

Как исправить стрингинг, лапшу, паутину при FDM-печати
При печати по технологии FDM возникает ряд дефектов, обусловленных некорректным режимом, нестабильным качеством расходных материалов или проблемами непосредственно с принтером. Рассмотрим процесс образования нитей при перемещении, в англоязычных источниках называемый stringing.
Содержание
Суть проблемы
При холостом перемещении от одного участка слоя к другому может происходить вытекание расплава полимера из сопла, образуется нить между точками начала и конца маршрута. Чаще всего дефект возникает при печати PETG, но встречается и с другими материалами.
Основные причины образования нитей:
- некорректные настройки ретракта;
- слишком высокая температура сопла;
- влажность пластика;
- низкая скорость холостых перемещений;
- загрязнение наружной поверхности сопла;
- некачественное сопло;
- большая зона расплава и сопло большого диаметра.
Установить конкретную причину по внешним признакам обычно сложно, поэтому необходимо последовательно проверять и исключать все возможные факторы.
Возможные причины и решения
Влажность
Использование влажного пластика кардинально затрудняет настройку режима печати, а диагностировать чрезмерную влажность сравнительно просто.

Очень влажный PETG. Видны характерные особенности: рыхлая поверхность детали, катышки пластика по всей длине нитей.
Мнение о незначительном влагопоглощении PLA, PETG и ABS очень распространено. Действительно, многие пользователи не сталкиваются с проблемами влажного пластика. Но при этом сами производители публикуют режимы сушки для большинства своих расходных материалов, например — REC.
При печати влажным пластиком обычно присутствует посторонний звук — шипение или потрескивание, а поверхность изделия приобретает матовый цвет и пористую структуру, это в дополнение к образованию нитей в местах холостого перехода.

Фигуры напечатанные влажным (слева) и сухим (справа) пластиком, Source: maker.pro
Нити в этом случае возникают при кипении воды в расплаве — пар обеспечивает избыточный выход пластика. При диагностировании указанного спектра симптомов сушка однозначно необходима.
Если влажность пластика — фактор, который можно диагностировать отдельно, то в проявлениях остальных возможных причин необходимо разбираться последовательно.
Избыточная подача материала
Для начала, требуется убедиться в правильном количестве подаваемого пластика и корректности температурного режима. «Перелив», он же чрезмерная подача филамента, проявляется в наплывах, искажении геометрии детали и ребристых горизонтальных поверхностях.
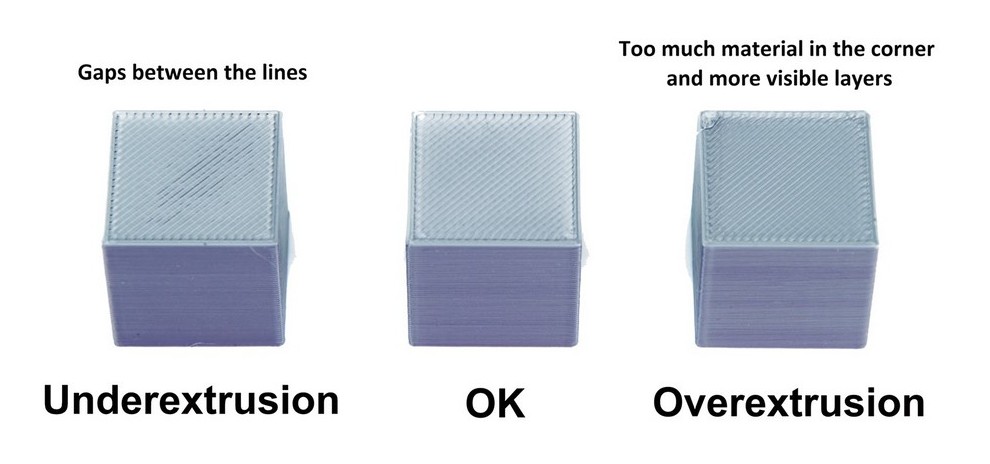
“Недолив” - пропуски между линиями, норма и “перелив” - избыток материала,
Source: prusa3d.com
Нити образуются, когда избыточное количество пластика находит выход при холостом перемещении.
Завышенная температура экструзии
Для проверки температурного режима существуют специальные тестовые модели, называемые «температурными башнями». Это последовательность вертикально расположенных одинаковых элементов, печатаемых с разной температурой сопла.
В слайсере Cura существует плагин для автоматизированного создания тестовых моделей, рассмотрим его работу. Для установки плагина необходимо создать учётную запись Ultimaker и войти в неё, после этого становится доступным репозиторий.
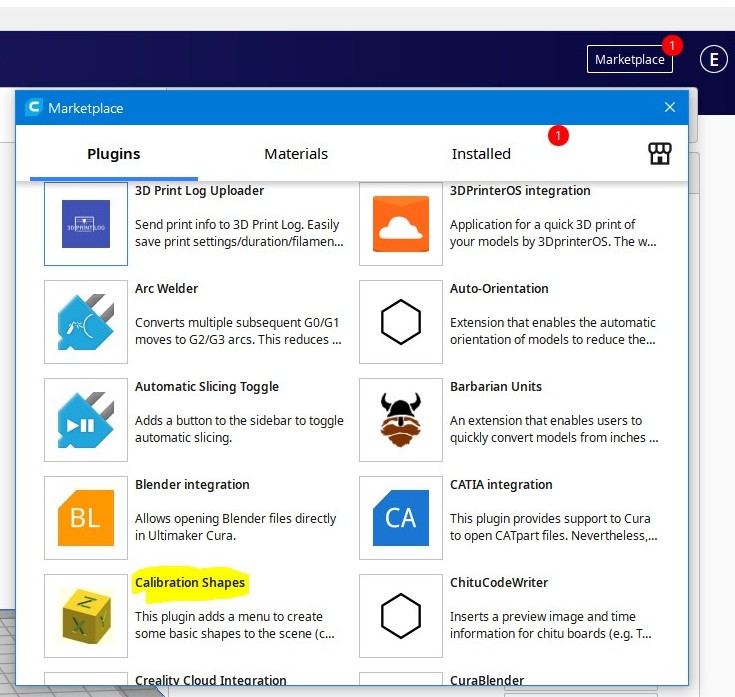
Необходимый плагин называется Calibration Shapes. После его установки и перезагрузки слайсера, в меню Extensions появляется пункт Parts for calibration.
