

Постобработка SLM 3D-печатных моделей, методы и инструменты

Из этой статьи вы узнаете о том, как можно обрабатывать созданные по технологии SLM 3D-печатные модели, какие новые свойства им придаст послепечатная обработка и какие процессы, материалы и оборудование для этого используются.
Содержание:
Что такое SLM-3D-печать
Технология SLM
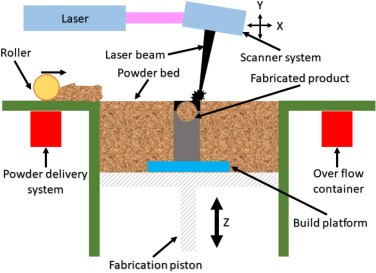
Селективное лазерное плавление (SLM) — сравнительно новая технология 3D-печати, разработанная в 1995 году немецкими учеными. Как и в SLA, где используется ультрафиолетовый лазер, в SLM для формирования 3D-деталей применяется мощный лазерный луч. Основное отличие — в материале. Если SLA оперирует фотоотверждаемым полимером, то в SLM лазер используется для расплавления мелкодисперсных частиц, сплавления их в единую структуру.
В процессе печати лазерный луч расплавляет и сплавляет вместе различные металлические порошки. Когда лазерный луч попадает на тонкий слой материала, он выборочно соединяет, сплавляет частицы вместе. После одного полного цикла печати принтер добавляет новый слой материала к предыдущему.
После этого объект опускается на величину, равную толщине одного слоя. Когда процесс печати завершен, оператор вручную удаляет неиспользованный порошок с объекта.
Основное различие между SLM и SLS заключается в том, что SLM полностью расплавляет порошок, в то время как в SLS используется только частично расплавленный или спеченный порошок. Как правило, конечные продукты, полученные методом SLM, более прочные, так как в них меньше или вообще нет пустот. SLM-печать часто используется для изготовления 3D-деталей со сложной структурой, геометрией и тонкими стенками.
Аэрокосмическая промышленность использует SLM 3D-печать в некоторых своих новаторских проектах. Как правило, это те, которые направлены на создание точных, прочных и легких деталей.
Сейчас SLM довольно широко распространена в аэрокосмической и медицинской ортопедической промышленности.
Среди тех, кто инвестирует в 3D-принтеры, печатающие по технологии SLM, — исследователи, университеты, разработчики металлических порошков и другие профессионалы, стремящиеся изучить весь спектр и будущий потенциал такого сырья, как металлический порошок.
Технология SLM была разработана Институтом Фраунгофера и представляет собой процесс, в котором используется лазерный источник тепла для выборочного расплавления порошка методом его расплавления. Интенсивность лазера для SLM варьируется от 100 Вт до 1 кВт и обычно имеет гауссово распределение. Лазер сканирует слой порошка с помощью гальванометров, для создания бассейна (слоя) расплава, в котором плавится не расплавленный порошок. Порошковый слой таким образом нагревается для расплавления, а окисление контролируется и предотвращается с помощью применения инертного защитного газа.
Толщина слоя при SLM обычно составляет порядка 30-90 мкм. Направление сканирования изменяется в течение всего процесса печати, чтобы не допустить появления дефектов из-за однонаправленности слоев. SLM широко используется при изготовлении требовательных к прочностным характеристикам дорогостоящих деталей и инженерных решетчатых структур.
Преимущества и ограничения SLM в медицине
Преимущества и ограничения 3D-печати по технологии селективного лазерного плавления, то есть SLM, заключаются в том, что такой метод печати позволяет изготавливать детали сложной геометрии, которые невозможны при использовании традиционных методов производства, таких как литье, порошковая металлургия, ковка и экструзия.
Как и другие методы аддитивного производства, производство биомедицинских устройств с помощью SLM имеет экономический эффект, поскольку позволяет выпускать небольшие партии продукции без значительных затрат на подготовку и разработку. В частности, по сравнению с традиционными технологиями производства, технология SLM подходит для изготовления биомедицинских устройств благодаря следующим возможностям:
- Она позволяет быстро и без лишних затрат изготавливать прототипы компонентов устройств — для проверки конструкции перед началом массового производства.
