) по сечению “тела” CAD-модели. Дальше рабочая платформа опускается на 0.1-0.3 мм, после чего печатается следующий слой.
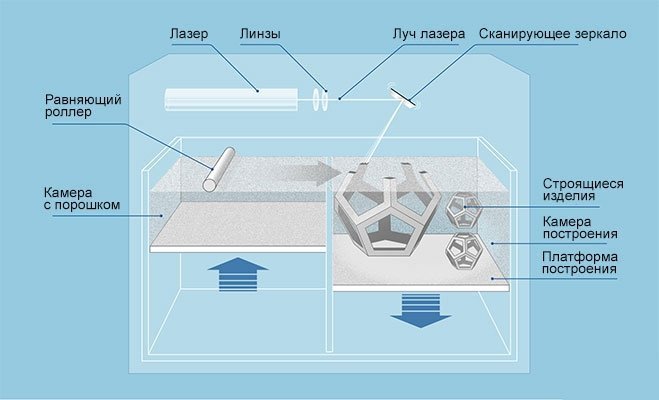 Принципиальное устройство SLS - принтера
Принципиальное устройство SLS - принтера
Печатающаяся модель не требует поддержки, т.к опорной служит сам материал (окружающий порошок). Неизрасходованный материал используется повторно.
 Процесс 3D-печати по SLS - технологии
Процесс 3D-печати по SLS - технологии
Получаемая на таком принтере модель заливается материалом формы, из которой затем выжигается в прокалочной печи. При выжигании выделяются горючие газы, которые необходимо нейтрализовать. Существует опасность засорения формы золой выгоревшей модели, потому материалы для ее изготовления берут с малой зольностью, в сотые доли процента.
 Источник: additiv-tech.ru
Источник: additiv-tech.ru
Керамическая форма для высокоточного литья и полученная отливка
Total Z Anyform 250 SLS

- Источник света лазер Производительность до 2 см³/ч
- Технология SLS Скорость печати до 250 мм/c
- Цена 2 490 000
3D-принтер Total Z Anyform 250 SLS предназначен для печати объектов со сложной геометрией и движущимися элементами. Деталь выстраивается за счет спекания слой за слоем порошковых материалов лазером. Разработчики снабдили устройство всеми опциями, необходимыми в промышленности, сохранив компактный размер. Цена принтера ниже, чем аналогичных устройств, предлагаемых конкурирующими брендами.
Плюсы:
-
Печать геометрически сложных изделий.
-
Печать нескольких объектов по всему объему рабочей камеры.
-
Самая большая область печати среди настольных SLS‑принтеров.
-
Не используется материал поддержки.
-
Точность печати.
-
Воспроизводство деталей с заданной гибкостью, детализацией и термической стабильностью.
-
Печать движущихся элементов.
Материалы для печати:
-
Жесткие — Total Z SLS PA12-Carbon (grey).
-
Гибкие — Total Z SLS TPU (grey).
Узнайте больше о 3D-принтере Total Z Anyform 250 SLS.
Farsoon Flight SS403P

- Тип лазера Волоконный лазер, 1х500 Вт Толщина слоя от 60 мкм
3D принтер Farsoon Flight SS403P базируется на передовых технологиях быстрого прототипирования LPBF. Предназначен для ускорения производственного цикла и увеличения производительности. Позволяет быстро вывести на рынок промышленные детали и потребительские товары. Работает по технологии лазерного спекания порошка. Скорость печати обусловлена конфигурацией с двумя волоконными лазерами Dual-Laser Flight.
Плюсы:
-
Большая область печати 400 × 400 × 450 мм.
-
Возможность увеличить область печати по запросу заказчика до 400 × 400 × 540 мм.
-
Высокая скорость печати.
-
Высокая производительность при низкой себестоимости.
-
Система печати двумя лазерами.
Материалы:
-
Нейлон FS 3300PA, FS 3250MF.
-
Стеклонаполненный полиамид FS 3401GB.
-
Полиамид с углеволокном FS 3400CF.
-
Полиамид FS 4100PA
-
Термопластичный полиуретан FS 1092A-TPU, FS 1088A-TPU.
Узнайте больше о 3D-принтере Farsoon Flight SS403P.
