

Примеры кейсов применения 3D-принтеров Picaso 3D

В этой статье мы рассказываем о примерах практического применения на производстве и в науке отечественных 3D-принтеров производства компании Picaso 3D.
Оборудование для 3D-печати Picaso 3D — это современные 3D-принтеры, печатающие детали высокого качества по технологии FDM.
3D-принтеры Picaso 3D интересны множеством собственных ноу-хау производителя, которые повышают качество 3D-печати выпускаемых аппаратов и делают их более удобными в работе и обслуживании.
Читайте статью, чтобы узнать больше.
Содержание:
- 3D-печать с Picaso 3D в авто и мото
- 3D-печать с Picaso 3D в приборостроении
- Узнать больше о 3D-принтерах Picaso 3D
3D-печать с Picaso 3D в авто и мото
Создание мотоцикла

Московский политех — один из крупнейших университетов России, производящих специалистов инженерного профиля разных специальностей, в том числе в таких областях, как информационные технологии, биотехнологии, информационные системы в энергетике, системы беспилотного транспорта, машиностроение.
Преподаватели, имеющие опыт и в практической работе, дают студентам возможность закрепления пройденного материала на практических проектах. В процессе освоения знаний студенты получают опыт практической работы в научной, практической и даже административной области. Многие занятия проходят в сотрудничестве с компаниями из реального сектора.
В Университете работают научно-технические центры для проектной работы, в которой участвуют студенты и научные сотрудники.
Передовая инженерная школа (ПИШ) электротранспорта — один из таких центров, и это совершенно новый формат подготовки многопрофильных кадров для развития разработки и производства электромобилей в РФ.

«Московский Политех сотрудничает с национальными лидерами в автомобильной промышленности России: «Камазом», разработчиком отечественных автомобилей бизнес-класса «Аурус» – «НАМИ», крупнейшим автосборочным предприятием мира – «Автотором»». Благодаря включению в преподавательский состав экспертов из ведущих компаний отечественного автопрома, обучение ориентировано на потребности современного рынка. Проектная деятельность в конструкторском бюро под руководством индустриальных партнеров позволяет получить уникальный опыт разработки и производства современных высокотехнологичных транспортных средств», – говорит ректор Московского Политеха Владимир Миклушевский.
История развития направления электротранспорта началась в Политехе в 2013 году, с участия в международных студенческих соревнованиях SmartMoto Challenge, которые проводятся ежегодно в Барселоне. Шесть лет инженеры университета, сотрудники и студенты, создавали и подготавливали электромотоциклы для этого соревнования и выигрывали с ними призовые места.
В 2019 году команда впервые поучаствовала в ледовом мотофестивале “Байкальская миля”.
В первый год существования фестиваля команда была единственным представителем электротранспорта и смогла поставить рекорд 105 км/ч.
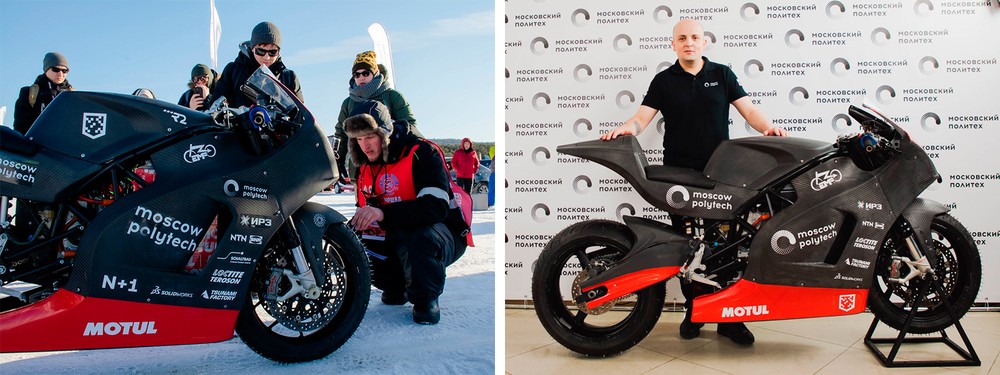
К 2020-му году, специально для установления рекорда скорости на прямой, инженеры разработали уникальный мотоцикл. Со своей задачей мотоцикл MIG R справился и установил рекорд скорости на льду в своём классе — 210,6 км/ч.
На данный момент команда работает над электромотоциклом MIG R2 для скоростных соревнований, а также занимается электрификацией квадроцикла компании Stels.
После участия в Байкальской миле появилось более четкое понимание, на что способна команда с точки зрения конструирования электротранспорта. Было принято решение создать мотоцикл, подходящий не только под регламент данного фестиваля — способный выступать и на других скоростных соревнованиях.

Мотоцикл собран и прошёл тестовые испытания на байкальском льду. В соответствии с собранной на тестах информацией, инженеры готовят ряд улучшений. После тестирования на асфальтовом покрытии MIG R2 будет адаптирован для использования и на дорогах общего пользования.
Работа команды состоит из этапов:
-
сначала идёт работа над созданием концепции,
-
после чего инженеры переходят к расчетам и моделированию отдельных элементов и узлов.
-
Постепенно все работы компонуются в общую сборку,
-
а когда модель готова и утверждена — начинается процесс производства.
У Передовой инженерной школы электротранспорта большая производственная база, оснащенная современным оборудованием, куда входит производство композиционных материалов, механообработка, ручная и на станках с ЧПУ, а также сварка и резка металла.
Представители команды рассказали о том, как они используют 3D-печать при проектировании и создании техники.
«Изготовление единичных нестандартных деталей во многих случаях рациональнее проводить с помощью технологий 3D-проектирования и 3D-печати. Применение композитных пластиков дает возможность изготавливать функциональные детали достаточной прочности и химической устойчивости, в том числе элементы крепежа, корпусные и детали, короба и защитные крышки.
Создание таких элементов из других материалов, а главное — по другим технологиям, получается, как правило, значительно более дорогостоящим, да и применение станков мехобработки, таких как токарные и фрезерные, обозначает неэкономное расходование используемых материалов. Как правило мы используем различные композитные пластики, например — угленаполненные и содержащие стекловолокно, но также и традиционные, привычные всем полимеры, такие как ABS и PLA.
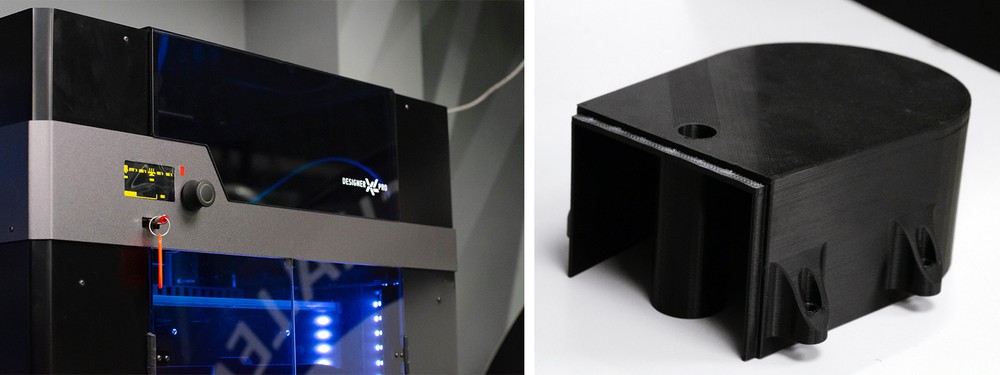
При создании электромотоцикла MIG R2 инженеры активно использовали 3D-принтер Designer XL производства PICASO 3D.
Были напечатаны следующие элементы:
-
крепление для аккумуляторных ячеек,
-
порт зарядного устройства байка,
-
защитные панели для батареи,
-
держатели приборной панели,
-
защита амортизатора,
-
обтекатели аэродинамические.

Данные изделия штучные, нестандартные, при этом их можно изготовить из пластика. Создавая технику для спортивных соревнований, мы стремимся к максимальному облегчению прототипа. 3D-печать — часто менее затратный и более удобный способ производства: оборудовать часть помещения под 3D-печать гораздо проще, чем организовывать производство с использованием иных технологий. Также, в нашем случае, 3D-печать экономически обоснована: поскольку речь идет о штучных деталях и малой серии, печать намного выгоднее, чем, например, вакуумная формовка или литьё пластика.

10% всех деталей мотоцикла MIG R2 были напечатаны на 3D-принтере, и этот процент будет расти. На данный момент мы настроены интегрировать 3D-печать везде, где это возможно. В планах изготовить кузовные панели полностью с использованием технологии 3D-печати».
Использованы фотографии «Передовой инженерной школы электротранспорта Московского политеха».
Создание композитных деталей

Студия Box3D занимается 3D-сканированием, моделированием и печатью. Специализация студии — авто и мототюнинг, печать композитными материалами, но также, конечно, выполняются и заказы из других областей.
Радик Губайдуллин, основатель студии BOX 3D, специалист по печати композитами:
«Для мотоциклов 3D-печать сделала доступной сложные формы. Кастомайзеры (специалисты по созданию уникальных мотоциклов) используют эту технологию для печати обвесов и элементов дизайна. Также с помощью печати мы делаем формы для выкладки карбона или стекловолокна. Для автотюнинга ключевой зоной, где используются печатные элементы, стало подкапотное пространство.
Я выделяю две основные группы клиентов. Первая — это инженеры, дорабатывающие гоночные автомобили. Например, компания LevelPerformance — в их проектах 3D-печать помогла повысить эффективность силовых агрегатов. Вторая группа — ателье, которые занимаются восстановлением или ремонтом редких автомобилей снятых с производства, например, таких как Hummer H1, Corvette или Jaguar..
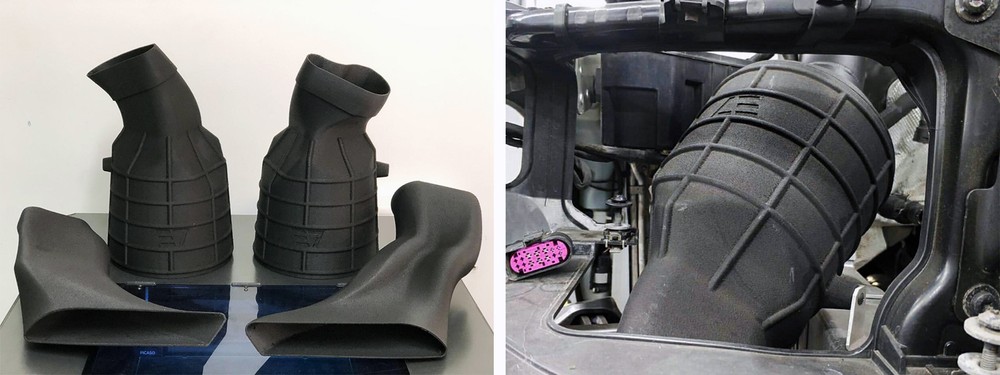
Один из примеров — система холодного впуска для Ауди S8. Компании LevelPerformance необходимо было изготовить элементы холодного впуска для гоночной версии Audi S8 пилота Петра Бакулова. 3D-печать позволила использовать материалы, которые имеют более низкую теплоемкость и теплопроводность по сравнению с алюминием. Именно из него традиционно делают подобные патрубки. А еще технология ручной гибки листового металла не позволяет добиться высокой точности геометрии, соответственно — такое изделие работает не оптимально. 3D-печать в точности повторяет замысел инженера и позволяет делать уникальные детали.
Автомобиль был отсканирован сотрудниками LevelPerformance со всех сторон для построения облака точек. Из этого облака определили «design space» — доступные для проектирования объемы.

