

Обзор Anisoprint Composer A4: 3D-печать композитов с непрерывными волокнами

Содержание:
О компании Anisoprint
Компания Anisoprint специализируется на производстве очень интересных 3D-принтеров, способных печатать детали, усиленные непрерывным угле- или стекловолокном. В интернете вы можете найти какое-то количество обзоров и вебинаров про принтеры данной компании, но большинство из них сводятся к красивым цифрам и описанию невероятных возможностей данной технологии. В нашем же обзоре мы хотели бы рассмотреть данный принтер с точки зрения обычного пользователя, рассказать про специфику его использования, ограничения и нюансы. Не перегружая обзор большим количеством графиков, формул и терминов. Хотя немного теории рассказать все же придется.
Изотропные материалы, обладают одинаковыми физическими свойствами во всех направлениях, независимо от угла нагрузки. Анизотропные материалы, напротив, имеют разные свойства в разных направлениях. Так, например, угле- и стекловолокна обладают очень высокой прочностью на растяжение вдоль волокон, но при этом, чтобы повредить их поперек, нужно приложить значительно меньше усилий. Казалось бы, анизотропичность материала можно считать недостатком. Но при правильном расчёте нагрузок и соответствующем алгоритме укладки волокон, можно получать очень легкие детали, высокая прочность которых будет сосредоточена в нужных участках и сохраняться под нужными углами нагрузок.

Цифровая модель анизотропного материала
В последние годы в 3D-печати стали популярными так называемые композитные, или правильнее сказать, наполненные филаменты. Они представляют собой двухкомпонентные материалы, состоящие из термопластика и наполнителя из угле- или стекловолокна. Такие филаменты прочнее, жестче и обладают меньшей усадкой, чем обычный термопластик. Но угле- и стекловолокна в такие филаменты добавляются в измельченном виде. Таким образом, одно из самых полезных свойств волокон, высочайшая прочность на растяжение, в наполненных филаментах практически полностью утрачивается.
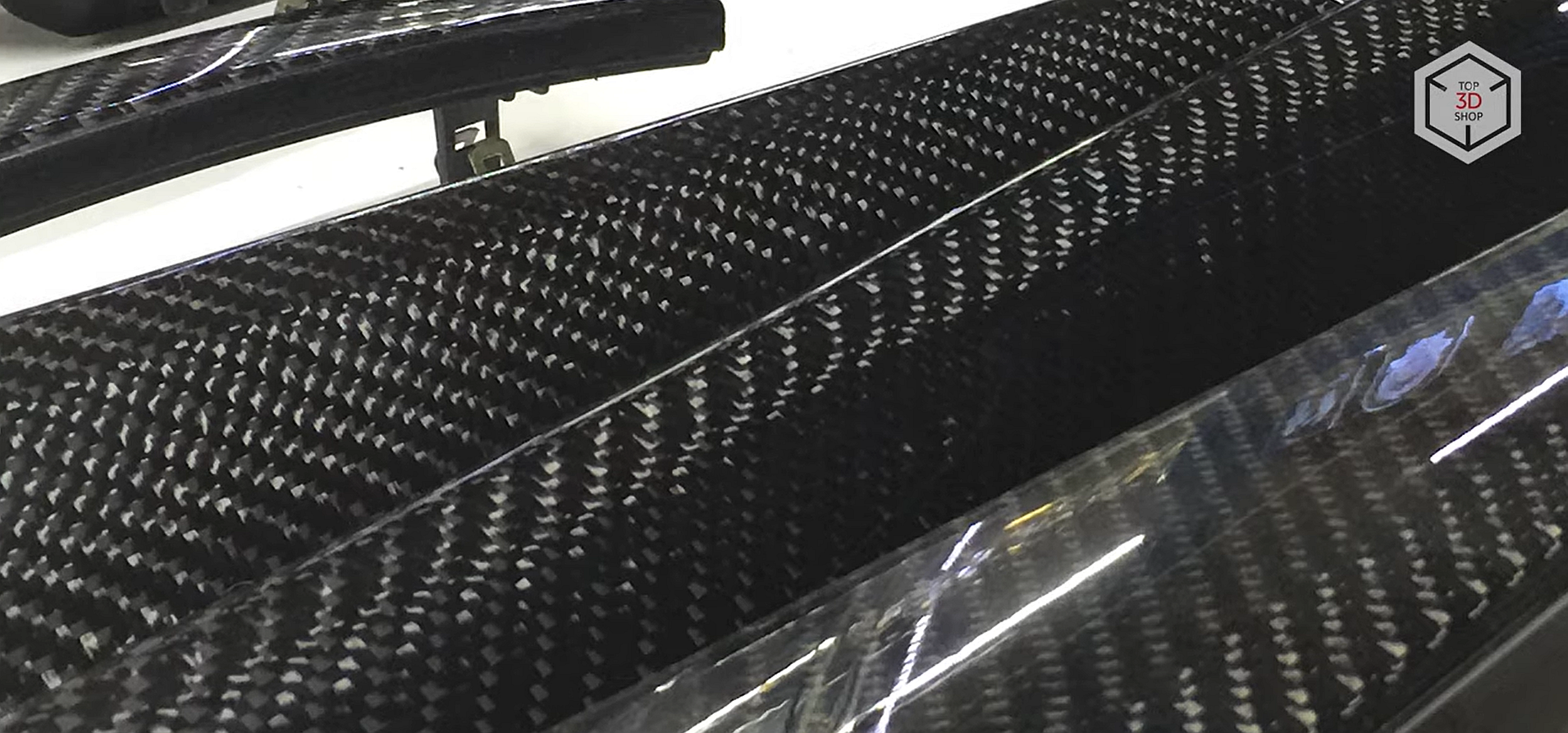
В производстве уже довольно давно применяют композитные материалы из непрерывных волокон. Они представляют собой что-то вроде тканей, у которых вместо нитей используется угле- или стекловолокно, соединенное между собой смолой или пластиком. Оно может быть как однонаправленное, так и уложенное под разными углами в несколько слоев. Не вдаваясь в подробности, такие материалы, естественно, обладают хорошими прочностными характеристиками, но и минусов у них тоже достаточно. Так, например, могут возникать сложности при создании отверстий, а следовательно соединением деталей между собой. Могут быть сложности с изготовлением деталей сложной формы. А отношение веса к прочности у подобных деталей получается не таким уж и выдающимся.
Пример печати модели из поставки
Кроме этого существует способ создания так называемых сетчатых конструкций из непрерывных волокон. Такой способ при правильном расчете нагрузок, позволяет создавать детали, обладающие прочностью, превышающей прочность подобных деталей, например, из алюминия. При этом вес таких деталей будет в разы меньше. Анизотропия при таком использовании волокон используется максимально возможным способом.
Опираясь на опыт применения таких типов укладки угле- и стекловолокон, компания Anisoprint и создавала свою разновидность технологии 3D-печати, которую они называют anisoprinting.
Пример анизотропной печати стекловолокном
Те, кто давно следит за развитием аддитивных технологий, знают, что подобная технология уже была использована компанией Markforged. И она действительно похожа. Однако существует несколько отличий, которые для кого-то могут оказаться крайне важными. О них мы будем упоминать в процессе обзора.
Видеоверсия статьи
Обзор 3D-принтера Anisoprint Composer A4
Рассмотрим принтер поподробнее. К нам на тестирование попала самая компактная модель 3D-принтеров Anisoprint Composer A4. Сразу стоит отметить, данный принтер не новый и успел побывать на большом количестве выставок и отпечатать огромное количество деталей. Не удивляйтесь, что он выглядит немного использованным. Кроме этого, компания Anisoprint постоянно дорабатывает и улучшает свои принтеры, поэтому некоторые узлы могут немного отличаться от того, что производится в данный момент. Однако, принцип работы и основная идея остается неизменной.
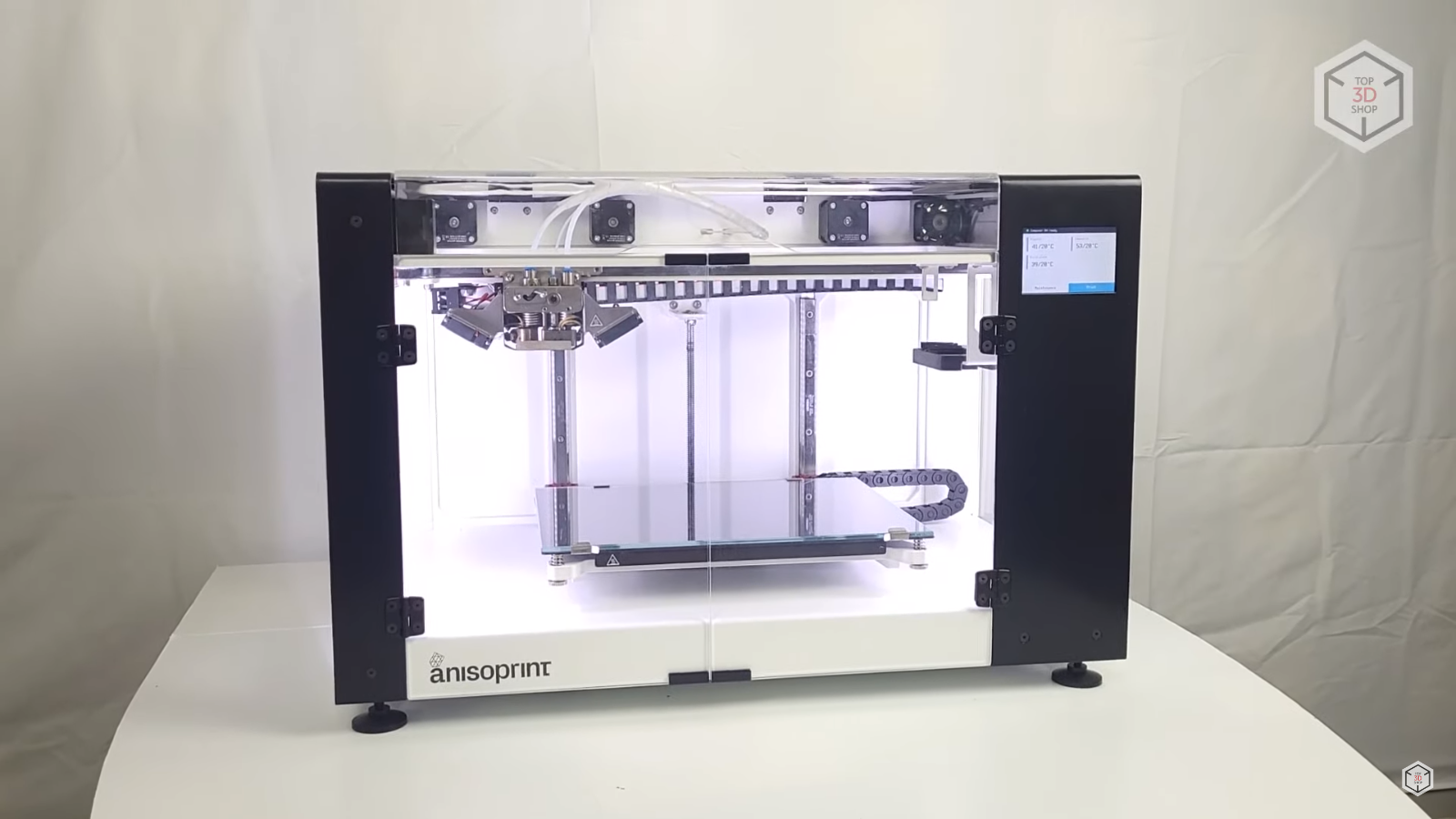
3D-принтер Anisoprint Composer A4
Итак, внешне Composer A4 мало чем отличается от привычных нам 3D-принтеров. Область печати составляет 297х210х140 мм.
Несущая рама выполнена из алюминия толщиной 8 мм, что дает принтеру большой запас прочности, ничего не болтается и ощущается очень надежно. Снаружи принтер обшит акриловыми листами. Спереди у принтера находятся две дверцы с магнитной фиксацией. Сверху расположена откидывающаяся крышка, при печати легкоплавкими материалами ее можно открыть, чтобы не перегревать пластик. А при печати высокотемпературными филаментами, склонными к усадке, верхнюю крышку и передние дверцы можно закрыть, тем самым создавая так называемую пассивную термокамеру. В заднем правом углу сверху, расположен вытяжной вентилятор, который автоматически включается, когда температура внутри достигает 60-ти градусов.