SLA - Stereolithography Laser Apparatus - лазерная стереолитография
Процесс печати схож с SLS, только вместо порошкового материала — жидкий. УФ-лазер воздействует на материал, который избирательно и послойно отверждается.
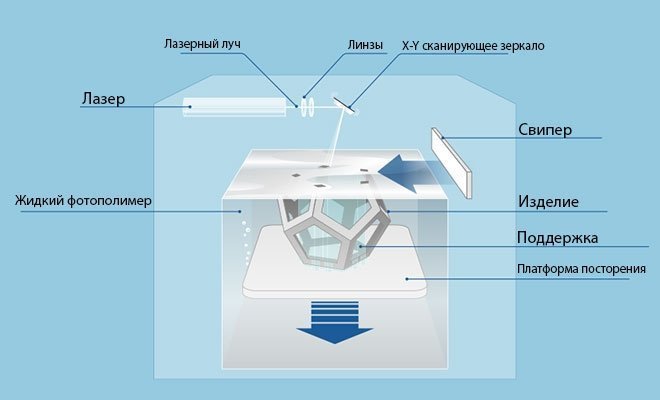
В качестве материала используются светочувствительные смолы и фотополимеры. Рабочая платформа опускается или поднимается (зависит от расположения источника света) и жидкость полимеризуется лазером в заданных точках. Неизрасходованный жидкий материал, как и в случае с порошками, может быть повторно использован для печати последующих моделей.
 Процесс 3D-печати по технологии SLA
Процесс 3D-печати по технологии SLA
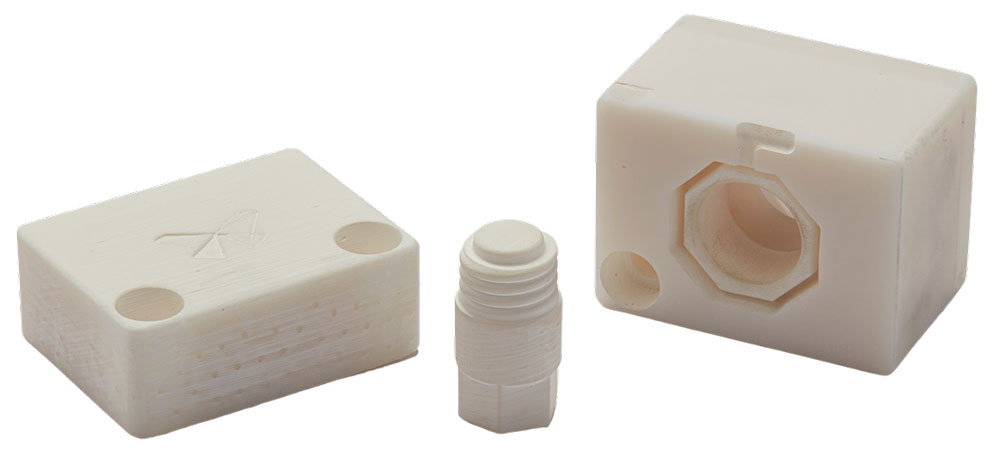
Полученные модели имеют высокое качество поверхности, что позволяет обойтись без дальнейшей механической обработки.

Пластиковые стереолитографические модели рабочих колес для водомётных движителей (вверху слева), изготовленные по ним восковые модели (внизу слева) и готовая металлическая отливка (справа).
 Слева - SLA- модель, справа - отливка из серебра
Слева - SLA- модель, справа - отливка из серебра
Formlabs Form 3+

- Мощность лазера 250 мВт Технология печати LFS
- Цена 550 000
3D-принтер Formlabs Form 3+ — это доступный по цене аппарат для создания трехмерных деталей промышленного качества Предназначен для прототипирования, быстрого производства разных изделий, в том числе серийного, и реализации креативных идей без обязательного контроля процесса печати. Очень прост в настройке. Form 3 + — лучший выбор для профессионалов, которым необходима надежная и высококачественная 3D-печать.
Плюсы:
-
Запатентованная технология LFS гарантирует качество поверхности детали любой сложности.
-
Мощный лазер обеспечивает высокую точность и скорость печати.
-
Простой процесс удаления поддержек.
-
Доступны многочисленные виды материалов, включая биобезопасные, гибкие и окрашиваемые.
