

Примеры кейсов применения 3D-принтеров IMPRINTA

В этой статье мы рассказываем о примерах применения отечественных 3D-принтеров российской компании IMPRINTA. Аппараты для 3D-печати IMPRINTA — это крупные принтеры с большим объемом построения, — профессиональное, производительное, но совсем не сложное в обращении оборудование, характеризующееся также как финансовой доступностью, так и доступностью сервиса, комплектующих и расходников, что делает их прекрасным инструментом для работы.
Читайте статью, чтобы узнать больше.
Содержание:
- 3D-печать с IMPRINTA в создании пресс-форм
- 3D-печать с IMPRINTA в автотюнинге
- 3D-печать с IMPRINTA в производстве шатров
- 3D-печать с IMPRINTA в разработке и производстве обуви
- 3D-печать с IMPRINTA в образовании
- 3D-печать с IMPRINTA на заказ
- 3D-печать с IMPRINTA в производстве деталей для промышленного оборудования
- 3D-печать с IMPRINTA на заказ в рамках 3D-ателье
- 3D-печать c IMPRINTA в конструкторском бюро
- Узнать больше о 3D-принтерах IMPRINTA
3D-печать с IMPRINTA в создании пресс-форм

Представленные на фото детали - это пресс-формы для изготовления сложных деталей из нержавеющей стали и алюминия, которые печатаются стеклонаполненным полимерным материалом Clotho ABS GF13 с близким к стопроцентному заполнением слоев при печати.
Стоимость изготовления подобных деталей несравнимо ниже, чем стоимость изготовления подобной оснастки из металла, путем фрезерования например.
Такие детали устанавливаются в пресс, по обеим сторонам от листа материала, который сжимается между ними и принимает их форму — так получается штампованная деталь.
Эти детали, напечатанные из полимерного материала, выдерживают около десяти-пятнадцати тонн давления при их использовании, как рассказал нам Дмитрий Гуров, инженер-конструктор компании GoshaTurbotech.

3D-печать в производстве штамповочных и литейных форм дает два несомненных преимущества — скорость изготовления и уменьшение накладных расходов. Фрезерование деталей в станке с ЧПУ требует намного больше времени, а также большого расхода как правило сильно более дорогостоящего металлического сырья.
Само написание программы для фрезеровального станка с ЧПУ также сложнее, чем подготовка 3D-модели для печати и требует участия более дорогостоящего специалиста, а делегирование этой задачи сторонней организации отнимет не только дополнительные средства, но и потребует больше времени, особенно если отдавать на аутсорс и моделирование, и фрезерование.

Внедрение 3D-принтера в производственный процесс значительно проще и дешевле, как при самом внедрении, так и уже в эксплуатации. Обучение работе с G-кодом для 3D-печати как правило занимает намного меньше времени, чем подготовка специалиста по созданию управляющих кодов для станка с ЧПУ. Само сырье, 3D-печатный пластик, выходит дешевле, чем металл, и что важно — применяется полностью, тогда как большая часть металла при фрезеровании уходит в отходы.
Применение пластиковых оснасток не только дешевле, но и быстрее, а это поддерживает гибкость производства и позволяет быстро изменять номенклатуру изготавливаемых деталей. В любой момент доступно изменение моделей, и это не нанесет серьезного материального ущерба, как отказ от использования изготовленной на заказ металлической формы.
3D-печатная деталь для формовки или штамповки имеет значительно меньший ресурс, чем металлическая, но — если вы не собираетесь годами выпускать одинаковые детали без малейшего их изменения, избыточная износостойкость значительно более дорогой прессформы вам скорее всего не нужна. А с 3D-печатью вы можете изменять и расширять ассортимент производимой продукции хоть каждый месяц.
3D-печать с IMPRINTA в автотюнинге

Применение 3D-печати в создании деталей для тюнинга и кастома автомобилей приобрело очень широкое распространение уже достаточно давно, чуть ли не с первых шагов 3D-печати в промышленности. Сейчас 3D-печать в автомобильной сфере уже давно не гость, она находит тут множество точек приложения своих достоинств.
Это совершенно не удивляет, учитывая такую особенность этой сферы деятельности, как постоянная потребность в создании уникальных, штучных и мелкосерийных деталей — а ведь именно в этом 3D-печать проявляется максимально продуктивно и выгодно.
Прототипирование, как и создание готовых деталей, даются 3D-принтеру одинаково хорошо, с учетом возможности применения разных материалов для 3D-печати с разными термическими и механическими свойствами.
Смотрите видео о том, как компания Gosha Turbotech использует 3D-принтер Hercules G4 Duo для тюнинга автомобилей.
3D-печать с IMPRINTA в производстве шатров

Компания “Шатры и тенты” занимается проектированием, созданием, ремонтом и обслуживанием каркасно-тентовых конструкций с 2008 года, обладая производством полного цикла — от создания проекта до выпуска готовых изделий и сборки-установки. Компания производит стандартные шатры и уникальные под заказ, продает их и сдает в аренду, в том числе с установкой и разборкой собственными силами.
В 2023 году “Шатрами и тентами” был приобретен 3D-принтер Hercules G3, который предназначался для изготовления клапанов и заглушек для шатрово-тентовых изделий.
Объем камеры печати Hercules G3 отлично подошел для печати деталей, применяемых в конструкции тентов и шатров. Печать производится полимерами с составом ABS и TPU.