Система была сразу спроектирована под технологию 3D-печати с самогерметизирующимся разъемом, обеспечивающим удобство монтажа. Заданные условия — только существующие отверстия в бампере, только забортный воздух, минимальные доработки соседних элементов.
Для первичной примерки нами были напечатаны образцы из PLA-пластика. В ходе примерки были проверены необходимые зазоры до фар и других пластиковых элементов.
Для финального изделия мы использовали материал Titan GF-12 от компании «Filamentarno!» — это ABS, наполненный стекловолокном, — он печатается без усадки, обладает повышенными прочностными характеристиками и хорошо поддаётся обработке.
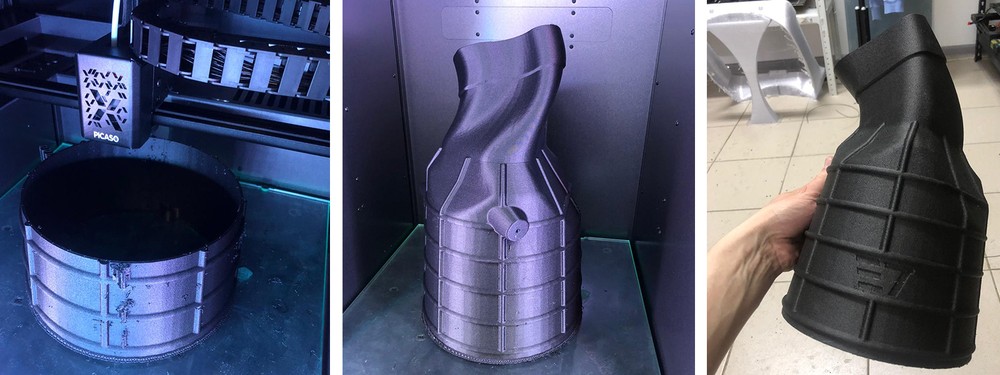
Отсутствие усадки — это гарантия того, что детали после печати совпадут, без доработки граней и стыковочных швов. Это важно, если вы планируете использовать детали без дальнейшей обработки.
Впуск был напечатан летом 2020 года и установлен на автомобиль. Напечатанные элементы прошли уже несколько гонок, отлично показав себя в работе.
Интеркулер для Porsche был еще одной из задач. Инженеры LevelPerformance разработали собственную конструкцию интеркулера для Porsche 911 Turbo S.
Общий объем интеркулера увеличен на 35%, по сравнению со стандартным заводским. Чтобы все детали устанавливались в автомобиль без переделки и сверления новых мест крепления, необходимо было создать новые направляющие для воздуха и заложить в них дополнительный функционал — закладные под версию GT2 RS и возможность опрыскивания интеркулера снаружи.
Элементы воздуховода, как и в предыдущем примере, выполнены из Titan GF-12 — стеклонаполненного ABS от компании «Filamentarno!».

3D-печать была выбрана для производства этих деталей за сочетание функциональности и стоимости — мы изготовили небольшую серию деталей со множеством креплений и кронштейнов. Новая модель воздуховода позволила разместить все шланги в стандартных местах.
Какие элементы мы печатаем чаще всего?
-
Холодный впуск с геометрией любой сложности;
-
Патрубки, как жесткие так и гибкие;
-
Элементы салона под покраску или ламинирование карбоном;
-
Элементы внешнего тюнинга — губы, реснички, накладки, вставки и решетки;
-
Мастер-модели для выкладки стекловолокна или карбона — актуально для изделий более 1000мм, например бампер или порог;
-
Резинки, пыльники и другие мелкие элементы, которые невозможно купить по-отдельности.
Также мы с удовольствием работаем с дизайнерами интерьеров. Они заказывают эксклюзивные элементы декора, которые мы выполняем с помощью 3D-печати. По сравнению с традиционными способами — фрезеровкой, литьем, — печать может быть дешевле, а самое главное — быстрее.

Например для дизайнера Ирины Чун мы изготовили огромную двуспальную кровать необычной формы, для выставки. На такие кейсы мы возлагаем большие надежды — новой тенденцией становится неповторимость и индивидуальность, а достичь ее можно за счёт наполнения интерьера интересными и уникальными элементами, чему лучше всего и способствует 3D-печать.

Сейчас мы используем шесть Picaso 3D Designer XL, и в планах у меня ещё несколько. Это наше флагманское оборудование для работы с клиентами. Принтеры PICASO 3D позволяют нам работать с широким спектром инженерных материалов и предлагать лучшие решения для клиентов. Чаще всего мы используем пластики, которые выдерживают высокие нагрузки и температуры, являются стойкими к бензину и маслу, также пользуются спросом сверхтвердые и эластичные филаменты.
Designer XL всегда даёт высокую точность печати, а размеры рабочего поля позволяют не ограничивать клиентов в их разработках и печатать модели целиком, а не делить их на части».
Производство фильтров
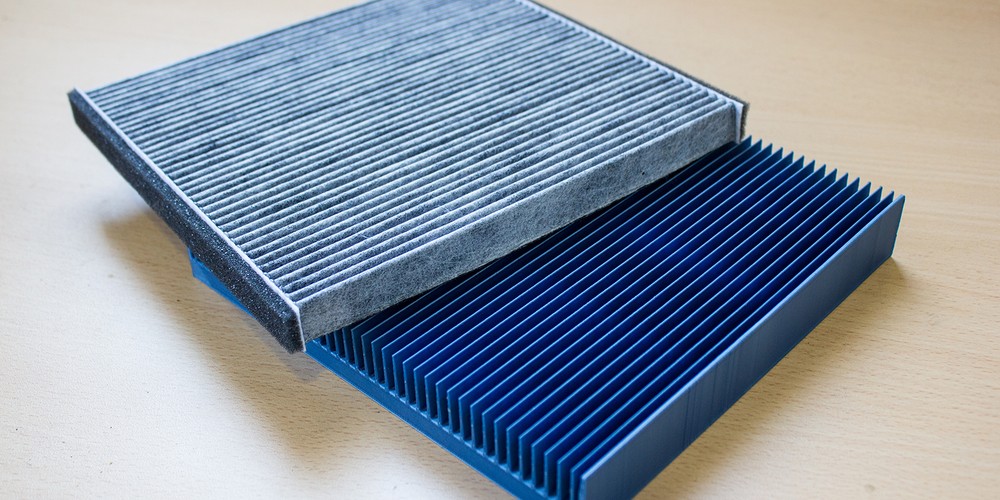
Компания «Кварк-Фильтр» (kvark.ru) занимается производством автомобильных фильтров с 2000 года. Начиналось все с выпуска воздушных фильтров для автомобилей ВАЗ-2101 (Лада). Первая линия компании по производству фильтров, типа «звезда», выпускала всего 50 тысяч фильтров в месяц. В настоящее время растет спрос на различные фильтры для автомобилей зарубежного производства. Одним из них является салонный фильтр, который обеспечивает очистку воздуха, подаваемого в салон автомобиля, от пыли и вредных газов. Запуск производства салонных фильтров для иномарок компания начала летом 2015 года.
Дмитрий Лукин, директор компании, рассказывает:
«”Кварк-Фильтр” использует PICASO 3D Designer для изготовления оснастки для сборки элементов фильтров. Технология 3D-печати позволяет воспроизводить довольно сложные изделия очень быстро и не дорого, а также оперативно проверять различные идеи инженеров.
Альтернативой всегда было производство оснастки из стали и дюралюминия. И, хотя изделия из металла обычно прочнее и жестче, у пластиковых деталей есть неоспоримые преимущества — они легче, не окисляются, дешевле, быстрее в изготовлении, нет необходимости закупать заготовки различных размеров и толщины, поскольку все печатается из одного материала – пластика.
Конечно, как и любая технология, 3D-печать имеет свои нюансы, но они не столь сложны для понимания. Проблем при освоении не возникает.
Производство с помощью 3D-принтера деталей, не требующих высокой жесткости, экономически оправдано. Стоимость изготовления одной «гребенки» для фильтра составляет около 600 рублей, принтер печатает ее за 16 часов.

Альтернативный метод – изготовление детали на фрезерном станке с ЧПУ из цельной металлической заготовки. Поскольку форма изделия не позволяет подлезть к некоторым местам для обработки, необходима вырезка зубьев "гребенки" на проволочном электроэрозионном станке или изготовление специальной фрезы для пропиливания зубьев. Это увеличивает стоимость изготовления в 20 раз (до 10000-15000 тысяч рублей).
Много средств тратится на закупку и доставку заготовок, материал расходуется при обработке, требуются разные станки для изготовления одной детали. Времени, при изготовлении на фрезерном станке, уходит приблизительно столько же, однако много операций необходимо выполнять вручную. С 3D-принтером все намного проще — нарисовал 3D-модель, загрузил пластик, запустил в печать и всё!
Наше знакомство с компанией PICASO 3D произошло практически случайно — я зашел в офис к своим друзьям электронщикам, а у них на столе стоял и печатал петли для корпусов приборов 3D-принтер. После расспросов о работе и осмотра принтера, мы пришли к выводу, что в нашей компании также можно внедрить технологию 3D-печати. Тем более, что PICASO 3D расположена в нашем родном Зеленограде. И о своем выборе мы не пожалели!»
«Кварк-Фильтр» постоянно работает над расширением ассортимента производимой продукции и предполагает в ближайшее время еще больше увеличить количество наименований выпускаемых фильтров, для этого производителю понадобится еще очень много деталей, которые могут быть напечатаны на 3D-принтере. В том числе рассматривается возможность 3D-печати деталей для станков и пластиковых форм для литья полиуретановых частей фильтров.
Создание и обслуживание гоночного болида

В начале июля 2014 года компания Picaso 3D стала спонсором команды «Формула Студент» МГТУ им. Н.Э. Баумана. «Формула Студент» — это международные соревнования университетских команд, уже более 30 лет проводимые во множестве стран. Каждая команда должна разработать и построить собственный гоночный автомобиль.
Роман Сафонов, участник команды Bauman Racing Team, рассказал:
«Наша команда состоит из студентов разных факультетов и курсов, но все мы объединены общей целью — созданием лучшего автомобиля. Наш первый болид успешно выступил на этапе в Италии в 2013 году, а в сентябре 2014 года завершился первый российский этап международных соревнований «Формула Студент», который проходил на трассе ADM Raceway, где и приняла участие команда нашего университета.
После окончания сезона с нашей машиной BRT2, мы хотим поделиться опытом применения 3D-печати в нашей команде.