Минусы:
-
Высокая стоимость устройства и материалов.
-
Несовместим с фотополимерами сторонних производителей.
Материалы: для 3D-принтера необходимы фотополимеры от Formlabs — стоматологические и медицинские, инженерные (высокопрочные), ювелирные и прочие. Предлагается прозрачная смола и набор из пяти красителей для создания пользовательских цветов.
Узнайте больше о 3D-принтере Form 3+.
PartPRO150 XP
- Технология печати SLA Толщина слоя от 25 мкм
- Цена 199 000
3D-принтер PartPRO150 XP с системой подогрева смолу предназначен для создании моделей, где требуется высокая гладкость поверхности. Ванна для фотополимера имеет запатентованное покрытие, способствующее повышению производительности и увеличивающее срок ее службы. Область печати — 150 × 150 × 200 мм. Программное обеспечение с интеллектуальной опцией создания оптимальной системы поддержек.
 Фото: pro.xyzprinting3d.ru
Фото: pro.xyzprinting3d.ru
Плюсы:
-
Автокалибровка платформы и ванны.
-
Подключение по Wi-Fi, USB, Ethernet.
-
Сенсорный экран для управления устройством поддерживает несколько языков.
Минусы:
-
Для домашнего использования стоимость довольно высока.
Материалы:
-
ProTempSL — прозрачный термостойкий фотополимер.
-
ProPreciseSL — прозрачный для инженерных прототипов..
-
ProPoly — прозрачный, эластичный, ударопрочный.
-
ProBasic — стандартный фотополимер (черный, белый, прозрачный).
Больше информации о компании-производителе XYZprinting и разработанных ею 3D-принтерах читайте в нашем блоге: ссылка на статью.
Еще больше о SLA-технологии можно прочитать здесь.
LCD - Liquid Crystal Display и DLP - Digital Light Processing
Для отверждения фотополимера используется DLP-проектор на чипах DMD или ЖК-экран. Это и является основным отличием от технологии SLA, где используется УФ-лазер. Еще одно отличие — слой проецируется целиком, каждый пиксель одновременно, а не рисуется лучом лазера, что ускоряет процесс.
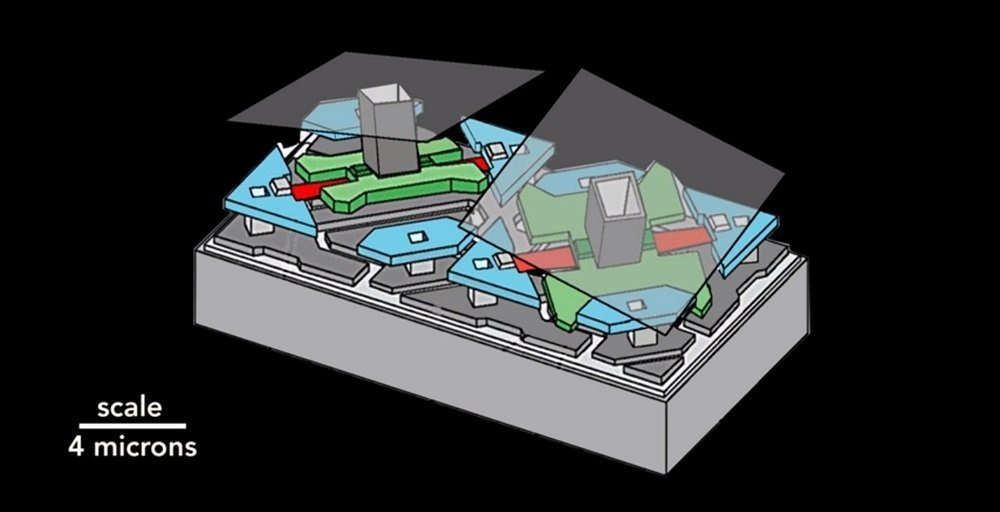 DMD-чип с двумя микрозеркалами
DMD-чип с двумя микрозеркалами
Модели, напечатанные на таком принтере, требуют удаления поддержек и обработки ультрафиолетом. То есть, постобработка для полученных по такой технологии моделей не отличается от тех, которые печатают по технологии SLA.