Детали изготавливаются методом печати на 3D-принтере по мере необходимости, нет никакого смысла печатать их впрок, потому обычно их печатается немного. Это позволяет не тратить лишние время и средства на создание деталей, которые будут лежать на складе мертвым грузом.
В любой момент необходимая деталь может быть напечатана, её не надо ни у кого заказывать и ждать — не надо подготавливать проект для стороннего подрядчика и ждать доставки от него много дней. Собственная 3D-печать это оперативно и удобно.

3D-печать с IMPRINTA в разработке и производстве обуви

3D-печать в производстве обуви это уже давно не новость — еще в 2015 году фирма Adidas представила свои первые кроссовки с 3D-печатной подошвой Futurecraft 3D. Приблизительно тогда же, а то и несколько ранее, на распространяющих 3D-модели для печати сайтах появлялись уже первые образцы проектов самодельной 3D-печатной обуви. История применения 3D-печати в производстве обуви насчитывает уже не один год.
Нашли ли аддитивные технологии себе применение в этой области в России? Да — изготовитель обуви RALF RINGER, производящий и реализующий свою продукцию под марками «Ralf Ringer», «Piranha» и «Riveri», охватывающими разные возрастные категории, применяет 3D-технологии в своем производстве еще с 2017 года — года приобретения компанией первого 3D-принтера.
Изготовление подошвы — это сложный технологический процесс, состоящий из проектирования, создания макета и изготовления дорогостоящей алюминиевой оснастки для литейного станка. Такая форма, если она будет сделана неправильно, это минус десяток тысяч евро из бюджета компании. Потому, для сведения рисков к минимуму, крайне важно создать точный макет будущей детали — каблука или подошвы. Раньше это занимало очень много времени, так как модели создавались на шестикоординатных фрезеровальных станках с ЧПУ или печатались на порошковых 3D-принтерах, а это достаточно дорого, а в первом случае еще и долго.
Чтобы ускорить и удешевить техпроцесс компания RALF RINGER приобрела HERCULES STRONG еще в 2017 году, для применения его в изготовлении макетов подошв, что резко снизило и себестоимость макетов — в 15−20 раз, и сроки их создания — буквально до одних суток.
После этого принтер применили и для изготовления макетов каблуков. В конструкции каблука очень важна его устойчивость — он должен плотно прилегать к поверхности, на которой стоит, от этого зависят безопасность и комфорт пользователя. Элементы основы обуви, подошвы в сборке, то есть каблук, основная стелька или полустелька, супинатор и жесткий задник должны быть очень точно подогнаны друг к другу, это очень важно, ведь комфортное ношение обуви зависит буквально от каждого миллиметра в размерах деталей ее конструкции.
После приобретения 3D-принтера процесс точнейшей подгонки деталей стал намного проще — еще до создания производственных пресс-форм на 3D-принтере печатаются модели деталей обуви, которые испытываются в полной мере и переделываются до достижения всех необходимых свойств, столько, сколько нужно.
Помимо применения в создании собственно обуви, 3D-печать в компании RALF RINGER применяется и для обслуживания собственного оборудования — для 3D-печати прокладок и уплотнителей, а также других расходников и деталей для станков, которые слишком дорого заказывать у зарубежного производителя и слишком долго ждать. 3D-печать помогает компании изготавливать замену некоторым запасным частям для оборудования, таким образом экономя и оперативнее реализуя поддержку технического парка производства.
Помимо запчастей, этот же подход применяется к изготовлению оснастки, такой как упоры и обжимки, что дает возможность компании расширять ассортимент изготавливаемой обуви, запуская в производство более сложные в изготовлении и комфортные в носке модели.
3D-печать с IMPRINTA в образовании

Занятия в СЮТ. Кружок "Юный 3D мастер"
Главному герою этого кейса оборудование IMPRINTA помогло организовать процесс обучения детей применению 3D-технологий, сделав его полезным и интересным, профессиональным и нацеленным на то, чтоб предоставить им больше возможностей для дальнейшей реализации полученных знаний в будущем — в последующем образовании и получении интересных и востребованных профессий.

