

Стрингинг (образование нитей) при 3D-печати: 5 простых решений
Когда сопло FDM-принтера перемещается через открытое пространство к следующей точке, оно иногда может выделять расплавленный пластик, который затем затвердевает и прилипает к отпечатанным частям. Это явление называется стрингингом 3D-принтера или образованием нитей, и оно оставляет на ваших отпечатках тонкие полосы пластика, напоминающие паутину или волосы.
Теоретически, сопло не должно выделять пластик при перемещении по открытому воздуху (так называемый холостой ход). Однако расплавленный пластик часто просачивается туда, где его не должно быть, оставляя на отпечатках нечто, похожее на "усы".
Основные причины образования нитей в FDM-принтерах — это неправильные настройки ретракции и слишком высокая температура горячего конца. Например, PETG требует относительно высоких температур для плавления и печально известен образованием нитей. Однако, PLA и ABS также подвержены этой проблеме.
К счастью, существуют способы предотвратить образование нитей в 3D-принтере. В этой статье мы рассмотрим пять простых решений.
Содержание:
- Включите ретракцию
- Установите правильную температуру
- Настройте скорость печати
- Очищайте сопла перед печатью
- Защищайте свои филаменты от влаги
- Заключение
Включите ретракцию
Включение ретракции — это наиболее распространенный метод борьбы с образованием нитей при 3D-печати. Включение ретракции означает, что при пересечении печатающей головкой открытого пространства филамент будет немного подтягиваться назад подающим механизмом. Это предотвращает вытекание расплавленного пластика во время перемещения, так как действие "подтягивания" служит мерой против просачивания. Когда печатающая головка достигает следующей точки, филамент выталкивается обратно, и печать из сопла возобновляется.
В большинстве программ-слайсеров, таких как Cura, ретракция обычно включена по умолчанию. Однако всегда полезно убедиться, что это так, особенно когда вы начинаете замечать образование нитей. Если настройка ретракции включена, но на ваших изделиях всё равно появляются нити, возможно, потребуется более подробно настроить параметры ретракции.