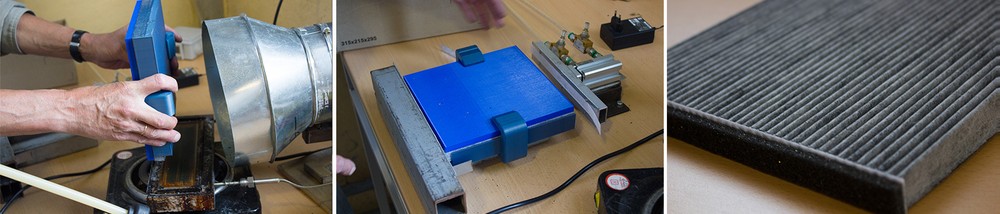
В первую очередь, много деталей, напечатанных из ABS пластика, было использовано в руле. А именно – рукоятки, верхняя крышка для крепления электроники и подрулевые лепестки переключения передач. Безусловным плюсом является то, что 3D-принтер может реализовать любую форму детали, которую ты задумал, например – сложную поверхность рукояток и сами лепестки.
Другими важными элементами из ABS-пластика в нашей машине являются нервюры для крыльев. Профиль крыла получился достаточно точным, а внутренняя сотовая структура дала им при печати хорошую жёсткость при относительно небольшом весе. Не поместившиеся в область печати длинные нервюры мы сделали составными, из двух частей.
Самым нагруженным и ответственным узлом, который был напечатан на 3D-принтере, в нашей машине стал кронштейн педали газа. Эта массивная деталь печаталась около 10 часов, и, вместе с рёбрами жёсткости и последующим армированием тонким металлическим прутком выдержала все этапы соревнований.

Также печать на 3D-принтере решает задачу макетирования некоторых узлов. В частности, мы напечатали переделанный для нашей коробки передач вал. Его даже удалось поставить в коробку и проверить геометрию пазов. Помимо всего, на PICASO 3D Designer были созданы различные кронштейны, переходники, рукоятка сцепления, стоп-сигнал, крепления для камеры GoPro и корпуса для электроники.

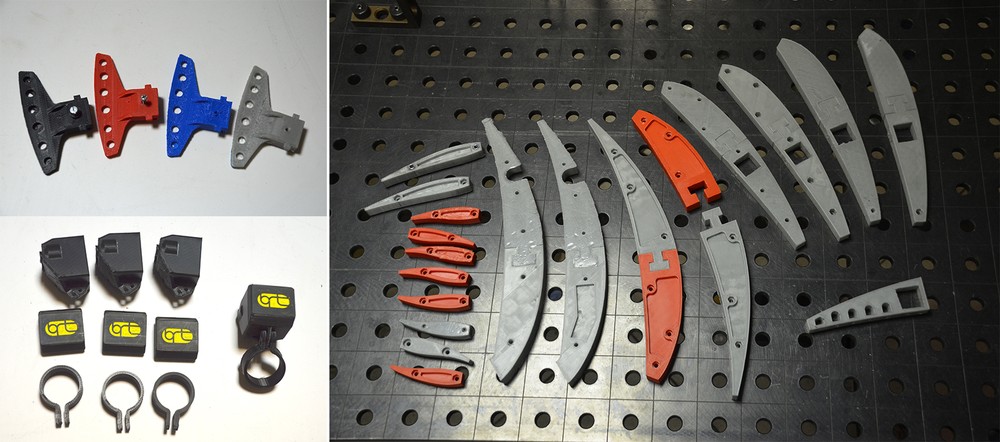
Хотелось бы отдельно рассказать про важную часть нашего гоночного болида — руль, который включает в себя не только исполнительный механизм, но и модуль, управляющий электронными системами.
Процесс проектирования и изготовления руля в нашем проекте состоял из многих последовательных этапов макетирования и моделирования, целью которых было определение оптимальной совокупности его удобства и функциональности.
Конструктивно руль состоит из следующих элементов: несущей карбоновой части, рукояток, верхней крышки, подрулевых лепестков переключения передач, напечатанных на 3D-принтере, и блока электроники, включающего в себя индикаторы, экран и кнопки управления системами.
Отдельно можно выделить накладки на руль для удобного хвата. Для создания прототипа был использован пластичный модельный пластик. Путём деформирования и стачивания пластика была получена наиболее удобная форма рукоятки. Далее было проведено 3D-сканирование рукоятки закрытым, оптическим 3D-сканером, а затем создана 3D-модель рукоятки. После отзеркаливания второй рукоятки мы перешли к последнему этапу изготовления – 3D-печати из ABS-пластика. Технология печати принтера подразумевает создание сот в больших полостях, что положительно сказалось на прочности рукояток.
Применение 3D-печати ABS-пластиком также позволило выбирать и создавать любую необходимую форму подрулевых лепестков, а их дополнительное армирование с помощью тонкого прутка помогло получить хорошие прочностные характеристики.
Не менее важен и интересен был и процесс изготовления несущей карбоновой части руля. Для этого была изготовлена матрица из пластика на станке с ЧПУ. Электронная начинка руля крепится на напечатанную верхнюю крышку и включает в себя блок управления, индикаторы, сенсорный LCD дисплей, джойстик управления и кнопки.
Для формульной команды, в которой почти все детали машины являются единичными экземплярами, 3D-принтер – хорошая находка и незаменимый помощник.
Технические характеристики / сравнение старого болида (BRT-1) с новой версией (BRT-2).
-
Общий вес 261 кг снизился до 244 кг.
-
Масса рамы 48 кг снизилась до 35 кг.
-
Снижение центра масс двигателя на 42 мм.
-
Появилась система смазки двигателя с сухим картером.
-
Повышение давления наддува на 20 кПа на номинальном режиме работы двигателя.
-
Снижение центра тяжести на 20 мм.
-
Уменьшение неподрессоренной массы на 5 кг.
-
Появились антикрылья, как следствие прижимная сила 1400н на 90км\ч.