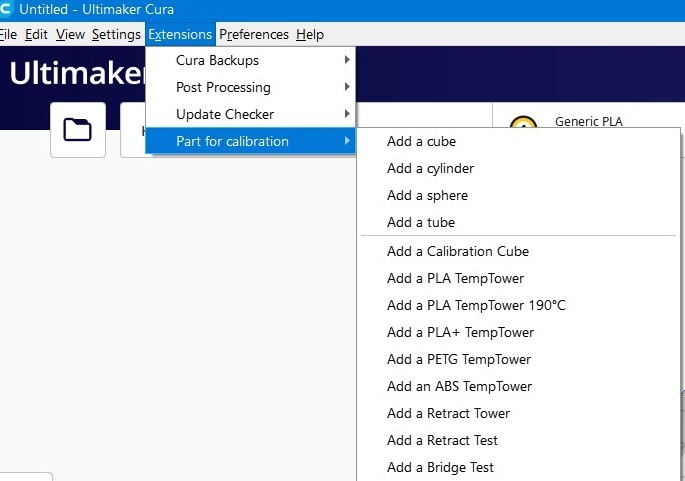
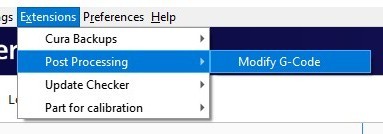
Для настройки температуры печати PETG выберем Add a PETG TempTower. На поле слайсера будет помещена модель температурной башни, к которой необходимо применить скрипт постобработки, набор скриптов устанавливается вместе с плагином.
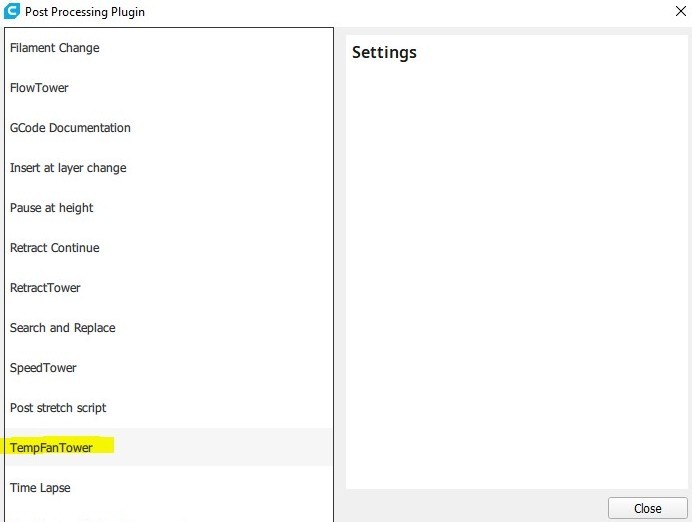
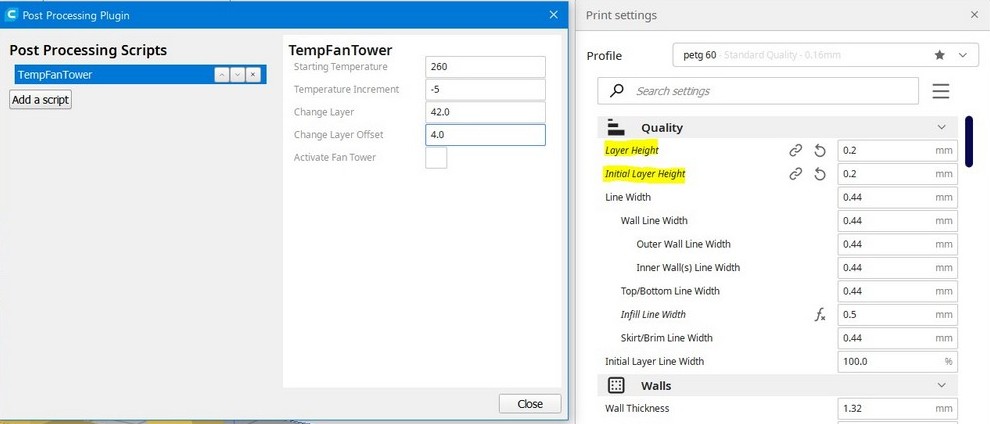
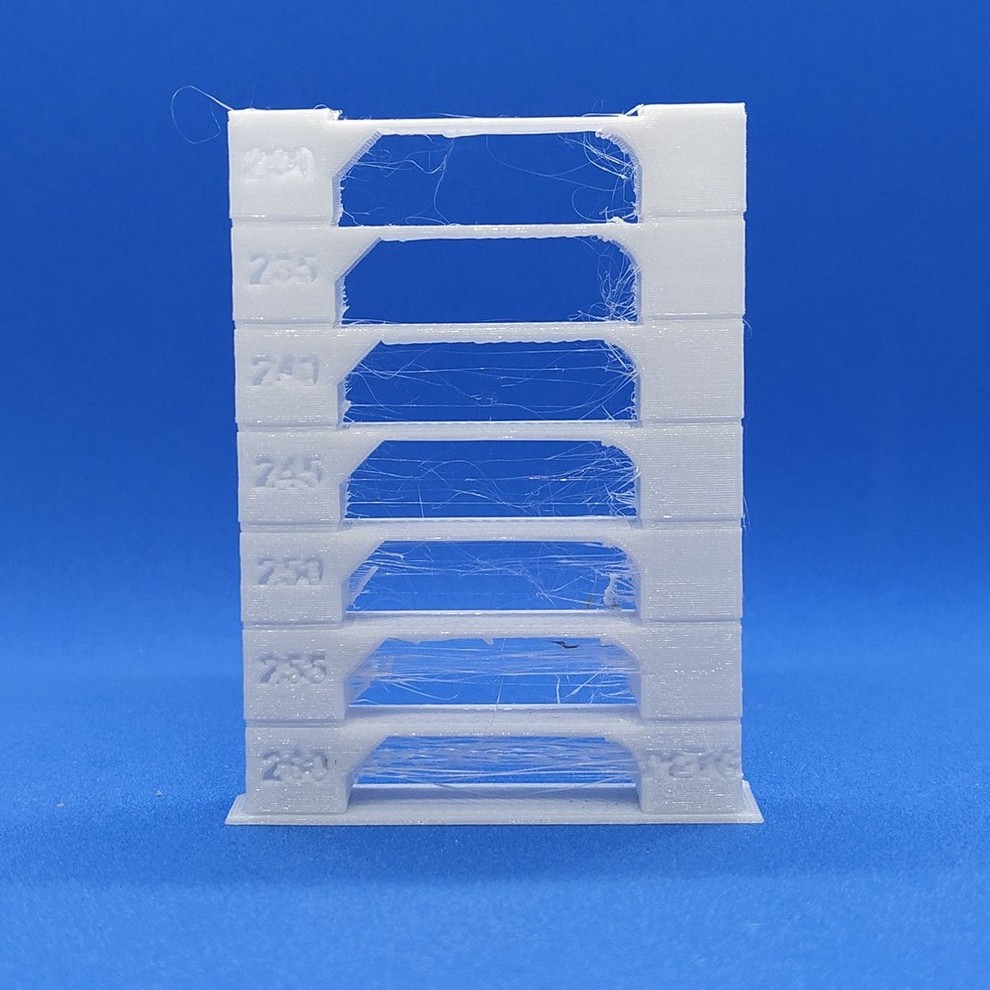
