

Постобработка SLA 3D-печатных моделей

Из этой статьи вы узнаете о пост-печатной обработке изделий, созданных путем 3D-печати по технологии SLA, о методах и целях такой обработки, применяемом оборудовании и материалах, используемых технологиях и получаемых результатах.
Содержание:
- Что такое постобработка после SLA 3D-печати
- Изобретение SLA
- Принцип и схема работы SLA-принтера
- Для чего применяется SLA-3D-печать
- Что такое фотополимерные активируемые светом смолы
- Как SLA-3D-принтер создает объект из цифрового файла
- Чем SLA-3D-принтеры SLA отличаются от других 3D-принтеров
- Чем отличаются SLA-3D-принтеры от других фотополимерных принтеров
- Для каких типов производств лучше всего подходят SLA-3D-принтеры
- Как производится постобработка после SLA 3D-печати
Что такое постобработка после SLA 3D-печати
Изобретение SLA
В 3D-принтерах SLA используется процесс, называемый стереолитографией, для преобразования активируемых светом жидких смол в твердые формы.
Чарльз Халл, соучредитель компании 3D Systems, изобрел стереолитографию в 1983 году. Вскоре после изобретения этого процесса, использующего ультрафиолетовое излучение для отверждения жидких смол, Халл запатентовал аппарат для стереолитографии — “SLA-машину”, — 3D-принтер, который может использоваться для объемной печати предметов с помощью стереолитографии. Именно благодаря этому устройству 3D-принтеры SLA получили свое название.
Принцип и схема работы SLA-принтера
Стереолитография и применяющие её SLA 3D-принтеры используют лазер для направления сфокусированного луча света на небольшую область фотополимерной жидкости, что вызывает образование в ней полимерных связей и, как следствие, её затвердевание.
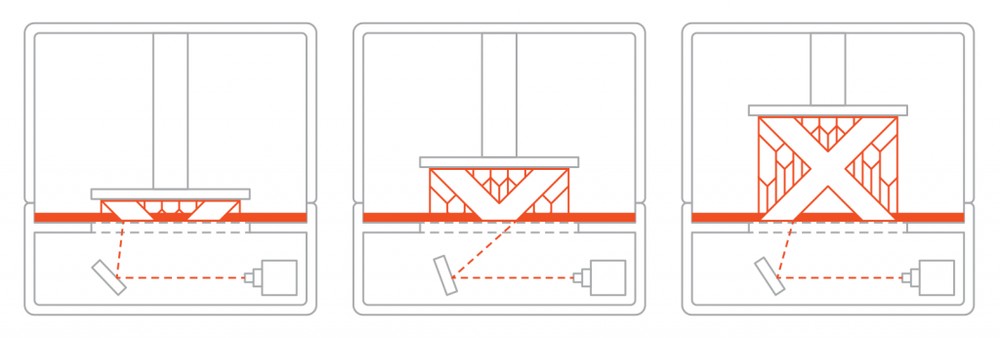 Схема работы SLA-3D-принтера
Схема работы SLA-3D-принтера
Жидкая фотополимерная смола находится в ванночке, чане, который перемещается вверх или вниз в зависимости от конструкции принтера, либо перемещается платформа построения, а чан остается неподвижным, что позволяет формировать один слой изделия при каждом проходе лазера.
Лазер SLA 3D-принтера движется, направляя свет только на выбранные участки. Поскольку в процессе затвердевают только определенные участки каждого слоя жидкости, оставшуюся жидкость можно использовать повторно.
Для чего применяется SLA-3D-печать
Столь высокая точность нацеливания лазера и соблюдения аппаратом заданных размеров печатаемого изделия позволяет производителям создавать детализированные 3D-печатные объекты с минимальным количеством отходов.
Появление SLA 3D-принтеров в 1980-х годах стало прорывом в области быстрого промышленного прототипирования, позволив дизайнерам и производителям превращать идеи из файлов CAD в реальные объекты, которые можно было увидеть и изучить за несколько дней или даже часов.
3D-принтеры SLA доступны для потребительского и профессионального использования. Самые крупные промышленные SLA 3D-принтеры могут печатать объекты максимальной высотой и шириной в несколько десятков сантиметров.
Что такое фотополимерные активируемые светом смолы
Типы фотополимеров для 3D-печати
Смолы для 3D-печати светоотверждением, они же фотополимеры, это жидкие материалы густой консистенции, обычно вязкие при комнатной температуре. Некоторые смолы застывают при изменении температуры, а другие — при воздействии ультрафиолетового света. Смолы, используемые для SLA 3D-печати, называются фотополимерами или светоактивируемыми смолами. Эти смолы химически преобразуются под воздействием света. Этот процесс называется фотополимеризацией или фотоотверждением. С момента изобретения стереолитографии были разработаны различные смолы для различных целей. В фотополимер могут быть добавлены компоненты, которые изменяют его свойства, сохраняя при этом главное свойство — способность к фотополимеризации.