Андрей Иванович Овсянников, выпускник Норильского индустриального института, инженер-механик строительно-дорожных машин, подъемно-транспортного оборудования и механизмов по специальности и педагог по призванию, сейчас работает ведущим конструктором в отделе подъемно-транспортного оборудования и шахтного подъёма в ООО «Институт "Гипроникель"», и он стал первым в Норильске, кто начал преподавать аддитивные технологии детям. Кружок "Юный 3D мастер" организован им на базе станции юных техников.
В программе его деятельности — конкурсы по 3D-моделированию и прототипированию для детей в возрасте от десяти и от четырнадцати лет, а также ежегодные мастер-классы по 3D-моделированию для преподавателей Норильска.
Андрей Иванович интересовался 3D-печатью еще с 2011 года, постоянно накапливая и совершенствуя свои знания в аддитивных технологиях. В 2015 году родители детей, посещающих станцию юных техников, предложили ему открыть кружок по 3D-печати. Это потребовало от него совершенно новых знаний — навыков преподавания, которые он приобрел и аттестовался как педагог. Так инженер стал педагогом первой категории и ведущим кружка.
Поначалу, конечно, были сложности, такие как дефицит оборудования — компьютеров было мало, а 3D-принтер вообще лишь один. Но кружок работал и развивался.
 Учебная печать. Материал - PLA. Принтер - Hercules 2018
Учебная печать. Материал - PLA. Принтер - Hercules 2018
По мере обучения задания стали усложняться и приобретать более практический характер. Дети проектировали и печатали елочные игрушки, значки, модели ракет к 12 апреля.
 Ракета. Материал - PLA. Принтер - Hercules 2018. Температура сопла 205 °С. Температура стола 64 °С
Ракета. Материал - PLA. Принтер - Hercules 2018. Температура сопла 205 °С. Температура стола 64 °С
Многие модели применяли готовые, с разных сайтов, некоторые дети создавали сами. Моделировали в ПО “Компас-3D”.
Все работы печатаются PLA, как наименее токсичным из всех существующих пластиков — полилактид-акрилат считается экологически чистым и даже разлагается в окружающей среде.
 Бычок. Материал - PLA. Принтер - Hercules 2018. Температура сопла 205 °С. Температура стола 64 °С
Бычок. Материал - PLA. Принтер - Hercules 2018. Температура сопла 205 °С. Температура стола 64 °С
С увеличением посещаемости кружка возросла и популярность 3D-печати в приполярном городе. Этот сегмент в образовании Норильска постепенно растет, и сложность заданий в устраиваемых конкурсах также поднимается. Занимающиеся в кружке дети могут всё больше и больше.
 Сувенирная фигурка. Материал - PLA. Принтер - Hercules 2018. Температура сопла 205 °С. Температура стола 64 °С
Сувенирная фигурка. Материал - PLA. Принтер - Hercules 2018. Температура сопла 205 °С. Температура стола 64 °С
Одним из заданий было — напечатать и собрать модель танка Т 34-85, для которой Андрей Иванович разработал эскизы всех деталей. Подготовленная информация передавалась учащимся, а они, на её основе, создавали чертежи и модели для 3D-печати. Участники конкурса, таким образом, смогли продемонстрировать свои навыки по проектированию, 3D-печати деталей и сборке готовой модели.
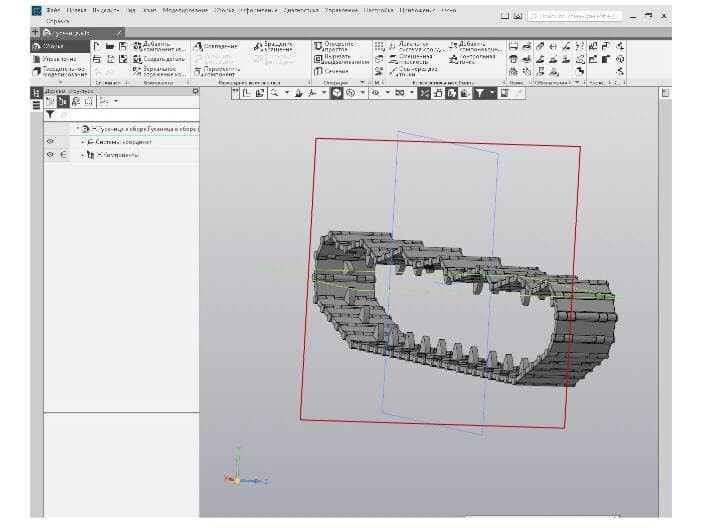 3D-модель гусеничной ленты танка
3D-модель гусеничной ленты танка
В том числе и благодаря деятельности кружка, возрос интерес к теме трехмерной печати и у взрослых, в первую очередь — других преподавателей. Так появилась и была реализована идея проведения мастер-классов по преподаванию аддитивных технологий для педагогов школ города.
Помимо этого, при участии Андрея Ивановича были разработаны программы обучения детей 7-17 лет работе с программными инструментами “Компас-3D” и “Blender”.
 Работа в программе по 3D-моделированию. Занятия в СЮТ. Кружок "Юный 3D мастер"
Работа в программе по 3D-моделированию. Занятия в СЮТ. Кружок "Юный 3D мастер"
В 2020-21 учебном году кружок получил бюджет на новый принтер. После рассмотрения всех характеристик, отзывов, а также таких факторов, как доступность ремонта и замены, после чтения многочисленных отзывов и сравнения оборудования разных производителей по характеристикам и отношению цены к качеству выбран был Hercules 2018.
Выбор этот в дальнейшем оправдал себя. Принтер показал себя простым и удобным в настройке, калибровке, обслуживании, при этом продемонстрировал высокую надежность и хорошее качество печати. Сейчас, когда уже есть другие принтеры для сравнения, эта точка зрения подтвердилась. Кроме Hercules 2018 у кружка еще три принтера, коллеги из КНР, и они уступают ему в удобстве и точности, например — у всех троих есть дополнительные сложности с калибровкой платформы.
Андрей Иванович планирует создавать 3D-принтеры собственной сборки, чтобы дать большему числу учащихся кружка возможность одновременной работы с ними. Для этой цели уже были закуплены комплектующие и материалы. Осталось лишь закончить проектирование устройства. А в создании этих аппаратов, печатая детали для них, поможет всё тот же Hercules.
3D-печать с IMPRINTA на заказ
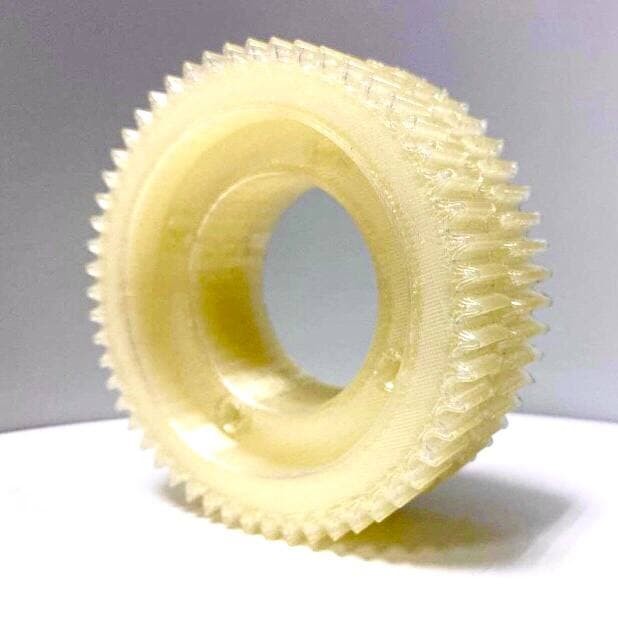
Паразитная шестерня для токарного станка. Материал нейлон. Принтер - Hercules 2018. Температура сопла - 260°С. Температура стола 80°С. Диаметр сопла - 0,5 мм. Толщина слоя печати - 0,2 мм.
Даниил Романович Павлюченков, выпускник Московского государственного технологического университета «СТАНКИН», занимается 3D-печатью профессионально с 2017 года.
 Предмет особой гордости Даниила — разработка принципиально новой аддитивной технологии создания 3D-объектов — ПКС, то есть — технологии проволочно-композитного синтеза.
Предмет особой гордости Даниила — разработка принципиально новой аддитивной технологии создания 3D-объектов — ПКС, то есть — технологии проволочно-композитного синтеза.
С её помощью он создал серию макетов противолодочных ракет: АПР-1, АПР-3, АПР-3м. Основной профиль деятельности Даниила Романовича — 3D-печать прототипов и моделей боевых изделий.
Ранее он работал инженером-конструктором по тех.оснастке в АО «ГНПП “Регион”», а затем создал новую технологию создания трехмерных объектов — ПКС. Не внезапно и не на ровном месте случились такие достижения, само собой — ранее Даниил изучил и отремонтировал 3D-принтер фирмы Picaso 3D, таким образом познакомившись с аддитивными технологиями.
Вслед за этим пришли идеи о том, как еще можно применить аддитивные технологии на знакомом ему участке производства. Варианты были предложены руководству организации, и оно нашло их интересными, процесс пошёл. Сначала использовались самые простые и дешевые китайские 3D-принтеры, но затем от их использования отказались в пользу более профессионального оборудования — отечественных Hercules 2018. Так было запущено их применение в проектировании изделий военного назначения.
Для 3D-моделирования изделий для 3D-печати Даниил использует, по большей части, такие программы как Fusion 360 и SolidWorks, постепенно осваивая и Blender, чтобы расширить свои возможности.
Помимо работы в комплексе ВПК, в свободное время Даниил работает и по вполне мирным направлениям, печатая на заказ множество полезных бытовых мелочей — от деталей бытовой техники и различного рода креплений до скелетов динозавров.
 Материал Pla. Принтер - Hercules 2018. Температура сопла - 210°С. Температура стола 50°С. Диаметр сопла - 0,5 мм.
Материал Pla. Принтер - Hercules 2018. Температура сопла - 210°С. Температура стола 50°С. Диаметр сопла - 0,5 мм.
В месяц получается выполнить около 10-15 заказов. Всё надо обсудить и оговорить заранее, каждую деталь и каждый нюанс, а затем подготовить цифровую модель и напечатать её, что и само по себе не всегда быстро, так что — такие объемы в порядке вещей.
Заранее обсуждаются следующие нюансы:
-
Требуемая прочность;
-
Предполагаемый температурный диапазон эксплуатации изделия;
-
Стойкость к воздействию агрессивной химии;
-
Внешний вид — то есть, какие элементы будут на виду, а где эстетикой можно пожертвовать в угоду надежности.
В итоге, у сторон на руках остается полная спецификация будущего прототипа. Заказчик всегда заранее в курсе, где будет некрасиво или непрочно. Это сводит возможные жалобы к минимуму.
 Материал Pla. Принтер - Hercules 2018. Температура сопла - 210°С. Температура стола 50°С. Диаметр сопла - 0,5 мм.
Материал Pla. Принтер - Hercules 2018. Температура сопла - 210°С. Температура стола 50°С. Диаметр сопла - 0,5 мм.
Подобная стратегия и умеренные цены приносят свои плоды: круг постоянных и новых заказчиков постоянно растет.
Бытовая печать деталей для всевозможной бытовой техники, например — кухонной, бывает выгодна очень часто — не все производители готовы продавать запчасти, надеясь на то, что человек выбросит их устройство и купит такое же.
Типичный пример: заказ на печать детали для газонокосилки. Суть проблемы — запчасть не продается отдельно, только в сборе с основным узлом. Помимо того, что без этого элемента газонокосилка не работает, так и цена ремкомплекта составляет 10 000 рублей. А это, при общей стоимости газонокосилки в 15 000 рублей, делает приобретение узла крайне невыгодным. По итогу этого кейса — услуги Даниила обошлись клиенту в 250 рублей.
 Материал Pla. Принтер - Hercules 2018. Температура сопла - 210°С. Температура стола 50°С. Диаметр сопла - 0,5 мм. Слой печати - 0,2 мм.
Материал Pla. Принтер - Hercules 2018. Температура сопла - 210°С. Температура стола 50°С. Диаметр сопла - 0,5 мм. Слой печати - 0,2 мм.
Заказы попадались разные: в том числе, например, печать скелета динозавра высотой около полутора метров, по утверждению заказчика — скан с оригинала; скан робо-собаки и другие сканирования интересных объектов.
 Материал Pc/ABS. Принтер - Hercules 2018. Температура сопла - 250°С. Температура стола 100°С. Диаметр сопла - 0,5 мм.
Материал Pc/ABS. Принтер - Hercules 2018. Температура сопла - 250°С. Температура стола 100°С. Диаметр сопла - 0,5 мм.
В ответ на вопрос о том, как он себе представляет дальнейшее развитие 3D-технологий, сканирования и печати, молодой специалист ответил:
«На данный момент в мире происходит активное развитие «металлических» решений, причем — в совершенно различных направлениях: от “порошковых” до “проволочных”. Считаю последние очень перспективными, особенно с применением импульсных лазеров и открытой зоны построения изделия. Именно таким и является разработанная с моим участием технология ПКС, то есть проволочно-композитный синтез.
В ее основе заложен принцип формирования модели через двустороннюю послойную контактную сварку лазерами, при которой не происходит полного расплавления расходного материала. В качестве него используется тонкая стальная проволока толщиной до 1 мм. Нужно отметить, что проволока в процессе изготовления прототипа сваривается, а не наплавляется. Для справки: в других странах работают с проволокой толщиной от 1,5 мм, российская технология уникальна».
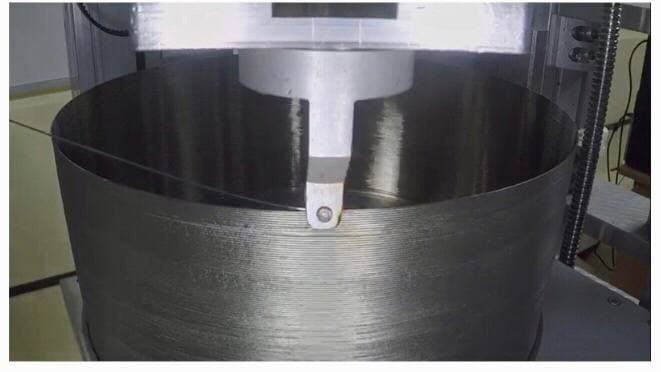 Момент формирования детали по технологии ПКС. Диаметр 240 мм, скорость около 400мм по оси Z в час.
Момент формирования детали по технологии ПКС. Диаметр 240 мм, скорость около 400мм по оси Z в час.
3D-печать с IMPRINTA в производстве деталей для промышленного оборудования
 Алексей Осипов
Алексей Осипов
Читайте далее о том, как Hercules Strong Duo помогает оптимизации производственных процессов.
Аддитивные технологии давно вышли за рамки экспериментов и уже много лет применяются в высокотехнологичном производстве, не только опытном, но и полномасштабном, и даже там, где их применение никогда и не предполагалось.
Опытом применения 3D-принтеров IMPRINTA с нами делится Алексей Борисович Осипов — начальник технологического бюро компании «Электон» в городе Радужный. ЗАО «ЭЛЕКТОН» — это ведущий производитель наземного электротехнического оборудования для нефтяной промышленности в России.
Также в профиле компании:
-
выпуск медицинского оборудования,
-
выпуск автономных многоканальных аудиорегистраторов (“черных ящиков”).
На счету компании тридцать патентов.
Первоначально Hercules Strong Duo был закреплен за отделом разработки, но, поскольку Алексей проявил активную заинтересованность в освоении прототипирования и 3D печати, технику передали ему.
Задача его заключалась в том, чтобы грамотно интегрировать возможности принтера Hercules в сложившийся процесс НИОКР по разработке прототипов оснастки и доказать состоятельность аддитивных технологий.
Конкретные цели, которые руководство поставило перед командой Алексея:
-
Создание специальной гибочной оснастки для нестандартных изделий;
-
Сокращение времени на гибку деталей.
В идеале, оснастка должна была предоставить возможность производить несколько гибочных операций на одном станке за один раз. Среднее время на создание готового тестового образца оснастки составило 5-6 часов.
Как сказал Алексей Осипов:
«В плане прототипирования принтер, конечно, помог, сейчас мы делаем пробный инструмент на принтере, после чего уже отдаём чертежи на изготовление окончательного варианта из металла. Время и стоимость, конечно же, экономятся 3D-печатью».
То есть, новая технология привела к тому, что усилия на изготовление нескольких тестовых образцов из металла, а также долгая их доводка до требуемых значений, тщательная подгонка — ушли в прошлое. Все-таки, трудозатраты по работе с металлом и пластиком несравнимы, с пластиком работать куда проще и быстрее.
Немаловажен и экономический фактор — себестоимость итогового образца оснастки может составлять несколько тысяч евро. И цена ошибки при доводке также влияет на стоимость конечных продуктов.
«Раньше мы изготавливали несколько пробных вариантов из металла, так как приходилось вносить коррективы», — добавил Алексей.
Рассмотрим несколько образцов, изготовленных при помощи 3D-принтера IMPRINTA.
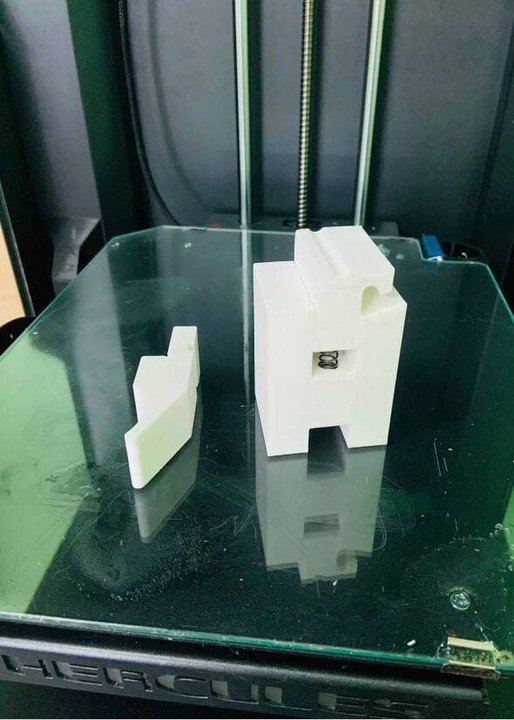
Прототип матрицы для гибки металла
Описание проекта:
-
Сопутствующая задача — рабочие поверхности не должны оставлять следов на металле обрабатываемых изделий;
-
Оснастка состоит из основания и двух подпружиненных роликов в форме полумесяца, которые вращаются под действием силы в центре образца;
-
Назначение — обработка деталей, где нужно сделать короткий гиб;
-
Температура сопла: 225°C;
-
Температура рабочего стола: 110°C.
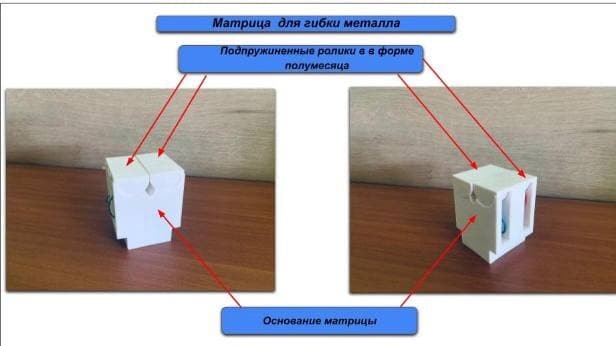
Матрица для гибки металла. Материал: ABS. Сопло: 0,5. Слой печати: 0,2 Фото предоставлено Алексеем Осиповым
Матрица для Z-образной гибки металла
Описание проекта:
-
Сопутствующая задача — проведение 2 гибов за один подход;
-
Температура сопла: 225°C;
-
Температура рабочего стола: 110°C.