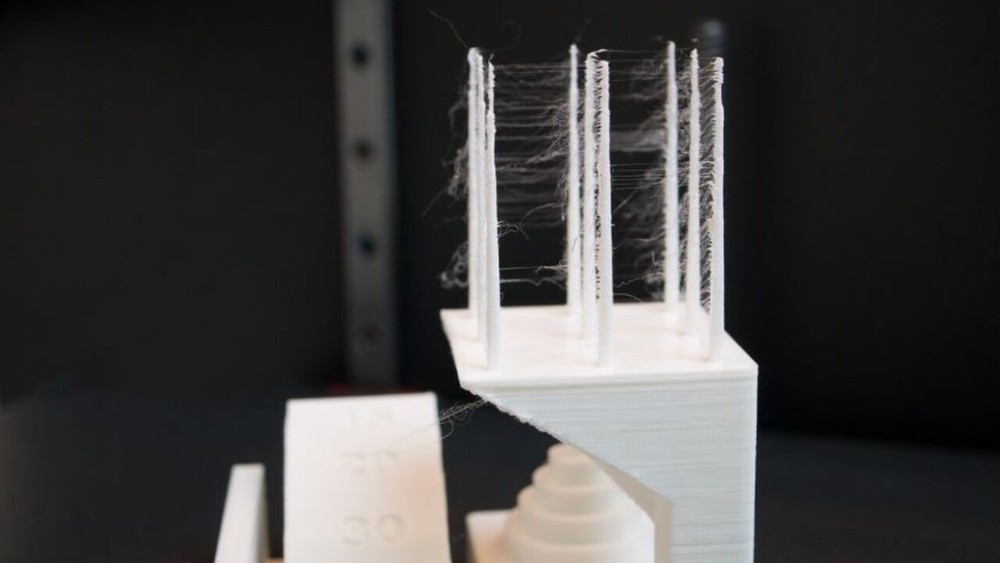
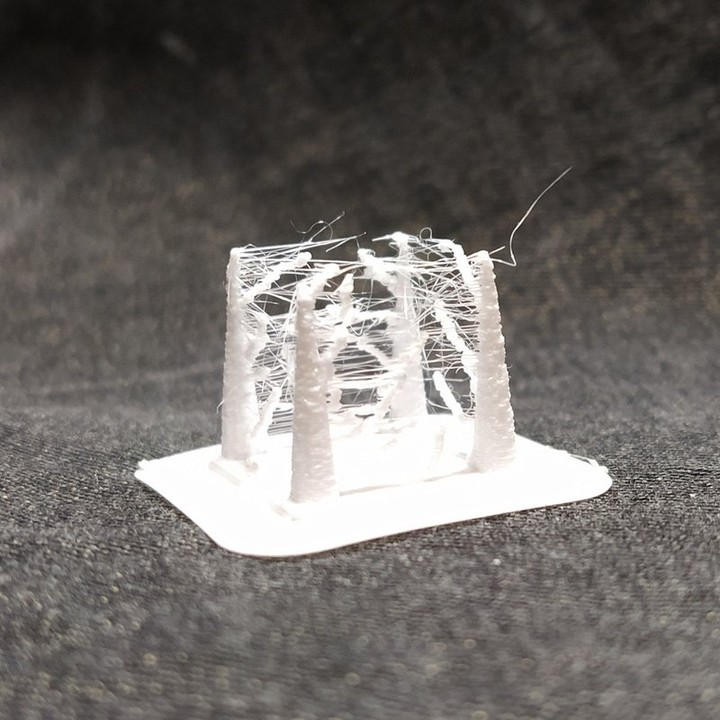 Экстремальный пример: высокая температура печати при отключенном ретракте
Экстремальный пример: высокая температура печати при отключенном ретракте
Расстояние ретракции
Расстояние ретракции, вероятно, является самым важным параметром ретракции, так как оно определяет длину филамента, который подтягивается назад экструдером. В общем, чем больше филамента можно втянуть, тем меньше вероятность образования нитей. Однако, если втянуть слишком много, филамент может отсутствовать в хотэнде, когда нужно возобновить печать.
Расстояние ретракции может варьироваться в зависимости от типа используемого экструдера. Например, для экструдера Bowden обычно требуется большее расстояние ретракции из-за более длинного расстояния между соплом и подающим механизмом.
Чтобы определить правильное расстояние ретракции, возможно, придется выполнить тестовые печати. Попробуйте провести тестовую печать с ретракцией: она печатается быстро и не требует большого количества филамента.
Скорость ретракции
Скорость ретракции определяет, как быстро филамент втягивается назад. Более высокая скорость ретракции снижает вероятность образования нитей, так как филамент втягивается достаточно быстро, прежде чем начнет вытекать. Однако, если скорость ретракции слишком высокая, это может привести к отсоединению филамента внутри сопла. Еще хуже, быстрая работа подающего механизма может измельчить расплавленный пластик и засорить сопло или создать участки, где филамент не откладывается.
Поэтому следует найти "золотую середину" между медленной и быстрой ретракцией, где она будет оптимальной. Это значение может варьироваться в зависимости от материала для печати. Проведите несколько тестовых печатей, чтобы определить идеальную скорость ретракции.
Некоторые слайсеры могут быть полезны при настройке правильных параметров. Например, Simplify3D предлагает предустановленные профили, которые могут стать отличной отправной точкой при поиске оптимальной скорости ретракции.
