

Как решить проблему недоэкструзии на 3D-принтере: 8 простых способов
При недостаточной экструзии во время печати выдавливается слишком мало материала . Это приводит к появлению зазоров, отсутствию слоёв, к недостаточно тонким слоям и даже к маленьким точкам или отверстиям на изделии . В результате качество и прочность печати снижаются.
Проблема недостаточной экструзии может быть связана с настройками и калибровкой оборудования (если вы постоянно сталкиваетесь с этой проблемой) или с самим оборудованием (если проблема возникла внезапно). Сначала проверьте оборудование, а затем осторожно измените настройки параметров слайсера, особенно если в прошлом у вас были успешные печати с такими же настройками.
Ниже мы рассмотрим несколько простых способов устранения недостаточной экструзии. Но прежде чем начать, убедитесь, что у вас есть предпочтительный калибровочный куб или тестовая печать, с помощью которого вы можете настроить свои параметры.
Содержание:
На что стоит обратить внимание
Как уже упоминалось, рекомендуется начинать с оборудования. Давайте посмотрим, на что вам следует обратить внимание в первую очередь.
Диаметр нити филамента

Диаметр этой нити чуть меньше 1,75 мм
Неправильный выбор диаметра филамента — распространённая проблема, которую можно решить без необходимости что-либо менять в 3D-принтере. Она начинается с базового компонента настройки печати.
Например, если в слайсере указан диаметр нити 1,75 мм, а вы пытаетесь использовать нить диаметром 3 мм, экструдер не сможет проталкивать нить с достаточной скоростью.
Чтобы внести изменения, в Cura перейдите в «Настройки» > «Принтер» > «Управление принтерами…». Выберите свой принтер или добавьте новый, если его ещё нет в списке, и нажмите «Настройки устройства». На вкладке экструдера измените «Диаметр совместимого материала» в соответствии с диаметром вашей филамента. Затем измените диаметр материала в разделе «Настройки» > «Экструдер 1» > «Материал» > «Управление материалами…». Поскольку предустановленные материалы нельзя редактировать, создайте новый (на основе существующего материала для упрощения задачи) и в разделе «Информация» > «Диаметр» добавьте конкретное число.
Обратите внимание, что если вы планируете использовать нить диаметром 1,75 мм позже, вам придётся снова изменить материал и настройки принтера.
Если вы выбираете нить другого диаметра, используйте штангенциркуль, чтобы измерить материал и выбрать правильный диаметр. Иногда неточность даже в 0,1 мм может вызвать проблемы с печатью.
Из-за специфических и сложных условий, необходимых для производства филамента (например, равномерная температура, предотвращение загрязнения), более дешёвые или неоригинальные материалы могут не соответствовать стандартам качества для производства необходимого вам материала. Иногда цена важнее качества, но чаще качество стоит выше цены филамента
Узлы нити и гигроскопичность
Распутывание узлов нити может быть болезненным занятием
Ещё одна проблема, которая может возникнуть с катушкой во время печати, — это узлы и запутывания. Их появление неизбежно и раздражает.
Чтобы исправить узел или запутывание, нужно размотать нить от начала узла и аккуратно намотать её обратно. В будущем используйте зажим для фиксации нити филамента , чтобы избежать этой проблемы.
Также важно правильно хранить катушки с нитью филамента. Большинство материалов гигроскопичны и могут впитывать влагу, если оставить их на открытом воздухе. Влажная нить филамента может привести к недостаточной экструзии. Поэтому важно знать, как сушить материал, и иметь под рукой сухую коробку. Это поможет получить наилучшую печать.
Сопло и хотэнд

Шаг 1: Убедитесь, что сопло не засорено!
Чаще всего недостаточная экструзия происходит из-за засоренного сопла. Даже небольшой засор может испортить результаты 3D-печати. Если ваш принтер неожиданно начал печатать некачественно, особенно если вы давно не обслуживали печатающую головку, то, скорее всего, дело в засоре сопла.