- Технология SLM позволяет изготавливать компоненты в небольших объемах, особенно на начальном этапе проектирования, что позволяет быстро вносить любые актуальные изменения в конструкцию.
- Эта технология, как и другие методы аддитивного производства, приводит к сокращению цикла разработки и запуска в серию изделия, за счет гибкости производственных этапов, что обеспечивает сокращение времени выхода на рынок изготовленных устройств.
- Практически не существует ограничений при изготовлении любых сложных геометрических форм с помощью технологии SLM. Компоненты биомедицинских устройств, которые технически невозможно изготовить другими традиционными методами, например — сложные пористые структуры, в том числе компоненты с заданной пористостью, могут быть точно изготовлены с помощью SLM.
- Изготовление биомедицинских устройств методом SLM не требует дополнительной дорогостоящей оснастки.
Создание титановых и прочих металлических имплантатов с помощью SLM

Титановые имплантаты, изготовленные аддитивным способом, обладают механическими и биологическими свойствами, которые технически и/или экономически не реализуемы при использовании традиционных технологий производства. Аддитивное производство позволяет изготавливать медицинские имплантаты для конкретных пациентов, которые соответствуют конкретным хирургическим геометриям, имитируют механические свойства натуральной кости, и обеспечивают улучшенное взаимодействие с клетками, включая индивидуальные микротекстуры, настроенные на требования для прикрепления и роста клеток.
Несмотря на возможности для медицинских инноваций, открывающиеся благодаря аддитивному производству из титана, необходимо решить ряд технических проблем, чтобы обеспечить внедрение, в том числе экономически эффективное, аддитивного производства в хирургии.
Необходимым условием коммерциализации аддитивного производства в клинических условиях является автоматизация этих технических требований в рамках экспертных систем и соответствующих инструментов проектирования для аддитивного производства, с помощью которых алгоритмически определяются конкретные геометрии имплантатов. Такие инструменты особенно необходимы для проектирования решетчатых и пористых структур, из-за их высокой сложности.
В процессе SLM обычно используются порошки с размером частиц от 20 до 50 мкм и толщиной слоя 20-100 мкм. Большое разнообразие металлических порошков применяется в технологии SLM в последнее время, в том числе, например, биосовместимые металлы, в основном Zn, Mg, Cu, Cr, Co-Cr, нержавеющая сталь, Al и сплавы титана.
При SLM-производстве из порошка цинка легко образуется большое количество дыма. Некоторые ученые сообщают об использовании SLM для приготовления объемных сплавов Mg и Zn для инженерии костной ткани (BTE).
Тем не менее, SLM-печать сплавами магния все еще остается сложной задачей, в основном из-за его высокой химической активности и горючести даже в сыпучем состоянии. Кроме того, точки плавления и кипения Mg очень узко разделены.
Исследователи сообщают о применении SLM для изготовления пористых деталей из магния с помощью процесса SLM. Скаффолды из магниевого сплава показали достаточный модуль упругости — 0,7-0,8 ГПа, — который был сравним с костной тканью после деградации в течение 28 дней.
SLM-печать пористых имплантатов с иммобилизованными частицами серебра
Имплантаты, полученные методом SLM, могут быть подвергнуты дальнейшей обработке не только для повышения их биосовместимости, но и для придания им антибактериальных свойств путем введения серебра (Ag). Было показано, что включение наночастиц серебра в имплантаты является мощным антимикробным средством против многих бактерий, включая метициллин-резистентный золотистый стафилококк (MRSA) — бактерию, которая, как известно, устойчива ко многим антибиотикам.
Одним из таких механизмов действия серебра является его способность повреждать мембрану бактериальных клеток и образовывать реактивные формы кислорода. Возможность создания многофункционального ортопедического имплантата принесет наибольшую пользу пациентам с нарушенным костным метаболизмом и иммунной системой.