Матрица для Z-образной гибки металла. Материал: PETG. Сопло: 0,5. Слой печати: 0,2. Фото предоставлено Алексеем Осиповым
Матрица для П-образной гибки металла
Описание проекта:
-
Сопутствующая задача — проведение 4 гибов за один подход;
-
Температура сопла: 225°C;
-
Температура рабочего стола: 110°C.
 Матрица для П-образной гибки металла. Материал: PETG. Сопло: 0,5. Слой печати: 0,2 мм. Фото предоставлено Алексеем Осиповым
Матрица для П-образной гибки металла. Материал: PETG. Сопло: 0,5. Слой печати: 0,2 мм. Фото предоставлено Алексеем Осиповым
Прототип пуансона и матрицы для завивки металла в петлю
Описание проекта:
-
Сопутствующая задача — получение предсерийного образца оснастки;
-
Температура сопла: 225°C;
-
Температура рабочего стола: 110°C.
Прототип пуансона и матрицы для завивки металла в петлю. Материал: ABS. Сопло: 0,5. Слой: 0,2. Фото предоставлено Алексеем Осиповым
Прототип воздушного ножа
Описание проекта:
-
Сопутствующая задача — получение предсерийного образца воздушного ножа;
-
Температура сопла: 225°C;
-
Температура рабочего стола: 110°C.
Воздушный нож — это устройство для создания мощной плоской струи воздуха, для продувки деталей после галтовки.
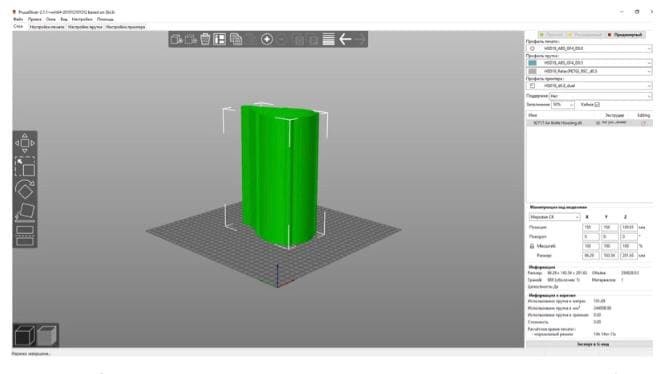 Разработка Управляющей программы для печати воздушного ножа на HSD 2019. Фото предоставлено Алексеем Осиповым
Разработка Управляющей программы для печати воздушного ножа на HSD 2019. Фото предоставлено Алексеем Осиповым
 Прототип воздушного ножа. Материал:ABS GF-4. Сопло: 0,8. Слой печати: 0,3. Фото предоставлено Алексеем Осиповым
Прототип воздушного ножа. Материал:ABS GF-4. Сопло: 0,8. Слой печати: 0,3. Фото предоставлено Алексеем Осиповым
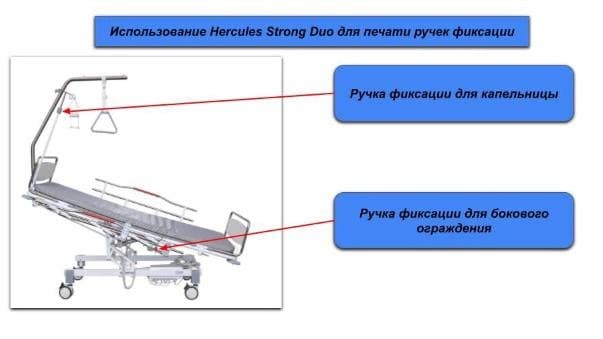
Высокая нагрузка легла на 3D-принтер Hercules Strong Duo при потоковой печати комплектующих изделий для производства медицинских кроватей.
С началом пандемии резко возрос спрос на эту продукцию ЗАО «ЭЛЕКТОН». Аддитивные технологии были использованы для изготовления ручек, фиксаторов для ограждения кроватей и стойки капельницы.
Ручка фиксатора для ограждений медицинской кровати
Описание проекта:
-
Задача — потоковая печать серийного образца;
-
Температура сопла: 225°C;
-
Температура рабочего стола: 110°C.