Чтобы устранить эту проблему, нужно очистить или заменить сопло принтера. В большинстве случаев достаточно просто почистить сопло при помощи проволочной щётки и специального очистителя для сопел. Он поможет удалить остатки материала и прочистить отверстие сопла. Однако в некоторых случаях решение проблемы может быть более сложным.
Трубка Боудена и холодный конец
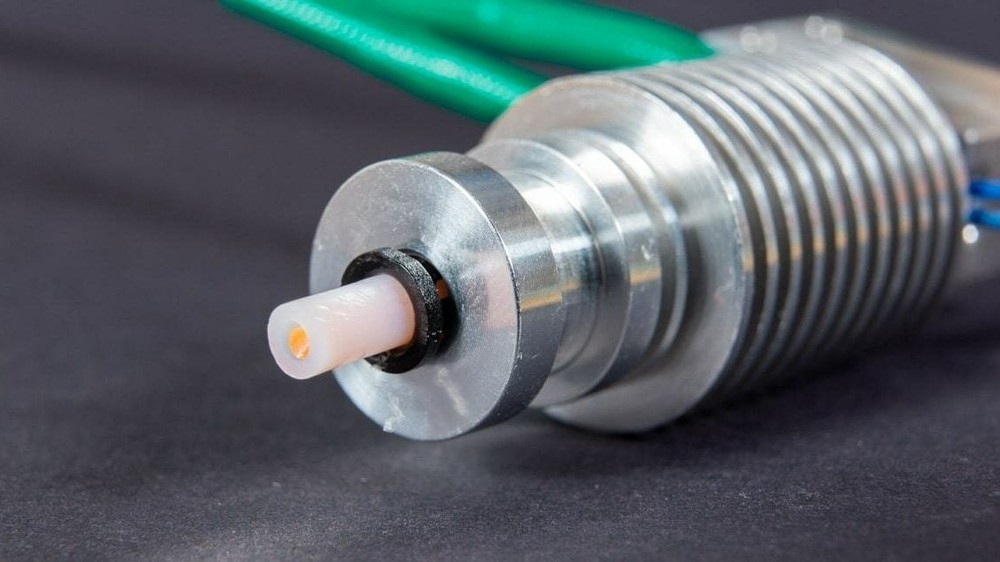
Застрявшая в трубке Боудена нить филамента может вызвать серьезные проблемы
Если вы проверили сопло и убедились, что оно чистое, но экструзия всё равно недостаточна, обратите внимание на трубку Боудена вашего принтера (или на холодный конец, если у вас прямая экструзия). Иногда повреждённые трубки из ПТФЭ могут расплавиться и забить сопло.
Чтобы очистить трубку и сопло, снимите цанговый зажим и надавите цангой на трубку. Затем потяните трубку на себя. Это поможет извлечь засохшую нить филамента и повреждённую трубку из ПТФЭ. Также вы можете нагреть хотэнд до температуры печати (около 200 °C). Однако будьте осторожны, чтобы не обжечься.
Если у вас прямая экструзия, вам нужно будет получить доступ к холодному концу печатающей головки. Убедитесь, что нить филамента свободно входит в хотэнд.
Механизмы экструдера
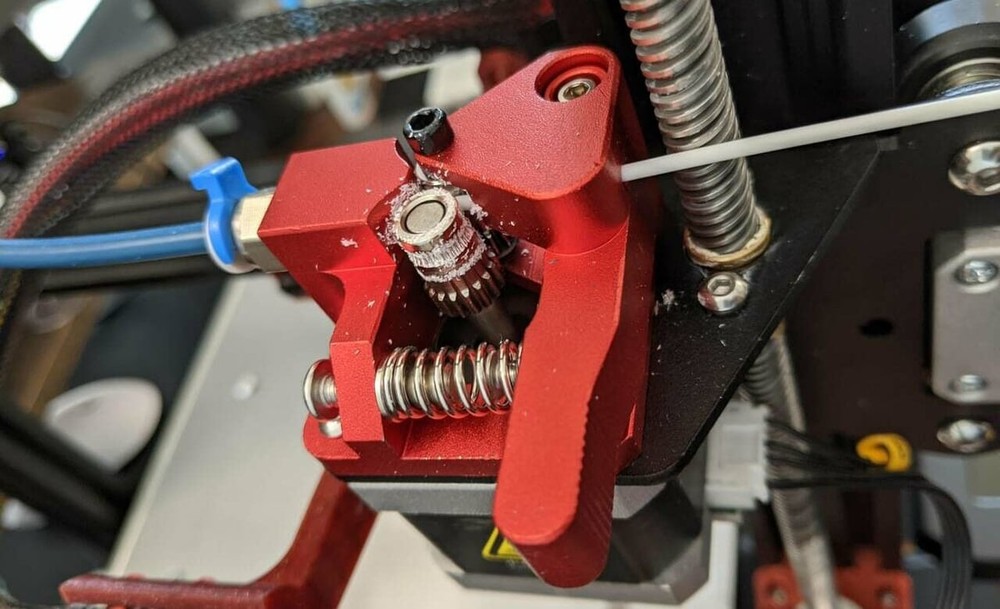
Этот экструдер нуждается в надлежащей очистке
Ещё одна распространённая причина недостаточной экструзии — грязные шестерни экструдера.