Расположение вентиляторов продумано и позволяет добиться хорошей циркуляции воздуха
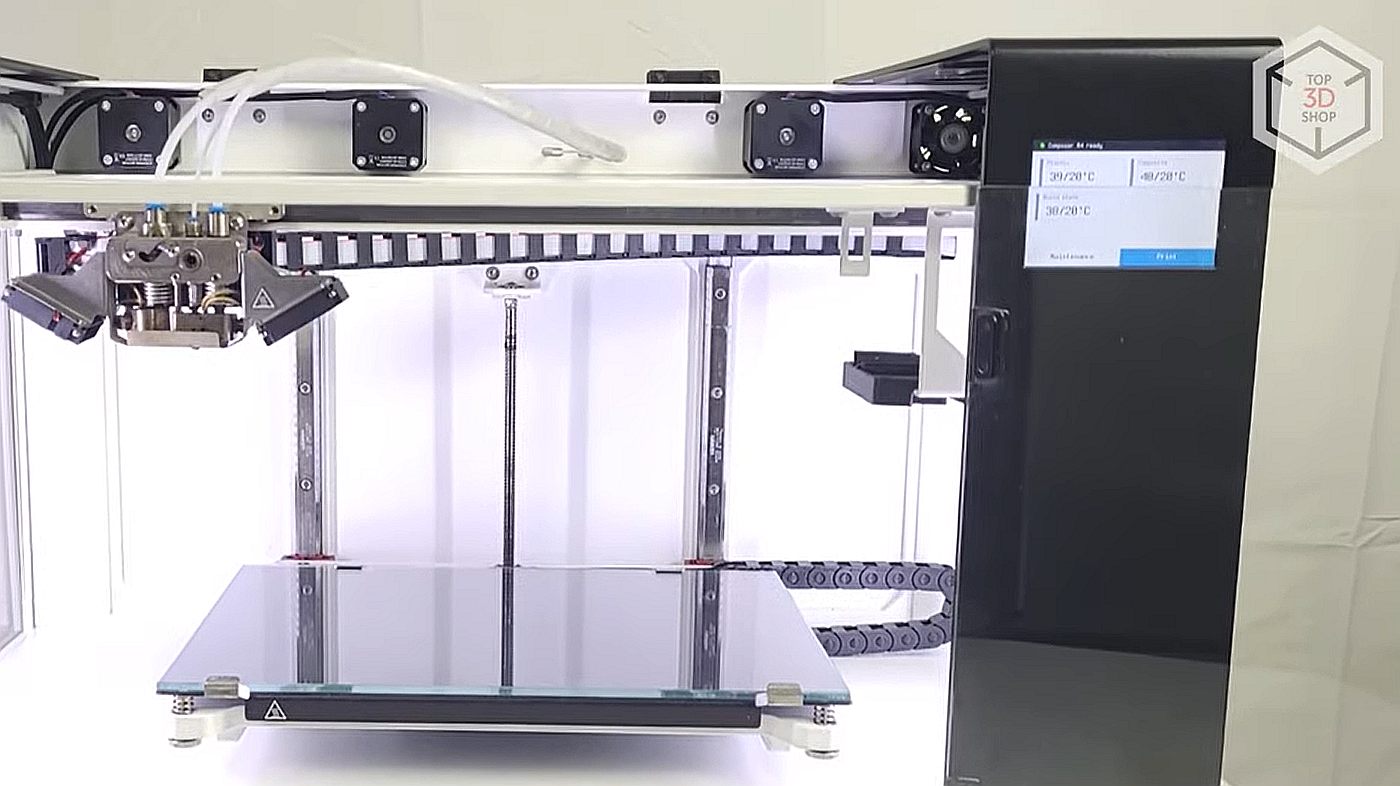
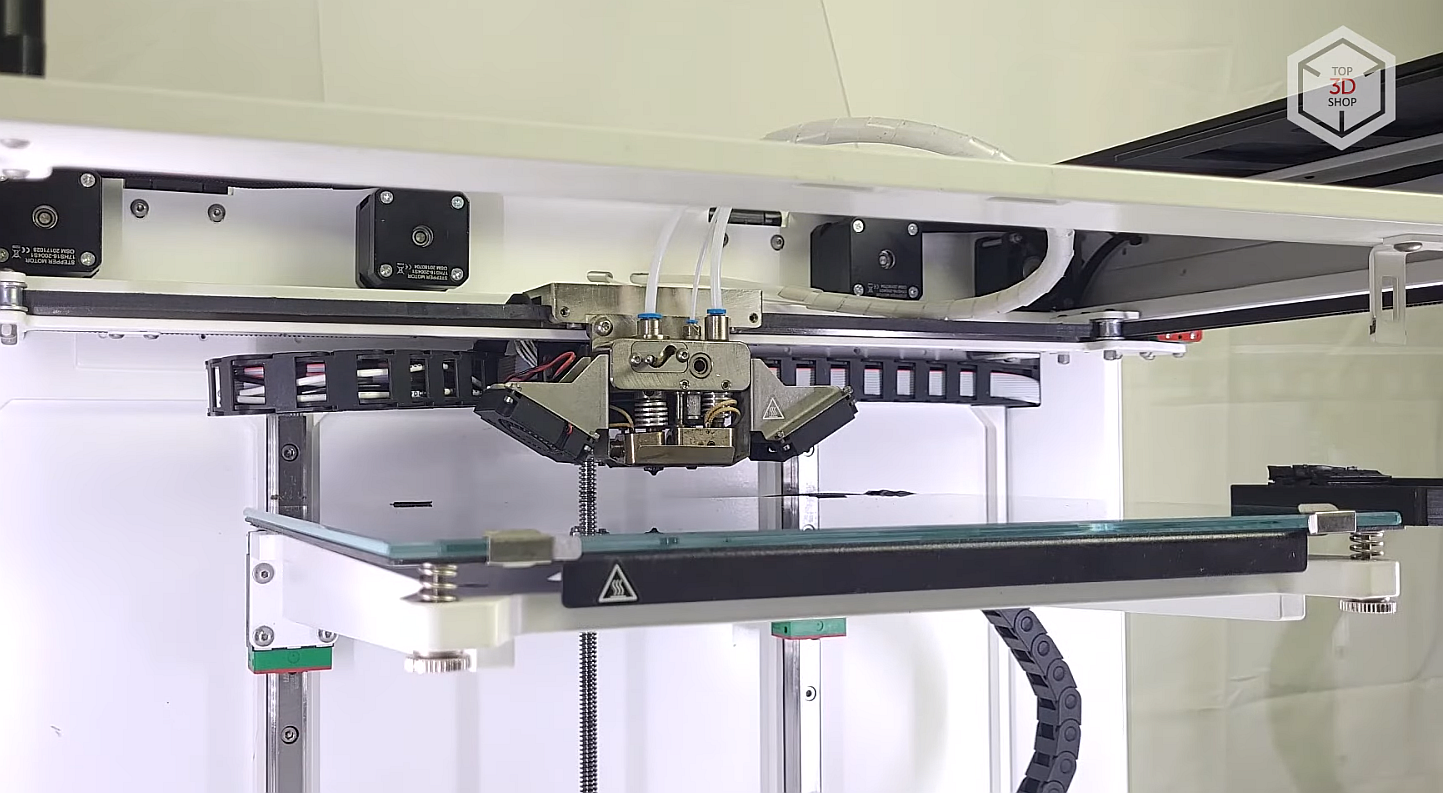
Кинематика и хот-энды
Кинематика тут классическая - CoreXY. Для перемещения печатающей головы используются два длинных 8-миллиметровых ремня фирмы GATES. Оси X и Y перемещаются по качественным 12-миллиметровым рельсовым направляющим фирмы HIWIN. И приводятся в движение моторами типоразмера NEMA17, закрепленными в передней части принтера.
Ось Z перемещается по двум 15-миллиметровым рельсовым направляющим той же фирмы HIWIN. И приводится в движение мотор-винтом. То есть трапецеидальный однозаходный винт выходит напрямую из мотора, без каких либо соединительных муфт. Сам мотор спрятан внутри нижнего отсека. Стол установлен консольно, то есть закреплен с одной стороны. Но при этом рама стола очень массивная и прочная, благодаря чему стол абсолютно не раскачивается во время печати. Сверху на столе установлено стекло, которое удерживается двумя фиксированными скобами сзади и двумя откидывающимися спереди. Снять стекло и установить его обратно не составляет никакого труда. Максимальная температура нагревателя стола 120 градусов. Калибровка осуществляется вручную по трем точкам с использованием программного ассистента калибровки, но об этом немного позже.
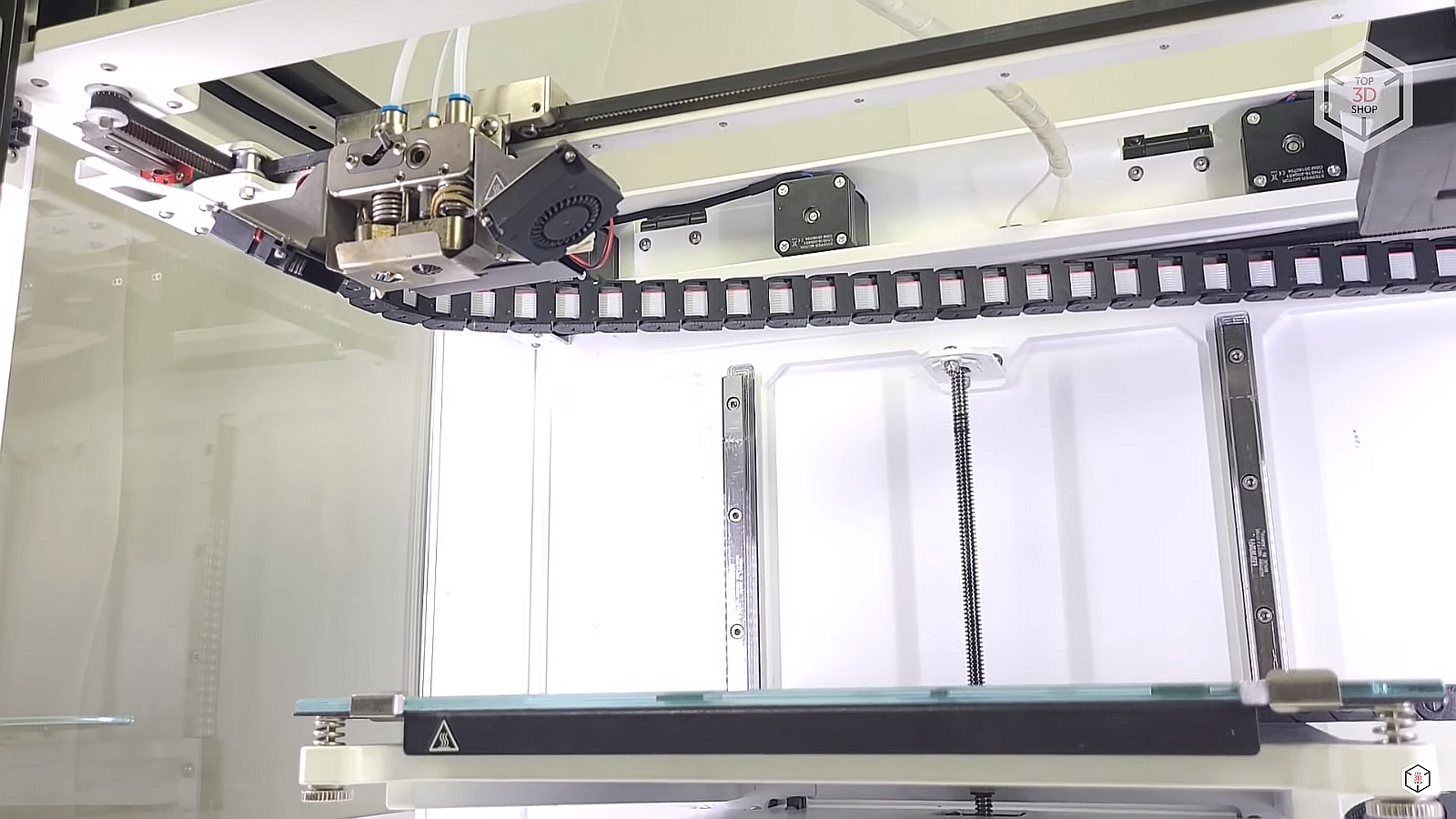
Направляющие и печатающие головки Composer A4
Все концевики у принтера оптические, это дает хорошую точность позиционирования осей перед началом печати.
Печать можно осуществлять с полноразмерной SD-карты, порт для которой расположен справа. Или через USB-провод.
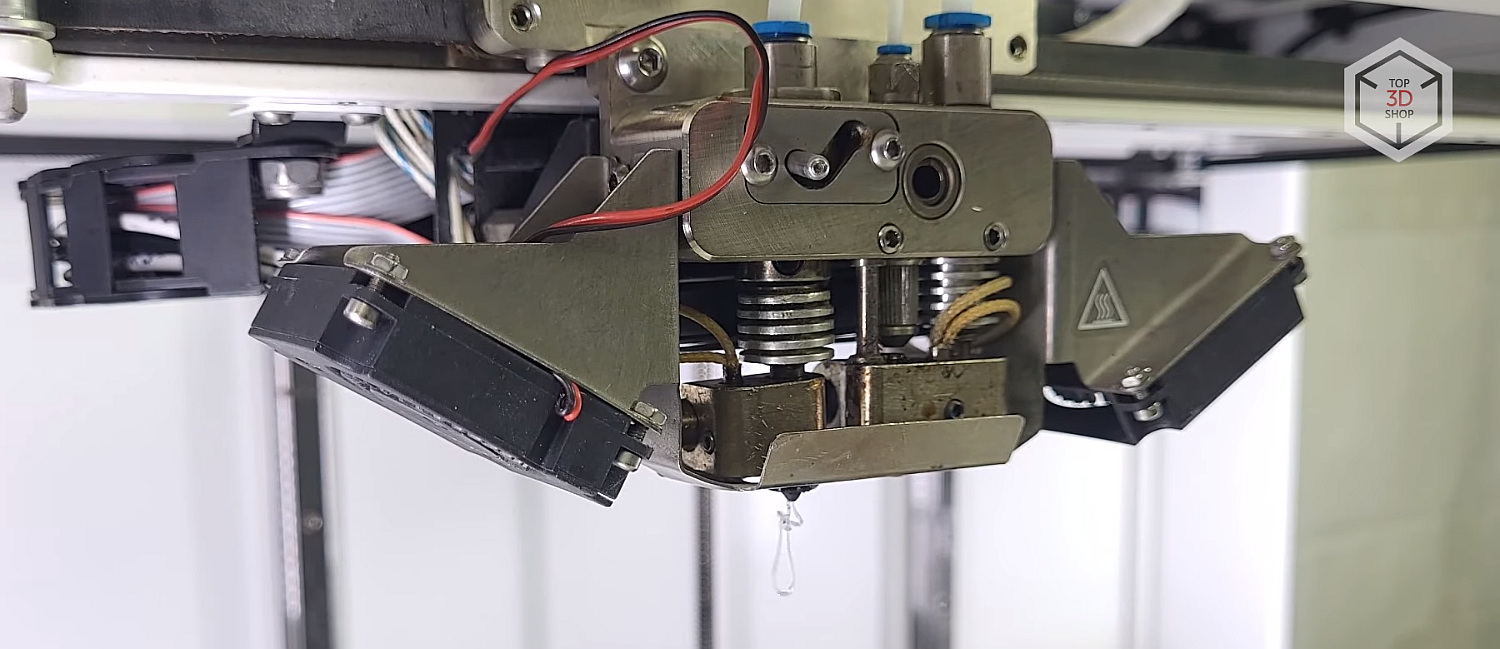
Ну и наконец мы добрались до самого интересного, экструдера. Точнее экструдера тут два. Слева находится обычный хотенд с закаленным соплом 0,4 мм, его можно поменять на 0,6-е, если что. Сопла тут типа V6. Этот хотенд используется для печати классическими или наполненными филаментами. Его можно использовать отдельно, при печати стандартных пластиковых деталей, так и в связке с композитных хотендом, для печати моделей усиленных волокном. Левый хотенд имеет подъемный механизм, чтобы не мешать при печати волокном. Механизм сделан достаточно просто, но благодаря этому очень надежно. Переключение происходит без использования подъемных сервоприводов или моторов. Печатающая голова подъезжает к специальному выступу справа, который сдвигает рычаг в V-образном вырезе. При движении слева-направо хотенд опускается вниз, справа-налево поднимается наверх.
Перемещение каретки с печатающими головками
Правый, композитный экструдер тут оригинальный, разработанный компанией Anisoprint. Он имеет специальное сопло диаметром 0,8 мм. Сверху в нагревательный блок подается армирующее угле- или стекловолокно. Справа в этот же хотенд подается пластик, который попадает в специальный отсек на пути волокна. Проходя через этот отсек, волокно собирает на себя небольшое количество пластика и укладывается на деталь. Это необходимо для того, чтобы волокно хорошо фиксировалось на предыдущий слой. Сверху над хотендом находится механизм отрезания волокна. Он представляет собой поворотный нож, который приводится в движение сервоприводом, спрятанным внутри каретки. Если есть необходимость сделать перенос или переключиться с одного хотенда на другой, незадолго до этого нож поворачивается, отрезая волокно. Печатающая головка проходит необходимое расстояние, чтобы оставшееся в хотенде волокно вышло и уложилось на деталь, после этого можно осуществить перенос или переключить хотенд.