Настройки, на скриншоте выше, устанавливаем для температурной башни с изменением температуры от 260 до 230 градусов, с шагом 5; толщина слоя в слайсере — 0,2 мм.
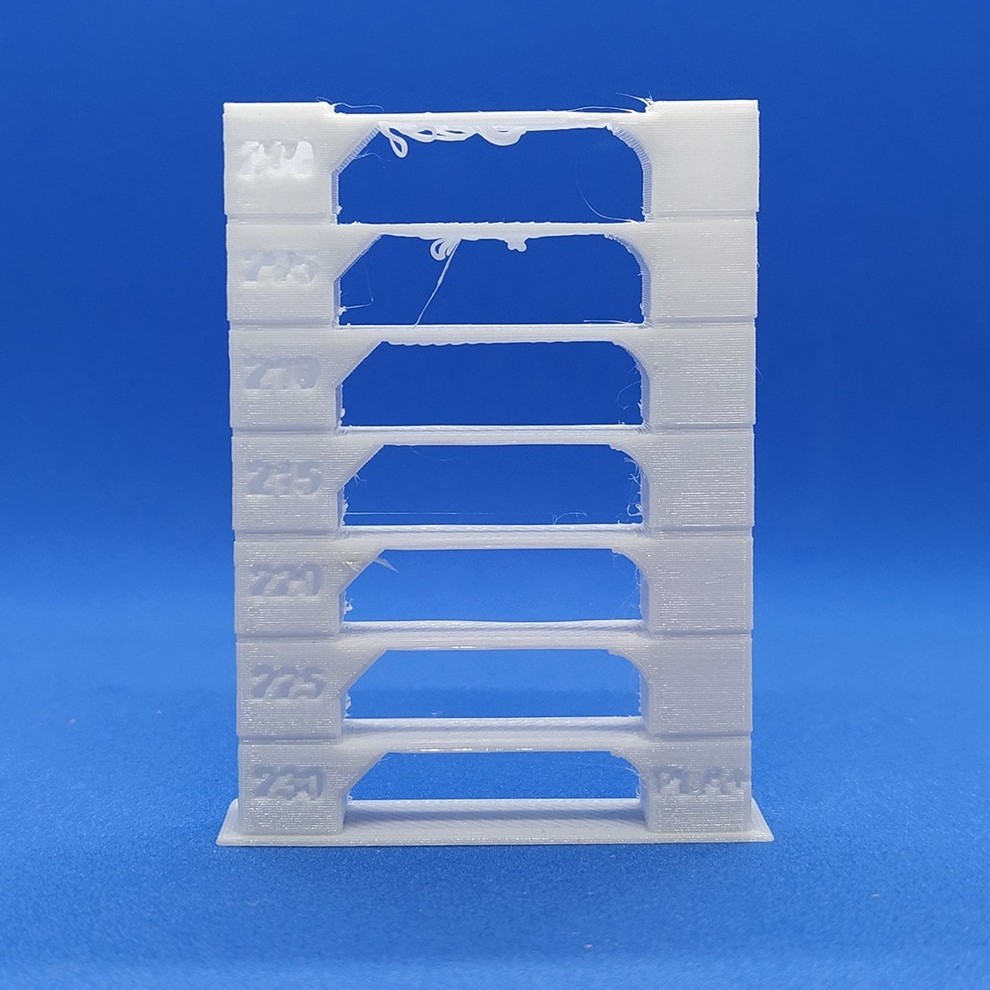
Для PETG может иметь смысл напечатать и вторую башню, с более низкими температурами: для пресета PETG температуры 260-230, но оптимальная температура может быть ниже. Поэтому печатаем PETG на пресете PLA+, 230-200 °С.