Ручка фиксатора для ограждений медицинской кровати. Материал: ABS. Сопло: 0,5. Слой печати:0,2. Фото предоставлено Алексеем Осиповым
Итак, подытожим основные преимущества аддитивных технологий на производстве:
-
Универсальность и оперативное развертывание для любой потребности предприятия (разработка, потоковая печать и другие);
-
Относительная дешевизна прототипирования;
-
Возможность быстрой корректировки результатов;
-
Минимальное время между постановкой задачи и выходом испытательного образца;
-
Существенная экономия по сопутствующим расходам и калибровке в ходе НИОКР.
«Касательно перспективных разработок хочу отметить, что 3D-принтер играет одну из важных ролей в создании опытных образцов элементов конструкций. С помощью 3D-печати специалисты отрабатывают элементы конструкции, которые в дальнейшем внедряются на производстве», — заметил Алексей Осипов.
Процесс интеграции принтера в конструкторские разработки не останавливается. Одной из перспективных новинок является пульт управления преобразователем частоты, элементы конструкции которого разработаны с помощью 3D-принтера. В настоящее время образец проходит процесс отладки.
В перспективе компания рассматривает коммерческое использование 3D-печати — применение её в серийном производстве деталей.
«Лично мне интересно развиваться в сфере 3D-печати. Мы постоянно обсуждаем с нашими разработчиками идеи о дальнейшем внедрении 3D-печати в производство. Я очень много слежу в социальных сетях за другими людьми и организациями работающими в сфере аддитивных технологий — многие аккаунты действительно вдохновляют развиваться и делать что-то стоящее», — сказал Алексей Осипов в завершение нашей беседы.
3D-печать с IMPRINTA на заказ в рамках 3D-ателье