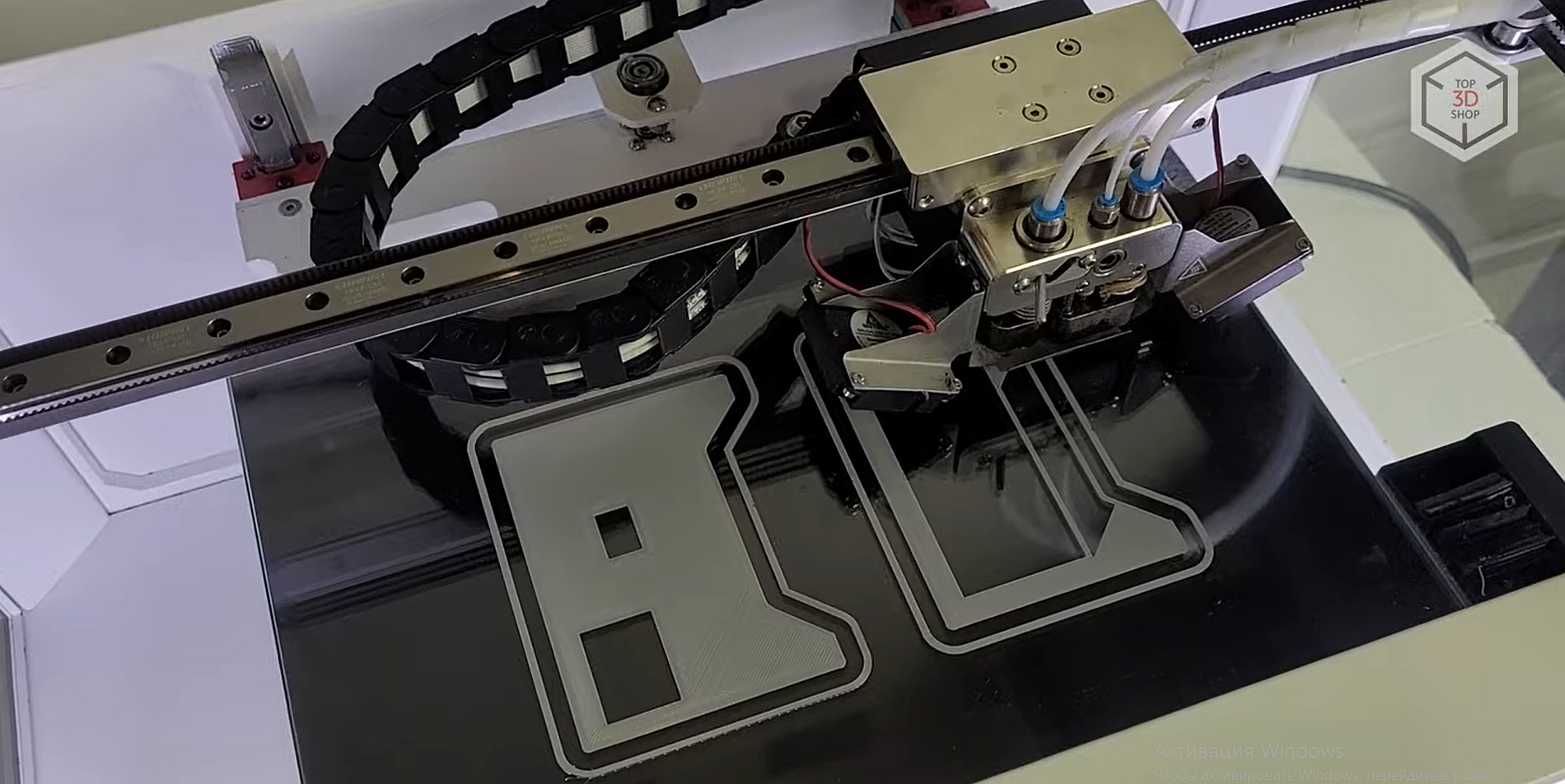
Высокая точность позиционирования обеспечивает безупречное соблюдение геометрии
Охлаждение зоны печати осуществляется двумя турбинными вентиляторами 4010, которые находятся по сторонам. Для того чтобы вентиляторы не дули на нагревательные блоки, снизу находится металлическое ограждение. Для охлаждения радиаторов хотендов использованы так же два вентилятора 4010. Они находятся сзади, и включаются автоматически, когда температура хотендов достигает 60-ти градусов. Кстати, все вентиляторы у принтера от компании GDSTime. Они достаточно тихие и не дают ощутимых вибраций.
Для того чтобы после простоя на хотендах не оставался вытекший пластик и не портил модель, справа находится небольшая деталь, предназначенная для очистки хотендов и сбора вытекшего пластика.
На задней стороне печатающей головки находится распределительная плата. Провода от датчиков и нагревателей подключаются к ней, это позволяет без труда менять поврежденные элементы в случае необходимости. Все провода от этой платы уложены в кабельную цепь. Кстати, все провода у принтера аккуратно проведены и спрятаны, нигде ничего не болтается, не мешает и не портит внешний вид.
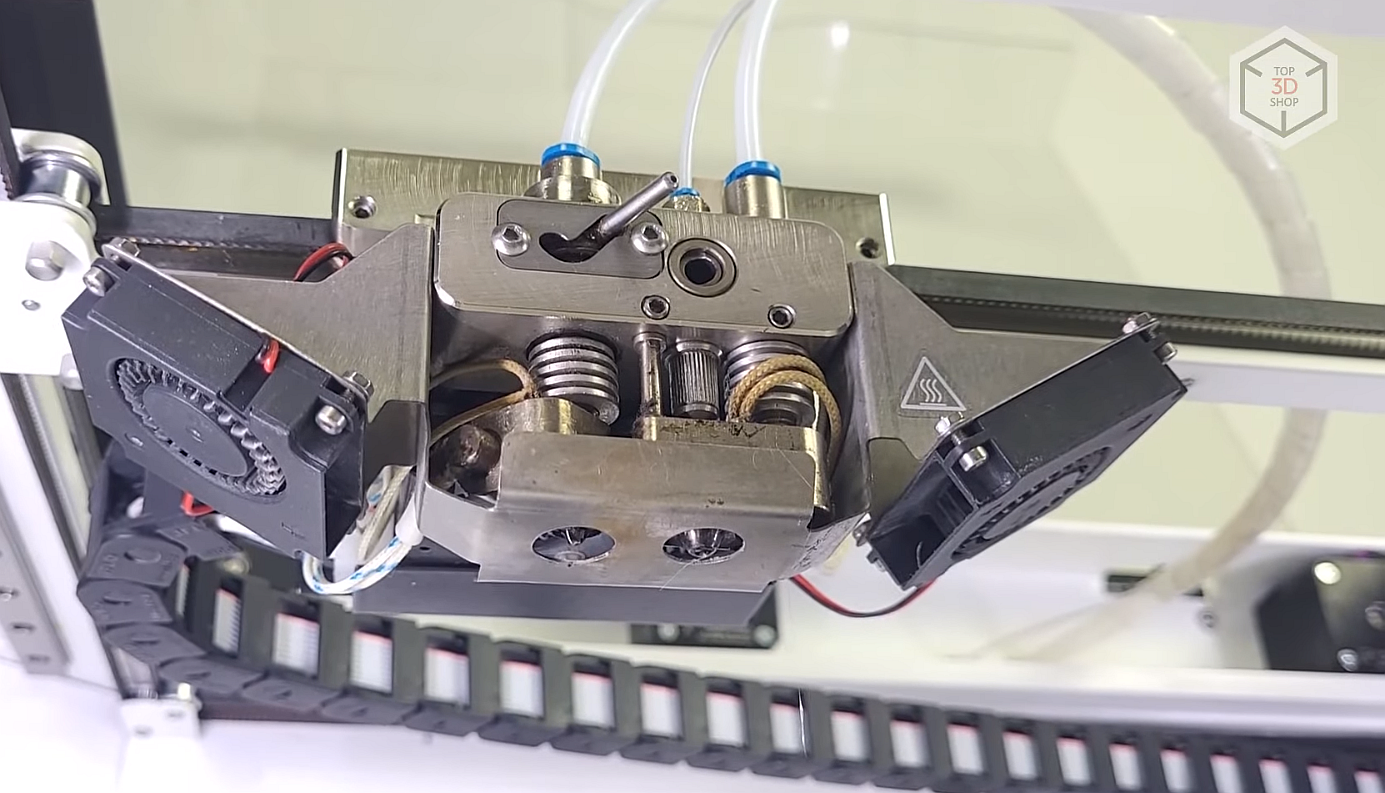
Экструдеры Composer A4
Оба экструдера тут боуден, подающие механизмы с моторами находятся на задней стенке, а оба пластика и волокно подаются по тефлоновым трубкам. Для подачи пластика в данной модели установлены редукторные фидеры типа Titan. Для подачи волокна Anisoprint разработали специальный подающий механизм. В нем используются два небольших кольцевых ремня, прилегающих друг к другу. Таким образом волокно может подаваться без проскальзывания, при этом ремни не повреждают его при движении.
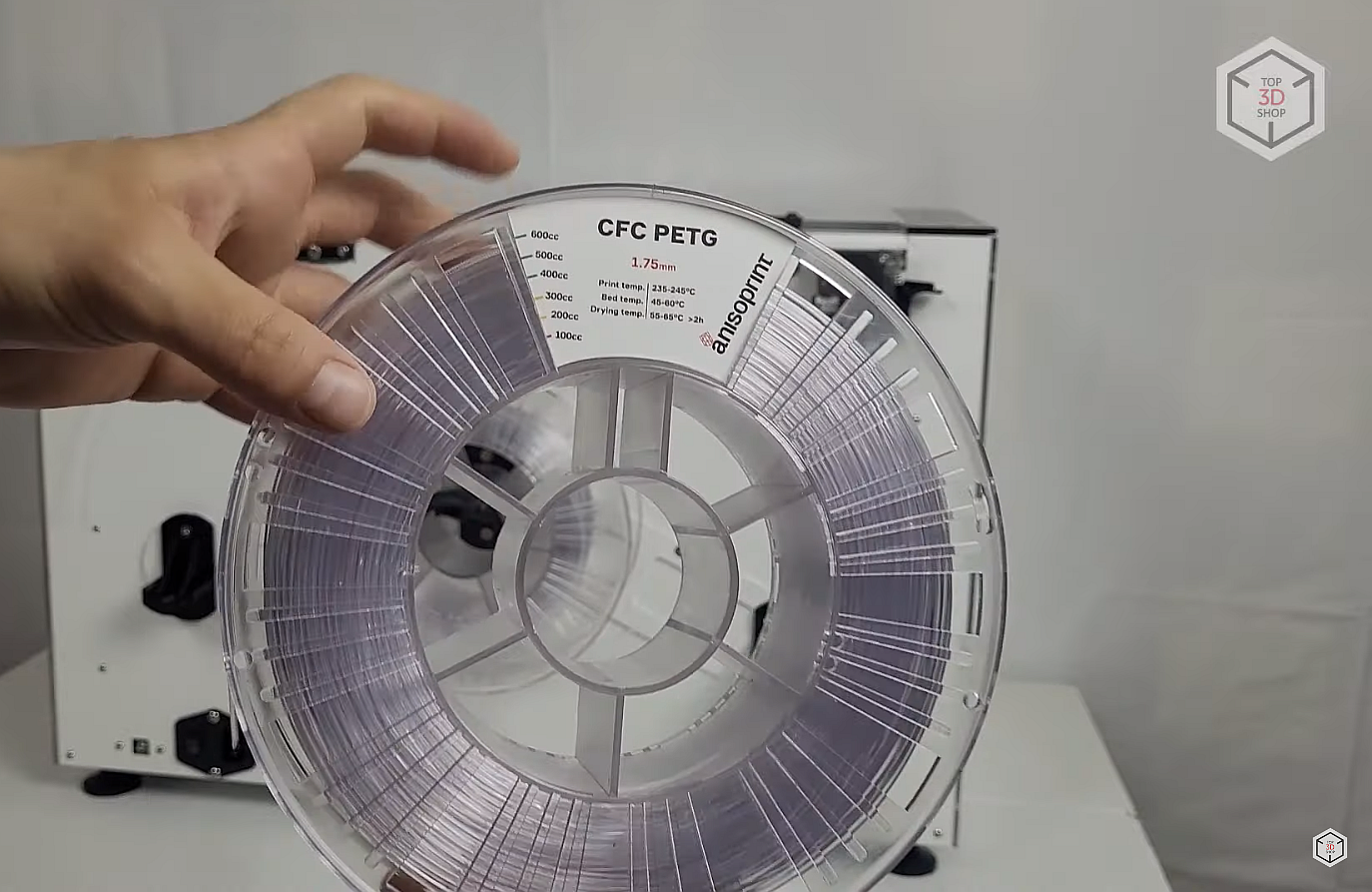
Что же вообще представляет собой это волокно? Если посмотреть на пруток, он выглядит, как цельная струна диаметром около 0,36 мм. Но на самом деле это множество очень тонких волокон, в нашем случае углеволокон, которые пропитаны специальной смолой. Это сделано для того, чтобы струна была равномерной, не расшелушивалась при подаче и могла аккуратно укладываться при печати. Производитель настоятельно рекомендует использовать фирменное волокно Anisoprint, сделанное по их запатентованной технологии. При большом желании можно попробовать печатать волокном сторонних производителей, но это может привести к серьезным не гарантийным поломкам.

Печать со сложными поддержками
Для вспомогательного пластика, который подается вместе с волокном, а также для левого хотенда можно использовать разные типы и фирмы филамента.