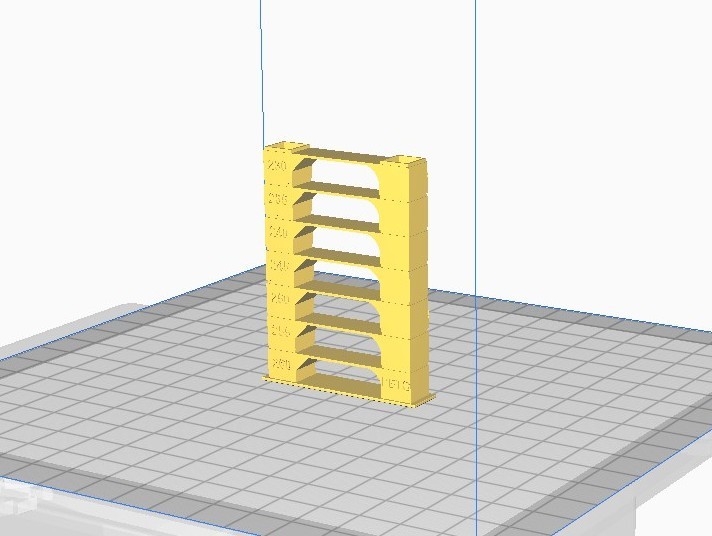
«Башня» позволяет по визуальным признакам выбрать правильную температуру печати. Слишком высокая температура приводит к возникновению наплывов, нечетким контурам и большому количеству нитей. Слишком низкая сопровождается пропусками подачи, «пробоями», и низкой механической прочностью детали.
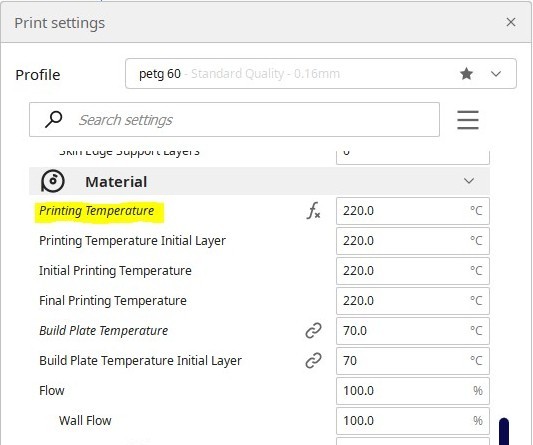
На «башнях» на фото заметное образование нитей прекращается после 230 градусов, а при уменьшении температуры ниже 215 возникают проблемы с подачей и спайкой слоёв. Поэтому оптимальной температурой печати именно этого пластика именно на этом принтере считаем 220 градусов и выставляем соответствующее значение в поле Printing Temperature. Затем проверяем, что остальные температуры синхронизировались — они зависят от первого значения, но могут быть отредактированы вручную.
Ретракт
Чтобы исключить нежелательный выход пластика из сопла применяется ретракт — небольшой обратный ход подачи филамента перед перемещением экструдера, втягивание. Основные настройки ретракта в слайсере — длина и скорость. Недостаточная длина ретракта является распространённой причиной образования нитей. Слишком большая длина приводит к растяжению прутка, попаданию расплава в «холодную» зону, недостаточной подаче после завершения перемещения или «пробке».
