

Пять простых советов для создания отверстий при 3D-печати

Отверстия для 3D-печати используются практически везде: для установки штифтов, болтов, подшипников, линейных стержней и многих других механических компонентов.
Без таких отверстий сборка некоторых 3D-принтеров была бы очень сложной задачей, требующей использования грязных клеев и большого количества скотча.
Хотя в программном обеспечении для проектирования (CAD) создание отверстия занимает всего несколько щелчков мыши, чтобы научиться правильно их проектировать для 3D-печати, требуется определённый опыт. Например, как правильно спроектировать вертикальное отверстие, перпендикулярное печатной станине, в отличие от горизонтального (параллельного станине)? Или что делать, если отверстие должно использоваться?
Дизайн отверстий для 3D-печати зависит от множества сложных факторов: от ориентации до усадки материала. В результате посадка готовых отпечатков может значительно различаться.
В этом руководстве мы рассмотрим основные советы по созданию отверстий для 3D-печати. К концу вы будете иметь множество инструментов для их изготовления в зависимости от цели. Давайте начнём!
Содержание:
Освойте основы: научитесь правильно калибровать.
3D-печать, изображающая слоновью ногу
Чтобы отверстия в 3D-печати были точными, важно правильно откалибровать ваш 3D-принтер. Существует несколько видов калибровки, но вот четыре основных, на которые стоит обратить особое внимание:
- Количество шагов на миллиметр. Настройки количества шагов на миллиметр указывают вашему 3D-принтеру, на сколько градусов поворачивать каждый двигатель для перемещения на один миллиметр. Если эти настройки неверны, отверстия будут получаться слишком большими или слишком маленькими. У нас есть специальное руководство по калибровке, которое поможет вам выбрать правильные настройки для вашей машины.
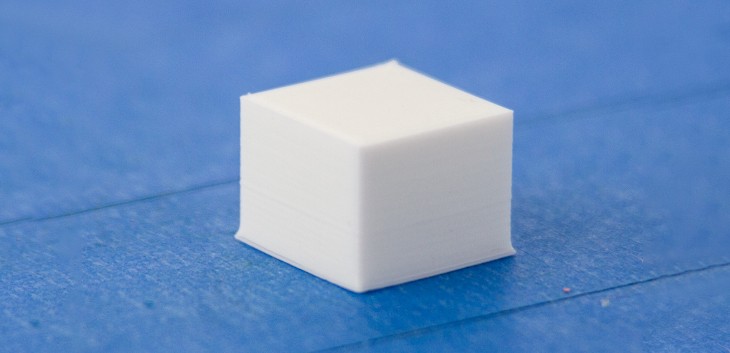
- Ортогональность осей. Ортогональность описывает, насколько квадратными являются оси движения вашего принтера относительно друг друга. Если они не идеально перпендикулярны, движение принтера будет нарушено, а отверстия получатся слегка овальными. Чтобы проверить ортогональность, можно использовать калибровочный кубик с шипами. Затем физически отрегулируйте оси вашего принтера, чтобы они стали точно квадратными.
- Калибровка первого слоя. Первые слои 3D-отпечатков очень важны для получения успешных результатов. Для отверстий важно правильно закрепить первый слой, чтобы избежать «слоновьей ноги», когда отпечаток начинается слишком близко к основанию. Это может изменить размер отверстия, что впоследствии приведёт к плохой подгонке.
- Правильные зазоры. Каждый станок немного отличается по точности, поэтому детали не всегда будут идеально подогнаны друг к другу. Зазоры — это небольшие пробелы в конструкции, которые обеспечивают достаточную свободу для правильной подгонки.
Выполнив эти четыре шага, вы будете готовы приступить к проектированию. Вот пять советов, которые помогут вам добиться успеха в 3D-печати отверстий:
- Тщательно планируйте свои проекты. Прежде чем приступать к печати, убедитесь, что вы тщательно спланировали свои проекты. Это поможет вам избежать ошибок и получить более точные результаты.
- Используйте подходящее программное обеспечение для 3D-моделирования. Существует множество программ для 3D-моделирования, поэтому выберите ту, которая лучше всего подходит для ваших нужд. Некоторые программы предлагают специальные инструменты для проектирования отверстий.