Пример фотополимерных смол — Harzlabs:
Как SLA-3D-принтер создает объект из цифрового файла
Создание 3D-объекта с помощью 3D-принтера начинается с его проектирования. Дизайнер использует программное обеспечение для автоматизированного проектирования (CAD), чтобы разработать модель объекта, который он хочет создать. Второй тип программного обеспечения преобразует этот цифровой файл в формат, который управляет работой принтера.
Файлы, содержащие эти машинные инструкции, называются файлами автоматизированного производства (CAM). Объекты, напечатанные в 3D, требуют особого набора машинных инструкций. Их CAM-файлы создаются с помощью программного обеспечения, которое разбивает дизайн на слои. В 3D-принтерах SLA каждый слой в файле соответствует проходу лазера, необходимому для создания слоя объекта.
Количество слоев, на которые нарезается компьютерная 3D-модель, определяется её размером и степенью детализации. Для тонко детализированной работы может потребоваться больше тонких слоев, чем для менее детализированной. Часто программа для нарезки добавляет в дизайн 3D-объекта поддерживающие структуры. Это поддерживающие конструкции, которые будут печататься вместе с объектом, выступая в роли строительных лесов вокруг детали.
Чем SLA-3D-принтеры SLA отличаются от других 3D-принтеров
 3D-печать по технологии FDM, фото hlhrapid.com
3D-печать по технологии FDM, фото hlhrapid.com
3D-печать SLA использует аддитивный процесс для создания объекта из жидкого исходного материала. В других технологиях 3D-печати используются материалы, твердые при комнатной температуре и размягченные до состояния, близкого к жидкому, нагревом, а в некоторых используется порошковое сырье, закрепляемое послойно нанесением клея форсунками или расплавлением/спеканием с помощью лазера. Во многих 3D-принтерах (FDM и FFF) в качестве исходного материала используется филамент — изготовленный из пластмассы или других веществ гибкий пруток, а в некоторых — порошкообразные материалы.
Чем отличаются SLA-3D-принтеры от других фотополимерных принтеров
 Сравнение технологий SLA и DLP компанией Formlabs
Сравнение технологий SLA и DLP компанией Formlabs
SLA 3D-печать — это один из двух методов 3D-печати, в которых для отверждения жидкого материала и его застывания используется свет. Другой похожий метод, цифровая обработка светом (DLP), также использует источник света для отверждения светочувствительных смол. Однако в DLP 3D-принтере свет проходит через проекционный экран. Этот экран, называемый цифровым микрозеркальным устройством (DMD), распределяет и направляет свет слой за слоем за одну экспозицию, подобно тому, как при фотосъемке со вспышкой вся сцена освещается одновременно.
DLP 3D-принтеры, как правило, производят объекты быстрее, чем SLA 3D-принтеры, благодаря процессу многослойного отверждения. Когда объект печатается с помощью SLA, время после отверждения может варьироваться в зависимости от размера отверждаемой поверхности. Это связано с тем, что первые участки каждого слоя отверждаются быстрее, чем последние, поскольку лазер перемещается от точки к точке. Преимущество DLP-печати в скорости, по сравнению с SLA она возрастает по мере увеличения размера области печати.
Для каких типов производств лучше всего подходят SLA-3D-принтеры
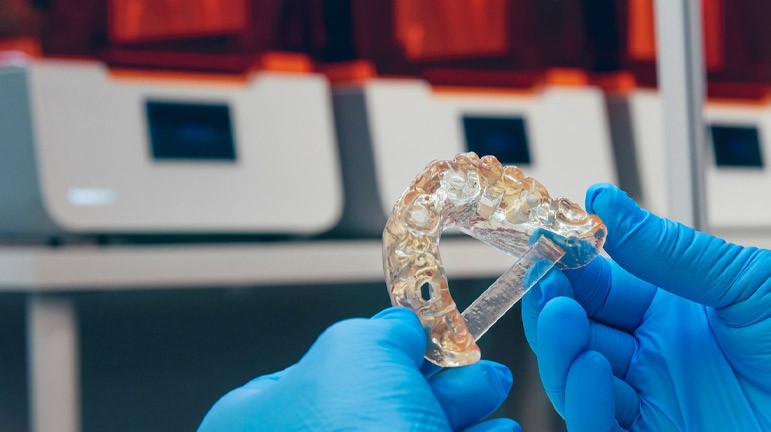 Применение SLA в стоматологии, фото dentalmagazine.ru
Применение SLA в стоматологии, фото dentalmagazine.ru
Основное применение SLA-3D-печати — это создание прототипов. Однако, по мере развития технологий и доступных материалов, эти принтеры становятся все более пригодными для производства готовых изделий. Крупномасштабный промышленный SLA 3D-принтер может точно и быстро производить множество идентичных деталей.
SLA 3D-принтеры также являются отличным инструментом для создания негативных форм или пресс-форм, которые можно использовать вместе с другими инструментами для производства. Художники и архитекторы используют SLA 3D-принтеры для создания форм и готовых деталей для инсталляций и элементов индивидуального дизайна. Принтеры также используются для создания деталей машин и даже медицинских и ветеринарных протезов.