3D-печать с Picaso 3D в приборостроении
Создание полевых приборов для агрономии

Федеральный научный центр Биологической защиты растений в Краснодаре — одно из ведущих научных учреждений России, в котором исследуются возможности биологической защиты растений.
В лаборатории Фитосанитарного мониторинга агроэкосистем ФГБНУ ФНЦБЗР разрабатываются устройства, которые применяют в мониторинге болезней и вредителей растений, а также в борьбе с вредителями. Испытания устройств проводятся в различных организациях: ФГБОУ Россельхозцентр, ООО «Сингента», у крупных и мелких сельхозпроизводителей.
Алексей Пачкин, старший научный сотрудник лаборатории Фитосанитарного мониторинга, рассказал:
«Защита растений от болезней и вредителей опирается на так называемый фитосанитарный мониторинг. Суть его заключается в оценке состояния популяций болезней и вредителей путем обследований сельскохозяйственных культур. Проводятся визуальные учеты и учеты с помощью различных устройств. От качества обследований зависит конечный результат — принятие решений о проведении обработок, сроках проведения, применяемых средствах защиты растений (химические, биопрепараты) и т.д.
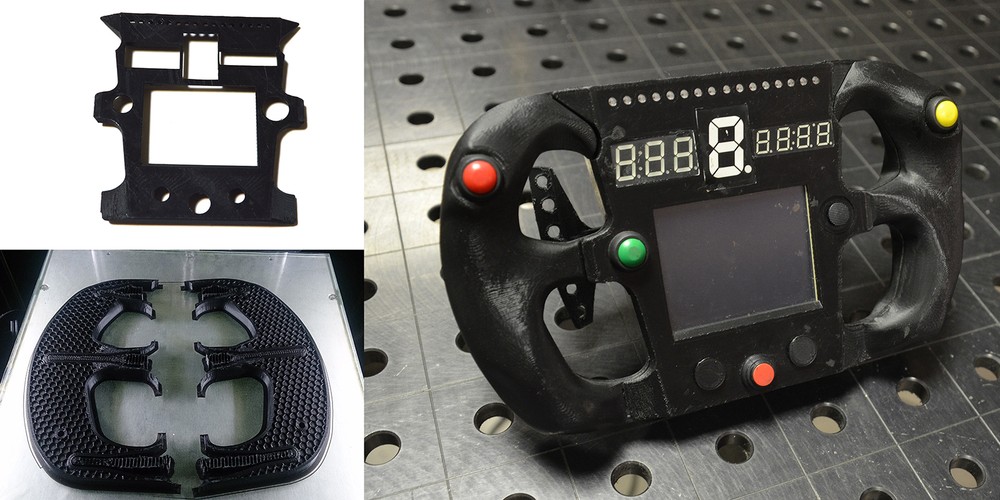
В нашей лаборатории 3D-принтеры, в том числе Designer X, используются как раз для печати корпусов устройств, которые мы разрабатываем, а также для различной оснастки. Работаем в основном с полимерами ABS и PETG.
Первый прибор, про который я хочу рассказать — это светоловушки для насекомых.
В светоловушках для привлечения насекомых используется свойство насекомых лететь на свет (положительный фототаксис) и избирательность в спектре света. Т.е., устройства имеют определенную комбинацию длин волн светодиодов. На сегодня в качестве средства мониторинга вредителей наиболее распространены феромонные ловушки. Их основной плюс — видоспецифичность. Однако эта особенность является и минусом в случае, когда появляются новые виды, ранее не отмеченные на той или иной культуре или в тех или иных географических широтах. Феромонные ловушки отлавливают только самцов насекомых. Кроме того, они не способны отлавливать насекомых длительное время без замены специальных клеевых вкладышей и не способны дать объективную оценку количества вредителя при очень высокой его численности.
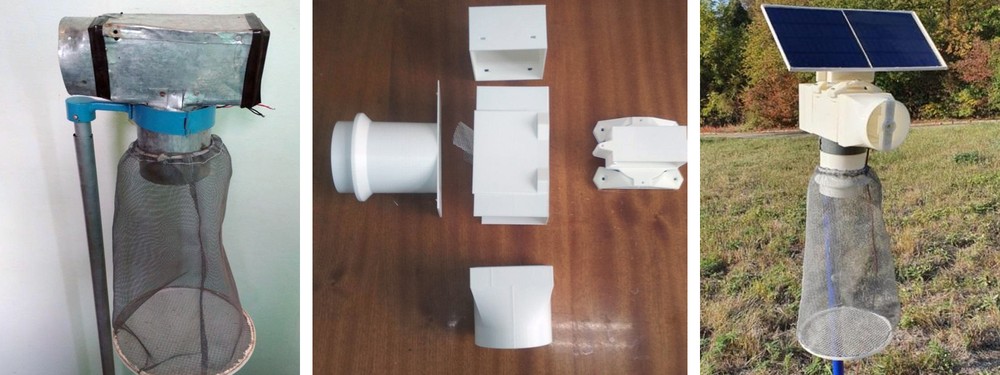 «Аспирационная» ловушка до использования 3D-печати, напечатанный корпус и рабочая версия.
«Аспирационная» ловушка до использования 3D-печати, напечатанный корпус и рабочая версия.
Наши светоловушки также высокоэффективны для массового отлова вредителей. Испытания показывают отловы таких опасных вредителей, как хлопковая совка (Helicoverpa armigera) и луговой мотылек (Loxostege sticticalis) — до 12 тыс. экз в неделю. При этом отлавливаются самки и самцы насекомых. Одна самка хлопковой совки, по разным данным, способна откладывать от 300 до 3000 яиц. А одна гусеница способна повредить, например, несколько плодов томата. Отлавливая одну самку, мы спасаем от повреждения большое количество сельскохозяйственной продукции и снижаем численность вредителя.
 «Коническая» светоловушка для насекомых.
«Коническая» светоловушка для насекомых.
Существует несколько вариантов светоловушек. Наши светоловушки, в отличие от аналогов, полностью автономны, имеют минимальный вес и энергопотребление, низкую цену, безопасны для теплокровных и большого количества полезных насекомых.
Еще один пример разработки — спороловушки.
Спороловушки разных конструкций (флюгерная, ОЗР, ПСЛ) выполняют одну функцию — отлов спор грибных болезней растений. Флюгерная — стационарная ловушка, способная отбирать 1 пробу. ОЗР — мобильное устройство, используемое вручную, отбор до 10 проб. ПСЛ — используется совместно с БПЛА (дрон), до 10 проб.
Т.е. происходит дистанционный мониторинг с возможностью привязки GPS-координат и дистанционного выявления очагов болезней, множественных — что очень характерно для большинства болезней растений. GPS привязка позволяет выявлять очаги и проводить обработку только зараженных участков сельхоз-культур.
 Флюгерная спороловушка до появления печати и распечатанная на 3D-принтере Designer X.
Флюгерная спороловушка до появления печати и распечатанная на 3D-принтере Designer X.
На сегодня, все обработки против болезней проводятся, когда растение уже поражено патогеном и на его поверхности видны спороношение и другие признаки болезни. Т.е., гриб уже внедрился в растение, и уничтожить его там могут только так называемые системные препараты (системные фунгициды). Это вредные, в том числе для человека, химические вещества. При этом растение испытывает стресс от того, что заражено болезнью, а затем испытывает стресс при обработке химическими препаратами. Здесь возникают экономические, экологические аспекты обработок, часто снижается урожайность.
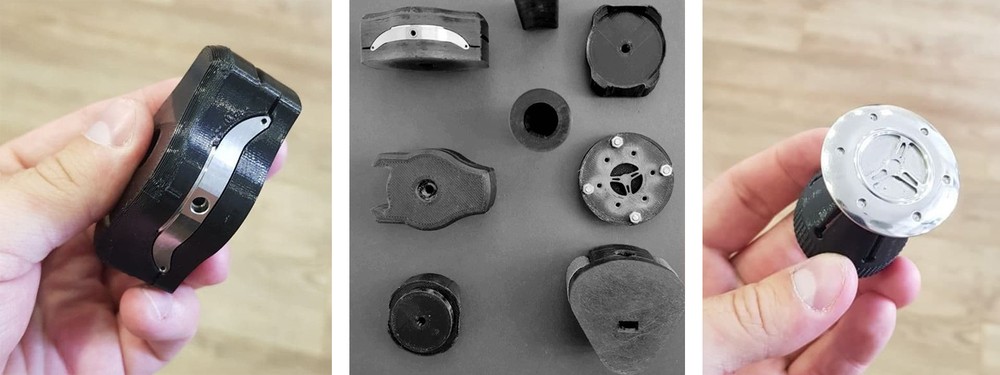
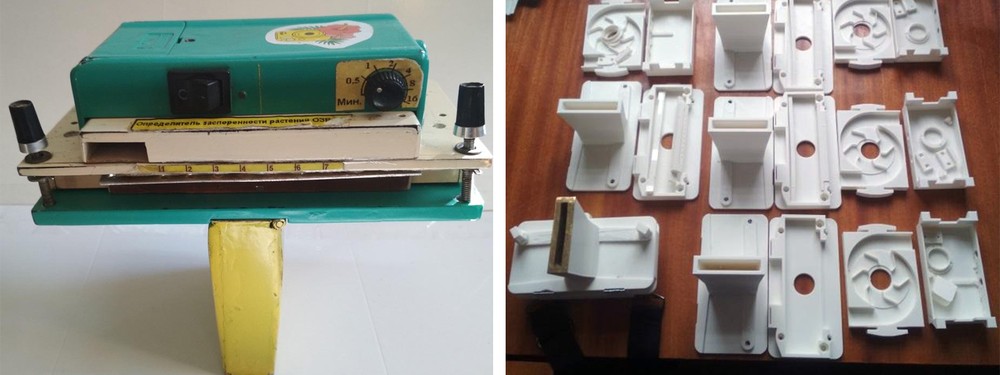 Определитель заспоренности растений (ОЗР) ручной сборки и напечатанные компоненты для нового определителя.
Определитель заспоренности растений (ОЗР) ручной сборки и напечатанные компоненты для нового определителя.
Спороловушки способны обнаружить болезнь до момента прорастания спор грибов в растение и провести так называемые профилактические обработки, сделав их менее токсичными, более дешевыми биологическими препаратами, избавить растение от стресса, снять необходимость применения опасных химических веществ и т.д.
В практике защиты растений аналогичные устройства не используются, и данная разработка является действительно большим шагом вперед.
 Сейчас лаборатория производит определители заспоренности растений с помощью 3D-печати.
Сейчас лаборатория производит определители заспоренности растений с помощью 3D-печати.
Благодаря применению 3D-моделирования и печати, в том числе принтеров Picaso Designer X, мы имеем возможность быстро менять конструкции, сохраняя товарный вид изделий. Также лаборатория делает опытные и небольшие партии устройств для продажи заинтересованным потребителям.
Проектирование и производство часов
 Компания Лимб проектирует и производит наручные механические часы в России. Команда проекта это всего два человека — Глеб и Мария Антоновы.
Компания Лимб проектирует и производит наручные механические часы в России. Команда проекта это всего два человека — Глеб и Мария Антоновы.
Глеб Антонов, основатель компании Лимб, рассказал:
«История компании началась в 2017 году, на стыке любви к наручным часам и профессии, а также от желания открыть своё дело.
Во всём мире тогда набирал силу тренд на микробренды, чья главная фишка – больше товаров за меньшие деньги. В России такого подхода не было — существовали только компании с советским наследием и частные мастера, делающие дорогие часы для коллекционеров. Мы с женой решили, что это возможность, и стали изучать нюансы, которые позволят нам стать часовым производителем.
Основные направления нашей работы – разработка наручных часов, а также полный цикл производства. При кажущейся простоте часов, мы разработали 21 внутренний элемент. 12 из них изготавливаются в России. Планируем долю производимых в России деталей довести до 90% по себестоимости.
Основную работу по развитию компании делаем мы, однако важной частью дела стали наши партнёры по ключевым направлениям: 3D-печать, металлообработка, лазерная резка, производство ремешков. Всё это — российские компании.
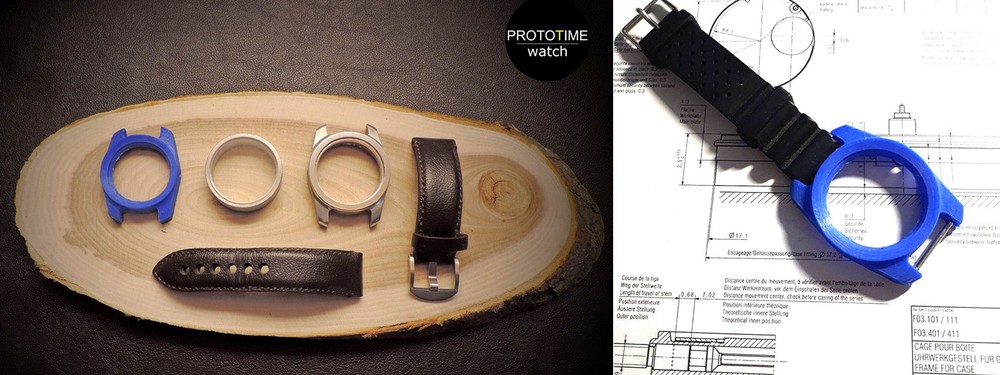
За четыре года работы над проектом мы прошли все этапы разработки, набили кучу шишек, сделали множество пластиковых макетов, пять стальных прототипов, два из которых функциональные, и приступили к сборке первых двух десятков серийных наручных часов.
Ещё в самом начале проекта я решил, что, до изготовления прототипа в металле, корпус нужно пощупать и повертеть в руках. Для меня это правильный подход — ни одна программа для трёхмерного моделирования не заменит макет.
Сформулирую мой принцип разработки так — я разбиваю его на этапы:
-
Разработка концепции модели и эскизирование;
-
Разработка 3D-модели;
-
Изготовление макета из пластика на 3D-принтере;
-
Изготовление прототипа из лёгкого металла, например аллюминия;
-
Финальный прототип из нержавеющей стали или титана.
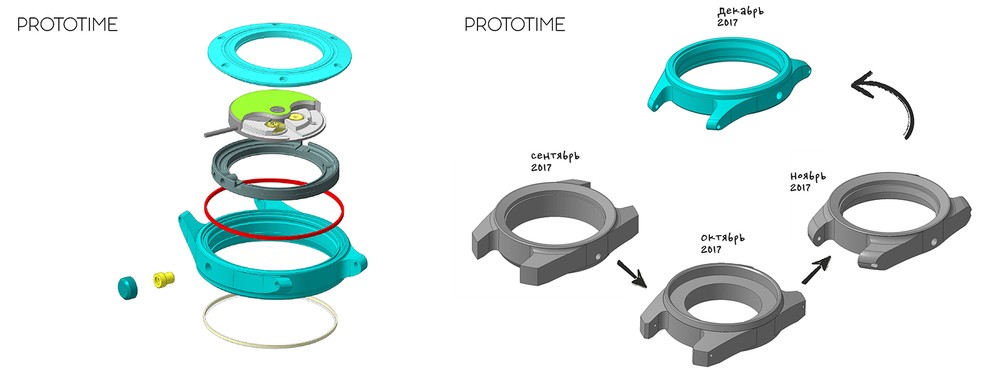
Я взял этот подход на вооружение и заказал первый 3D-печатный макет. Он оказался неказист — корпус не сбалансирован, да и качество изготовления плюсов не добавляло. Первый блин вышел комом!
Первые макеты были вот такие:
Потратив месяц на проектирование новой конструкции, я собрался печатать новый прототип, как вдруг получил премию на работе. Появились свободные деньги. Я нашёл компанию и заказал изготовление в металле. 12 000 рублей, две недели ожидания и прототип у меня в руках! Я специально не открывал коробочку с содержимым до дома. Открыв, понял, что он также плох, как и первый вариант… Я получил отличный опыт, и теперь печатаю макет всегда. Даже сейчас, перед запуском в серию, поменяв сотые миллиметра, чуть скорректировав форму корпуса, крышки и заводной головки, я напечатал прототип.