Если в прошлом у вас были проблемы с засорами, то шестерни экструдера могут перемалывать застывшую нить филамента и накапливать её частички на зубьях. Из-за этого экструдер не сможет захватывать и проталкивать новую нить через сопло.
Быстрая чистка проволочной щёткой поможет решить эту проблему.
Также качество нити может быть проблемой, если запасное стальное сопло принтера не справляется с абразивной нитью или если она изношена. В этом случае замена шестерней на шестерни из нержавеющей стали может помочь избежать этой проблемы.
Стоит отметить, что может потребоваться отрегулировать натяжение пружины, если оно слишком сильное или слишком слабое.
НАСТРОЙКИ
Если ни одна из вышеперечисленных проверок не привела к результативному решению, пришло время изменить настройки.
Повышение температуры печати
Изменение температуры может привести к появлению нечетких отпечатков
Даже если материалы относятся к одной категории, для разных цветов и марок нитей могут потребоваться разные температуры печати.
Если вы недавно сменили нити и заметили, что экструзия стала недостаточной, вероятно, вам нужно отрегулировать температуру печати.
При слишком низкой температуре нить не будет нормально подаваться. Увеличивайте температуру на 5 градусов, пока не найдёте оптимальное значение для вашего принтера и материала.
Вы можете настроить этот параметр, перепечатывая тест и отрегулировав температуру, или напечатав одну температурную башню.
Настройка параметров втягивания
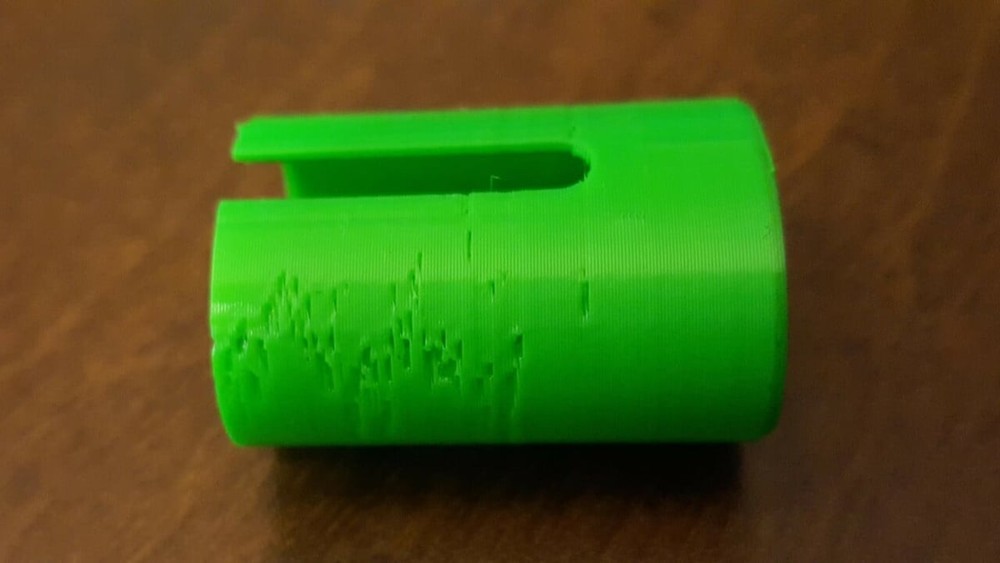
Неправильные настройки втягивания могут привести к появлению пробелов в отпечатке
Если вы заметили недоэкструзию вблизи углов или швов, возможно, вам нужно скорректировать параметры нити.