3D-технологии продолжают своё движение в сторону увеличения доступности для широких масс пользователей и, естественно, у многих появляется мысль о том, что было бы неплохо если не открыть свой бизнес, связанный с 3D-печатью, то хотя бы сделать её дополнительным источником доходов.
С развитием российских компаний-производителей и всё увеличивающейся доступностью бюджетных 3D-принтеров китайского производства студии 3D-печати стали появляться как грибы после дождя. Большинство предпринимателей в этой сфере выбирали самый простой путь — печать штучных изделий на заказ и ожидание нового заказчика.
Такой подход, в большинстве случаев, заканчивается крахом. Вероятно, это было связано с двумя факторами:
-
значительно возросшая конкуренция;
-
отсутствие спроса на услуги, так как мало кто из обывателей знал, как именно можно применять 3D-печать.
Большие трудозатраты на поиск заказов, недостаточное количество клиентов, постоянно встающий вопрос о целесообразности приобретения дополнительных 3D-принтеров, так как на одном сложно выполнить большой объём заказов — всё это не добавляло оптимизма.
Выжили далеко не все студии, откуда и пошло распространенное мнение о том, что данный род деятельности не приносит выгоды.
Тем не менее, у некоторых студий дела идут в гору, и из мейкеров-надомников они превращаются в уверенно развивающиеся компании, приносящие прибыль.
Почему же так происходит? В этот раз мы пообщались с пользователем 3D-принтера Hercules Strong — Александром Богомоловым, основателем мастерской “MIR3D.RND”. Александр открыл собственную мастерскую, в которой сочетаются направления фрезерования и 3D-печати и, надо отметить, основной упор делает именно на второе направление.