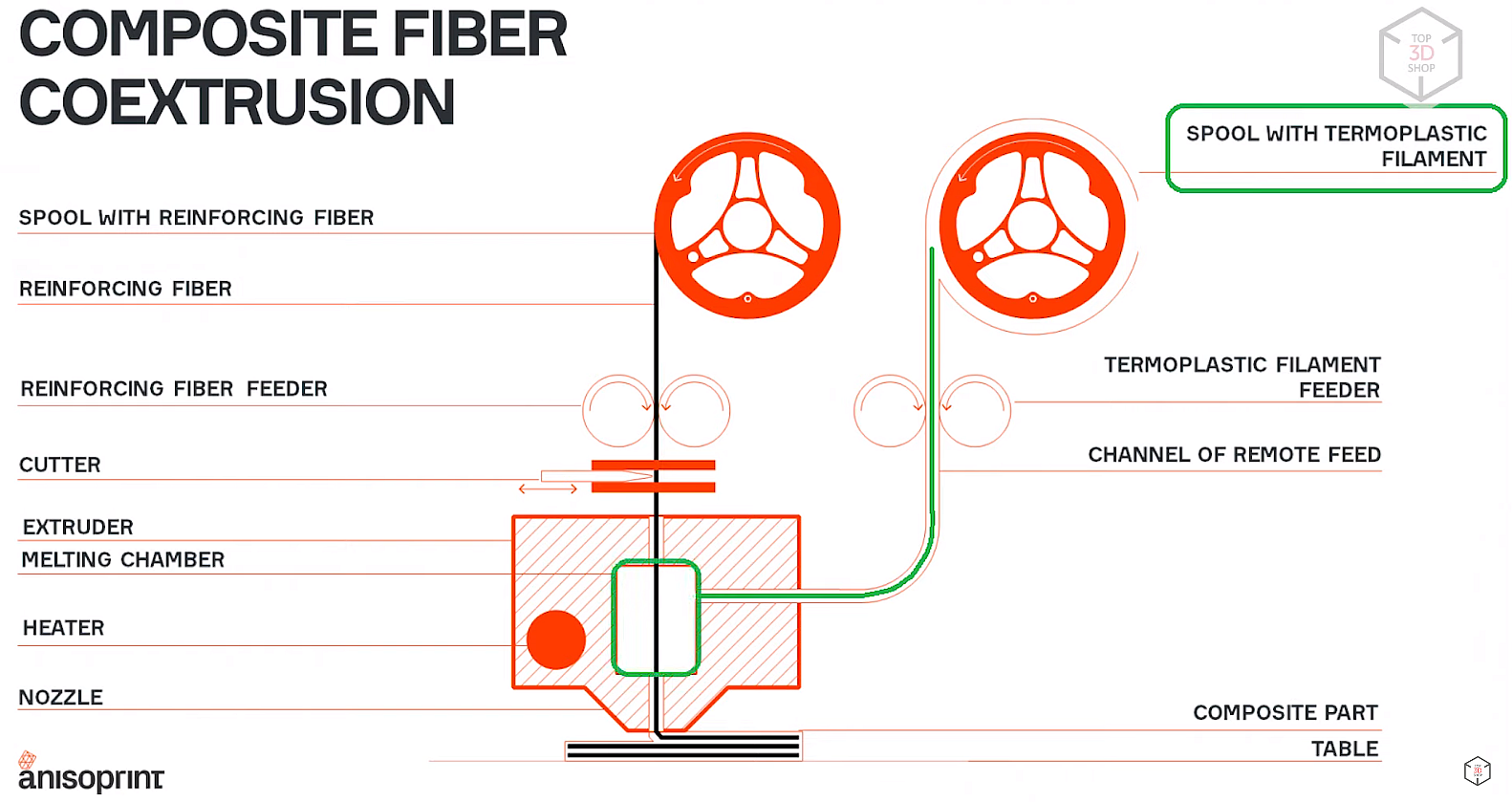
Схема подачи материалов в Composer A4
В этом заключается одно из отличий Anisoprint от технологии используемой Markforged. В ней также применяется подготовленное волокно, однако оно изначально пропитано термопластиком, как правило нейлоном. Композитный хотенд подает и сразу наплавляет его. По этой причине вы имеете ограничения в совместимости материалов между собой. Вследствие чего Markforged не только позволяют вам использовать исключительно фирменное волокно, но и пластик для обычного хотенда есть возможность выбирать только из небольшого предложенного списка, так как слайсер очень ограничивает выбор настроек. Anisoprint с одной стороны тоже рекомендует использовать пластик и волокно, проверенное инженерами компании. Тогда вы с большей вероятностью будете получать желаемый результат. Но потенциально, вы имеете возможность экспериментировать с принтером и различными материалами. Как пластиком, так и волокном, если оно сможет нормально укладываться с данной конструкцией хотенда. Слайсер Aura с открытой лицензией позволяет очень точно менять параметры печати, что дает возможность экспериментировать, на свой страх и риск, конечно.
Софт для проектирования
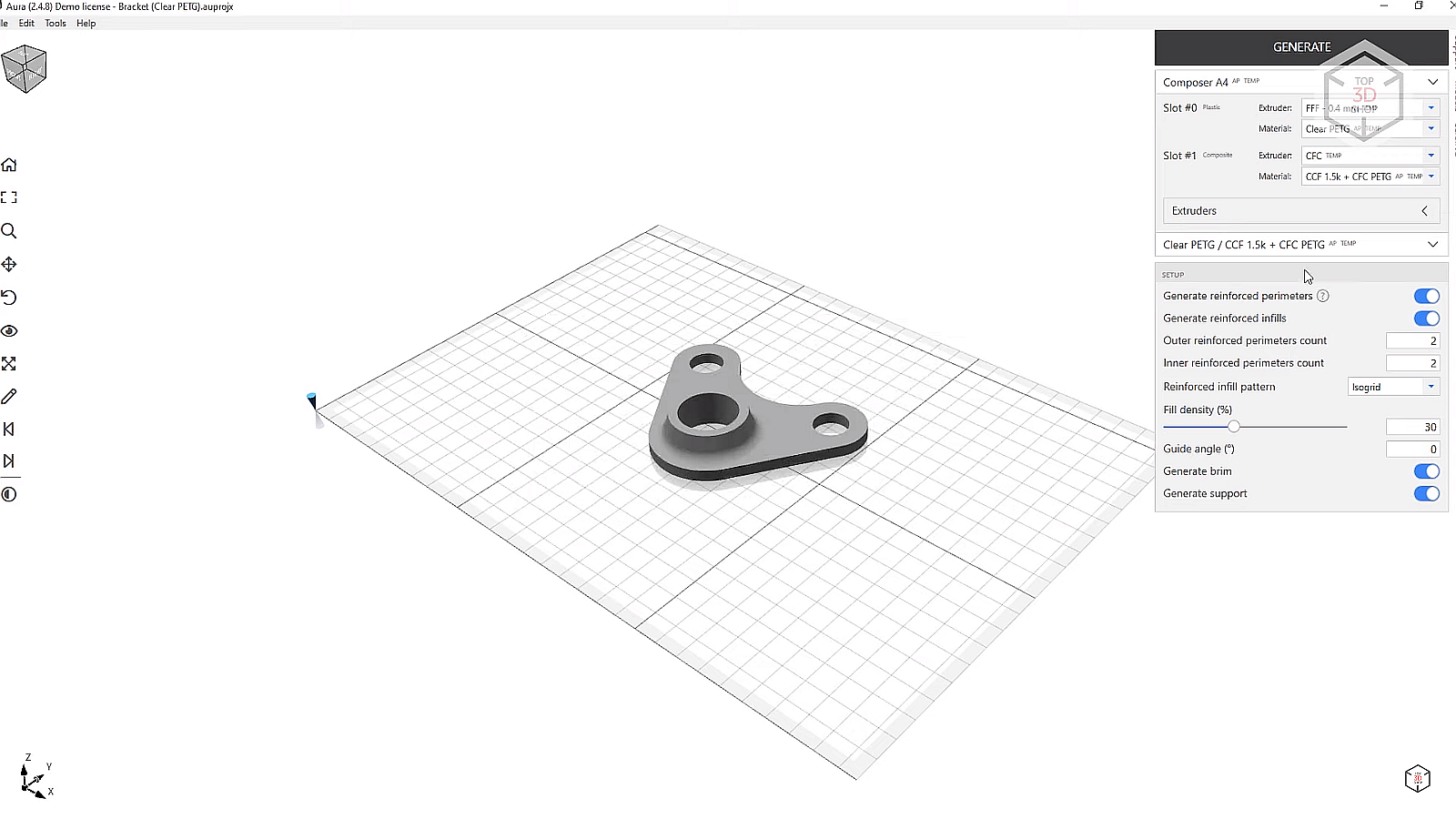
Кроме этого, строение композитного экструдера и система ко-экструзии волокна вместе с пластиком, позволяют печатать не только усиленные контуры, но и усиленное заполнение. Что позволяет лучше контролировать прочность деталей, и экономить их вес.
Про управляющую плату и электронную составляющую данной модификации принтера рассказывать особого смысла нет. Так как в последних версиях электронная начинка довольно сильно изменилась. Опять же, на работоспособность и возможности это не влияет, разве что в новых версиях установлена более современная и качественная плата.
Панель управления
Для управления принтером на лицевой стороне, справа сверху расположен сенсорный экран. Использовать его удобно, сенсор достаточно качественный. Интерфейс меню тут свой. На главном экране отображается температура двух хотендов и нагревательного стола. Нажав на соответствующий пункт можно попасть в меню нагрева. Тут можно вручную выставить необходимую температуру, отдельно есть кнопка для отключения нагрева и кнопка Auto. При нажатии на нее выставится последняя использованная температура. Максимальная температура обоих хотендов 270 градусов. Максимальная температура стола, как мы уже сказали, 120 градусов.

Сенсорная панель управления Composer A4
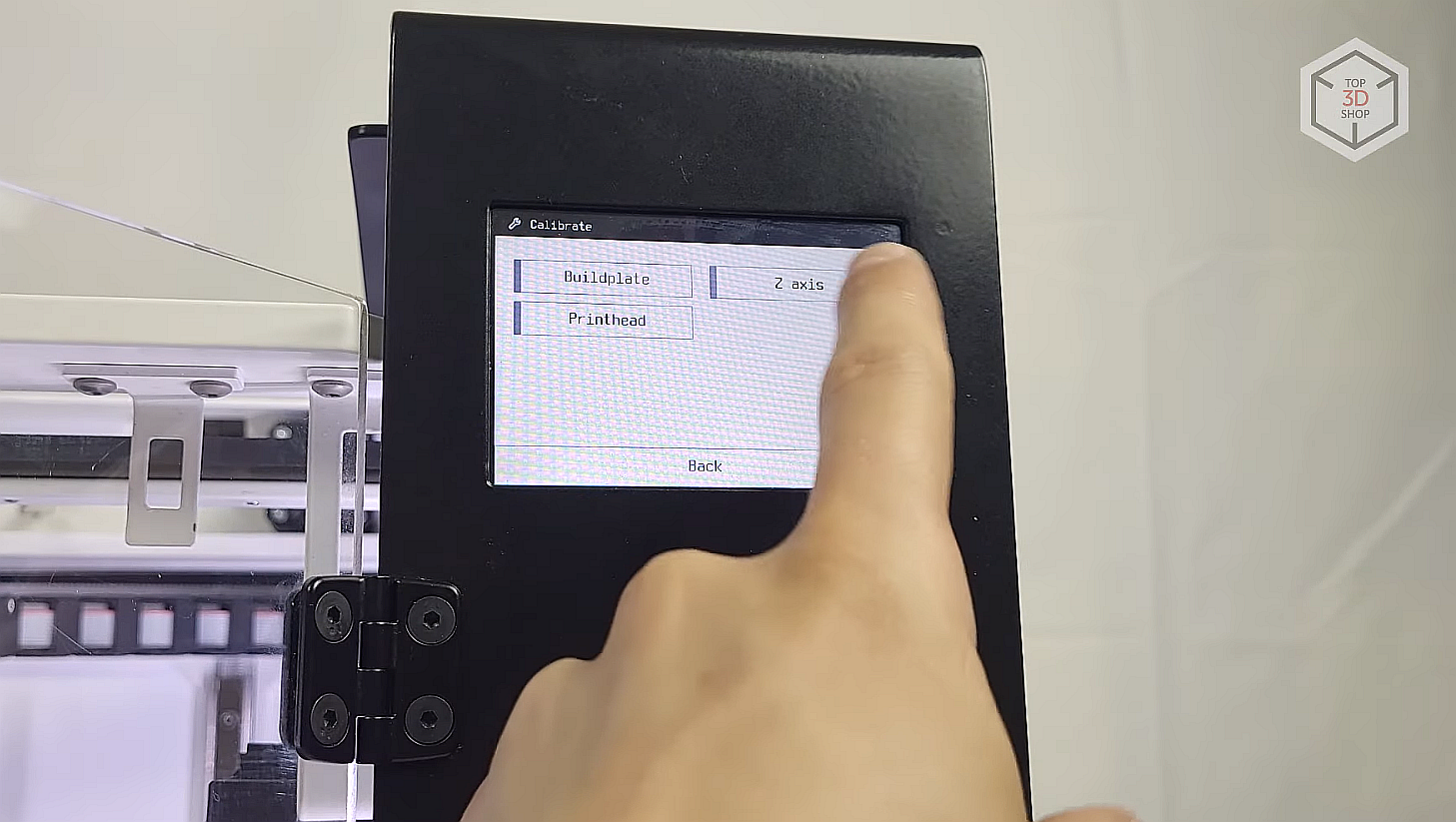
В меню Maintenance находятся все остальные функции и настройки. Materials - это ассистент загрузки и выгрузки всех материалов. В меню Move можно вручную перемещать оси принтера. Тут же есть подпункт Extruders, в котором можно управлять подачей пластика и волокна, а также принудительно запустить механизм смены экструдера, отрезания волокна и включить обдув зоны печати. В меню Calibrate, очевидно, находятся помощники калибровки стола и хотендов. В Settings можно вручную настроить отступы хотендов от стола и друг от друга, данные параметры можно получить в процессе калибровки. Есть “Настройки шагов на миллиметр всех осей” (Steps per mm) и “Параметры PID” (PID settings), эти параметры настроены с завода и трогать их, как правило, не приходится. В меню Debug Info находится сводная информация о состоянии осей и нагревателей. В Аbout Printer можно найти информацию о версии принтера, прошивки и тому подобное. Ну и, естественно, есть пункт Print, через который можно запускать gcode-файлы на печать.
Запуск на печать с сенсорной панели управления
Калибровка
Ладно будем плавно переходить к подготовке принтера, калибровке и тестам печати. Принтер поставляется полностью собранным, единственное, что нужно сделать - это прикрутить к задней стенке держатели для катушек филамента и волокна. Если смотреть на принтер сзади, в центре должен находиться держатель для филамента левого экструдера. Справа держатель катушки вспомогательного филамента композитного экструдера. Слева нужно прикрутить короткий держатель, на нем будет висеть катушка с волокном.
Anisoprint рекомендует использовать фирменные материалы
Далее нужно произвести калибровку стола и экструдеров. Для этого в меню принтера есть соответствующие ассистенты. Первым делом заходим в меню Calibrate - Buildplate. Принтер предложит нагреть стол до температуры, при которой вы собираетесь печатать. После нагрева печатающая голова отъедет к задней центральной точке, где находится один из трех регулировочных винтов, и опустится на высоту примерно 10 мм. Через меню принтера постепенно поднимаем стол, сокращая это расстояние. При этом подкладываем между соплом и столом обычный лист бумаги A4. И добиваемся, чтобы лист двигался с небольшим сопротивлением, точно так же, как это делается на любом другом принтере. На экране нажимаем “Далее” (Next) — печатающая голова переместится в ближний левый угол. Тут уже просто подкручивая винт настраиваем левый угол с помощью листа бумаги. Еще раз нажимаем далее и по тому же принципу настраиваем правый угол. После этого нужно повторить всю процедуру, чтобы убедиться, что при первой регулировке стол не перекосило.