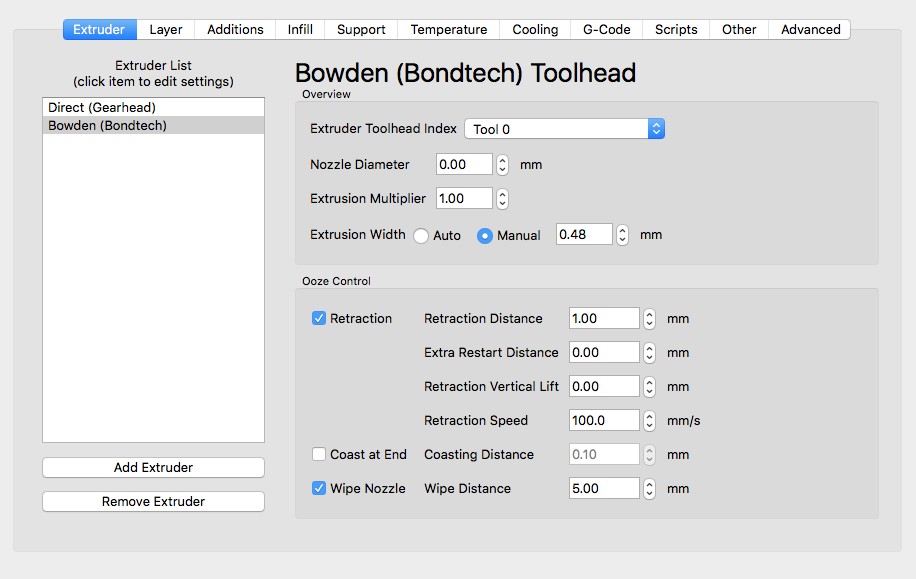
Какие настройки использовать?
Чтобы определить оптимальные значения ретракции, сначала нужно знать, какой экструдер вы будете использовать и с каким материалом будете печатать.
Материалы, такие как ABS и PLA, обычно хорошо работают со скоростью ретракции от 40 до 60 мм/с и расстоянием ретракции от 0,5 до 1,0 мм для прямых экструдеров. С другой стороны, для экструдеров Bowden обычно требуется скорость от 30 до 50 мм/с и расстояние ретракции около 2,0 мм. Эти цифры не являются постоянными и могут изменяться в зависимости от многих факторов.
Некоторые программы для нарезки, такие как Simplify3D, имеют параметры "coast" и "wipe", которые являются мощными инструментами для точной настройки значений ретракции. Как следует из названия, "wipe" перемещает сопло по внешней стенке, чтобы убрать остатки пластика, а "coast" отключает экструдер за несколько миллиметров до конца линии печати, чтобы уменьшить накопление давления и предотвратить появление капель или пузырей.
В Cura настройка "Retraction Minimum Travel" предотвращает ретракцию, если головка печати не перемещается на определенное расстояние. Это служит мерой предосторожности против измельчения филамента. Еще одна настройка, которую следует учитывать, — это "Combing Mode", которая контролирует перемещения принтера, чтобы избежать ненужных ретракций. Все настройки ретракции можно найти в выпадающем меню "Travel" в Cura.
В конечном итоге, правильная ретракция остановит образование нитей и даст вам больше контроля над вашими изделиями.
Установите правильную температуру
С повышением температуры материал для печати становится более жидким и, несмотря на настройки ретракции, с большей вероятностью капает из сопла. Снижение температуры сопла уменьшает эту вероятность. Однако важно не установить температуру слишком низко, так как это может помешать плавлению филамента и вызвать проблемы с экструзией.
Идеальная температура зависит от используемого материала и других параметров печати. Тем не менее, при появлении нитей рекомендуется снизить температуру. Попробуйте уменьшить температуру сопла на 5-10 °C, но никогда не опускайте её ниже минимальных значений, указанных производителем. Вот рекомендованные температуры сопла для некоторых из самых популярных филаментов:
-
PLA: 180-220 °C
-
ABS: 210-250 °C (90-110 °C для стола)
-
PETG: 220-250 °C
-
TPE: 210-260 °C (20-110 °C для стола)
-
PVA: 160-215 °C (60 °C для стола)
-
TPU: 210-230 °C (30-60 °C для стола)
Использование тестовой печати башни калибровки температуры — отличный способ определить идеальную температуру для каждого материала для печати.