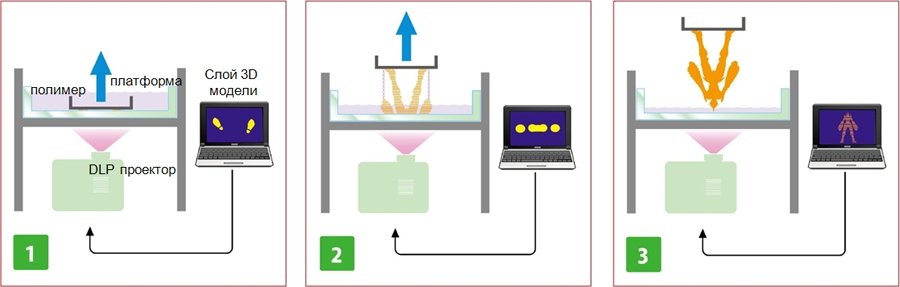 Процесс печати по технологии DLP
Процесс печати по технологии DLP
 Световое “пятно” DLP-проектора, в зависимости от печати конкретного слоя
Световое “пятно” DLP-проектора, в зависимости от печати конкретного слоя
DLP-печать позволяет получить модель быстрее, но с менее гладкой поверхностью, чем на SLA-принтере.
 SLA (слева) и DLP (справа)
SLA (слева) и DLP (справа)
 Различие детализации при печати по SLA-технологии и DLP-технологии
Различие детализации при печати по SLA-технологии и DLP-технологии
Phrozen Sonic Mega 8K

- Технология LCD Область печати 330x185x400 мм
- Цена 349 000
Phrozen Sonic MEGA 8K — фотополимерный принтер с огромной областью печати 330 × 185 × 400 мм. Устройство оснащено 15-дюймовой монохромной LCD-матрицей с разрешением 8K. Предварительная калибровка платформы позволяет максимально быстро начать печать. Управление устройством осуществляется при помощи сенсорного экрана. Аппарат позволеят выполнять широкий спектр профессиональных задач, печатать габаритные модели или серию деталей за один прогон.
О производителе 3D-принтера Phrozen Sonic MEGA 8K мы рассказываем в этой статье блога.
 Фото: phrozen3d.com
Фото: phrozen3d.com
Плюсы:
-
Невероятно высокое разрешение.
-
Огромный объем камеры печати.
-
Высокий уровень детализации.
-
Предварительно откалиброванная платформа.
-
Совместимость с материалами сторонних производителей.
Минусы:
-
Высокая цена.
-
Платформу трудно чистить.
Материалы: принтер поддерживает фотополимеры любых брендов, поэтому пользователь может для поставленной задачи выбрать подходящую смолу из максимально широкого спектра фотополимерных материалов для 3D-принтеров.
Узнайте больше о 3D-принтере Phrozen Sonic Mega 8K.
Phrozen Sonic Mini 8K

- Технология печати LCD Толщина слоя от 10 мкм
- Цена 74 900
Sonic Mini 8K — единственный компактный фотополимерный 3D-принтер с областью печати 165 × 72 × 180 мм, оснащенный двойными линейными направляющими оси Z, что обеспечивает стабильность работы и высокое качество печатных моделей. На поверхности платформы выполнена лазерная гравировка, увеличивающая адгезию печатаемой детали к платформе.
Светодиодный модуль линейной проекции обеспечивает высокую однородность светового потока более чем на 90%, что обуславливает точнейшую передачу геометрии моделей и повышает их качество.

Плюсы:
-
Компактность.
-
Высокое качество печати.
-
Точная передача геометрии 3D-объекта.
-
Гравировка на платформе, улучшающая сцепление с основанием модели.
Минусы:
-
Подключение только через USB.
Материал для печати: Aqua-Gray 8K — новая фотополимерная смола Phrozen, специально разработанная для высокоточной 3D-печати в 8K и достижения максимальной детализации моделей.
Читайте о 3D-принтере Phrozen Sonic Mini 8K в нашем обзоре. Еще больше информации здесь.