- Учитывайте материал. Различные материалы требуют разных настроек для печати. Учитывайте это при выборе настроек для вашего 3D-принтера.
- Проверяйте свои проекты перед печатью. Прежде чем отправлять проект на печать, проверьте его на наличие ошибок. Это поможет вам избежать проблем во время печати.
- Экспериментируйте и учитесь на своих ошибках. 3D-печать — это процесс проб и ошибок. Не бойтесь экспериментировать и учиться на своих ошибках. Со временем вы станете более опытным и сможете получать более точные результаты.
Совет № 1: не начинайте печать в воздухе

Серия коротких и длинных 3D-печатных перемычек
В некоторых ситуациях 3D-принтеры могут использоваться для печати мостов. Перемычки, как показано на рисунке, позволяют растягивать пластик от одного конца зазора к другому, что уменьшает вероятность того, что материал будет свисать между ними.
Однако если вы создаёте в мосте отверстия, то нарушаете этот баланс. Отверстия должны быть вытянуты в воздух, а не быть прикрепленными не к чему-либо, чтобы пластик мог проходить через зазор без проблем. Если этого не сделать, то могут возникнуть сложности с печатью, и она может либо испортиться, либо полностью остановиться.
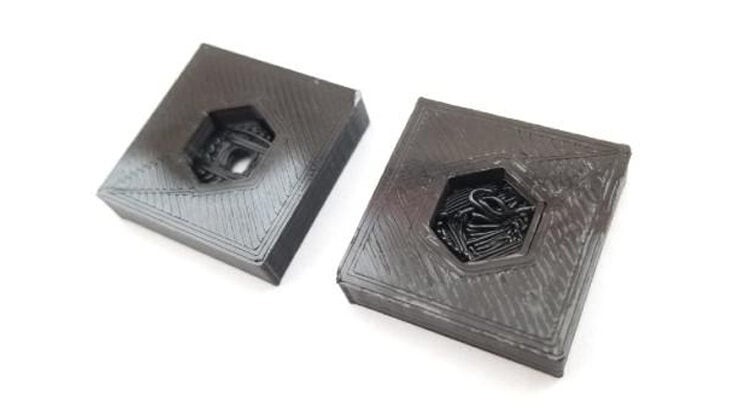
Модифицированное отверстие для подачи воздуха (слева) и неисправное, неизмененное отверстие (справа)
Обычно эту проблему решают двумя способами.
Первый способ заключается в том, что некоторые пользователи предпочитают разделить воздушные отверстия на несколько частей, которые будут опираться на прямые перемычки. Как вы можете видеть на рисунке выше, периметр отверстия может быть соединён с несколькими слоями пластика, что предотвращает появление разреженного воздуха при печати. В результате получается более чистый продукт без необходимости дополнительной поддержки.
Второй способ — это заполнение отверстий одним или двумя слоями пластика, что закрывает их дно и создаёт плоскую перемычку. После нанесения тонкого слоя пластика, отверстия снизу будут поддерживаться красивыми перемычками, которые можно будет легко вырезать с помощью ножа X-acto. С точки зрения дизайна, этот способ также проще в реализации по сравнению с первым вариантом.
Совет № 2: Остерегайтесь усадки

Визуализированное сжатие экструдированных слоев, в результате чего получаются отверстия меньшего размера
Усадка — это ещё один важный фактор, который следует учитывать при создании отверстий для 3D-печати. Несмотря на различные способы её возникновения, результат всегда один: отверстия получаются немного меньше, чем предполагалось. Хотя разница незначительна, она может повлиять на то, насколько плотно будет прилегать болт или насколько легко он будет проскальзывать.
Существует три основные причины усадки:
-
1. Усадка материала: Когда материал остывает, он сжимается. Это может привести к деформации и расслоению слоя, а также к получению деталей меньшего размера, которые могут не подходить друг к другу должным образом.
-
Сжатие слоев: В результате слои становятся меньше, но на самом деле это происходит из-за того, что слои имеют больший размер. Когда принтер накладывает новый слой, он сжимает его (как показано на рисунке выше). Хотя это делает детали более прочными, это также приводит к тому, что нижние слои немного выступают за пределы, для которых они были предназначены. В результате отпечаток получается слишком «раздутым» во всех направлениях, включая отверстия.