Слишком высокая скорость ретракта приводит к разрыву прутка в зоне расплава или проскальзыванию подачи. Слишком низкая — пруток растягивается, не поднимая расплав из сопла.
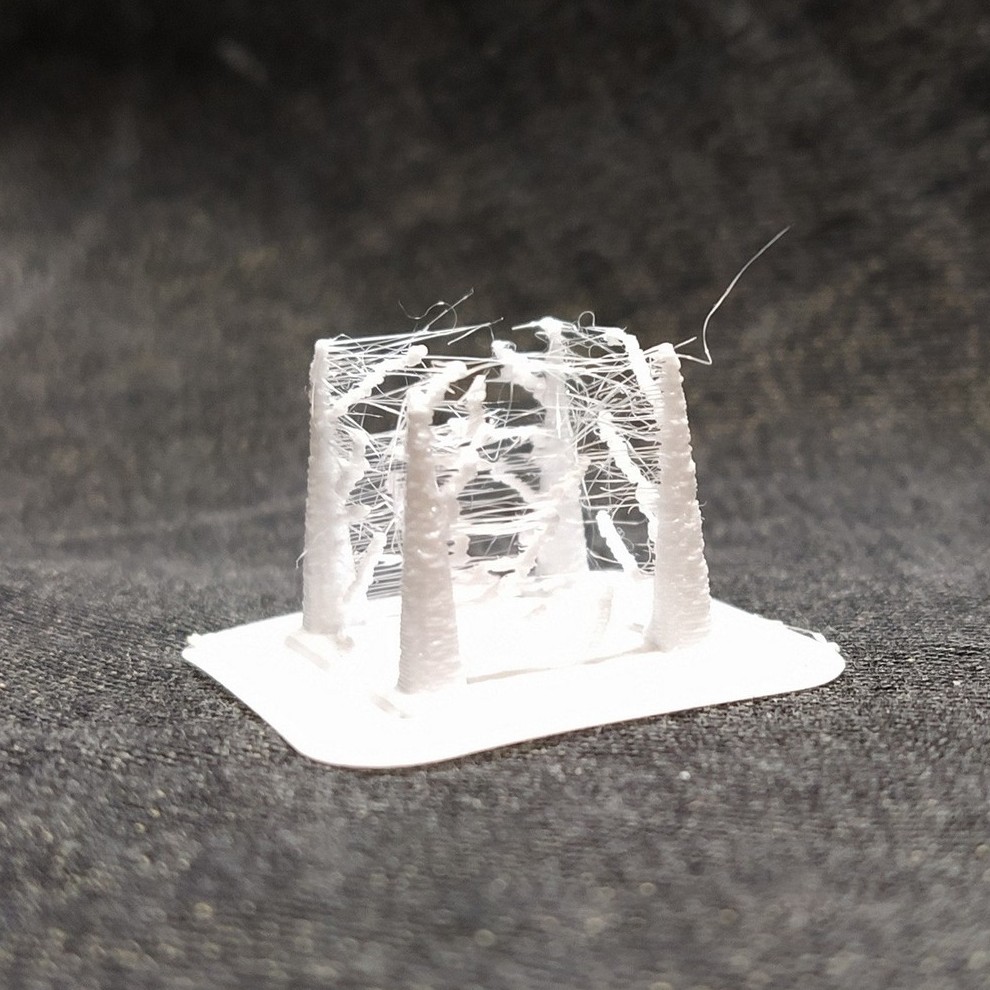
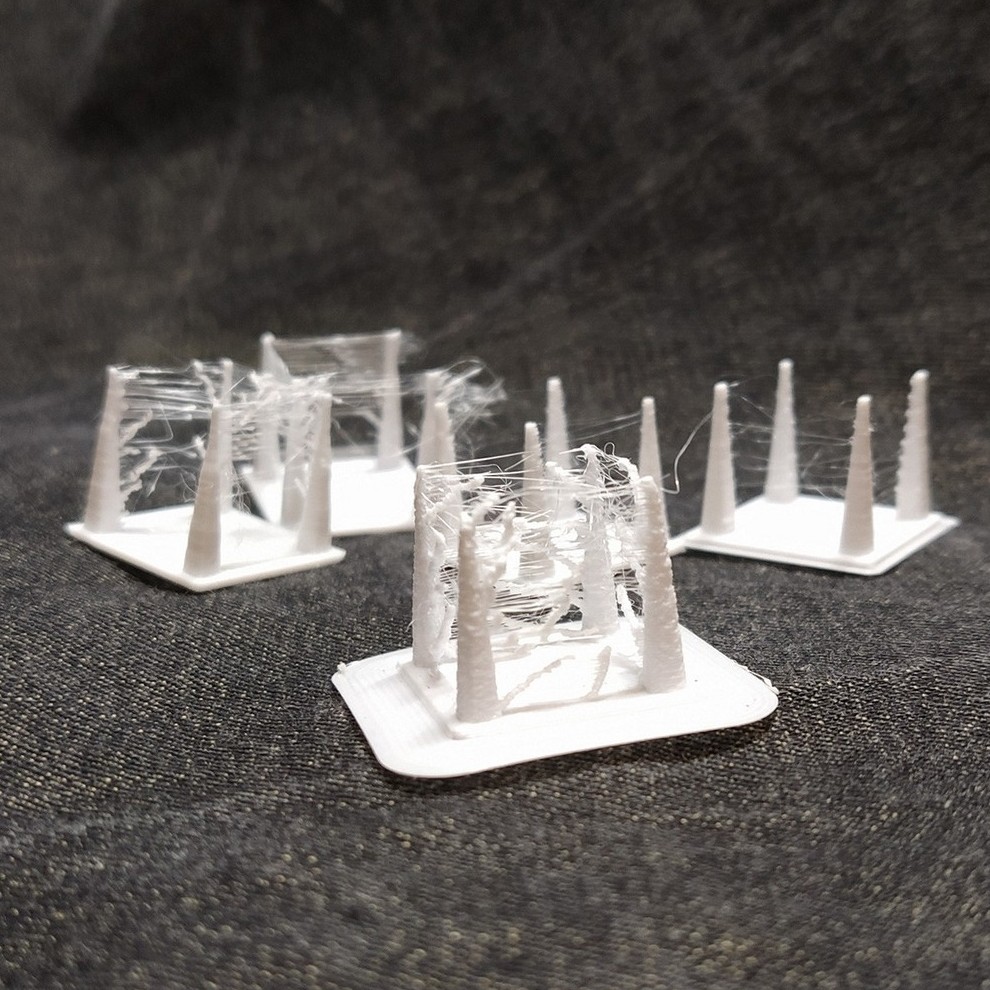
Терминальный пример: высокая температура печати и отключенный ретракт.
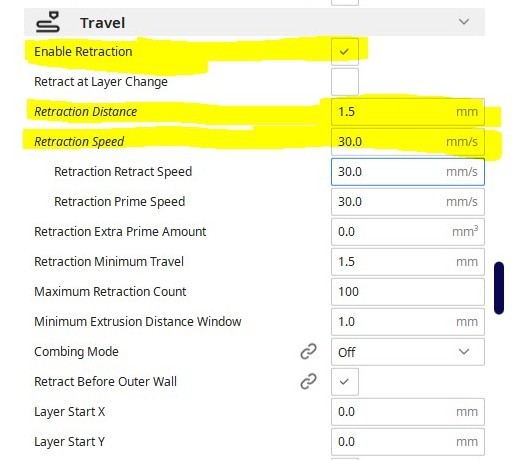
Типичные значения, с которых целесообразно начинать настройку ретракта: скорость 30 мм/с, длина 1-2 мм для директ-экструдера и 5-7 — для боудена. Например, в Cura ретракт настраивается в разделе Travel.
Для проверки работы ретракта печатаются тестовые модели наподобие «четырех иголок», но есть более функциональные тесты для выбора режима ретракта по анализу одного принта. Например, сервис http://retractioncalibration.com генерирует G-код с различными настройками ретракта. Использовать его стоит с осторожностью, так как при печати происходит большое количество ретрактов в единицу времени.
Этот сервис позволит определить оптимальные настройки, не перепечатывая тест «четырех иголок» по несколько раз.
Заданные настройки необходимо подредактировать под используемый принтер, кроме того, можно сократить количество итераций по вертикали — слишком высокие скорости ретракта не имеют практического смысла.
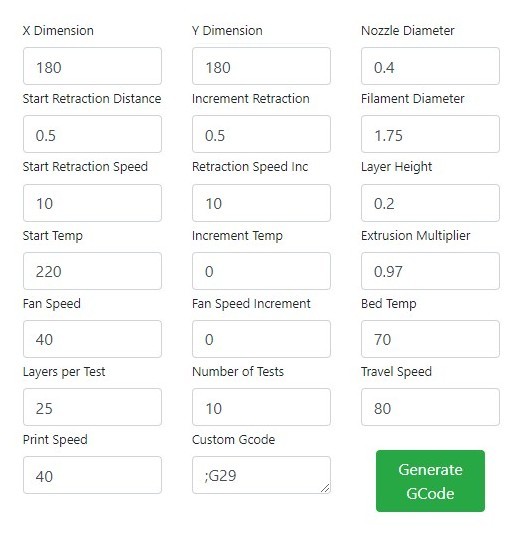
Целесообразные настройки для Kingroon KP3S с соплом 0,4 мм, пластик PETG.