Anycubic Photon Mono X 6K

- Точность печати 5760 x 3600 пикселей
- Технология LCD Толщина слоя, мкм 10
3D принтер Anycubic Photon Mono X 6K — мощное печатающее устройство, оснащенное монохромной LCD-матрицей с разрешением 6К и способное воспроизводить трехмерные объекты с высочайшей детализацией. Принтер печатает модели размером до 197 × 122 × 245 мм с точностью 34,4 мкм (разрешение XY), толщиной слоя 10–50 мкм и скоростью до 60 мм/ч. Управление печатью можно осуществлять через мобильное приложение.
Плюсы:
-
Большая область печати.
-
Высокое разрешение.
-
Скорость печати в 2–3 раза выше, чем у аналогов.
-
Двойная направляющая оси Z.
-
Охлаждаемая LCD-матрица с долгим сроком службы.
-
Текстурированная платформа для лучшей адгезии с основанием модели.
Минусы:
-
Совместим только с Photon Workshop Slicer.
-
Относительно высокая цена.
Материалы: Anycubic Photon Mono X 6K с регулированием мощности света от 30 до 100% поддерживает не только обычные УФ-смолы, отверждаемые светом с длиной волны 405 нм, но и специальные фотополимеры.
Узнайте больше о 3D-принтере Anycubic Photon Mono X 6K. Максимально подробный обзор модели мы публиковали здесь.
Внимательные читатели, безусловно, обратили внимание, что некоторые технологии 3D-печати похожи. И хотя они и считаются универсальными, для выполнения ряда задач нужно выбрать конкретный способ и свое оборудование. Это позволит оптимизировать процесс производства и создать баланс между капитальными вложениями на оснащение и эффективностью изготовления трехмерных моделей. Расскажите нам, какие цели вы поставили — наши эксперты подготовят комплексное решение.
3D-принтеры для изготовления форм
Быстро получить качественную литейную форму можно с помощью технологий Binder Jetting и SLS. 3D-принтеры, работающие по данным технологиям, печатают формы из специального литейного песка.
Технология BinderJetting - нанесение связующего вещества