-
Разрешение сетки: Хотя это и не является формой усадки в прямом смысле слова, разрешение сетки может привести к тому, что отверстия получатся меньше, чем предполагалось изначально. Важно понимать, что в большинстве файлов для 3D-печати «отверстия» на самом деле не идеально круглые; они состоят из полигонов. В результате немного подрезаются углы, и отверстия получаются меньше, чем планировалось.

Производители прибегают ко всевозможным уловкам, чтобы устранить проблемы с усадкой
Чтобы избежать этих проблем, вы можете начать с того, чтобы сделать отверстия немного больше. Это предотвратит усадку и поможет получить отверстия, более близкие к желаемым размерам. Возможно, вам придётся несколько раз попробовать и ошибиться, прежде чем вы достигнете нужного результата, но, вероятно, вы обнаружите некоторую погрешность, которая обеспечит желаемую посадку.
В качестве альтернативы вы можете настроить усадку материала в вашем слайсере. У разных инструментов для этого могут быть разные названия, но обычно есть опции для указания степени усадки используемой нити. Также существует настройка «горизонтальное расширение», которая предотвращает усадку и автоматически расширяет или сжимает модель перед печатью.
Наконец, у вас всегда есть возможность оставить отверстия как есть (или даже немного уменьшить их размер). Если вы планируете нарезать резьбу, это может дать вам немного материала для вкручивания шурупов. В противном случае вы можете просто просверлить отверстия до точных размеров, которые вам нужны.
Совет № 3: избегайте выступов
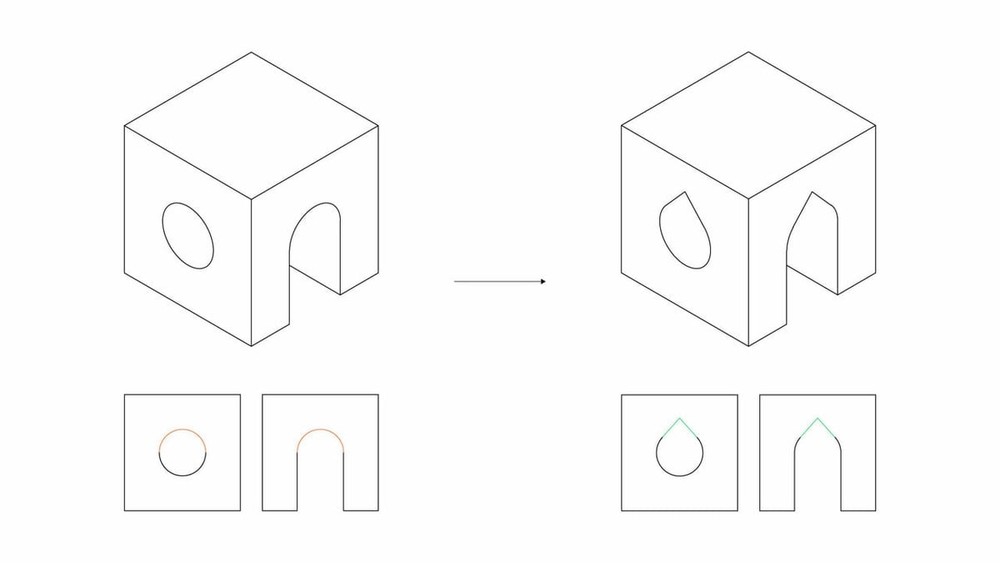
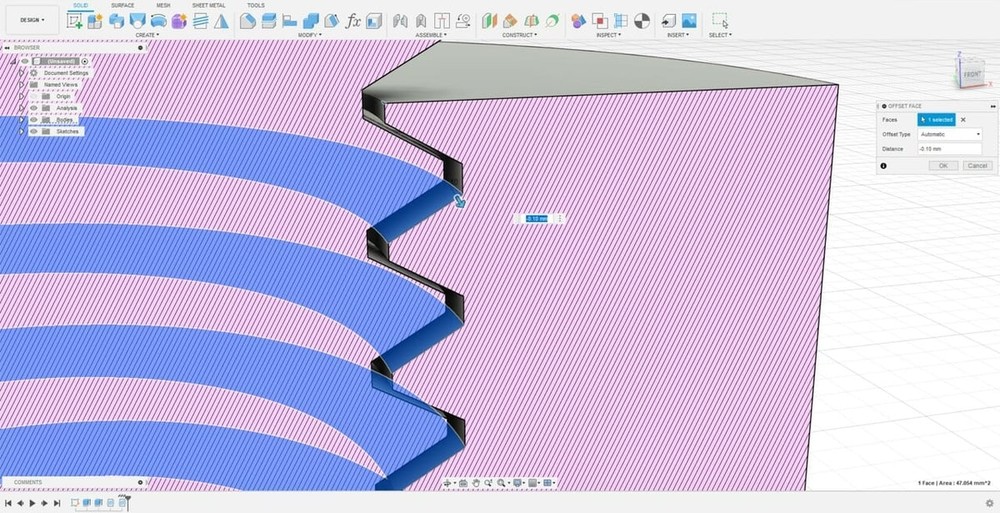
Каплевидные формы позволяют печатать горизонтальные отверстия без провисания