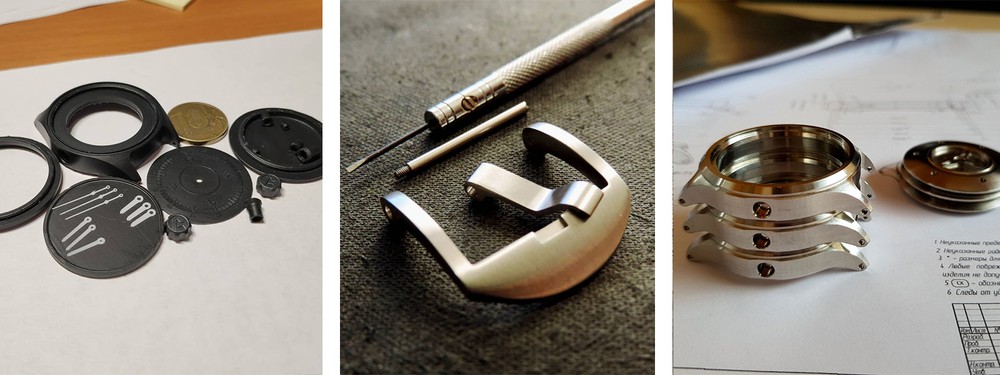
Компоненты наручных часов мы заказываем у наших партнёров в России, в городах Санкт-Петербург, Электросталь, Иркутск. Мы получаем заготовки корпусов и крышек после токарной и фрезерной обработки, заготовки циферблатов и стрелок — после лазерной резки.
После этого выполняем финишные операции по полировке, покраске и сборке у себя, в лаборатории в Магнитогорске. Сейчас мы используем японские механизмы Miyota 9039 — это надёжная механика с автоподзаводом, при этом — одна из самых тонких среди серийных механизмов, что позволило сделать очень удобные размеры часов.
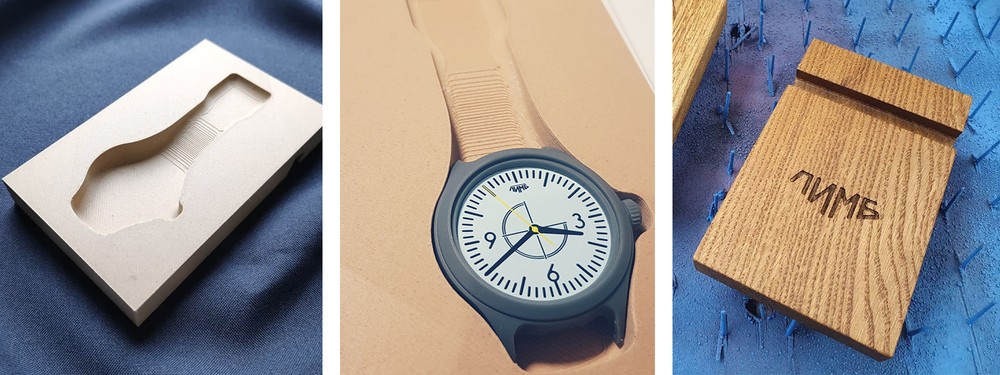
Кроме прототипов, мы также печатаем оснастку для полировки корпуса и крышки, оснастку для покраски стрелок, макеты ложементов для упаковки часов и даже станок для тампонной печати циферблатов.
Для полировочной оснастки и печатного станка мы используем технологию FDM и пластик PLA — печать выполняется на 3D-принтере Designer X.
В самих часах мы используем 3D-печатный вкладыш для механизма — это позволяет сделать его нужной формы при низкой стоимости, что упрощает процесс сборки часов и обеспечивает надежную фиксацию механизма с вкладышем в корпусе. Для вкладыша и покрасочной оснастки мы используем SLA-технологию и материал Grey Pro Resin.

Также мы делали макет упаковки из PLA Woodfill, это древесно-пластиковый композит, чтобы оценить ложемент до изготовления из массива дуба.
Интересным получился опыт печати компонентов заводной головки из нержавеющей стали. Детали получились очень точные, но требовалась дополнительная обработка — из-за этого пришлось отказаться от этой технологии.
Альтернативные технологии для 3D-печати – литьё и обработка резаньем, однако всё упирается в их стоимость и трудозатраты.
Для примера, изготовление макета наручных часов из пластика методом SLA стоит около 2500 рублей, при этом изготовление макета методом резания будет стоить около 25 000 рублей, из-за необходимости разработки и изготовления оснастки, написания ЧПУ-программы для нескольких станков, закупки материала, расхода инструмента. Все эти затраты перекладываются на одно изделие, а наладочных изделий будет несколько. Срок изготовления при этом вырастет с двух дней до двух-трёх недель, если не учитывать план загрузки металлорежущего участка.
Для вкладыша механизмов хорошей альтернативой 3D-печати является литьё в термопластавтоматах, при этом стоимость изготовления вкладыша SLA-технологией составляет около 150 рублей, а для достижения такой же стоимости в термопластавтомате необходимо изготовить не менее 1 000 вкладышей. При нашем годовом плане производства в 350 наручных часов — не рентабельно применять литьё, в том числе из-за ограничения в выборе механизма, ведь стоимость изменения оснастки под другой механизм будет равна изготовлению новой.
Сейчас наша главная задача – сделать первый шаг в серийном производстве, а далее, в наших планах — развивать модельный ряд наручных часов.
Одна из стратегических задач – усложнение дизайна часов, разработка более сложных циферблатов, задних крышек, при этом в планах также — провести новые тесты 3D-печати металлом, для реализации интересных задумок в циферблатах и крышках. В остальном всё также — продолжим применять 3D-печать пластиком для оснастки, для макетов и, конечно же, вкладышей механизмов, что позволит сохранить хорошую комбинацию из доступной цены и высокого качества.

Следить за этим интересным проектом можно в официальной группе компании Лимб во Вконтакте.
Разработка и выпуск инъектора

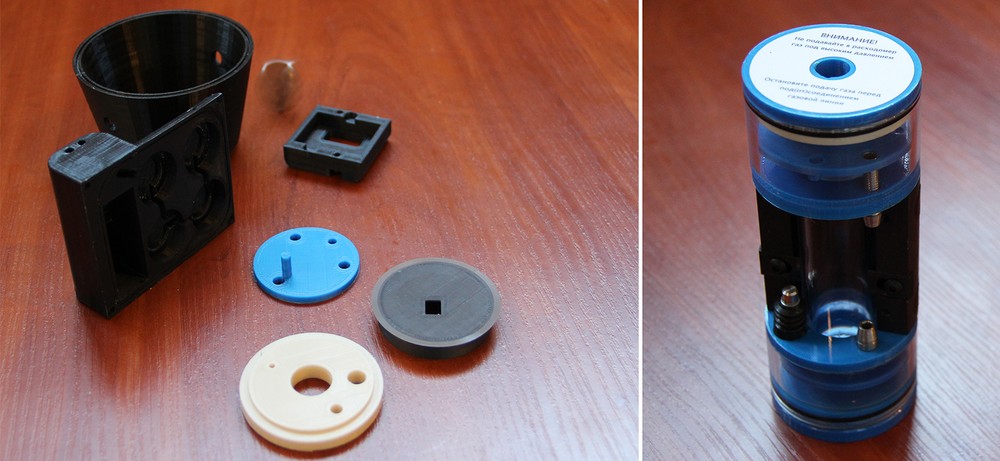
Автоматический инъектор Spasilen — устройство для самостоятельного проведения внутримышечных и подкожных инъекций одноразовыми шприцами. Spasilen предназначен для того, чтоб значительно уменьшить неприятные ощущения от инъекций и сделать этот процесс более комфортным.
Сергей Валентинович Таранов, основатель компании Спасилен и разработчик изделия, рассказал:
«Мысль создать устройство, которое могло бы делать инъекции автоматически, возникла очень давно. Моему отцу назначили уколы, для меня это было очень сложно. Затем уколы потребовались супруге. Когда я возил её на процедуры, под дверью кабинета родилась идея создания Спасилена.