Примером могут служить пациенты со злокачественными опухолями костей, которым хирургическое вмешательство позволило бы спасти конечности.
Путем изменения геометрических параметров пористых имплантатов, таких как размер и форма пор, можно улучшить регенерацию тканей и повысить биологическую фиксацию имплантата. Создание пористых металлических имплантатов рациональной конструкции с антимикробными свойствами используется для предотвращения имплантат-ассоциированных инфекций.
Пористые имплантаты были изготовлены из сплава Ti64 и подвергнуты дальнейшей обработке для создания оксидного слоя на поверхности посредством плазменного электролитического окисления (PEO) в электролите на основе Ca/P, с последующим вкраплением в покрытие наночастиц серебра. Такой подход позволил получить биоактивную поверхность с взаимосвязанными порами для интеграции в костную ткань.
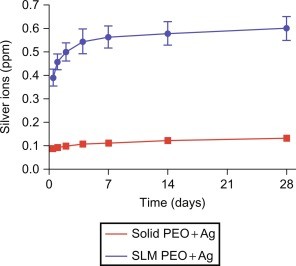
Было показано, что взаимосвязанность пор исключительно улучшает остеоинтеграцию имплантата. Имплантат SLM PEO + Ag сравнивался с имплантатом PEO + Ag, при этом варьировался только фактор производства SLM и производства без SLM.
При проведении исследований высвобождения серебра в течение 28 дней было обнаружено, что имплантат, изготовленный с помощью SLM, показал более высокое высвобождение (в 4,35 раза), чем имплантат, изготовленный без SLM.
Это объясняется увеличением площади поверхности, за счет послойного осаждения в SLM. Для достижения антимикробных свойств in vivo достаточно минимум 50 ppb серебра, высвобождаемого непрерывно в наноразмерах.
Имплантат PEO + Ag содержал примерно 100 ppb, в то время как имплантат SLM PEO + Ag содержал значительно больше, как показано на рисунке ниже.
Постобработка SLM 3D-деталей
Как правило, для улучшения качества поверхностей, напечатанных по технологии SLM, они обрабатываются различными методами постобработки, такими как пескоструйная обработка, упрочнение, электрополировка, химическая полировка и шлифовка.
Эффективность применения этих операций зависит от квалификации оператора. Они бывают трудоемки и не всегда позволяют равномерно обработать детали сложной формы.
Механическая обработка поверхности
Результаты показали, что наилучшим вариантом является механическая, а не химическая обработка, поскольку она позволяет получить очень высокое качество поверхностей строго контролируемым способом, без излишнего удаления материала, но её применение часто ограничено сложными формами изделий.
При сравнении чистовой обработки волочением и вибрационной чистовой обработки в первом случае наблюдались более низкие значения шероховатости, однако эта операция была ограничена необходимостью закрепления деталей.
Магнитно-абразивная обработка
Существует процесс магнитно-абразивной финишной обработки, применяемый для полировки деталей, напечатанных по технологии SLM.
Результаты показали, что метод удаляет частично сцепленные частицы и дефекты, обеспечивая максимальное снижение шероховатости поверхности примерно на 76 %.
Система подходит для плоских поверхностей, но мало применима для сложных форм.
Кавитация, в сочетании с воздействием абразива для SLM-3D-печатных деталей, привела к снижению Ra ниже 4 мкм для внешних поверхностей и внутренних каналов диаметром 3 мм.
Мокрая галтовка

Мокрая галтовка — одна из наиболее общепринятых традиционно операций финишной обработки, особенно для мелких деталей, которая позволяет обрабатывать поверхность детали без её закрепления: эта степень свободы отвечает основной цели AM — быть практически независимой от геометрии детали, то есть — использовать одни и те же методы и оборудование для самых разных деталей, без существенного изменения технологических процессов.
Несмотря на малую скорость самого процесса, он широко используется, поскольку применяется с относительно недорогим оборудованием.