Всё началось с того, что в 2019 году Александр прошёл программу губернаторской подготовки специалистов малого и среднего бизнеса.
И, поскольку тема аддитивных технологий давно его интересовала, свой дипломный проект он представил в виде бизнес-плана по созданию мастерской, которая совмещает в себе 3D-печать и фрезеровку. После защиты проекта и была открыта мастерская.
3D-принтер был выбран в соответствии со следующими соображениями:
-
это должно было быть профессиональное оборудование;
-
принтер должен производиться в России;
-
должна быть возможность получения помощи от производителя в случае необходимости;
-
также должна быть возможность быстрого получения запасных частей для 3D-принтера, в случае их поломки;
-
у аппарата должна быть большая платформа (рабочая поверхность) и камера (объем печати), чтоб можно было производить множество деталей за сеанс или отдельные особо крупные изделия.
В соответствии с этими требованиями и был выбран 3D-принтер Hercules Strong.
Как и в большинстве студий 3D-печати, в студии Александра производится печать на заказ, и обычно эти изделия — замена сломанных деталей для разных устройств, — крышечки, шестерни и прочие составляющие части бытовой техники.

В процессе работы Александр осознал, что для дальнейшего развития нужно увеличивать оборот, для чего необходимо выделяться на фоне конкурентов, а для этого надо создать уникальное торговое предложение. И он решил найти собственную узкую целевую аудиторию, и делать упор на развитие именно в этом направлении.
Ставка была сделана на бьюти-сферу, а точнее — на мастеров, занимающихся плетением дредов. Александр разработал специальное приспособление для плетения, которое сейчас пользуется большой популярностью и очень помогает мастерам в работе.