Если параметра ретракта слишком быстрые или слишком медленные, экструдер не сможет протащить достаточное количество нити через сопло и создать ровный слой.
Уменьшайте расстояние втягивания на 1 мм за один раз и увеличивайте скорость втягивания на 5 мм/с. Остановитесь, когда проблема исчезнет или станет незначительной.
Если ваши отпечатки начинают растягиваться или появляются капли, это означает, что вы слишком сильно изменили расстояние и скорость, и стоит немного вернуться назад.
Как общее правило, не стоит превышать расстояние втягивания менее чем на 2 мм или скорость более 45 мм/с.
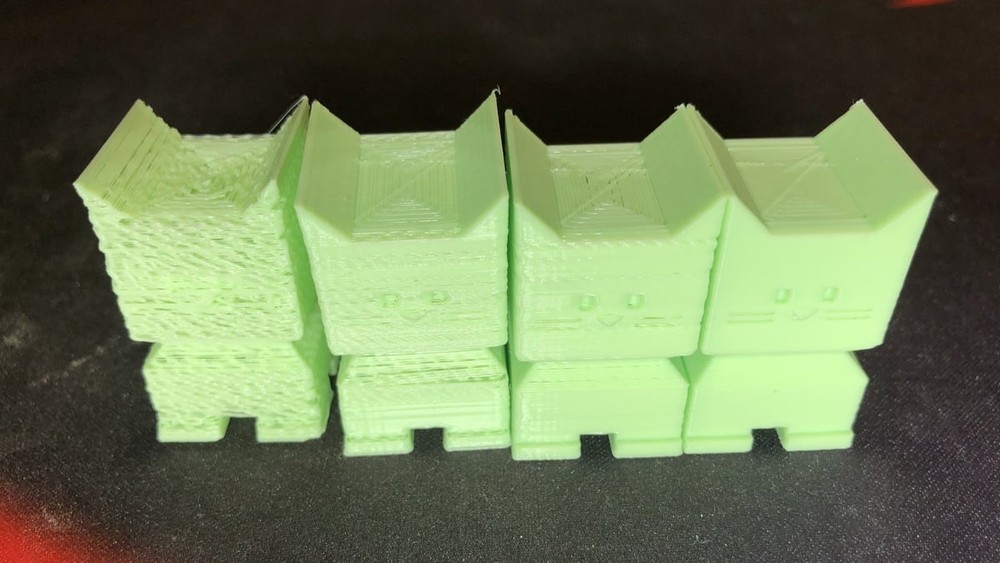
Увеличьте скорость потока

Скорость потока установлена на 80%, 96% и 120%
Если ваше оборудование в идеальном состоянии, все настройки сделаны правильно, но вы всё равно получаете недостаточно экструдированные отпечатки, попробуйте увеличить скорость печати (или множитель экструзии) в настройках слайсера. Это позволит проталкивать больше пластика через сопло и делает печать более полной.
Изменяйте этот параметр на 2,5% до тех пор, пока не найдёте оптимальное значение. Однако имейте в виду, что слишком большое увеличение этого параметра может привести к заклиниванию. Для разных марок, цветов и материалов пластика могут потребоваться разные значения скорости потока. Обычно не стоит увеличивать этот параметр более чем на 1,1 (или на 110%). Иначе могут возникнуть новые проблемы.
Как мы уже отмечали, никогда не изменяйте этот параметр, если раньше вы получали приемлемые отпечатки на том же принтере, с теми же настройками и из того же материала. Если проблема недостаточной экструзии возникает случайным образом, то, вероятно, причина в оборудовании.



Оставить комментарий