Данная технология позволяет напечатать сложную по геометрии песчаную форму без какой-либо дополнительной обработки. После печати можно сразу приступать к отливке. Основным преимуществом технологии BinderJetting является то, что нет необходимости в каких-то особых условия для работы подобного принтера: печать возможна при комнатной температуре.
 Процесс печати по технологии Binder Jet
Процесс печати по технологии Binder Jet
Материал, в данном случае — песок, распределяется по рабочей платформе с помощью ролика. Далее, печатающая головка наносит связующий клей поверх порошка. Платформа опускается по толщине слоя модели и объект формируется там, где песок связан с жидкостью (т.е. с клеем). Не использованный материал, по аналогии с SLS-технологией, является поддержкой для будущей модели.
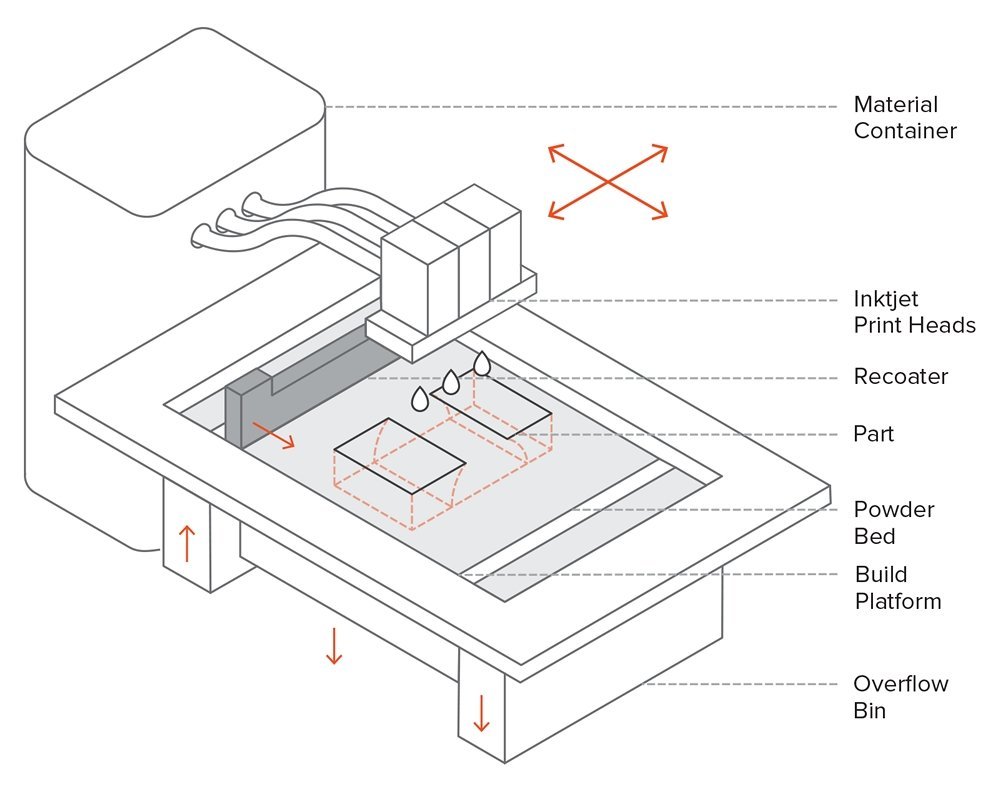 Принципиальное устройство принтера с технологией Binder Jet
Принципиальное устройство принтера с технологией Binder Jet



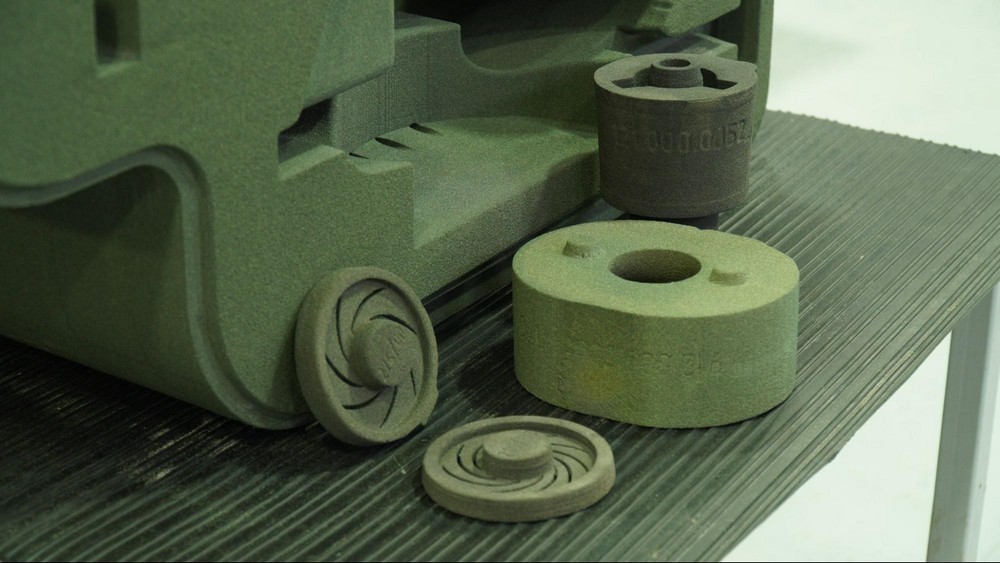
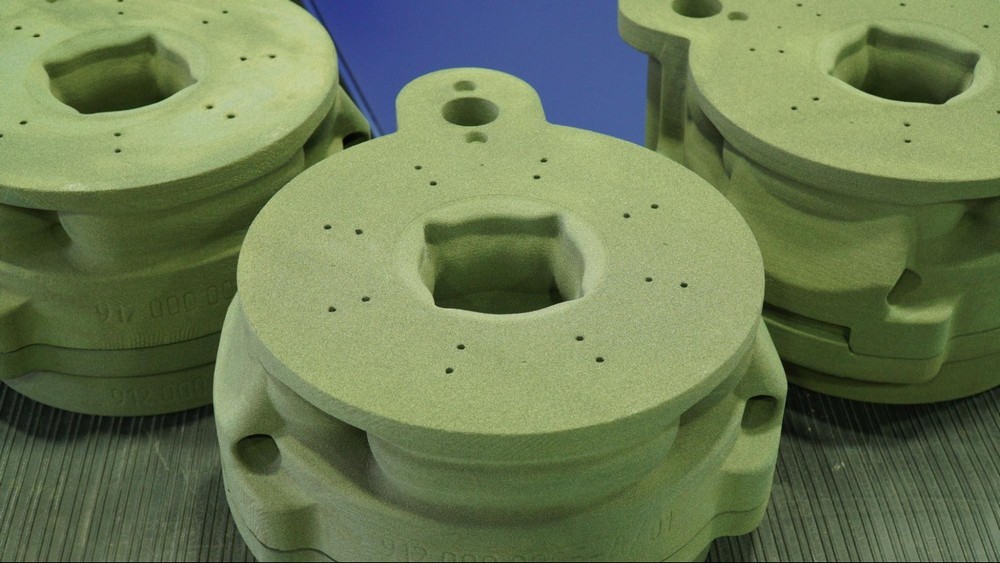
 Формы для отливки, напечатанные по технологии Binder Jet
Формы для отливки, напечатанные по технологии Binder Jet
3D-принтер Robotech R-2000

- Технология печати Binder-Jetting Толщина слоя от 200 мкм
- Скорость печати 140 - 180 л/час
- Цена 56 200 000
Robotech R-2000 — большой промышленный принтер для крупных предприятий, работающих в металлургической отрасли. Разработан российскими конструкторами компании «Роботех». Отличительная особенность аппарата — огромная область построения размером 2 000 × 1 000 × 1 000 мм, что открывает возможность печати цельных литейных форм для изготовления крупных объектов. Допускается создание трехмерных предметов любой степени сложности с точки зрения геометрии. Существует возможность кастомизации по желанию заказчика, включающей изменение области печати и перенастройку программного обеспечения.
Плюсы:
- Экологичность и безопасность печати.
- Надежность оборудования.
- Весь процесс автоматизирован.
- Удаленное управление принтером.
- Допускается задействовать не всю область печати и многократно использовать несвязанный песок.
- Интеграция с ERP-системой предприятия.
Минусы:
- Если модель печатается под запекание, следует учитывать процент усадки.