До сих пор мы обсуждали в основном вертикальные отверстия. Но что, если вам придётся иметь дело с горизонтальными отверстиями? В этом случае главной проблемой, скорее всего, станут выступы.
Как вы можете видеть на картинке, горизонтальные отверстия создают выступы, которые становятся более заметными по мере того, как отверстие сужается. При печати это может привести к тому, что верхняя часть отверстия будет провисать, и отверстие станет немного «сплюснутым». Если вы пытаетесь вставить болт, это может заблокировать отверстие.
К счастью, есть простое решение этой проблемы: вместо идеально круглых отверстий можно использовать отверстия каплевидной формы (как показано на картинке). Такая конструкция позволяет избежать самых резких выступов отверстий и позволяет отпечаткам сохранять задуманные вами радиусы. Хотя этот метод может усложнить ваши 3D-проекты, он того стоит ради точных конечных продуктов.
Совет № 4: Добавьте затягивающие / совместимые механизмы
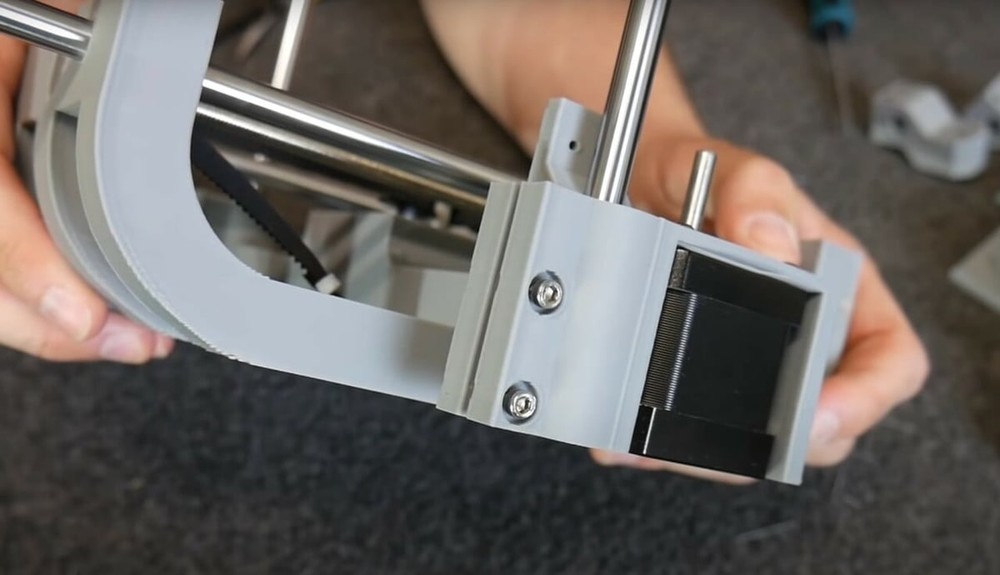
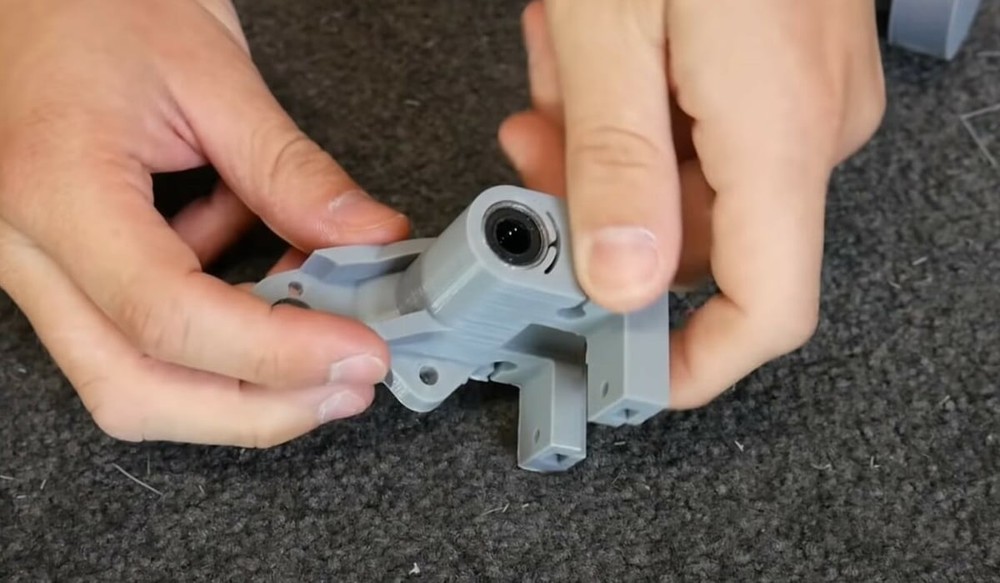
Линейный стержень, вставленный в прорезное отверстие и затянутый для надежной посадки
Иногда необходимо сделать отверстие, которое плотно охватывает предмет. Это актуально, например, при установке подшипников или стержней в детали, созданные с помощью 3D-печати. Как найти баланс между удобством сборки и надёжной фиксацией?
В таких случаях лучше всего использовать отверстия с небольшим выступом. Это упрощает установку компонентов, не ухудшая качество фиксации. Существует два основных типа таких конструкций:
-
Механизмы фиксации. Они позволяют сделать исходные отверстия достаточно большими для комфортной установки, но затем их можно будет затянуть. Распространённый способ создания такого механизма — добавить прорезь по всей длине каждого отверстия, как на рисунке выше. После этого можно использовать болт, чтобы закрыть зазор и надёжно зафиксировать предмет.