Главные настройки, на которые стоит обратить внимание:
- X Dimension & Y Dimension – площадь печати вашего рабочего стола;
- Nozzle Diameter – размер установленного сопла;
- Filament Diameter – диаметр используемого прутка;
- Start Temp – оптимальную температуру для печати данным материалом мы установили на предыдущем шаге, либо используем температуру рекомендованную производителем пластика;
- Extrusion Multiplier — коэффициент, полученный при настройке подачи. При 1.0 наблюдался небольшой избыток пластика, поэтому здесь он снижен до 0,97;
- Bed Temp – установить температуру стола рекомендованную производителем пластика, либо выведенную опытным путем;
- Number of Tests – количество тестов, рекомендую снизить до 10, слишком высокие скорости ретракта не имеют практического смысла;
- Travel Speed – скорость холостого перемещения, зависит от возможностей принтера. Обычно 80-150 мм/с;
- Custom Gcode – оставить как есть, если перед печатью необходимо автовыравнивание стола, раскомментировать (убрать «;»);
- Все остальные настройки, как правило, можно оставить по умолчанию.
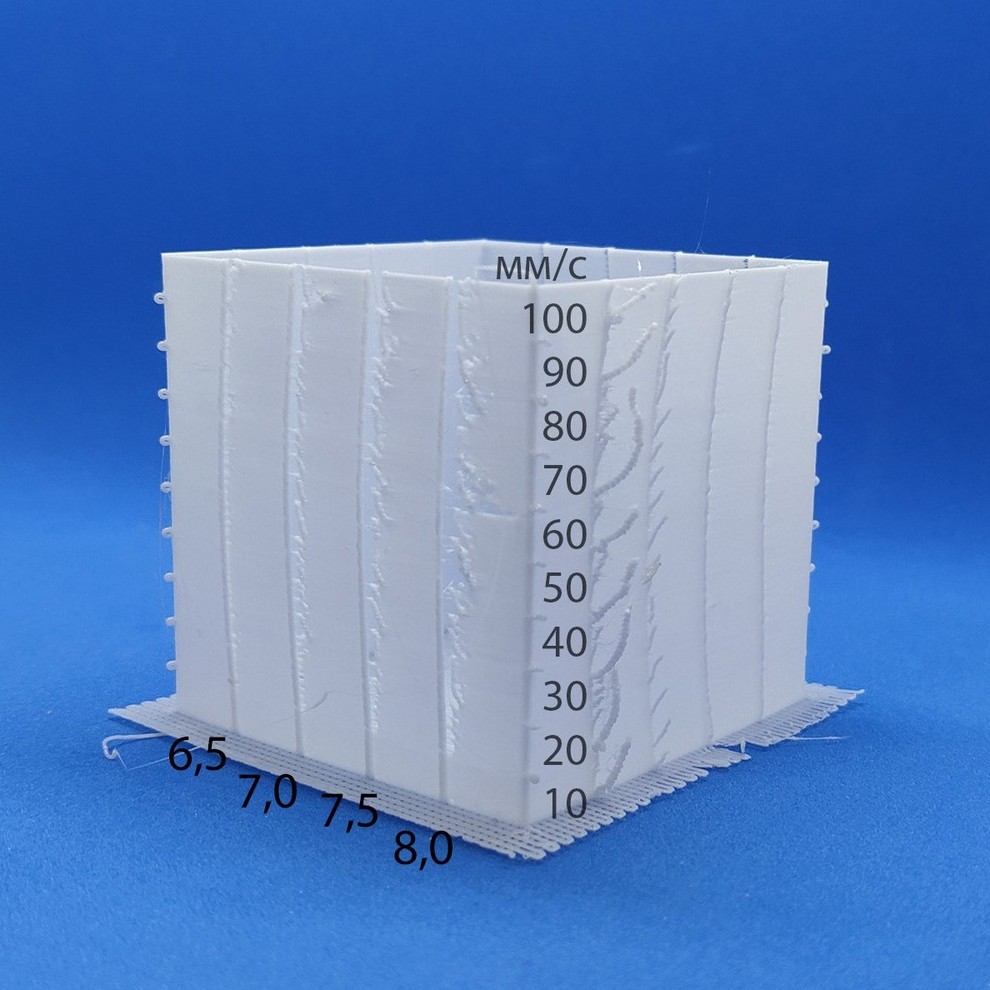
Суть теста следующая: по периметру увеличивается длина ретракта с шагом 0,5 мм, то есть от 0,5 до 8 мм. С высотой растёт скорость ретракта, от 10 мм/с с шагом 5 мм/с.