Таким образом, сумев найти своего потребителя и создав необходимый товар, Александр обеспечил спрос на свою уникальную продукцию и получил источник стабильного дохода.
Кроме того, студия специализируется на печати кронштейнов, крестовин и уголков для выставочных павильонов и тентов для отдыха.
Не всегда широкий профиль услуг в сфере 3D-печати даёт стабильный поток клиентов, а вот освоение более узкого направления, которое еще не освоено другими — может вывести студию 3D-печати на свою аудиторию, которой будет нужно именно то, что печатаете вы.
3D-печать c IMPRINTA в конструкторском бюро

Конструкторское бюро "КБ Мехатроники" — это научно-производственное предприятие, производящее и поставляющее на рынок с двухтысячного года электродвигатели, мотор-редукторы и другие электромеханические узлы, применяющиеся в области робототехники, транспортного машиностроения, атомной промышленности и медицинского оборудования.
Основные линии на данном производстве:
-
токарная обработка;
-
фрезерная обработка;
-
электроэрозионная обработка.
Но, кроме вышеперечисленных технологий, КБ использует и 3D-печать.
Для чего именно применяется 3D-печать в этой организации и какие выгоды получает предприятие благодаря аддитивным технологиям: поведал нам Сергей Александрович Петрищев, директор «КБ Мехатроники».
Для производства деталей вентильных двигателей разрабатываются и печатаются на 3D-принтере изоляторы для обмотки, корпуса для защиты электронной части, стойки для крепления элементов конструкции.
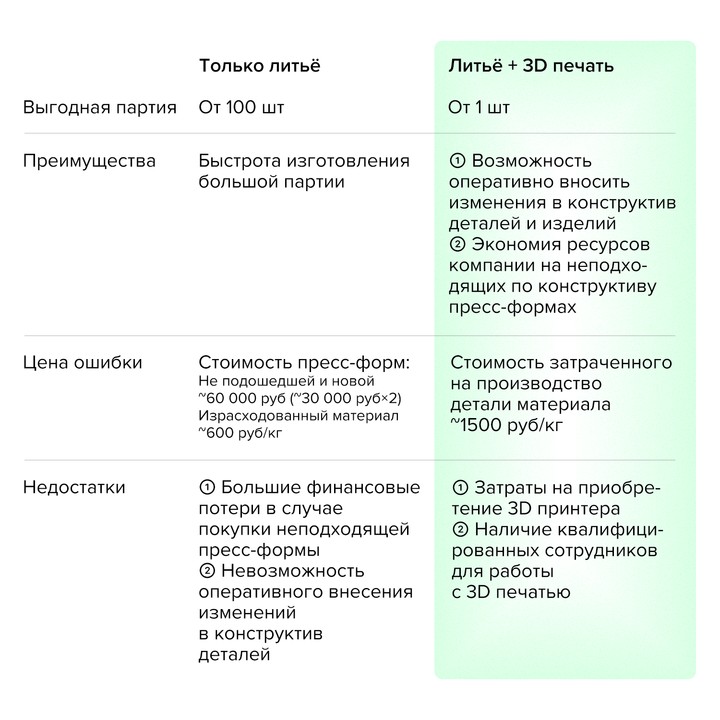
С помощью 3D-печати организация может оперативно изменять конструкцию изделий, получать прототипы новых деталей, оценивать результаты вносимых изменений, и только после этого запускать в масштабное серийное производство именно те детали и изделия, которые показали лучшие результаты. Серийное производство же осуществляется по технологии литья под давлением.
На фотографиях ниже представлены изделия серийного производства, которые были разработаны при помощи прототипирования с участием 3D-принтера.
|
|
|

Так, с применением аддитивных технологий Конструкторское бюро значительно сокращает издержки, финансовые затраты на изготовление или покупку пресс-форм. Ведь нет смысла заказывать дорогостоящую (напомним, что пресс-формы могут стоить от десятков тысяч рублей до десяти тысяч евро) форму для изделий, форма и устройство которых могут измениться в процессе дальнейшей разработки и совершенствования в ближайшие неделю, месяц, полгода.
Как окупает себя технология 3D-печати
Сейчас, не без участия аддитивных технологий, "КБ Мехатроники" справляется со всеми своими задачами. При помощи всего одного 3D-принтера Hercules. Купленный ранее аддитивный аппарат другого производителя печатал практически также хорошо, но медленно и не в том объёме.
Ключевыми моментами при выборе 3D-принтера были:
-
производительность;
-
возможность установки сопел разного диаметра (на случай печати габаритных изделий);
-
возможность печати разными видами пластика, такими как petg, полиэтилен и другие.
Обмотка в изделиях может нагреваться до 100 градусов цельсия, поэтому КБ использует термостойкие и пожаробезопасные материалы. Также, в процессе намотки провода, на катушки создается высокая механическая нагрузка, потому к применяемым деталям предъявляются высокие требования и по этому параметру — прочности.
Исходя из всех этих требований к 3D-принтеру, выбран для применения на производстве был именно Hercules — он полностью соответствовал всем перечисленным выше параметрам.
Никаких сложностей с освоением аппарата и работой на нём в организации не возникало, так как на производстве работают достаточно квалифицированные сотрудники с опытом в 3D-печати.
3D-принтер Hercules используется в конструкторском бюро уже не один год, не два и не три. Притом, за всё время его эксплуатации возникла лишь одна единичная неисправность, которая была легко и быстро ликвидирована, не успев хоть как-то помешать работе.
3D-печать стала играть очень большую роль в автоматизации производства, делая его всё более эффективным и повышая окупаемость. Стоит отметить и несомненное удобство: вы можете запустить печать на ночь, отпустить всех сотрудников домой, а утром получить готовые напечатанные детали. Могли ли вы представить себе такое каких-нибудь двадцать лет назад?
Узнать больше о 3D-принтерах IMPRINTA
Узнать больше о 3D-принтерах IMPRINTA и приобрести их вы можете на странице производителя и страницах принтеров:





Оставить комментарий