Узнайте больше о Robotech R-2000.
3D-принтер Robotech R-600

- Технология печати Binder-Jetting Толщина слоя от 200 мкм
- Скорость печати 50 - 70 л/час
- Размеры, мм 2860х2800х2050
Robotech R-600 — малый промышленный принтер для небольших компаний металлургического сектора индустрии, образовательных учреждений, конструкторских и исследовательских бюро. Разработан и собран в ООО «Роботех» (Россия). Размеры области построения модели R-600 600 × 480 × 250 мм позволяют печатать средние и малые формы под отливку. Скорость воспроизведение формы — не более суток.
Плюсы:
- Возможность печати объектов со сложной геометрией.
- Высокая скорость и точность печати.
- Кастомизация под нужды заказчика (увеличение области печати, адаптация ПО).
- Экономичный за счет повторного использования несвязанного песка и использования не полной области построения.
- Может быть интегрирован в ERP-систему компании.
Минусы:
- По сравнению с другими технологиями 3D-печати трехмерный объект получается более пористый.
Узнайте больше о Robotech R-600.
О возможностях 3D-принтеров Robotech, характеристиках, особенностях и преимуществах моделей Robotech R-2000 и R-600 для печати песком форм для литья металлами читайте в нашем обзоре.
SLS-печать литейных форм
Основное отличие от указанной ранее SLS-технологии — использование в качестве материала для печати литейного песка, предварительно плакированного полимером. Материал спекается лазером, после чего очищается. Полученная форма помещается в прокалочную печь для отверждения, которое происходит при температуре 300-350 °С. Главное отличие от Binder Jet — более высокая детализация готовой литейной формы. Правда, для получения готовой формы требуется больше времени, из-за необходимости дополнительной обработки.
Солнечная 3D-печать
Кстати, есть ещё одна интересная технология печати песком - Solar Sinter. Разработал её немецкий инженер, дизайнер и художник Маркус Кайзер. Солнечная 3D-печать отлично подойдет для создания песчаных литейных форм, хоть и очень невысокой точности.