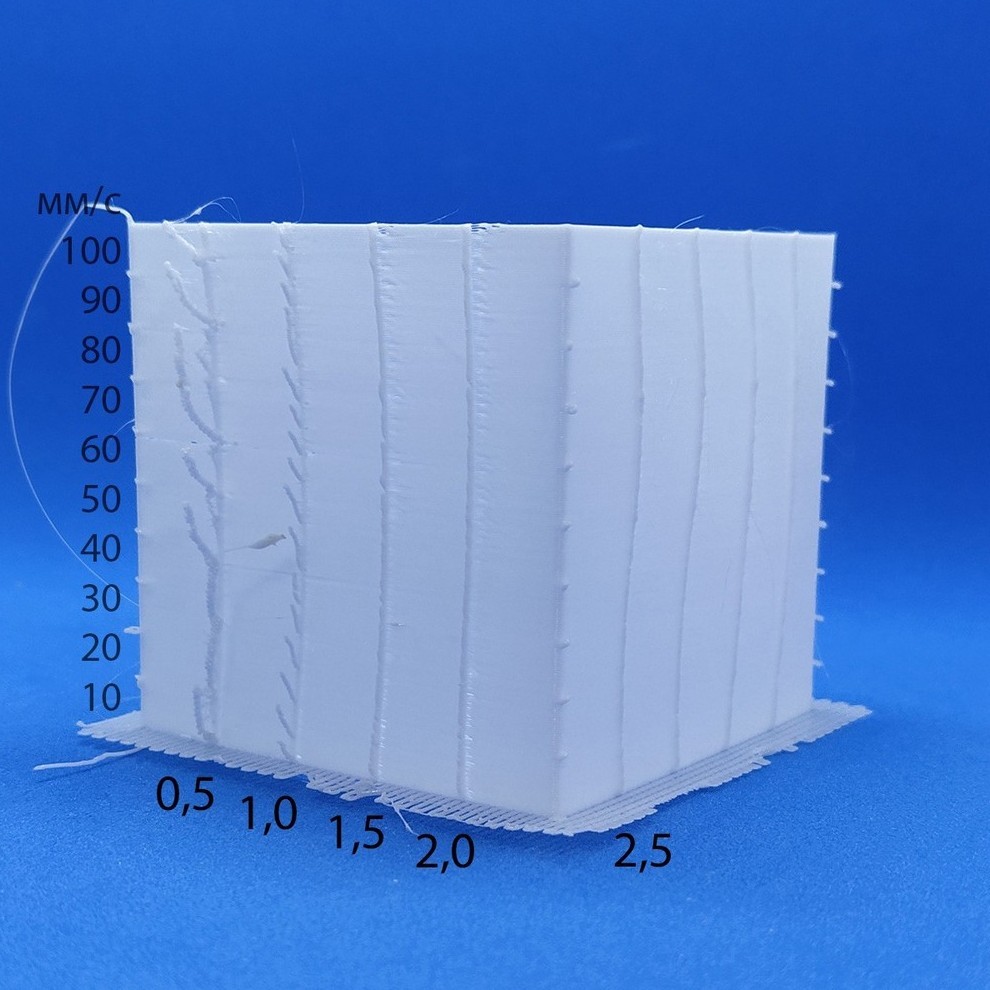
Анализируя напечатанный тест, видим, что при увеличении длины ретракта более 1.5 мм качество выступов не изменяется.
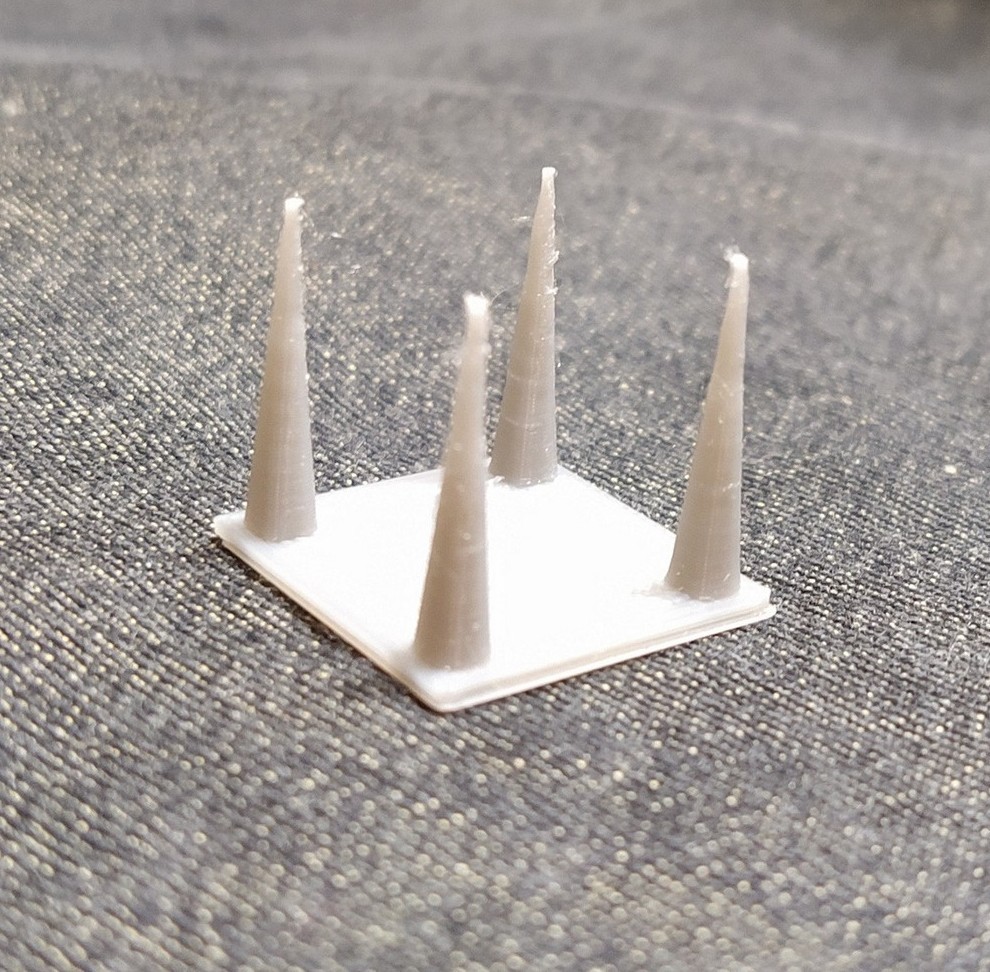
Это фото показывает недостаточную подачу после ретракта, возникающую при чрезмерно длинном ретракте и слишком высокой скорости.
Итоговая длина ретракта зависит не только от пластика и типа экструдера, на нее влияет ряд других параметров — эффективность охлаждения хотэнда, конструкция термобарьера. Поэтому для одной и той же катушки, установленной на разные принтеры, настройки могут существенно различаться.
Напечатанный тест не позволяет определить точной скорости ретракта, поэтому выбираем типовое значение в 30 мм/с, как не приводящее к разрыву прутка и не сильно замедляющее печать.