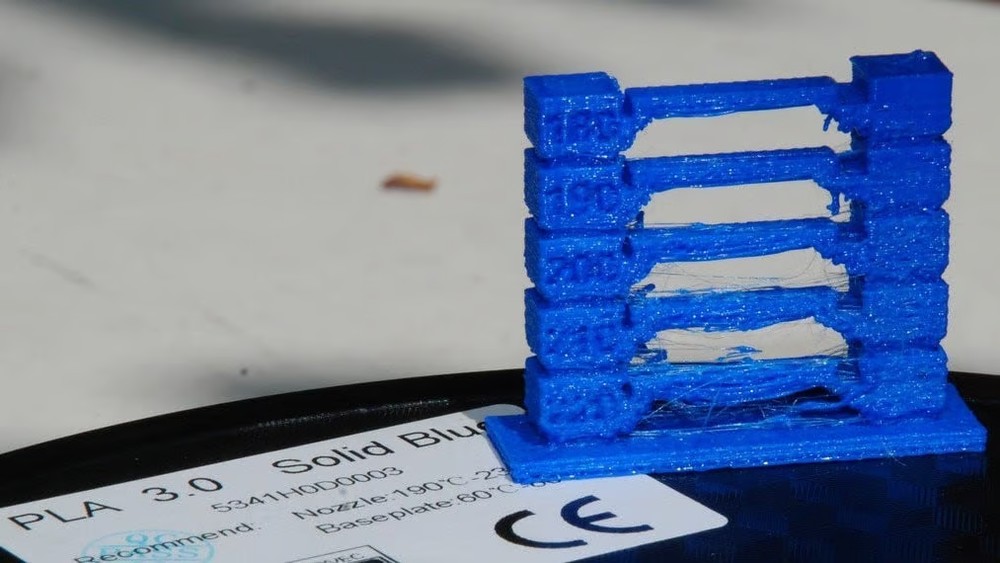 Источник: dede67 via Thingiverse
Источник: dede67 via Thingiverse
Настройте скорость печати
Некоторые настройки скорости также могут повлиять на образование нитей в 3D-принтере. Если, например, сопло слишком долго перемещается между двумя точками, вероятность образования нитей возрастает, так как расплавленный пластик имеет больше времени, чтобы вытечь из сопла. Однако, если печатающая головка может перемещаться быстрее, то филамент может не успеть вытечь.
Эта настройка называется "Travel Speed" в программе Cura, и её увеличение может уменьшить образование нитей. Однако, если температура низкая и скорость печати слишком высокая, это может привести к недостаточной экструзии, так как пластик не будет успевать наноситься.
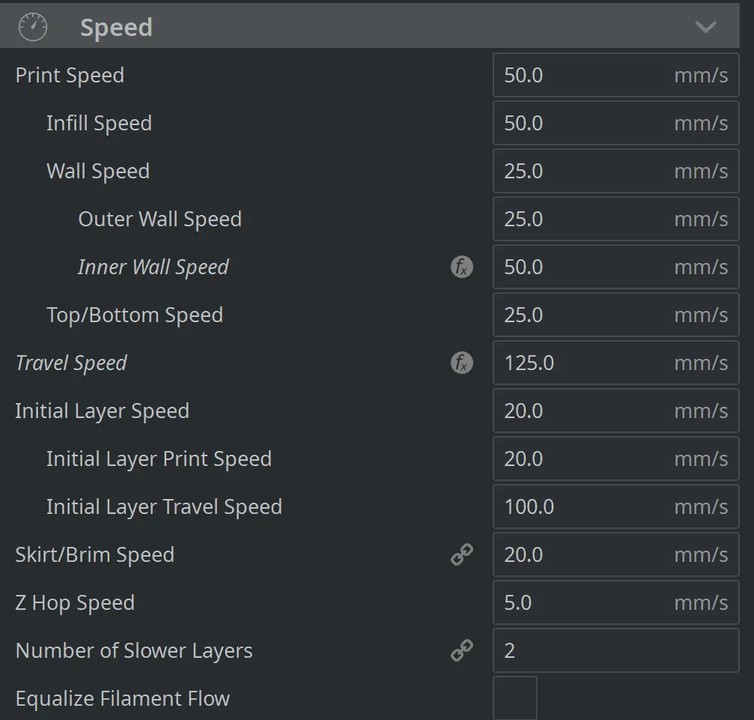
Обычно скорость 190-200 мм/с подходит для большинства материалов. Однако MatterHackers установили, что идеальная скорость перемещения для большинства принтеров составляет 150 мм/с.