Но прошло больше 15 лет, прежде чем идея появилась на рынке как готовый продукт. Сначала это было полностью металлическое изделие, тяжелое и неуклюжее. Когда я делал первый прототип, 3D-принтеры еще не получили распространение.
Потом появились фирмы, где можно заказать печать. Но стоимость была просто огромной, для печати одного изделия требовалась средняя месячная зарплата и пара недель времени, а качество печати оставляло желать лучшего.
Шло время, и 3D-принтеры стали доступны. В 2017 году мы с командой задумались над покупкой принтера. Нам нужен был принтер с рабочей областью до 200 мм и высоким качеством печати. Мы выбирали из нескольких десятков вариантов и остановились на принтере от PICASO 3D.
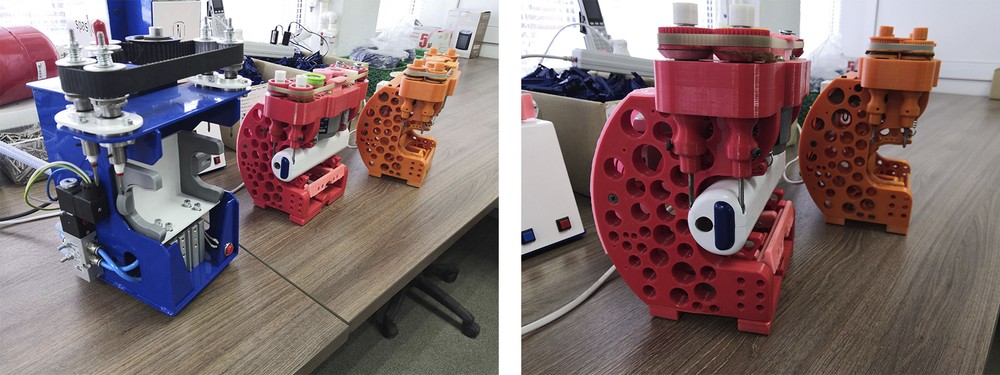
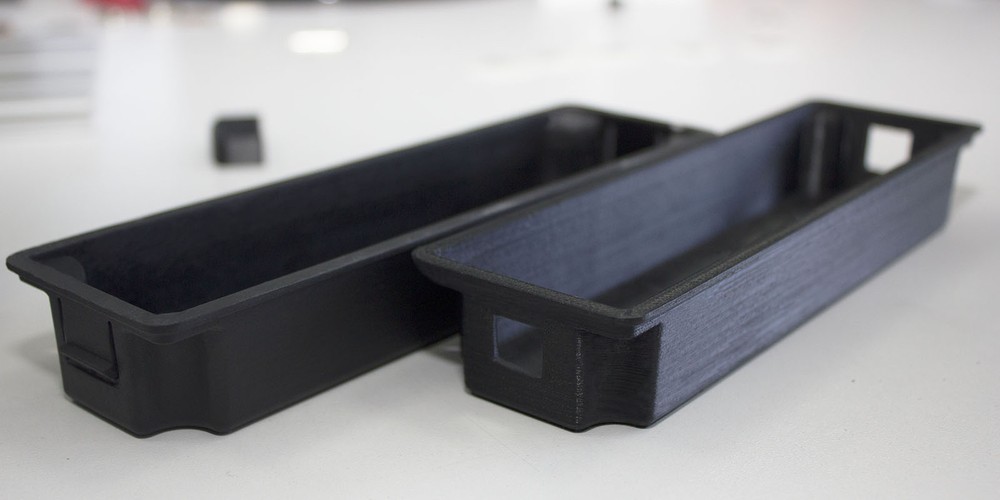
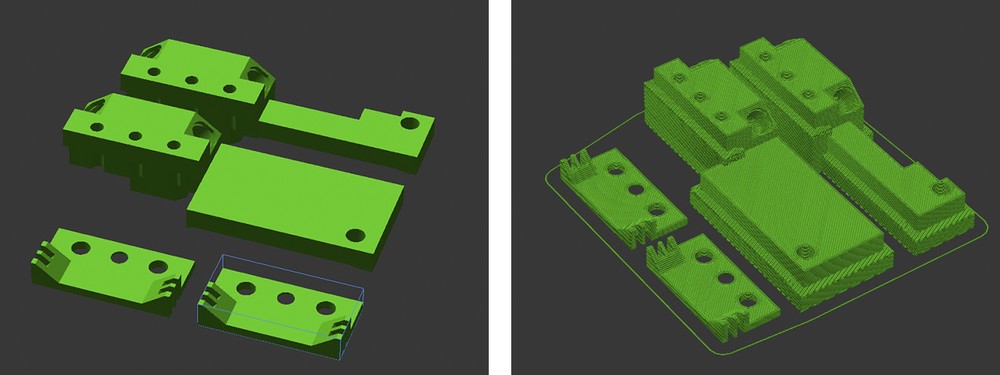
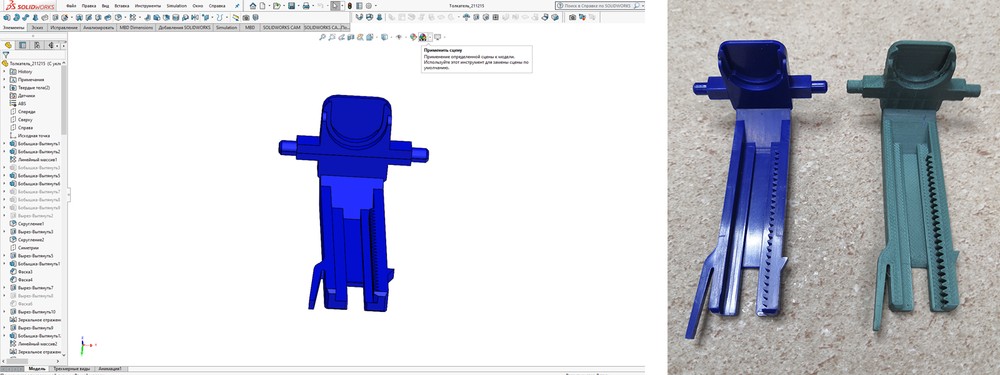 Слева: модель детали в CAD системе, справа: синяя деталь — литая, зеленая — распечатанная на 3D-принтере.
Слева: модель детали в CAD системе, справа: синяя деталь — литая, зеленая — распечатанная на 3D-принтере.
После приобретения принтера работа над прибором значительно ускорилась. Принтер прост, понятен и не капризен в использовании. Но самое главное — мы получили возможность очень быстро проверять работоспособность узлов «Спасилена». Мы могли переделывать детали по нескольку раз в день: тестировать, менять и печатать, примерять деталь и вновь искать лучшее решение.
 Зеленая деталь — печать, синяя — литье.
Зеленая деталь — печать, синяя — литье.
Во время изготовления опытной серии мы попробовали отливку деталей в силикон. И тут нас ждало разочарование… Многие отлитые детали оказались на порядок хуже распечатанных.
Мы попробовали разные пластики, но остановились на PLA: очень хороший пластик для прототипирования изделий, которые затем будут изготавливаться на термопластавтоматах из ABS пластика. Пробовали печатать и ABS, но он имеет большую усадку, более капризен, так и норовит отскочить от стекла и, конечно, запах во время печати, поэтому остановились на PLA. Принтер почти год работал круглыми сутками. Так как детали должны были быть точными, печатали частенько с максимально высоким качеством, но это не задерживало работы. На ночь ставили печатать большие детали, днём отрабатывали мелкие.
 На фото (слева) станок для наклейки самоклеящейся этикетки на пластиковый футляр для инъектора «Спасилен». Полностью напечатан на принтере, стальные только оси и подшипники.
На фото (слева) станок для наклейки самоклеящейся этикетки на пластиковый футляр для инъектора «Спасилен». Полностью напечатан на принтере, стальные только оси и подшипники.

И сейчас принтер очень часто используется. Мы продолжаем совершенствовать устройство. Если сейчас посмотреть на «Спасилен», может показаться, что это простое изделие, но таким его сделал большой путь исследований. Было много неизвестного и непонятного. И ответы получали методом проб и ошибок.
После того как был пройден большой, но очень интересный и динамичный путь создания прибора «Спасилен», пришло время выхода на рынок. И это тоже было непросто и заняло несколько лет. Были заказаны прессформы, закуплено сложное оборудование для литья под высоким давлением, создано оборудование для сборки готовых изделий, получены разрешающие документы на медизделие. В 2021 году «Спасилен» был выпущен в серию и появился в аптеках и на маркетплейсах.

Производство молниеотводов

«Стример» - это крупнейший российский производитель современных и эффективных устройств молниезащиты, который работает на рынке 23 года. В России и за рубежом используется около двух миллионов устройств, произведенных компанией. В январе 2012 года в Швейцарии открылась дочерняя компания Streamer Electric AG.
Все стадии производства АО «НПО “Стример”» сосредоточены на одной площадке, оборудованной современными станками. Компания располагает испытательной лабораторией и собственным производственным подразделением.

Продукция «Стример» защищает линии электропередачи от отключений и повреждений в случае прямых попаданий молнии в провода и арматуру воздушных линий электропередач (ВЛ), а также в случае возникновения индуцированных перенапряжений при попадании молнии рядом с ВЛ.
Дмитрий Белько, научный сотрудник, рассказал нам:
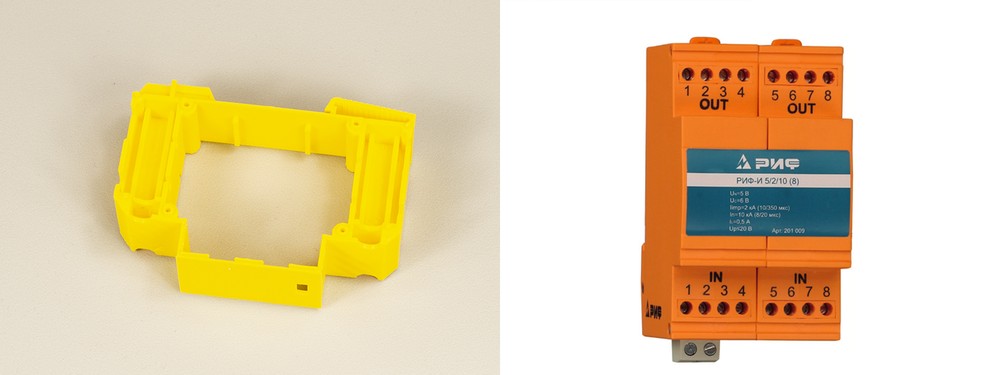
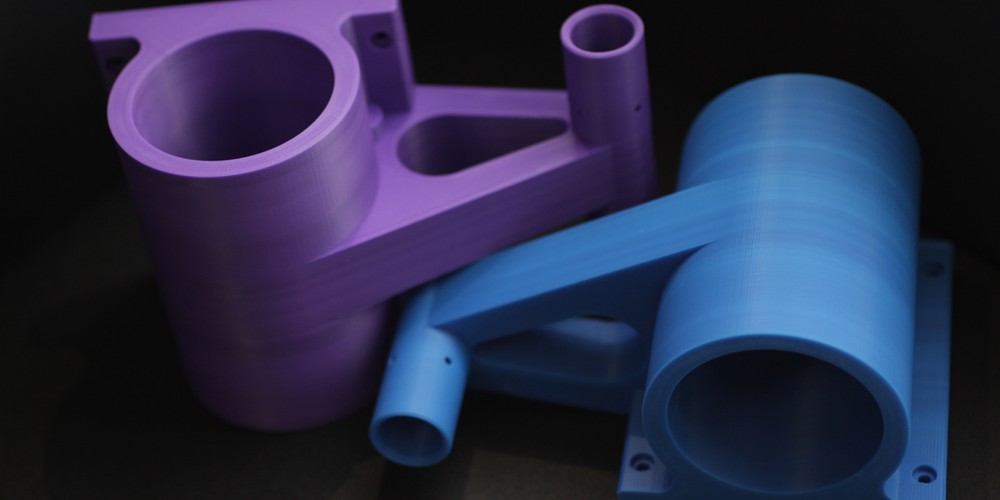
«С каждым годом увеличивается потребность в создании всё более инновационных продуктов. С этой целью, на опытный участок был приобретен 3D-принтер Designer X PRO для печати прототипов каркаса изделий – мультикамерных разрядников.
После печати каркаса из PLA, к нему крепится запатентованная мультикамерная система (МКС) и испытывается в высоковольтной лаборатории при прохождении тока молнии до 30кА. Если прототип каркаса хорошо показал себя с точки зрения прочности и удобства конструкции, то каркас отливается из более износостойкого пластика полифениленсульфида, рассчитанного на эксплуатацию на открытом воздухе в течение 30 лет.