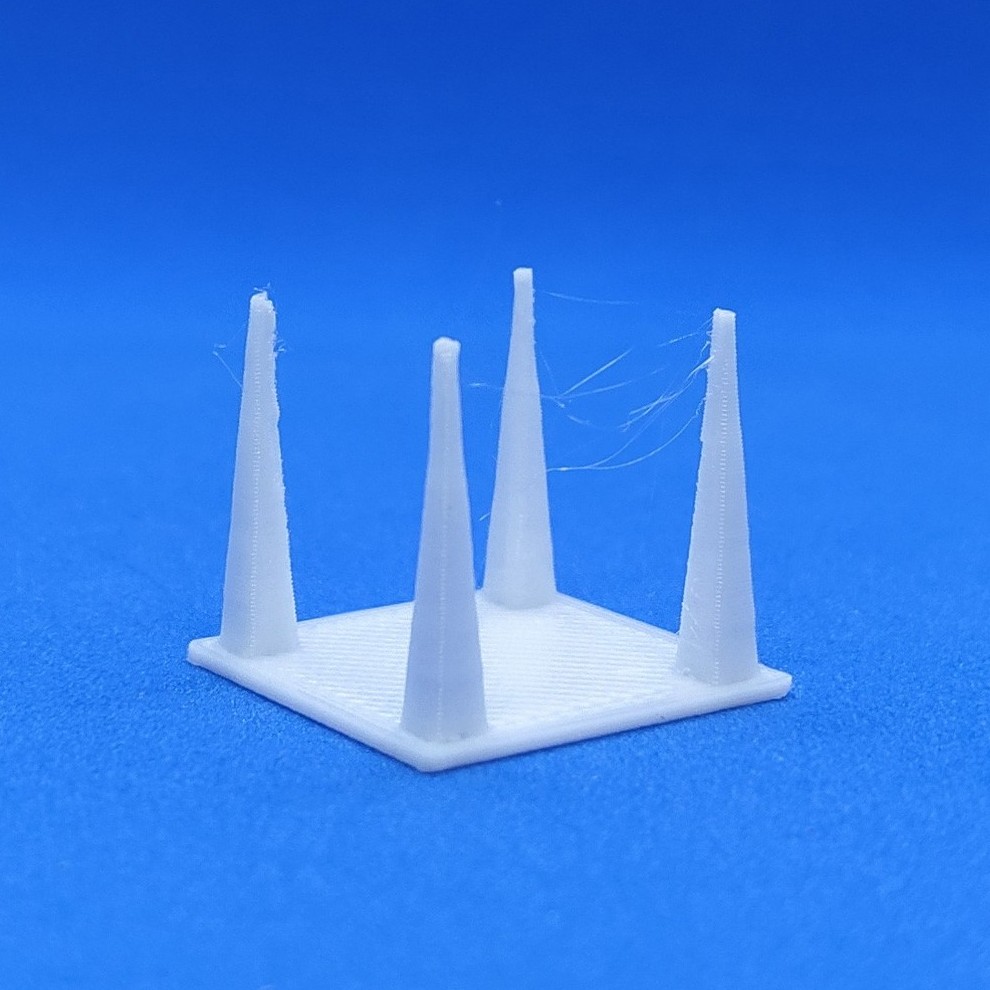
Тест «4 иголки», напечатанный с выбранными по результатам теста настройками. Длина ретракта 1.5 мм, скорость — 30 мм/с. Принтер Kingroon KP3S с директ-экструдером «Титан». Отметим, что при реальной печати сравнительно крупных объектов нитей образуется меньше, чем на «иголках».
Для сравнения — PLA. Нити перестают образовываться уже при длине ретракта в 1 мм.
В разных слайсерах присутствуют дополнительные функции, предназначенные для улучшения работы ретракта и уменьшения образования нитей. Например, в Cura — это Combing, перемещение к следующему участку не по прямой, а с проходом по уже напечатанному.
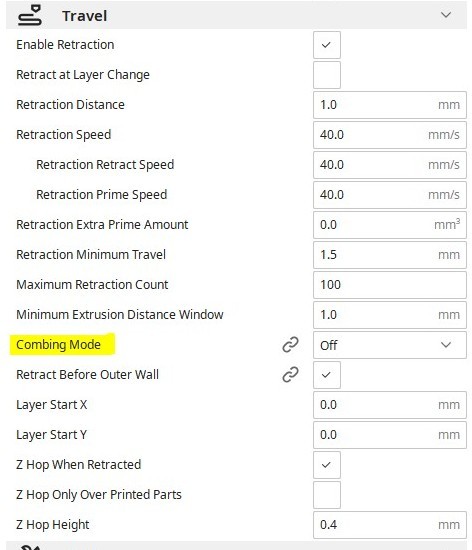
Cura 4.11.0
Если включить режим Combing, то образование нитей может сократиться. Однако его использование нередко приводит к образованию дефектов на поверхности деталей в месте «вытирания» сопла.
Другие факторы
Изношенные или низкокачественные сопла также могут способствовать образованию нитей при печати. В нормальном сопле есть тонкий канал перед выходным отверстием, но встречаются сопла, в которых он практически отсутствует. Практика показывает, что во втором случае ретракт работает хуже. Наконец, не лишним будет просто проверить, что внешняя поверхность сопла чистая. Пластик на сопле будет стекать и налипать на печатаемую деталь.

«Внутренний мир» качественного сопла.

В этом сопле выходной канал практически отсутствует.
Скорость холостого перемещения тоже играет свою роль. Вероятность того, что пластик успеет вытечь на низкой скорости, больше. Верхняя же планка определяется возможностями принтера. В среднем, это значение находится в диапазоне 80-150 мм/с.
Итого
Подытожим. Чтобы минимизировать эффект образования нитей, необходимо сначала убедиться в том, что пластик сухой, а температурный режим и подача выбраны верно. И только после этого переходить к настройке ретракта. Конкретные значения длины и скорости ретракта будут зависеть не только от пластика, но и от конструкции экструдера и хотэнда принтера.
Приятной печати, чистых и прочных принтов!
Рекомендуемые товары










Оставить комментарий