Процесс обычно осуществляется в восьмиугольной вращающейся бочке; шихта, состоящая из деталей, среды, воды и компаунда, перемещается вверх под действием вращения, до достижения критического угла; таким образом, слой сползает вниз. В этой области, а именно в активном слое, происходит относительное ускорение между деталями и средой, что приводит к деликатному абразивному воздействию на поверхности деталей.
К сожалению, для этого требуется специфическое движение, поэтому необходимо соблюдать особые условия, используя соответствующие параметры обработки. Сложность заключается в прогнозировании свойств потока при движении гранулированного материала, характеризующегося внутренней сложностью динамики. Обрабатывающие элементы сильно неоднородны, а дилатантное поведение при сдвиге изменяет взаимодействие, что приводит к чрезвычайному разнообразию воздействий.
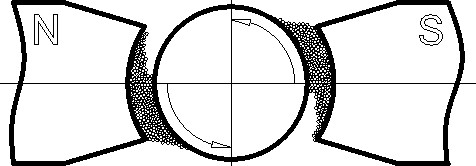
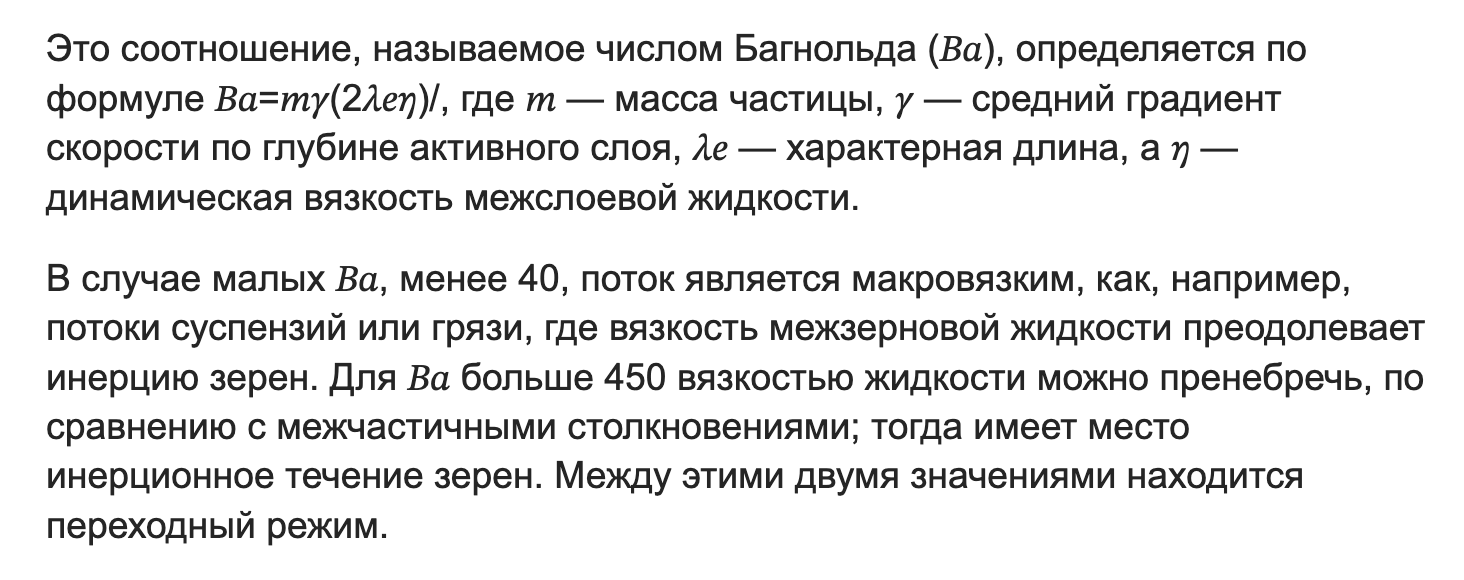
Существует обширная экспериментальная база данных по свойствам потока несвязного гранулированного материала. Еще в 1954 году Багнольд заявил, что тангенциальные напряжения в интенсивном сдвиговом потоке в основном обусловлены двумя факторами: столкновениями частиц и обменом импульсами между различными слоями. В его работе была проведена соответствующая характеристика динамических режимов. Он обнаружил, что соотношение между силами межчастичного столкновения и силами межзерновой вязкости приводит к двум различным режимам, а именно — макровязкому и зерноинерционному.