Столик для печати Composer A4
Далее нужно проверить отступ левого экструдера по оси Z. Заходим в Calibrate - Z-axis. Печатающая головка переместится в центр стола и, как и при первой калибровке остановится на высоте 10 мм. Тут ничего нового, подкладываем листок бумаги, через меню принтера поднимаем стол, пока листок бумаги не начнет двигаться с небольшим сопротивлением.
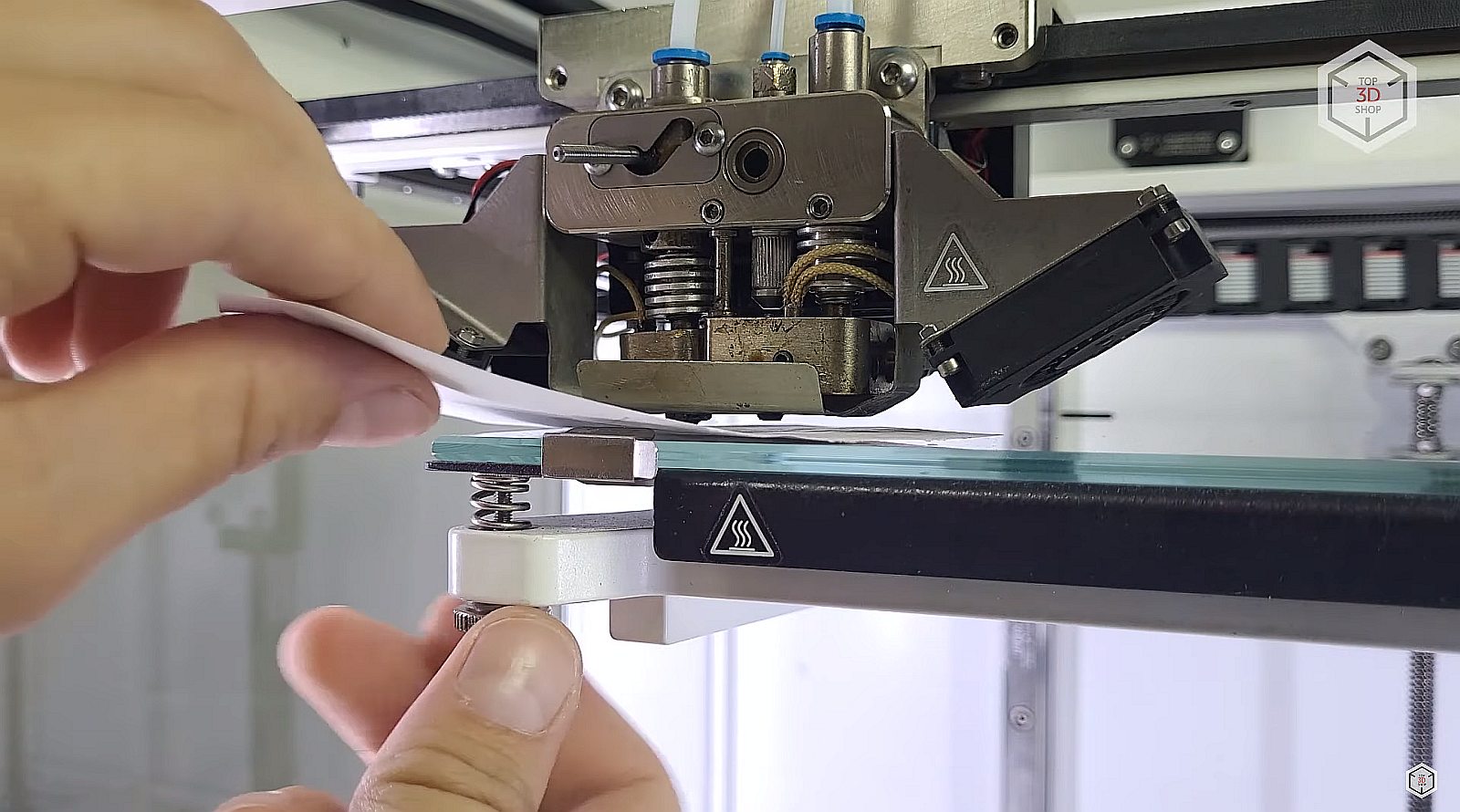
Калибровка стола Composer A4
Следующий, и пожалуй один из самых ответственных моментов, нужно откалибровать отступ композитного экструдера от пластикового по оси Z. Заходим в Z-offset calibration. Печатающая голова отъедет в сторону и поднимет левый хотенд. После этого поедет в центр. Как в предыдущем шаге подстраиваем высоту правого экструдера с помощью листа бумаги. В данном случае лист бумаги должен проходить между соплом и столом почти без сопротивления, но при этом не слишком высоко. Расстояние должно получиться примерно около 0,3 мм. На данном этапе понять, правильно ли откалиброван композитный хотенд, сложно. Требуется сноровка. Если хотенд поднят слишком высоко, волокно не будет хорошо приклеиваться. Слишком низко - волокно при вдавливании в пластик может ломаться и забивать композитный хотенд. А этого мы бы никому не рекомендовали. Чистка композитного хотенда - приключение не из приятных.
Калибровка по оси Z Composer A4
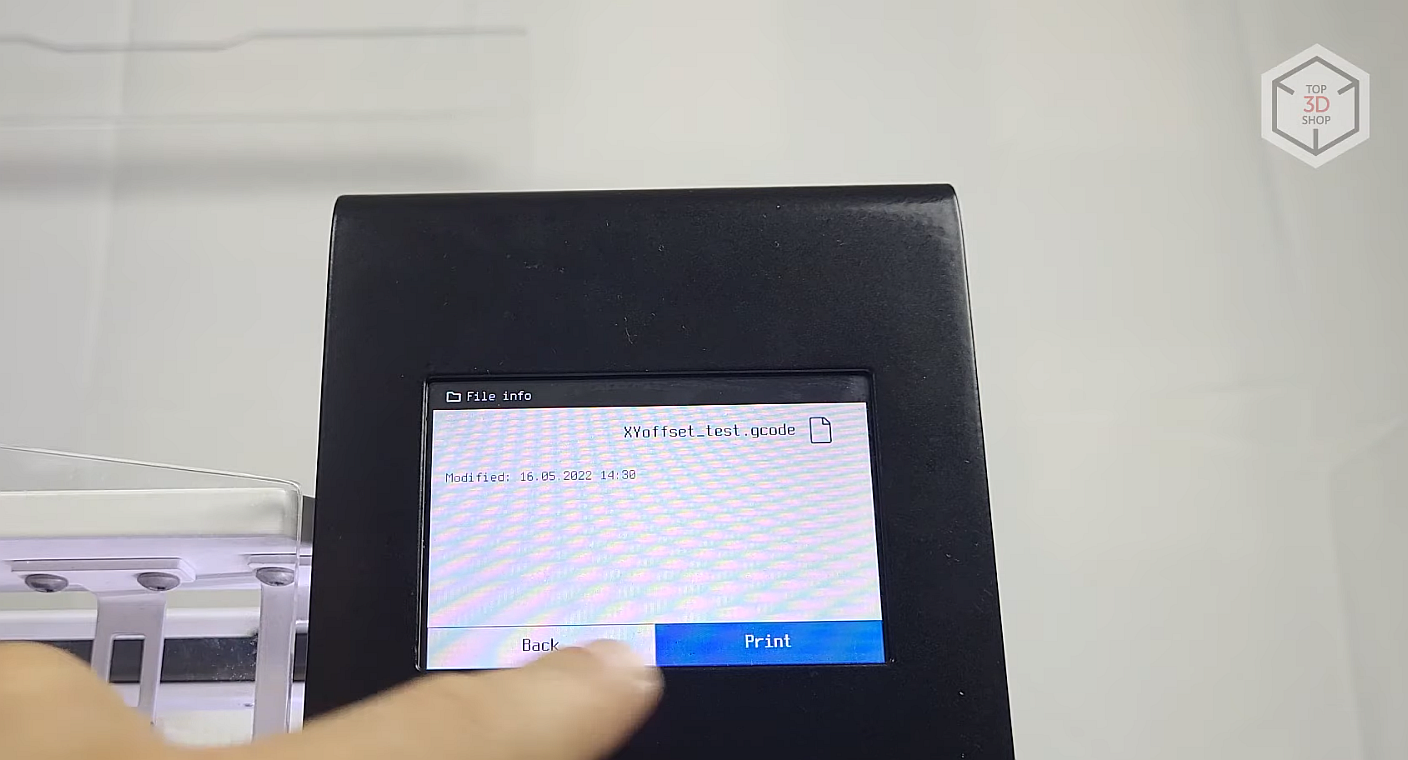
Осталось откалибровать отступы хотендов по осям XY. Для этой калибровки нужно напечатать тестовый gcode-файл, который можно скачать на сайте Anisoprint. Ну и естественно, перед этим нужно заправить материалы в принтеры.
Если принтер новый, можно сразу приступить к загрузке. Если же принтер уже использовался, крайне рекомендуется хорошенько прочистить композитный хотенд. Для этого через меню принтера нужно включить нагрев композитного экструдера до температуры, при которой вы последний раз печатали. И используя небольшое сверло или специальную иглу, хорошо прочистить отверстие от сопла до самого выхода из нагревательного блока. При этом сверху будут вылезать остатки пластика, их нужно аккуратно убирать тонким пинцетом. Данную процедуру нужно продолжать до тех пор, пока вы не убедитесь, что канал, по которому будет подаваться волокно чистый и не имеет нагара на стенках.
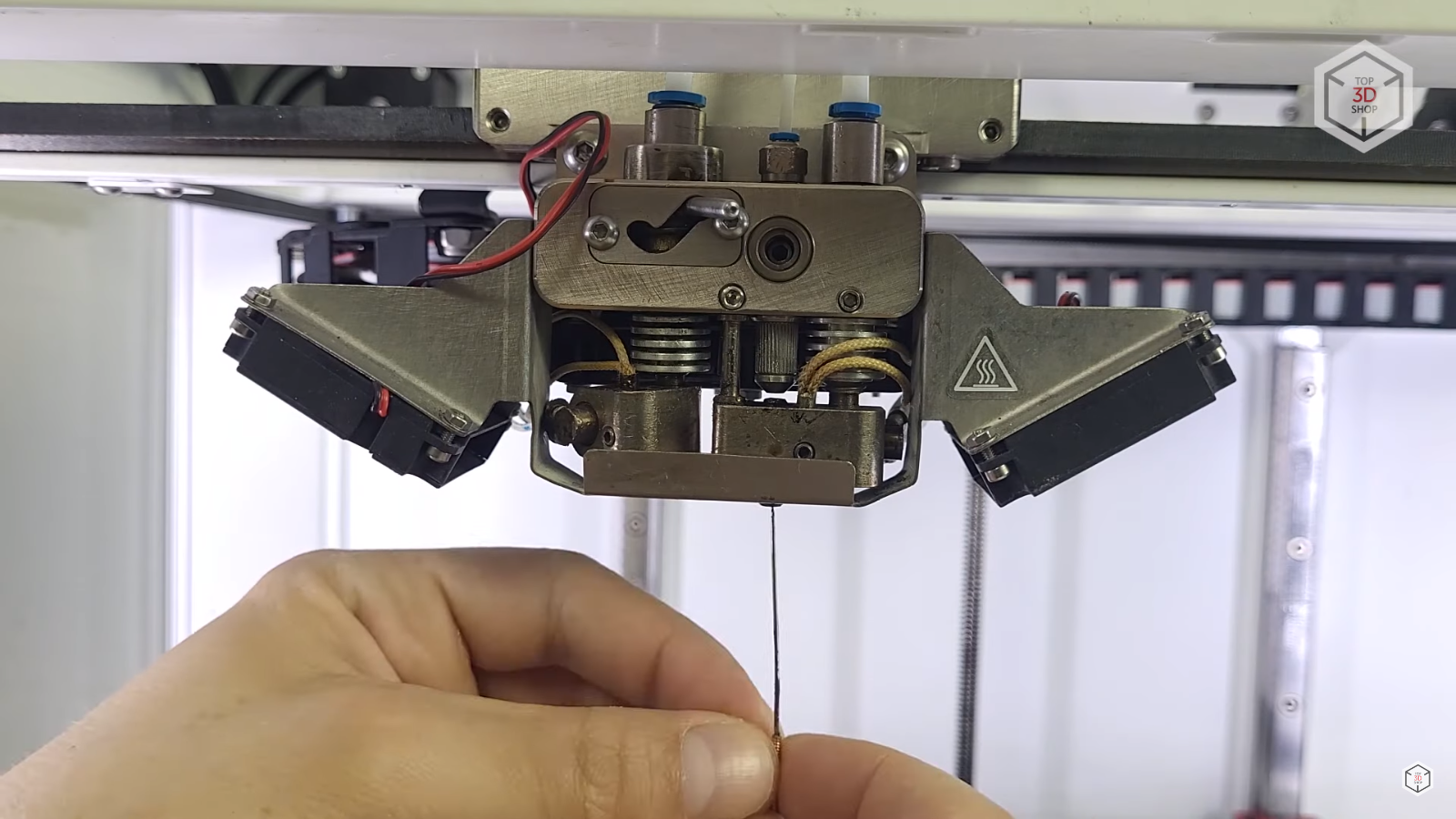
Прочистка хот-энда
Загрузка материалов
После этого можно приступить к загрузке материалов. Как и для калибровки, в меню принтера есть специальный ассистент, который поможет это сделать. С левым хотендом все просто. Его катушка должна висеть на нижнем центральном держателе, а подающий механизм левого хотенда находится в центре. Кончик филамента вставляем в подающий механизм. Заходим в пункт Materials - Plastic - Load. Нагреваем хотенд до необходимой температуры и далее следуем инструкциям на экране. Сначала пластик начнет двигаться быстро, а на подходе к хотенду замедлится. Нужно дождаться пока пластик не начнет выходить из сопла, после чего можно завершить процедуру загрузки.
После выхода пластика загрузка может считаться завершенной.
С вспомогательным пластиком композитного хотенда процедура примерно такая же. Единственный момент: когда пластик начнет выходить из сопла, в этот же момент он будет немного выступать над нагревательным блоком из входного отверстия волокна. Капельки пластика, появляющиеся там, нужно аккуратно убирать пинцетом, иначе они потом помешают подаче волокна.
С загрузкой волокна опять же, процедура аналогичная. Разве что обращаться с волокном нужно крайне аккуратно. Во-первых, никогда не отпускайте свободный конец волокна, иначе катушка моментально разматывается. В таком случае, нужно распустить ее до момента, где волокно уложено ровно, и аккуратно намотать ее обратно. Во-вторых, при обращении с волокном будьте очень осторожны, если вести пальцами по волокну, оно может оставить занозы под кожей. Желательно делать это в перчатках или прижимать пальцы к волокну совсем не сильно, на свой страх и риск. Вешаем волокно на короткий держатель, аккуратно доводим его до подающего механизма и немного прокручиваем подающую шестерню мотора, пока фидер не захватит волокно. Следуем инструкциям на экране, волокно начнет двигаться вперед и появится из правого хотенда. При завершении процедуры нож отрежет волокно и его нужно будет вручную достать из хотенда.