Ещё одно направление, где мы используем 3D-принтер – прототипирование корпусов для низковольтной молниезащиты – УЗИП. В данном случае очень кстати пришлась возможность печати двумя соплами с водорастворимым пластиком (PLA+PVA), так как подобные корпуса имеют сложные внутренности и не всегда удается расположить деталь на печатном столе плоской стороной.
До покупки собственного 3D-принтера мы заказывали печать на стороне, что конечно дольше и дороже. На нашем производстве печать требуется не часто, в зависимости от появления новых разработок. Но на мой взгляд, использование собственного 3D-принтера на предприятии сильно упрощает процесс конструирования новых изделий и улучшения старых, а полученные распечатки полностью удовлетворяют нас своим качеством».

Производство пневмооборудования

Концерн Camozzi Group был основан в Италии в 1964 году. На сегодняшний день Camozzi является лидером по производству пневмоаппаратуры и имеет представительства по всему миру.
За 25 лет работы в России компания зарекомендовала себя как надежный производитель и поставщик пневматического оборудования. Специалисты Camozzi (ООО «Камоцци Пневматика») ведут постоянную работу над адаптацией продуктов компании к российским условиям эксплуатации.
Основной задачей “Учебно-научного центра Camozzi” является обучение основам построения и применения средств пневмоавтоматики: от отдельных элементов до комплектных приводов и мехатронных комплексов на их основе. Развитие подразделения сопровождается открытием собственных филиалов и учебно-исследовательских лабораторий на базе ведущих технических вузов в крупнейших промышленных центрах страны.
Платон Горюшин, инженер-конструктор компании, рассказал:
«Отдел Дидактического оборудования занимается проектированием и изготовлением на собственном производстве стендов и комплексов для обучения. Это обучающие комплексы по пневматической и электрической схемотехнике, релейной логике, пропорциональному управлению и программированию контроллеров.
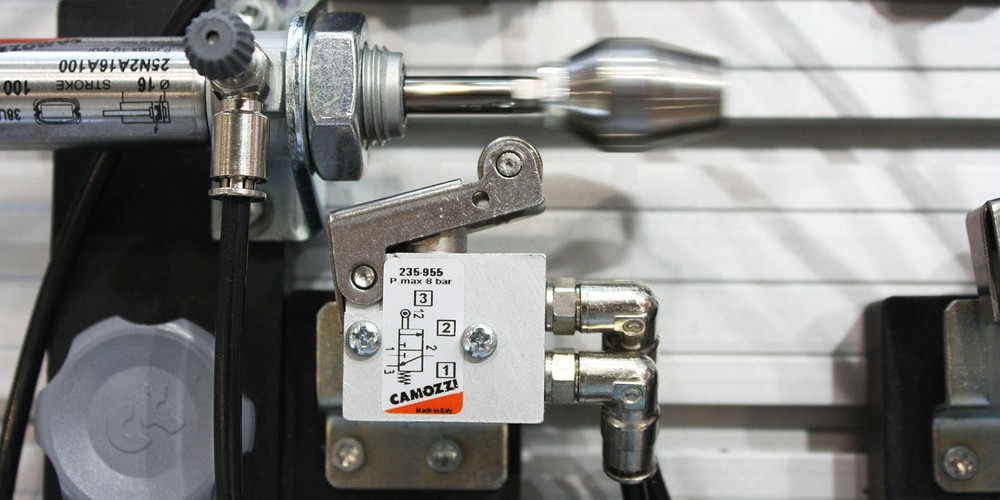
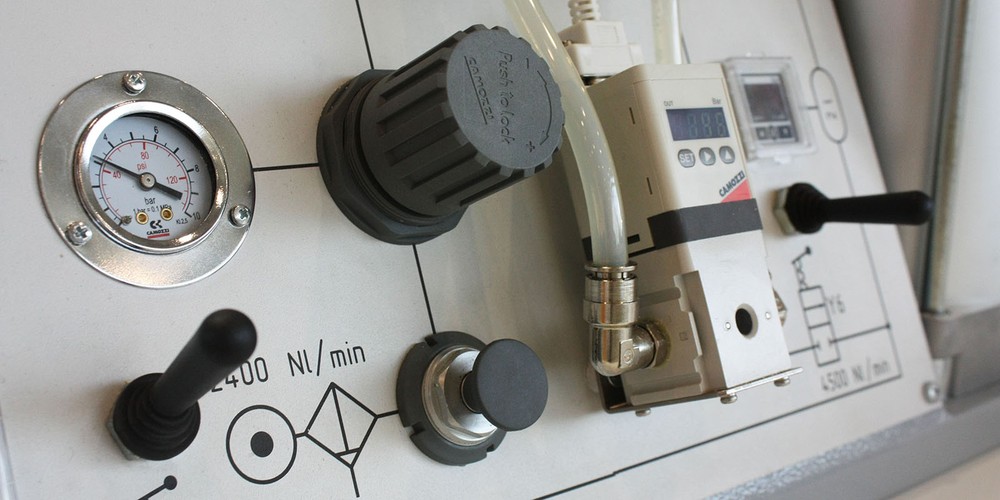
В своей работе отдел активно использует 3D-принтер Picaso 3D, поскольку занимается созданием прототипов конструкций, корпусов, кронштейнов и заглушек.
Допустим, стоимость приобретения небольшой заглушки для стенда составляет 1,5 рубля, а себестоимость печати на принтере — 60 копеек. Но основополагающий фактор при выборе 3D-принтера — это время, ведь недостающую деталь можно напечатать намного быстрее, чем заказывать и ждать. Порой случаются ситуации, когда необходимо срочно получить какую-либо деталь, и нет возможности быстро ее закупить у сторонних подрядчиков. В этом случае собственный принтер – отличный выход.

Сравнение печатных деталей по себестоимости изготовления можно проводить только в случае, когда качество поверхности и нагрузочные характеристики не имеют большого значения. Для 3D-печати мы используем такие материалы, как ABS, HIPS и PLA, планируем попробовать Rubber. Пока я не вижу способа полной замены традиционного литья под давлением 3D-печатью, но это хороший вариант для быстрого прототипирования. Сейчас в год мы отливаем примерно 1000-2000 деталей в алюминиевой оснастке. К сожалению, 3D-печать не полностью удовлетворяет наши потребности в качестве поверхности и прочности деталей. Некоторые элементы мы выполняем с помощью механической обработки на станках, из полимерных заготовок.

До появления собственного 3D-принтера мы печатали необходимые прототипы на заказ. Однако, посчитав наши текущие расходы, руководство пришло к выводу, что приобретение принтера позволит значительно сэкономить финансовые ресурсы компании.
Безусловно, сейчас Picaso 3D Designer PRO 250 является частью нашего станочного парка, под него даже выделено специальное помещение. Там же стоит ультразвуковая ванна, к принтеру подведен воздух под давлением — это позволяет значительно сократить время на охлаждение, если требуется.
В отделе Дидактического оборудования Camozzi теперь любые вопросы, связанные с созданием новых изделий, проходят этап 3D-печати. Принтер стал для нас своего рода палочкой-выручалочкой, он позволяет нам распечатать любую необходимую деталь в условиях недостатка времени».
Производство инфракрасных приборов
В компании ЛЕД Микросенсор НТ работает команда ученых и инженеров с опытом работы более 15-ти лет в области исследования и разработок гетероструктур для среднего инфракрасного диапазона, конструирования оптоэлектронных устройств на их основе, сопровождения и поддержки клиентов.
Андрей Петухов рассказал:
«Наша компания ориентирована на развитие инновационных технологий в области оптоэлектроники. На данный момент мы являемся единственными в мире производителями светодиодов излучающих в средней инфракрасной области спектра, актуального для решения задач газового анализа, медицинской диагностики и промышленной автоматизации.
Помимо основной деятельности – производства диодов, – в компании активно ведутся разработки приборов на основе полупроводниковых излучателей и приемников. В связи с этим, в процессе НИОКР достаточно часто возникает необходимость в прототипировании различных деталей. Использование 3D-принтера позволяет нашей компании самостоятельно и оперативно изготовить разработанную деталь, нет необходимости привлечения сторонних организаций. Сокращается время на разработку конструкторской документации, поскольку мы все делаем сами.
Мы используем принтер PICASO 3D Designer в основном для прототипирования, в том числе корпусов для электронных изделий, и для мелкосерийного изготовления деталей сложной формы, если к точности их изготовления не предъявляются существенные требования. Безусловно, существуют и альтернативные способы производства необходимых нам деталей. Как правило, это механическая обработка: токарные и фрезеровальные работы. Главный плюс этих технологий, конечно, большой выбор материалов — в том числе металлов.
Однако, и стоимость таких работ существенно выше, от 10 до 100 раз, а сроки изготовления значительные, иногда — до нескольких месяцев, часто для нас неприемлемые. Поэтому, если не требуется изготовление особо точных или металлических деталей, мы печатаем их на принтере. Это очень дешево, быстро и нет необходимости долго выверять размеры, а в случае ошибки можно быстро внести изменения и перепечатать.
Мы несколько месяцев искали подходящий принтер, рассматривали различные варианты как российских, так и иностранных производителей. PICASO 3D мы выбрали, исходя из соотношения цена-качество. В освоении самой технологии трудностей не возникло. С принтером трудности периодически возникают, как, впрочем, и с любой техникой, но на производственном процессе это существенно не отражается. 3D-принтер — не очень простое устройство, но на нашем производстве его применение, в большинстве случаев, экономически более выгодно, чем какие-либо другие виды работ для создания прототипов или деталей».
Разработка и выпуск лабораторного оборудования

ООО «Люмэкс-Маркетинг» специализируется на аналитических приборах для измерений, в данный момент ведутся работы над полностью обновленной версией прибора для капиллярного электрофореза.
Группа компаний «Люмэкс» выпускает широкий спектр аналитических приборов для:
-
люминесцентного и фотометрического анализа;
-
атомно-абсорбционной спектрометрии;
-
ИК-фурье-спектрометрии;
-
высокоэффективной жидкостной хроматографии;
-
капиллярного электрофореза;
-
СВЧ-минерализации;
-
дозиметрии;
-
клинической диагностики;
-
масс-спектрометрии.
Приборы, разрабатываемые «Люмэкс», применяются для анализа атмосферного воздуха, питьевой и сточной воды, пищевых продуктов, природных вод и почв, радиационной защиты, используются в медицине, ветеринарном, санитарно-эпидемиологическом и технологическом контроле.

Михаил Свинцов, инженер-конструктор отдела сепарационных методов анализа, рассказал:
«Цель работы: создание узла, определяющего наличие крышки на пробирке.
Одним из основных узлов прибора капиллярного электрофореза «Капель 205» является кассета с выступающими кварцевыми капиллярами.