Похожая настройка в других программах для нарезки, включая Simplify3D, называется "X/Y Axis Movement Speed". Она позволяет изменить скорость перемещения печатающей головки при движении в стороны к местам, где нужно наносить филамент. Увеличение скорости означает меньше времени для вытекания пластика во время перемещений.
Хотя это не является настройкой скорости как таковой, фактическая длина перемещений печатающей головки также может способствовать образованию нитей. Чем дальше перемещение, тем больше вероятность, что пластик будет вытекать из сопла. Некоторые программы для нарезки регулируют путь перемещения, чтобы отдать предпочтение более коротким движениям. Например, настройка Simplify3D "Avoid crossing outline for travel movement" удерживает пути перемещения плотными, чтобы уменьшить вероятность вытекания.
Очищайте сопла перед печатью

При длительном использовании принтера, особенно с одним типом материала, таким как PETG, филамент может оставить тонкий слой осадка внутри и снаружи сопла. Этот слой может вызвать образование нитей, так как нити филамента будут пытаться прилипнуть к поверхности вашего изделия.
Чтобы избежать этой проблемы, убедитесь, что сопло тщательно очищено перед печатью. Начните с внешней стороны сопла, протирая его влажной тканью, пока оно еще горячее. Это должно удалить остатки с внешней стороны сопла, но вам, возможно, придется использовать проволочную щетку или небольшой нож, чтобы удалить оставшийся материал.
Затем перейдите к внутренней части сопла и очистите его от мусора, блокирующего выходное отверстие. Самый простой способ сделать это — вставить в сопло маленькую иглу или сверло. Это должно разрушить грязь и очистить сопло. Однако, если это не сработает, можно попробовать метод холодной вытяжки, чтобы удалить оставшуюся грязь от предыдущих филаментов.
Если после чистки этими методами проблемы сохраняются, возможно, придется заменить сопло. Убедитесь, что горячий конец нагрет для плавления застрявшего материала и удаления филамента, поданного в экструдер. Когда весь остаточный материал будет удален, вы можете снять сопло. Затем очистите горячий конец с помощью маленького металлического крючка перед установкой нового сопла.
Защищайте свои филаменты от влаги
Влага в воздухе может повредить филамент и привести к образованию нитей. Когда влага присутствует, она превращается в пар при нагревании пластика. Этот пар может смешиваться с пластиком, увеличивая вероятность вытекания во время непринтующих перемещений. PLA особенно подвержен этому, так как он впитывает больше влаги по сравнению с ABS и другими материалами. Однако все филаменты для 3D-печати методом FDM в той или иной степени гигроскопичны.
Сильное образование нитей — признак того, что ваш филамент намок. Хорошая новость заключается в том, что вы можете безопасно высушить филамент и подготовить его к печати несколькими способами. Первый способ — приобрести сушилку для филамента. Эти устройства нагревают филамент и испаряют влагу в контролируемой среде. Хорошим вариантом для сушки филамента является Anycubic ACE Pro.

Еще один способ — высушить филамент в духовке. Вам нужно узнать температуру стеклования вашего филамента и дождаться, пока духовка нагреется, прежде чем поместить катушку внутрь. Общая рекомендация — оставлять филамент в духовке на четыре-шесть часов. Если ваша духовка не подходит, можно использовать сушилку для продуктов. Подробно о способах сушки и температурах мы рассказывали в соответствующей статье (ссылка на статью Как сушить пластик для 3D-печати).
После правильной сушки филамента его следует хранить в среде без влаги. Хорошими решениями для хранения являются герметичные коробки, пакетики с силикагелем и вакуумные пакеты.
Заключение
Вот пять простых шагов, помогающих избавиться от нитей во время 3D-печати в 90% случаев. Но даже если они не помогли вам, попробуйте изменить другие настройки, например, шаг калибровки. В крайнем случае вы можете удалить нити на готовом изделии зажигалкой или горелкой, либо легким нагревом. Но все же лучше не рисковать и подобрать оптимальные настройки до печати.
Надеемся, что наши советы помогли вам.



Оставить комментарий