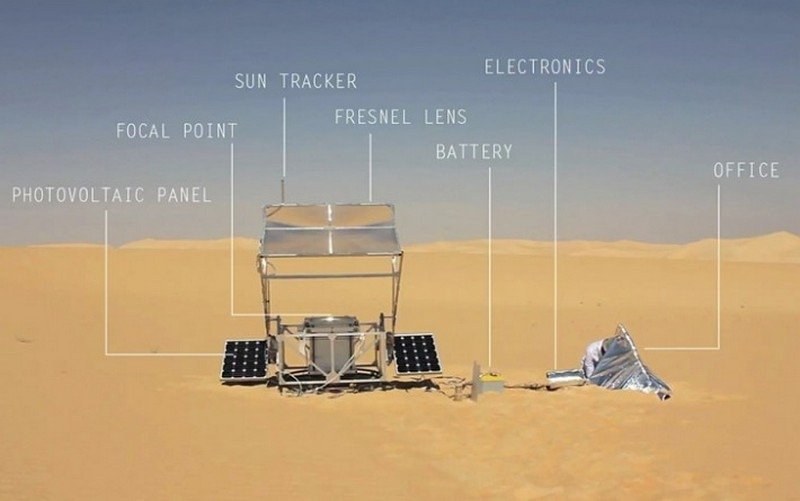 Стоит обратить внимание, что с собой необходимо взять офис. Маркус Кайзер предлагает пирамидальную палатку со светоотражающим покрытием — отличное укрытие от жаркого солнца.
Стоит обратить внимание, что с собой необходимо взять офис. Маркус Кайзер предлагает пирамидальную палатку со светоотражающим покрытием — отличное укрытие от жаркого солнца.
Если ваше предприятие находится в пустыне, то это оптимальный вариант — кругом песок и солнечный свет, которые доступны в стандартную девятичасовую смену. Необходимо только привезти с собой сам принтер с компьютером. Принтер оборудован линзой Френеля, которая концентрирует солнечный свет в пучок, что дает возможность плавить песок с температурой 1400-1600°C; солнечным трекером, что отслеживает положение солнца и поворачивает линзу к нему; и фотоэлементами, для питания электроприводов установки. Главный плюс — экономия на электроэнергии, материалах и аренде помещения. Но еще важнее, пожалуй, концептуальность.
 Процесс печати на солнечном 3D-принтере
Процесс печати на солнечном 3D-принтере
Такой принтер, и в силу специфики применения, и из-за невысокой точности получаемых моделей, вряд ли можно использовать для промышленных нужд. Но для художников и ремесленников он станет настоящей находкой. Печатать на нем литьевые формы, пожалуй, занятие сомнительное, а вот арт-объекты — самое оно.
 Извлечение модели из рабочей зоны солнечного 3D-принтера производится с помощью столовой ложки. Можно использовать вилку, но скорость будет ниже.
Извлечение модели из рабочей зоны солнечного 3D-принтера производится с помощью столовой ложки. Можно использовать вилку, но скорость будет ниже.
А если серьезно — кто знает, куда зайдут технологии дальше? Порой безумные проекты открывают новые возможности в нашей повседневной жизни.
Итог
Внедрение 3D-печати делает процесс литья дешевле и быстрее, позволяет изготавливать модели и формы для литья со сложной геометрией, разнообразными габаритами, не теряя в точности получаемой отливки.
Для получения выплавляемых и выжигаемых моделей рекомендуется использовать принтеры, работающие по технологиям FDM(FFF), SLS, SLA/DLP, Voxeljet. Используемые материалы обладают низким процентом зольности, а печатать модели быстрее, чем изготавливать вручную или с помощью станка с ЧПУ.
 Пример технологической цепочки для получения отливки с применением выплавляемой модели
Пример технологической цепочки для получения отливки с применением выплавляемой модели
Для получения литейных форм подойдут технологии печати Binder Jetting и SLS с подходящим для форм материалом.
Аддитивные технологии в литье применимы в тех случаях, когда необходимо максимально дешево и быстро получить мастер-модель или форму для будущей отливки, например — в конструкторские бюро и на опытных производствах. Применимы они и в серийном производстве — если микронная точность не требуется, разница в скорости и стоимости работ делает их куда привлекательнее механообработки на фрезере с ЧПУ.
Уже сейчас можно заказать отливку из металла или пластмассы и посмотреть на результат применения 3D-печати в литье.
Рекомендуемые товары










Оставить комментарий