Доступ к 3D-принтерам, которые могут быстро и точно изготовить объект по проекту, повторить несколько деталей или воспроизвести проект в разных размерах, открывает перед дизайнерами и строителями удивительные возможности для инноваций и исследований.
Как производится постобработка после SLA 3D-печати
Постобработка напечатанных на SLA-3D-принтерах деталей и предметов имеет несколько целей и реализуется несколькими разными методами.
Среди целей постобработки: повышение качества поверхности, удаление следов производства, придание гладкости, повышение механических качеств изделия, таких как прочность и устойчивость к различным воздействиям, химическим, механическим, погодным.
Среди способов постобработки можно выделить:
-
механические — удаление следов поддержек, шлифовка, полировка,
-
химические — химическая полировка растворителями, нанесение грунтовочных, защитных и красящих составов,
-
электролитические — нанесение токопроводящего состава с последующим электролитическим добавлением металлизированного слоя.
Постобработка может значительно повысить долговечность изделий, их эстетические и потребительские свойства.
Механическая обработка
Удаление поддержек и следов от них
Первая стадия постобработки любого 3D-печатного изделия это удаление поддерживающих опорных структур. Поддержки удаляются как правило механически — отламываются или обрезаются бокорезами. Затем следы от них можно зачистить мелким наждаком и заполировать, чтобы удалить окончательно.
Шлифование, зачистка шкуркой
Шлифовка наждачной бумагой, вручную, или механизированными средствами, например — полировальной машинкой типа “дремель”, делает поверхности ровными и подготавливает их к дальнейшей обработке — полировке, механической или химической, или нанесению покрытий. Иногда, при массовом производстве множества мелких деталей, может применяться галтовка — массовая обработка деталей путем перемешивания их с абразивными элементами, галтовочными шариками.
К SLA 3D-печатным изделиям шлифовка обычно не применяется, так как SLA-процесс дает изделия с поверхностями очень высокого качества.
Полировка
Механическая полировка производится также, как и шлифовка, отличаясь от нее применением более тонких полировальных паст для получения более гладких поверхностей. Полировка может производиться не только по материалу изделия, но и по уже нанесенным лакокрасочным покрытиям, для достижения ими глянцевого, идеально ровного вида.
Напечатанные прозрачными фотополимерами изделия, имеющие на выходе из принтера практически идеальную, но матовую поверхность, после химической полировки приобретают прозрачность и могут имитировать стекло или цветные минералы.
Химический способ постпечатной обработки
Химическая полировка, сглаживание парами, погружение
Химическая полировка производится как правило растворителями, путем нанесения их на изделие кистью, погружением в сосуд с растворителем или парами. Последний способ, обработки с помощью испарений растворителя, самый точный, качественный и аккуратный, и именно для него существуют полировальные камеры, которые производят обработку изделий парами растворителя в закрытом объеме.
Напечатанная модель в таких аппаратах помещается на платформу камеры, представляющую собой обычно статичную подставку или вращающийся предметный столик, после чего камера герметично закрывается и в нее подаются пары растворителя, которые взаимодействуют с материалом модели, растворяя неровности на ее поверхности, что делает поверхность ровной и блестящей, глянцевой.
Нанесение покрытий: грунтование, шпатлевание, окрашивание
Заполнение пустот, эпоксидное покрытие — холодная сварка, металлизация — гальваническое покрытие
На всякий случай сразу упомянем, что шпаклевание, шпаклёвка и шпатлёвка это совершенно идентичные термины, одинаково допустимые в русском языке, означающие одно и то же — заполнение специальным составом неровностей для получения ровной поверхности.
Причем, сам процесс нанесения правильнее называть шпаклеванием или шпатлеванием, а наносимый состав — шпаклёвкой или шпатлёвкой, но на практике и сам процесс часто называют шпаклёвкой, в чем большой ошибки нет — это просто разговорный вариант.
Итак, если есть необходимость в выравнивании поверхности для последующей покраски, на 3D-печатные изделия может наноситься шпаклевка, выполняющая заодно и роль грунта для лучшей адгезии с краской. Если необходимости в выравнивании нет, то прямо на пластик может быть нанесен тонкий слой грунтовки и затем краски. Краски и покрытия могут быть разных химических составов, в том числе эпоксидные покрытия, металлосодержащие лаки, светонакопительные, и многие другие.
В некоторых случаях производится металлизация изделий — то есть нанесение тонкого слоя металла, которое происходит обычно гальваническим способом:
-
на изделие наносится тонкий слой токопроводящего покрытия,
-
изделие погружается в электролит,
-
к изделию присоединяется катод, минусовой контакт источника тока,
-
анод, плюс, присоединяется к металлическому контакту, источнику частиц материала,
-
на анод и катод подается напряжение,
-
под воздействием тока заряженные частицы металла отделяются от контакта-источника и мигрируют — с плюсового контакта, через электролит, на минусовой, то есть на изделие, и оседают на нем, чем и создают слой металла — металлическое покрытие.
Узнать больше и приобрести оборудование для постобработки SLA 3D-печатных моделей вы можете, связавшись с нашими менеджерами.



Оставить комментарий