Один из них погружается в исследуемую жидкую среду, другой располагается над пробиркой для слива отработанного жидкого тела. Погружение капилляра в образец происходит за счёт поднятия пробирок. В исходном состоянии все пробирки закрыты крышками. В приборе предусмотрен узел, отвечающий за снятие крышек. Однако, крайне важно перед подъёмом убедиться в отсутствии крышки. В противном случае, при подъёме пробирка может загнуть капилляр или сломать его, что повлечет за собой замену кассеты.

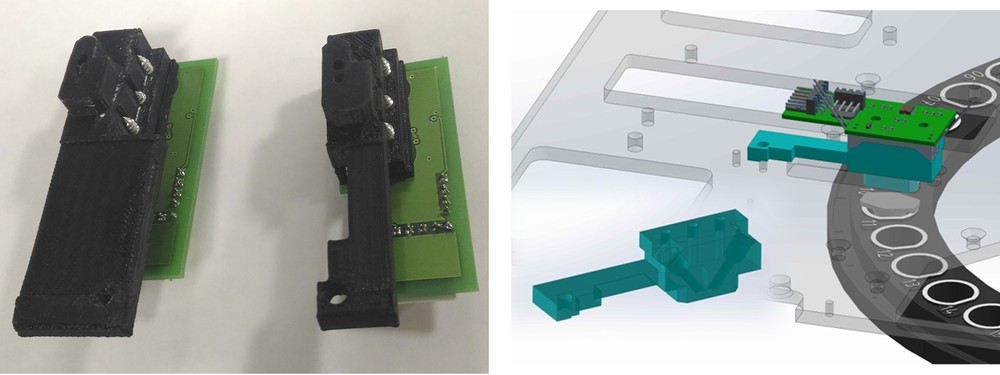
Для нового прибора было принято решение разработать узел оптического детектирования крышки. В общем виде он показан на картинке ниже. Были использованы оптопары с открытым каналом. Причём, одна оптопара определяет наличие крышки в закрытом состоянии, вторая отслеживает ситуацию, при которой крышка открыта и откинута в сторону.
Светодиод и фототранзистор необходимо расположить таким образом, чтобы излучение, испускаемое фотодиодом, отражалось от поверхности крышки и попадало на поверхность фототранзистора. Невозможно использовать зеркальное отражение из-за материала крышки пробирки. Полиэтилен прозрачен для ИК-излучения. Для детектирования используется свойство луча отражаться от раздела двух сред. Чем больше угол падения, тем больше сигнал на фототранзисторе. Далее сигнал регистрируется стендом для настройки оптического датчика. Характерные значения сигнала при наличия крышки лежат в диапазоне 3-4 В. При отсутствии крышки значение сигнала лежит в диапазоне 0,5-0,7 В.
Для создания корпуса крепления элементов оптопары был использован 3D-принтер Designer PRO 250. Для соответствующих элементов оптопары были предусмотрены гнезда в пластиковой детали, которые позиционировали их соответствующим образом. При разработке стремились увеличить угол падения лучей для увеличения Френелевского отражения (это отражение света, описываемое амплитудой и интенсивностью преломлённой и отражённой электромагнитной волны при прохождении через плоскую границу раздела двух сред с разными показателями преломления).
Расстояние между пробиркой и детектором и стремление уменьшить угол определили геометрию конструкции. Первая версия корпуса крепилась непосредственно на плату оптического датчика. Позиционирование, относительно привязанной к пробиркам плите, осуществлялось за счет выступающего на плате зуба.
На картинке ниже вы видите ход оптических лучей и конфигурацию оптического датчика.

Данная конструкция не соответствовала требованиям к точности позиционирования и выдавала нестабильный результат. Было принято решение переработать её так, чтобы корпус оптической системы, напечатанный на 3D-принтере, позиционировался непосредственно на плите. Сделано это было за счет выступающего элемента в детали.
Кроме того эта конструкция позволила максимально близко подвести оптические каналы к исследуемому объекту. При разработке новой конструкции мы отказались от использования второй оптопары, детектирующей откинутую крышку. При испытании прибора выяснилось, что откинутая крышка приводит к заклиниванию барабана. Конструкция корпуса усложнилась. Изменилась система крепления платы. Выводы оптопары через отверстия в прижимающей планке пропускались на поверхность платы, где, после юстировки, припаивались.
Готовая сборка и размещение сборки оптического датчика на плите:
Пришлось внести ряд изменений в процесс печати. Если первый вариант печатался только из ABS, то для новых деталей требовалась поддержка. Она была изготовлена из материала HIPS, который механически хорошо отделяется от ABS после остывания деталей. Качество деталей позволяет использовать их без доработки прямо со стола 3D-принтера. Печать одного комплекта деталей для прибора занимает приблизительно полтора часа. Нами были выбраны самые грубые режимы печати, для максимальной скорости производства: толщина слоя - 0,25мм, процент заполнения - 30%, скорость печати - 60мм/сек. Таким образом, за рабочий день было напечатано пять комплектов для опытной партии.
В прошлом году, в другом отделе нашей компании, появился принтер с одним соплом. Мы смогли использовать его в своих разработках, а ближе к новому году было принято решение купить в наш отдел модель с 2 соплами, для чего мы даже составляли экономическое обоснование, суть которого такова: 3D-печатные детали сильно дешевле единичного производства при механической обработке, и получается, что окупаемость принтера, при 50% загрузке по времени — всего 4 месяца.
Выводы можно сделать такие: В достаточно короткий срок, всего за месяц, нами была разработана и проверена новая конструкция оптического датчика наличия крышек. Использование 3D-принтера значительно сокращает процесс разработки новых узлов».
Производство приборов для мониторинга

ООО «МОНИТОРИНГ» — метрологическая компания, то есть — один из ведущих игроков рынка комплексных работ по приборному, методическому и метрологическому обеспечению аналитических измерительных технологий в различных областях науки и производства.
Более четверти века компания производит и поставляет своим клиентам материалы и оборудование для точных измерений, включая такие категории, как чистые газы и газовые смеси, измерительные системы и средства измерения — газоанализаторы, оптические и инфракрасные спектрометры, измерители концентрации пыли, газовые расходомеры; занимается проведением аналитического контроля сред, например — объектов окружающей среды, также — разработкой методик выполнения измерений, технологических методик для различных производств, методик анализа и контроля объектов окружающей среды.
Стратегическая цель ООО «МОНИТОРИНГ» – сохранение и укрепление передовых позиций в России и за рубежом, в разработке и производстве измерительных систем и приборов, и в оказании метрологических услуг в области физико-химических измерений.
Дмитрий Сергеев, инженер ООО «МОНИТОРИНГ», рассказал:
«Для сохранения ведущих позиций компании необходимо постоянно внедрять современные технологии в процесс разработки и производства оборудования. Использование 3D-печати на стадии проектирования позволяет нашей компании вносить различные корректировки до начала производства. Это экономит время и средства.
После полугода использования 3D-принтера мы можем точно сказать, что он полностью оправдал наши ожидания. Принтер, по некоторым позициям, заменил целый цех механической обработки: с помощью него изготавливаются различные крепления и платы, а иногда и целые фрагменты изделий появляются буквально на глазах.
Раньше необходимо было разработать трехмерную модель в CAD-редакторе, перенести всё в двухмерные чертежи, отправить для изготовления, окончательно согласовать чертежи с производством, ждать не менее недели, а зачастую, в худшем случае — и до месяца, получить изготовленную модель и понять, что допущена ошибка в размерах. Это было очень увлекательно, но не сказать чтоб продуктивно. Часто после этого такую деталь требовалось «доработать напильником» и получившегося «уродца» пытаться встроить внутрь прибора. Эстетическое начало во мне не может смириться с таким, пусть не внешним, а внутренним, но видом. Поэтому приходилось поправлять чертежи и проходить все этапы по-новому. Из-за этого сдвигались сроки, увеличивалось количество звонков от заказчиков, возникали стрессовые ситуации в коллективе.
Мы присматривались к 3D-принтерам уже давно, но решили приобрести его только после того, как цех механической обработки из соседнего здания переехал на окраину города. Приобретение принтера позволило нам стать более свободными: теперь нет зависимости от посредников, деталь изготавливается, в зависимости от сложности, от 10 минут до 2-3 часов. В случае ошибки при моделировании изделие бракуется, за пару минут редактируется трехмерная модель в программе и изготавливается исправленная деталь. Пока принтер работает, можно заняться другими, более срочными делами.
Не обошлось, конечно, и без сложностей – наша компания печатает газовые кюветы для сенсоров, и они должны быть герметичны. В большинстве случаев технология FFF (FDM), применяемая в нашем принтере, не позволяет добиться необходимой герметичности в деталях с тонкими стенками. Через некоторое время нашим специалистам удалось найти решение этой проблемы — мы обрабатываем изделие современными химическими препаратами: верхний слой ABS-пластика слегка растворяется, изделие становится герметичным, а его поверхность становится зеркальной и гладкой.
Еще один существенный аспект, о котором стоит упомянуть: стоимость готового изделия. Учитывая трудозатраты и цену пластика, отношение стоимости детали, получавшейся раньше, до приобретения 3D-принтера и стоимости аналогичной детали теперь, с принтером, составляет не менее, чем десять к одному, а по некоторым деталям разница бывает и больше.
Это позволяет сохранять цены на прежнем уровне, несмотря на постоянное удорожание комплектующих. Например, постоянное упрощение и при этом улучшение конструкции расходомера газа «Поток» позволяло нам сохранять цену неизменной на протяжении 7 лет. Но постоянно упрощать, при этом не теряя внешних и внутренних качеств прибора, невозможно, поэтому появилась мысль повысить цену в этом году.
С использованием технологии 3D-печати мы можем сохранять цены на многие наши изделия на текущем уровне еще несколько лет.
Оцените сами: с одной стороны деталь, сделанная из ТОСП или Плексигласа на заводе, которая обходилась примерно в 400-500 рублей и изготавливалась не менее недели, с другой стороны – 2 часа изготовления, 5 минут на покрытие химией, сушка примерно час и около 30-40 рублей стоимость всех операций, учитывая весь затраченный материал.
В нашей компании 3D-принтер PICASO 3D Designer, за полгода использования, принес ощутимую пользу и окупил себя. Сейчас мы задумались над приобретением второго принтера, поскольку одного нам уже не хватает, и иногда возникают очереди на печать.
3D-печать это технология, с которой мы только знакомимся, поэтому перспективы использования открываются постепенно. Различных направлений для использования 3D-принтеров множество, и, на мой взгляд, данная область будет активно развиваться».
Узнать больше о 3D-принтерах Picaso 3D
Вы можете узнать больше о 3D-принтерах Picaso 3D и приобрести их на странице производителя и страницах принтеров:
|
3D-принтер Picaso Designer X Pro S2
|
3D-принтер Picaso Designer X S2
|
3D-принтер Picaso Designer XL Pro S2
|
|
3D-принтер Picaso Designer XL S2
|
Набор с 3D-принтером Picaso Designer Classic
|
|









Оставить комментарий