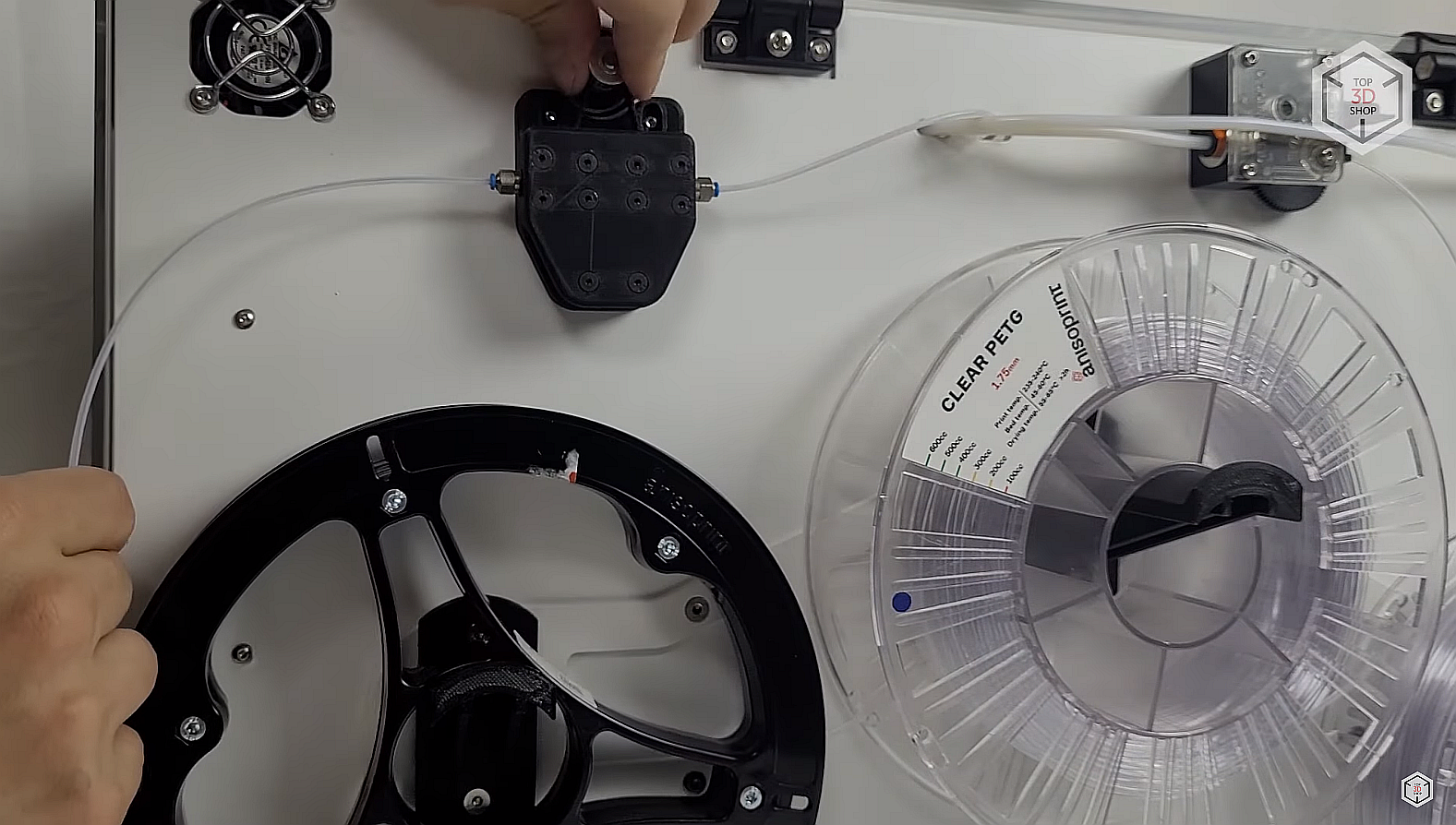
Загрузка материалов Composer A4
Когда материалы загружены, запускаем на печать скачанный с сайта файл для калибровки отступов экструдеров. Принтер напечатает большой прямоугольник, по нему можно понять, правильно ли была произведена калибровка отступов по оси Z. А также два ряда маленьких прямоугольников по оси X и Y. После этого хотенд сменится и поверх этих рядов принтер уложит по одной линии с волокном. Нужно найти маленькие прямоугольники, на которых волокно проходит точно посередине. Посмотреть, какие по счету эти прямоугольники от центра и таким образом высчитать необходимый отступ. Ряд прямоугольников, который идет слева-направо отвечает за отступ по оси Y. Каждый из прямоугольников соответствует отступу в 0,1 мм. Справа от центра — плюс, слева — минус. Ряд, который напечатан спереди-назад, отвечает за ось X. Спереди — плюсовые значения, сзади — минусовые. Посчитав необходимые отступы, нужно внести соответствующие изменения в настройках принтера.
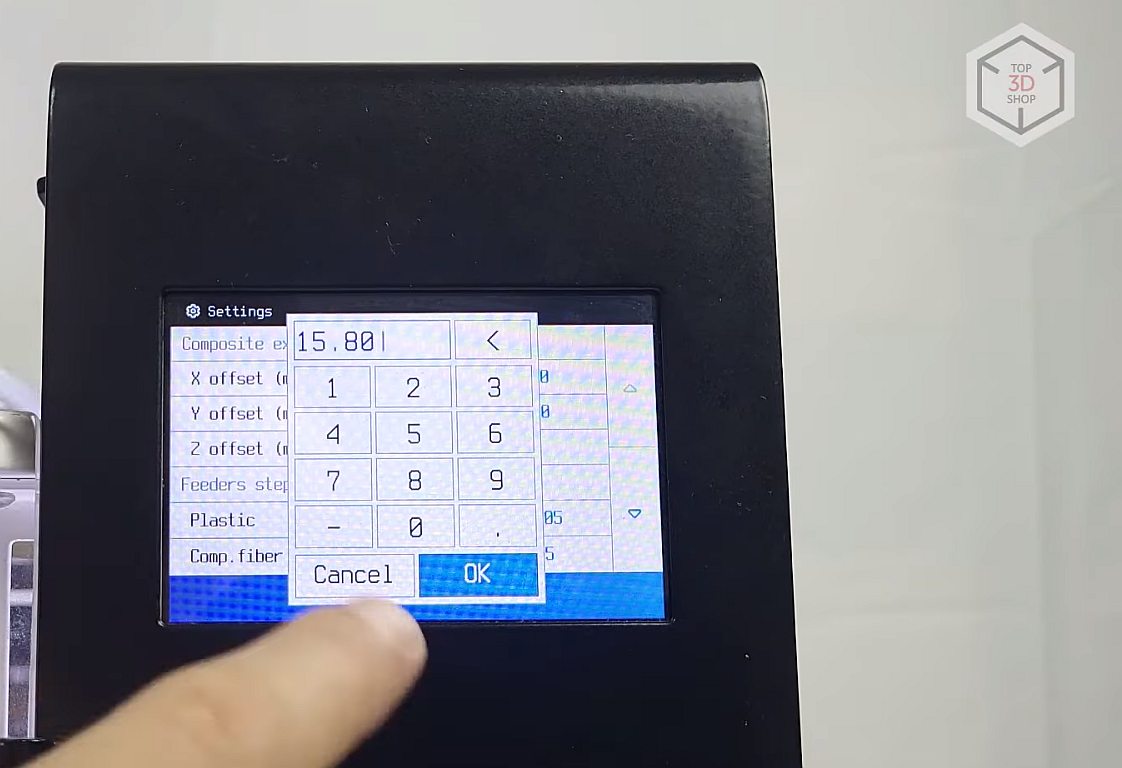
Задание отступов в настройках
Все эти процедуры подробно описаны в инструкции на сайте производителя. Если что-то не понятно, необходимую информацию вы всегда можете найти там.
ПО
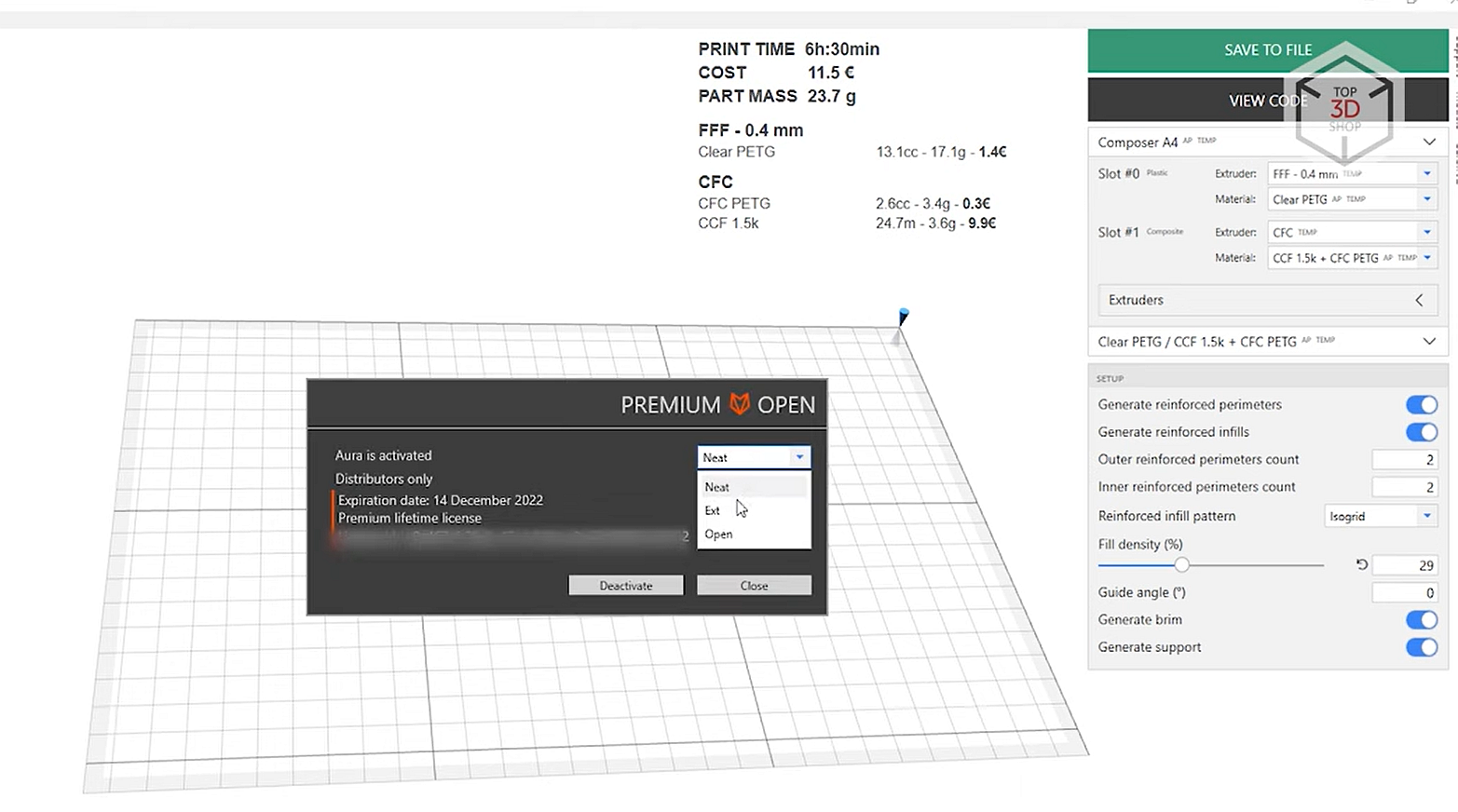
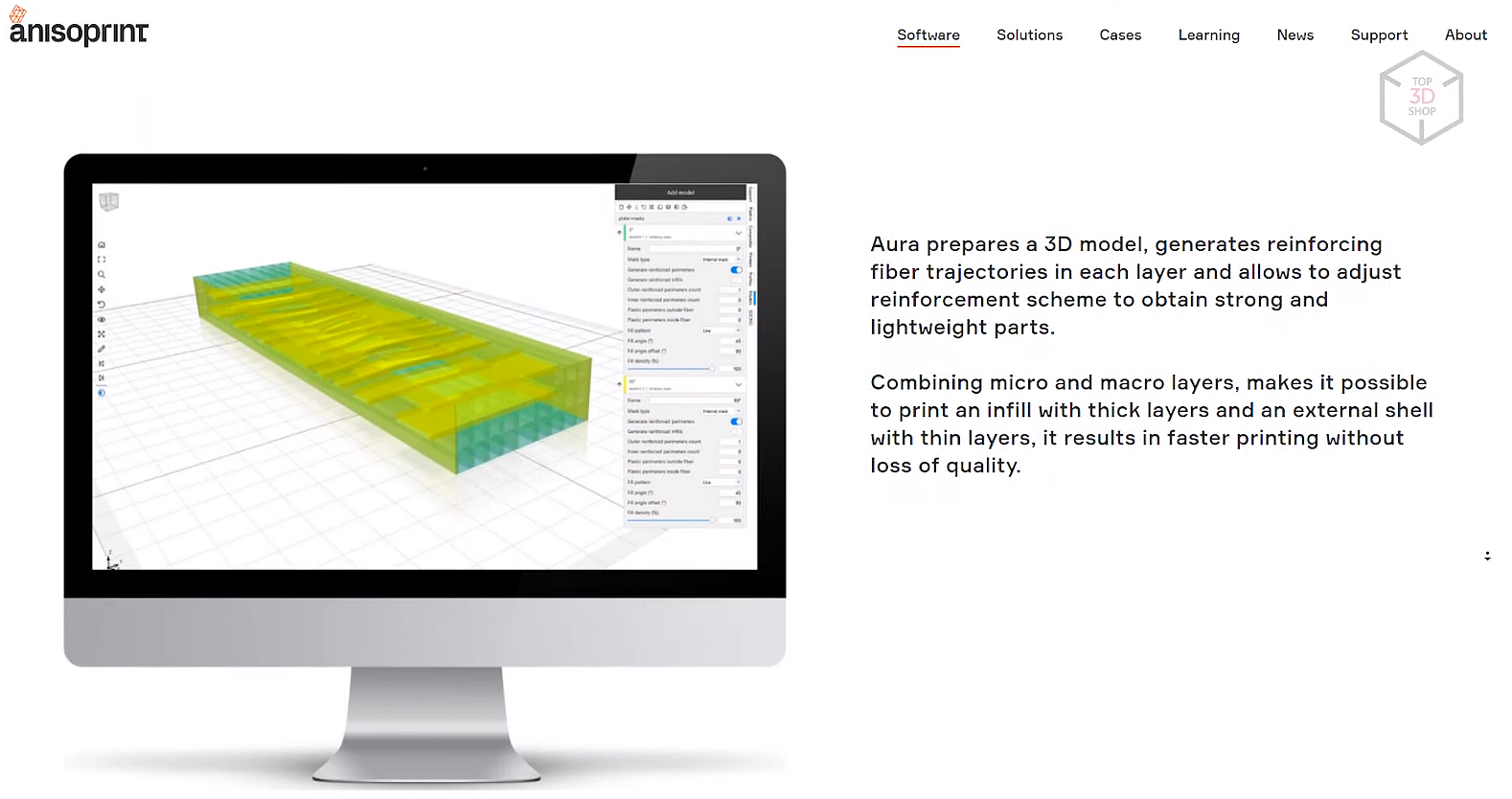
Для подготовки моделей к печати компания Anisoprint разработала свой специальный слайсер, который называется Aura. Он позволяет нарезать модели, как для обычной пластиковой печати, так и для печати композитных деталей усиленных волокном. Aura имеет 3 типа лицензий, которые отличаются друг от друга количеством настроек и, соответственно, ценой.