Подшипник, вставляемый с помощью соответствующего требованиям механизма отверстия
-
Совместимые механизмы: Если у вас возникли проблемы с центровкой (например, в случае с линейными подшипниками), то для вашего применения могут подойти совместимые механизмы. Они основаны на естественной эластичности пластика и обеспечивают некоторую свободу в размерах отверстий, что позволяет добиться плотной посадки с трением.
-
Это можно увидеть на примере выше: гибкость пластика обеспечивает достаточный зазор для установки подшипника.
Совет № 5: Займитесь резьбой
Улучшаем подгонку резьбового отверстия с помощью двухтактного инструмента
Пока мы сосредоточились на открытых, чистых отверстиях, но это не все. Время от времени вам могут понадобиться отверстия с резьбой. Они позволяют вкручивать болты напрямую, без отдельных нарезаний резьбы или гаек. Хотя это может быть довольно удобно, многие из предыдущих советов также становятся бесполезными. Например, трудно предотвратить усадку, поскольку резьба для болтов имеет стандартные размеры.
Чтобы справиться с этой задачей, нам нужно проявить творческий подход к настройке конструкции отверстий. Вот отличный совет: используйте нажимной инструмент, чтобы увеличить зазор между болтом и резьбовым отверстием. Это поможет добиться более плотной посадки.
Также вы можете сочетать этот метод с настройками усадки, о которых мы говорили ранее.
При проектировании обратите внимание, что более крупные нити будут получаться более аккуратными, особенно на FDM-принтерах. Рекомендуем печатать с меньшей высотой слоя, чтобы создавать более точные резьбы.



Оставить комментарий