В литературе описаны шесть различных режимов: скольжение, оползание, качение, каскад, катаракт и центрифугирование, которые основаны на изменении наполнения и скорости вращения бочки. Не существует модели для прогнозирования параметров процесса для получения этих движений, поскольку они зависят от используемой шихты, с точки зрения свойств материала и формы частиц, процента наполнения, количества воды и компаунда и т.д.
Этот процесс был успешно применен к деталям, изготовленным методом SLM, что позволило достичь однородной поверхности; однако, в случае функциональных деталей характеризующихся сложной формой метод не исследовался.
Результаты показали, что применение этого метода постобработки позволило несколько улучшить качество поверхностей, по сравнению с другими исследованными процессами.
Метод может быть использован для обработки сложных SLM-деталей, в том числе и изготовленных из двух различных материалов.
Пескоструйная обработка
При пескоструйной обработке деталь подвергается воздействию скоростного потока твердых частиц в струе воздуха.
Воздушный поток, подающийся под высоким давлением, переносит частицы песка или специального абразивного порошка, которые ударяются о поверхность обрабатываемой детали с высокой скоростью и энергией, воздействуя на нее абразивным образом. Таким образом можно добиться на 3D-печатных изделиях ровной матовой поверхности, более ровной и однообразной, чем непосредственно после печати.
Нанесение покрытий
Лакокрасочные покрытия
Грунтовочные и лакокрасочные покрытия наносятся на 3D-печатные изделия разными методами, от аэрографии и окунания в емкость до покраски кистью. Следует помнить, что для покрытий разного состава оптимальна разная толщина нанесения, а значит и разные способы. Оборудование для нанесения покрытий вы найдете также в каталоге Top 3D Shop.
Гальваника, электролиз
Гальванический метод позволяет покрыть практически любую деталь тонким слоем металла, что послужит не только повышению эстетических свойств этой детали, сделав ее блестящей и внешне привлекательной, но создаст и механическое упрочнение, и защиту от воздействия окружающей среды — ультрафиолета, нагрева, химического воздействия окислителей.
Покрытие 3D-печатных деталей металлом методом гальваники происходит достаточно просто, если у вас есть необходимое оборудование и реагенты:
-
металлическую 3D-печатную деталь, желательно — предварительно отполированную, необходимо поместить ее в электролит,
-
прикрепив один электрод, катод, к этой детали, а второй, анод, к источнику материала покрытия — детали-донору.
-
Под воздействием тока, элементарные частицы вещества с донорской детали отрываются от ее поверхности и переносятся через электролит на деталь, к которой подключен второй электрод, оседая и закрепляясь на её поверхности.
-
Чередуя аноды из разного материала, можно создавать на деталях многослойные покрытия с широким спектром свойств.
Покрывать напечатанные по технологии SLM детали, так как они печатаются из металла, значительно проще, чем полимерные, и держаться такое покрытие будет прочнее и дольше, в силу жесткости таких деталей и прочности сцепления покрытия с ними.
Покрытие можно создавать из разных металлов, таких как блестящие и хорошо защищающие хром и никель, драгоценные золото и серебро, технологичные цинк и титан, а также из разного их сочетания.
Нанесение покрытий методом электролиза обычно производится в промышленных условиях, и такое покрытие бывает наиболее прочным и качественным, но можно создавать его и в условиях личной мастерской, если есть достаточно желания и времени на изучение процесса и закупку всего необходимого оборудования и реагентов.



Оставить комментарий