ПО Aura на официальном сайте
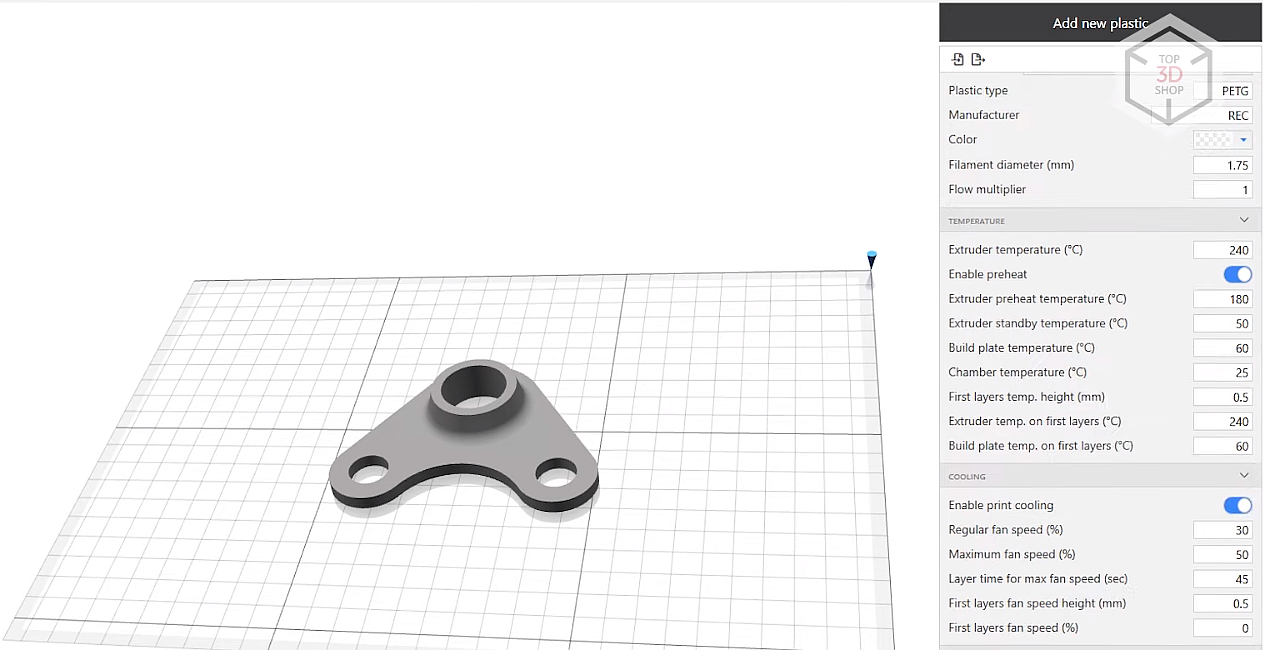
Самая простая лицензия Neat, дает доступ только к минимально необходимым параметрам. И позволяет печатать только двумя основными типами филамента PETG, который для Anisoprint производит компания REC, и Smooth PA - специальный полиамид, произведенный компанией Polymaker. В настройках есть выбор только из этих материалов в связке с двумя типами волокна. CCF - это углеволокно, CBF - это базальтовое или стекловолокно. Можно включать и выключать армирование внешних контуров и внутренних отверстий с настройкой количества линий, выбирать и настраивать усиленной заполнение, включать поддержки и еще пара настроек. Менять температуры, скорости, высоту слоя и тому подобное, возможности нет. Все за вас будет решать сам слайсер. Лицензию NEAT, как правило, используют компании, занимающиеся производством. С ней, вы имеете минимум настроек, ограниченный набор поддерживаемых материалов, но при этом более предсказуемые и стабильные результаты.
Продвинутая лицензия Ext уже дает доступ к большему количеству материалов, у которых можно менять температуры и параметры откатов для пластикового экструдера. Для композитного экструдера есть только выбор из большего количества материалов. Также тут есть пункт с настройками профилей печати, правда, параметров тут не очень много. Появляется возможность настраивать тип и процент заполнение для пластикового хотенда, немного настроек для поддержек и еще несколько параметров.
Настройка специализированных параметров ПО Aura в версии Ext.
Ну и самая развернутая лицензия Open, как следует из названия, она позволяет настраивать вообще что угодно, вплоть до самых мельчайших параметров. Такая лицензия может пригодиться, например, научно-исследовательским учреждениям. Она позволяет полноценно экспериментировать с принтером и материалами.
Лицензии слайсера Ext и Open - это второе основное отличие Anisoprint от Markforged. У Markforged хороший слайсер, но хоть как-то настраивать в нем параметры материалов или экструдеров, нельзя. Aura позволяет настроить почти любые параметры, которые могут пригодиться при использовании каких-то специфических материалов. Например, устойчивых к какому-то химическому воздействию, или хорошо поддающиеся постобработке. Кроме этого, прошивка самого принтера понимает обычные gcode-команды, следовательно, при наличии соответствующих навыков и знаний, можно управлять принтером вообще как вздумается.
Рабочее пространство Aura для 3D-принтера Anisoprint Composer A4
Подробно рассказывать про все возможности слайсера Aura мы сейчас не будем, иначе это видео растянется на долгие часы. Параметров тут бесчисленное множество. Хотелось бы отметить только пару интересных моментов.
Во-первых, Aura использует так называемую систему макрослоев. Суть ее заключается в том, что разные участки модели, внутренние периметры, внешние периметры, заполнение и поддержки могут печататься с разной высотой слоя. Как бы догоняя друг друга во время печати. Например, внутренние периметры могу печататься с высотой слоя 0,3 мм для уменьшения времени печати, а внешние с высотой слоя 0,2 мм, чтобы поверхность получалась более аккуратной. Таким образом, в одном макрослое высотой 0,6 мм поместится два слоя в 0,3 мм внутренних периметров и три слоя в 0,2 мм внешних. При этом высота усиленных волокном слоев всегда будет соответствовать высоте макрослоя. Звучит это немного сложно, но менять эти параметры, как правило, не приходится, к тому же доступ к ним есть только в лицензии Open.
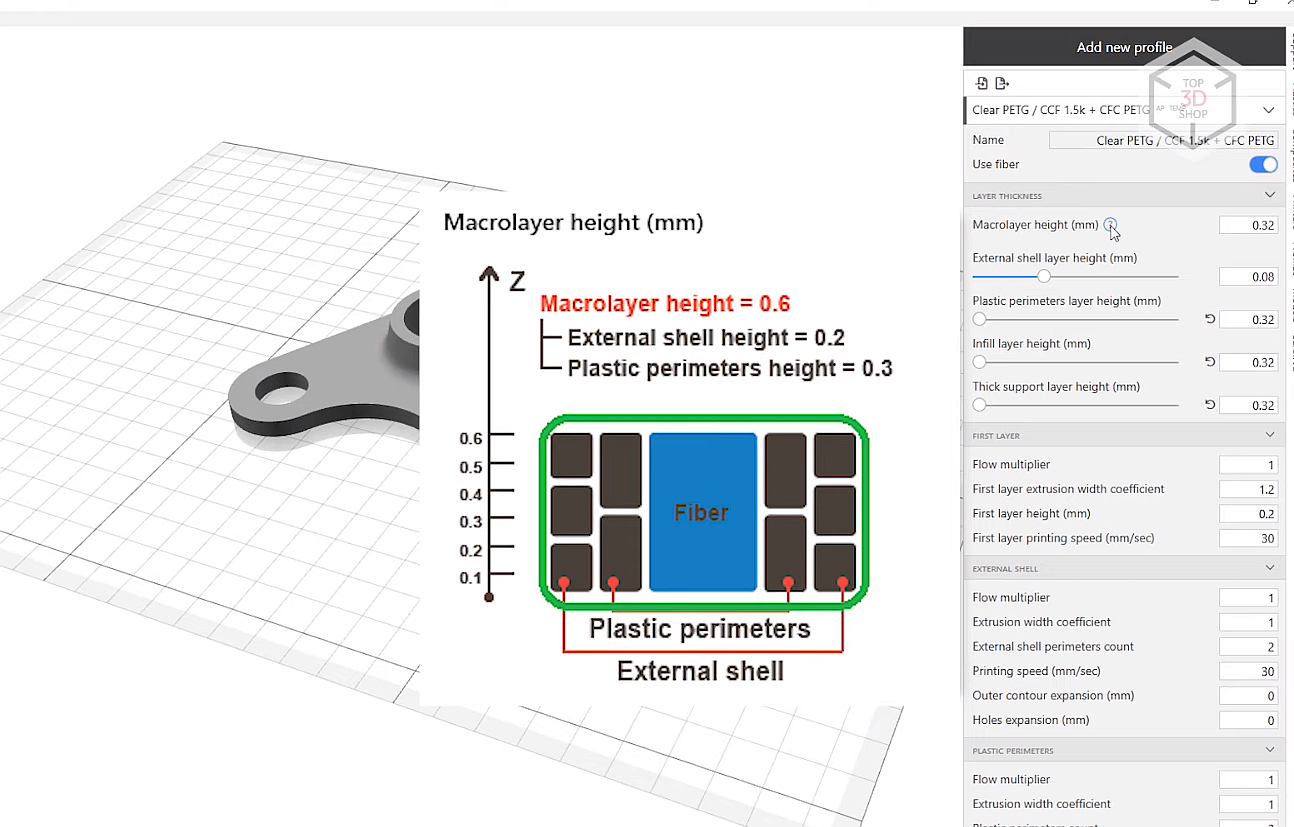
Работа с макрослоями в Aura
Во-вторых, из-за специфики технологии, скорость печати волокном довольно низкая, около 10 мм/с. А при начале и завершении движения — еще меньше, иначе волокно может плохо приклеиться в предыдущему слою или вообще обломиться. При печати пластиковым экструдером скорость больше, но в настроенных профилях она не превышает 50 мм/с. Разогнать принтер можно, кинематика позволяет. Но лучше не торопиться, чтобы избежать возможных проблем и дефектов печати.
И, в-третьих, строение композитного хотенда не позволяет укладывать короткие участки волокна. Минимальная длина составляет 45 миллиметров. После того как нож отрежет волокно, должно пройти определенное расстояние, пока волокно полностью не выйдет из хотенда. Следовательно, при печати маленьких деталей или узких участков, Aura просто не будет прокладывать маршруты для композитного хотенда. По этой же причине нет возможности усиливать волокном периметры вокруг небольших отверстий. Минимальный диаметр отверстий может составлять около 12 мм в зависимости от количества пластиковых периметров и усиленных периметров. Эти нюансы необходимо учитывать при моделировании деталей, которые вы собираетесь печатать с волокном.
Настройка параметров при печати с волокном
Тест печати
Ну и наконец, перейдем к тестам. Скажем сразу, проводить какие-то эксперименты с проверкой прочности усиленных деталей в этом видео мы не будем. Дело в том, что для проведения полноценных объективных тестов, необходимы специальные станки и типовые детали. А простые попытки сломать что-то, дают мало информации. К тому же, эксперимент с весами мы однажды уже проводили. В тот раз, чтобы сломать небольшой крюк усиленный двумя контурами волокна, потребовалось примерно в три раза больше усилия, чем для обычного пластикового крюка из PETG. Объективные показатели и цифры полученные в лабораторных условиях, вы всегда можете посмотреть на сайте Anisoprint.

Тест на прочность распечатки из PETG
Итак, для начала мы заправили PETG пластики c углеволокном. И попробовали напечатать один из примеров, который предлагает слайсер при старте. Это небольшая деталь с тремя отверстиями. Никаких существенных проблем при печати не возникло. Разве что в моменты, когда начинало укладываться волокно, иногда оно немного загибалось сразу после сопла. Возможно, мы немного не угадали с калибровкой композитного экструдера. Выглядело это не очень красиво, но постепенно эти участки закрывались следующими слоями и выравнивались. А верхние пластиковые слои окончательно спрятали эти недочеты. Кроме этого, при печати усиленных контуров, частицы волокна иногда попадали на пластиковые контуры, из-за этого в некоторых местах на поверхности остались небольшие черные точки. К пластиковому экструдеру никаких претензий нет, он все делал хорошо, хоть и не быстро. В целом, деталь получилась неплохо. Не так аккуратно, как показано на сайте и в рекламных проспектах. Но для первого теста прилично.
Первый тест печати Composer A4
Для второго теста мы специально смоделировали несложную деталь, чтобы напечатать ее тремя основными способами. Это что-то наподобие рычага с отверстиями и вырезом. В первом варианте мы напечатали ее просто пластиком PETG, во втором варианте ее же напечатали с усиленными контурами. А в третий раз уже использовали и усиленные контуры, и усиленное заполнение.
Чисто по ощущениям, ожидаемо, пластиковая деталь получилась самая мягкая и не стабильная. Образец усиленный контурами, уже ощущается значительно прочнее, причем не только вдоль волокон, но и поперек. Видимо волокно, вплавленное в пластик дает эффект армирования и усиливает деталь во всех направлениях. Ну и деталь у которой волокно уложено везде где можно, получилась самой жесткой, опять же по ощущениям. Качество напечатанных деталей снова очень неплохое. Хотя те же сложности, что и в первом тесте, тоже возникали. Особенно они проявились на полностью усиленной детали.

Примеры обычной печати и печати с усиленными контурами на Composer A4
Кроме этого, при моделировании мы столкнулись с ограничениями связанными с минимальным расстоянием укладки волокна. По этой причине, отверстия тут минимально возможные, при которых Aura прокладывает усиленные контуры вокруг них. А в узких местах рядом с вырезом, усиленное заполнение получилось не полноценным. Опять же, в самых важных участках все напечаталось как нужно. Но это приходилось учитывать при моделировании.
Для третьего и четвертого теста мы попробовали напечатать детали, не подготовленные для этого принтера. Элемент подвески радиоуправляемого автомобиля, нормально получался только с усиленными контурами. Заполнение волокном тут практически нигде не прокладывалось. И даже так, пара мест, которые хорошо было бы хоть как-то усилить, из-за специфики модели получились просто пластиковыми. В остальном деталь получилась хорошо и точно будет прочнее, чем не усиленная.
Кроме этого напечатали педаль от велосипеда. В ней получилось разместить и усиленные контуры и заполнение. Хотя опять же, осталась пара мест, где не влезло ни то, ни другое. Заодно на этой педали проверили, какие у слайсера Aura получаются поддержки. К ним претензий нет, пропечатались хорошо, удалились без труда, поверхность над ними получилась приличная.
Результат печати на Composer A4 детали от велосипеда
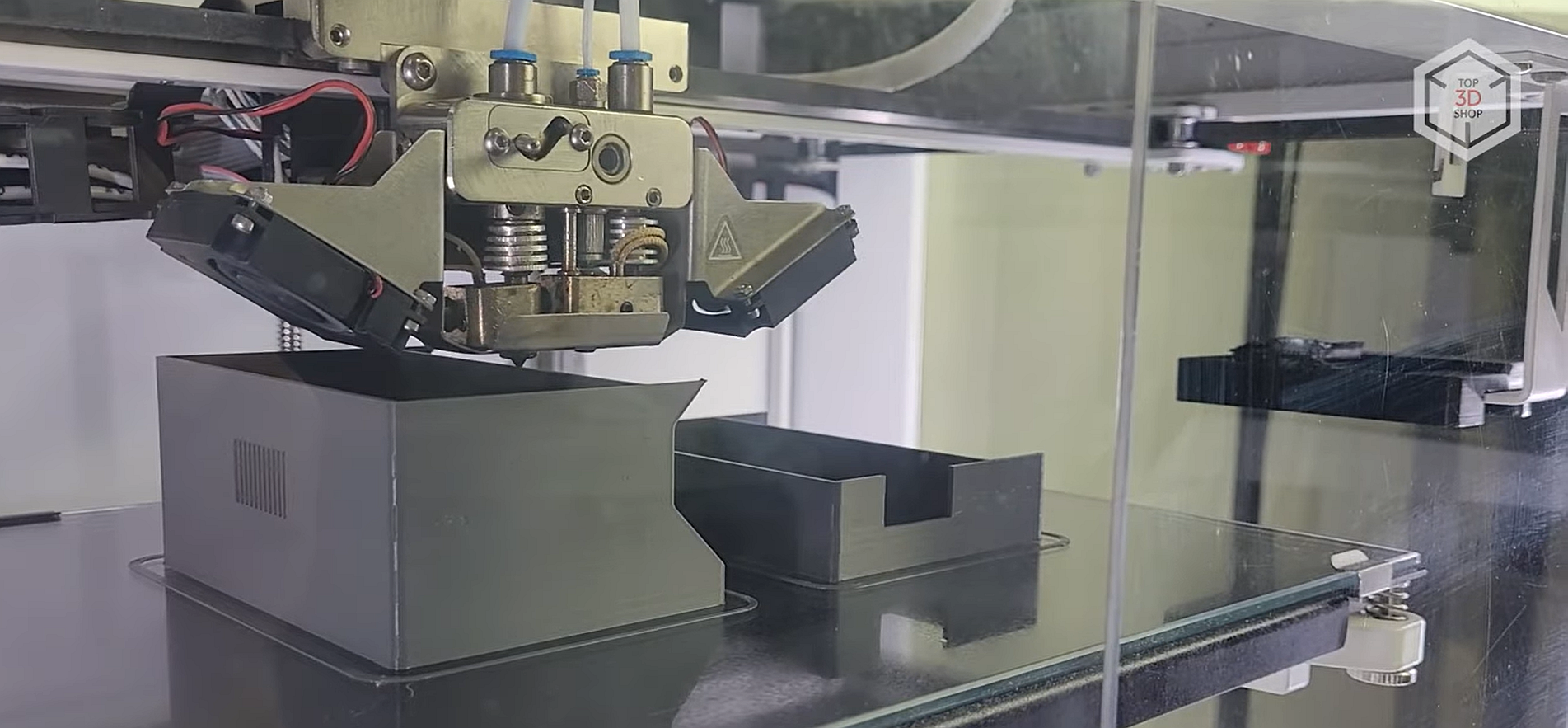
Следующим тестом мы решили проверить, как принтер справляется с простой печатью случайно выбранным старым дешевым ABS-пластиком, без усилений. Напечатали пару деталей, это части корпуса для блока питания. Все прошло хорошо, благодаря пассивной термокамере ABS-пластик не усел во время печати. Углы не отклеивались, тонкие стенки не потрескались. После остывания детали остались ровными. Единственное, что смутило, в месте с решеткой остались переходные линии, видимо минимальное расстояние для ретракта в слайсере выставлены слишком большими для таких промежутков. И переносы в этих местах происходили просто без ретрактов.

Пример печати на Composer A4 обычным пластиком ABS
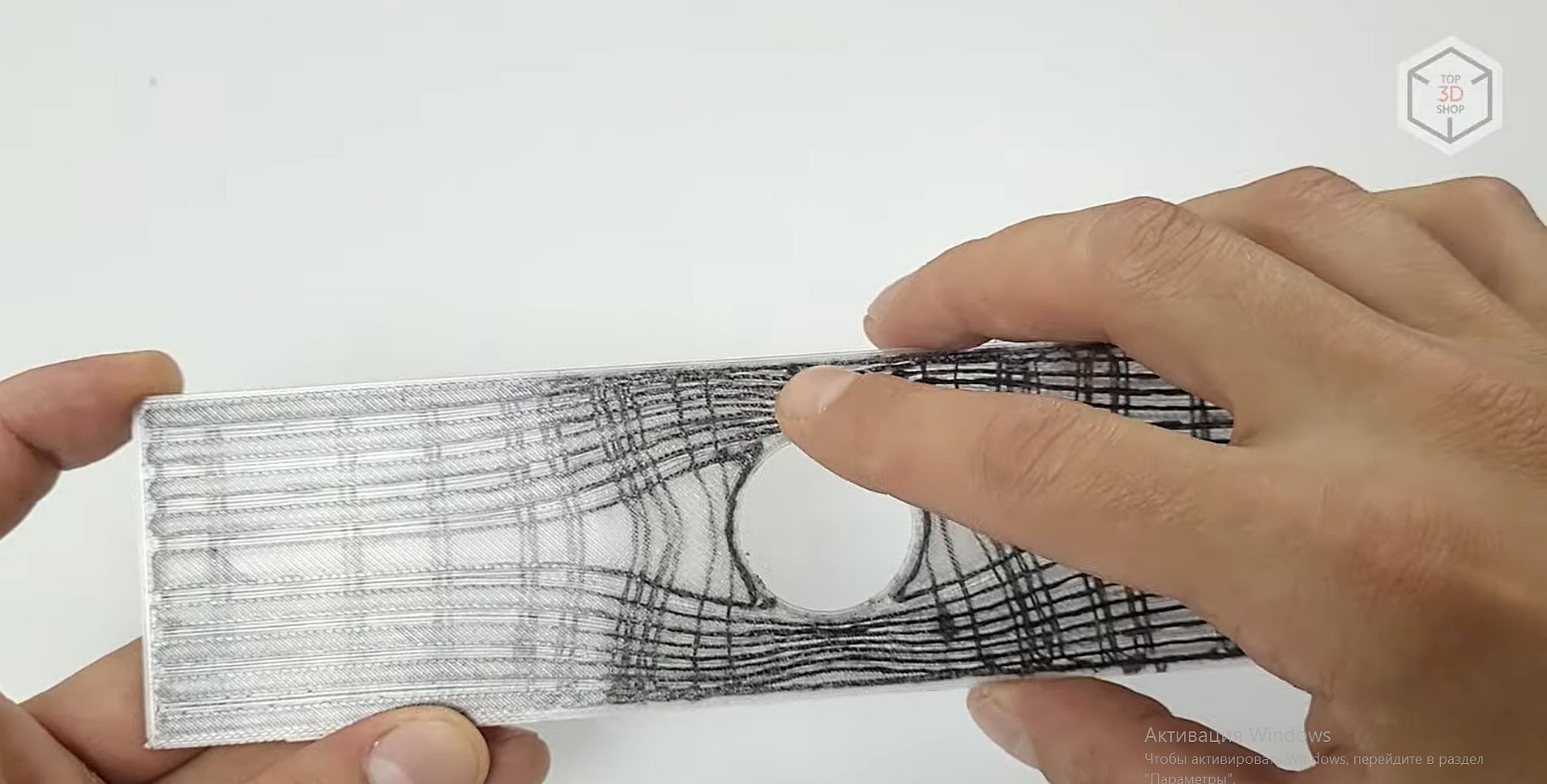
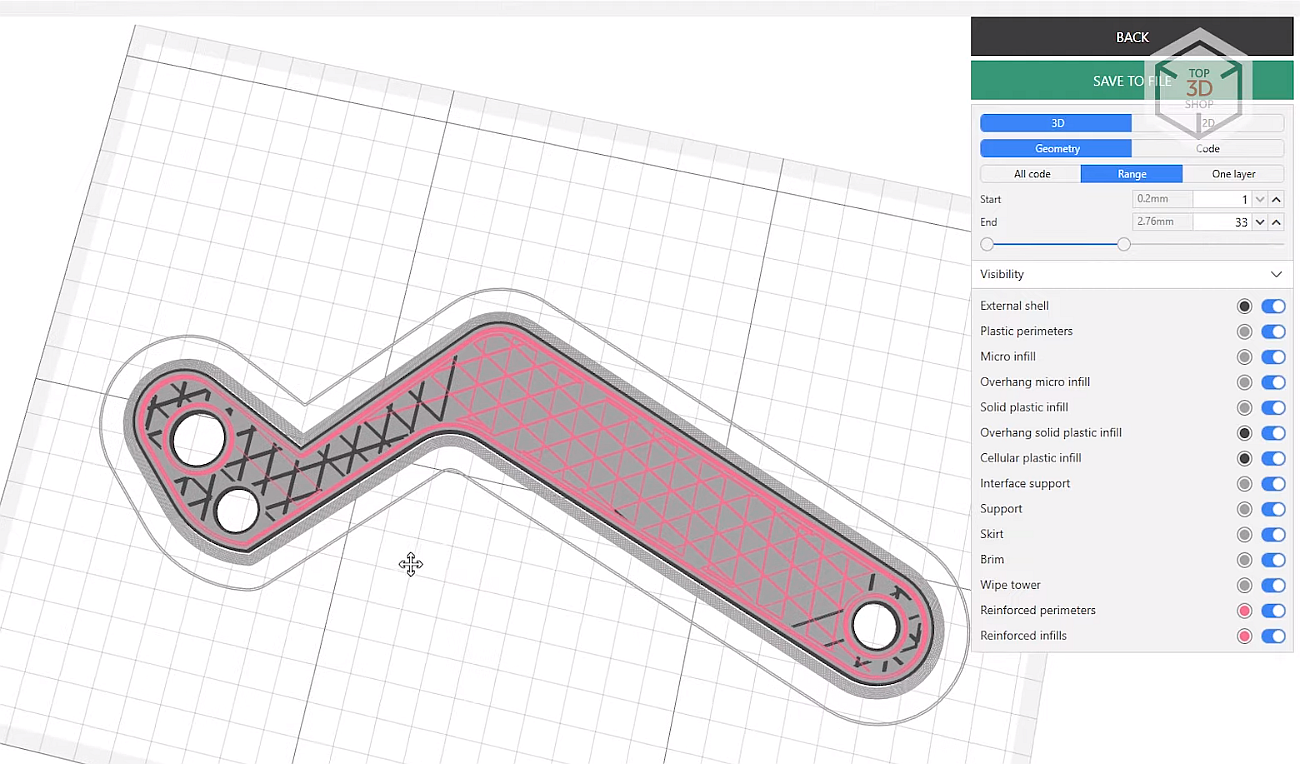
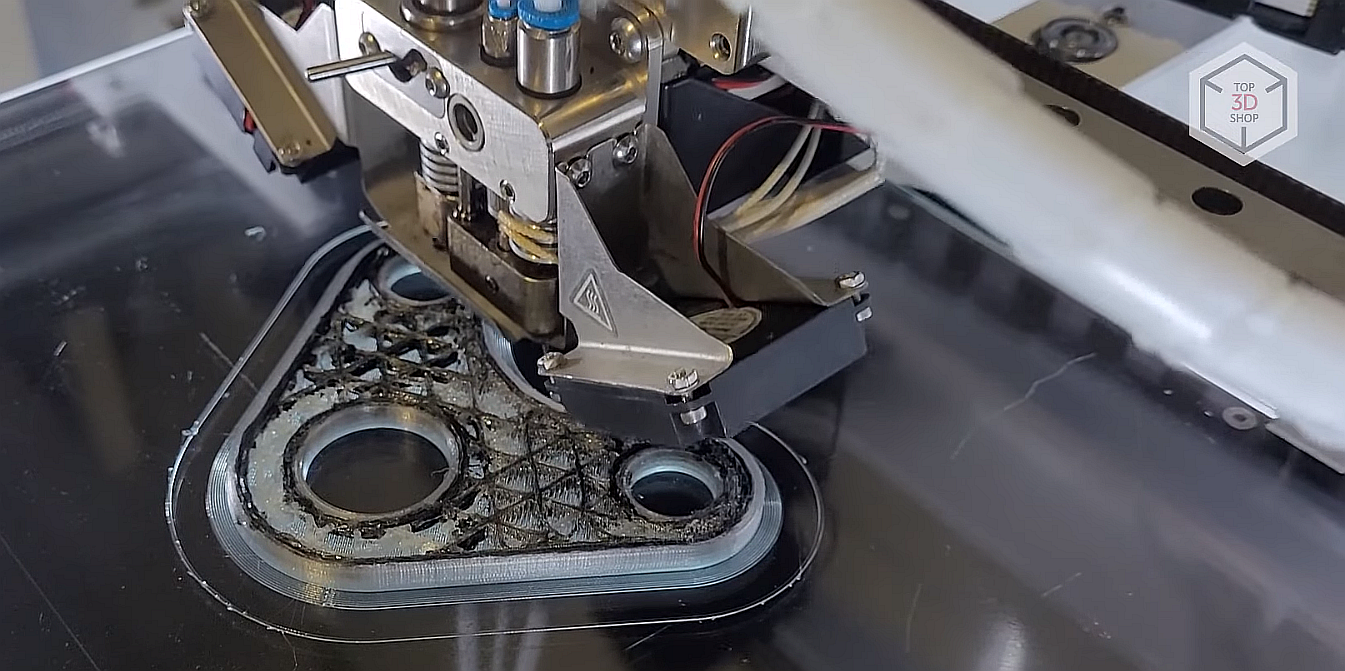
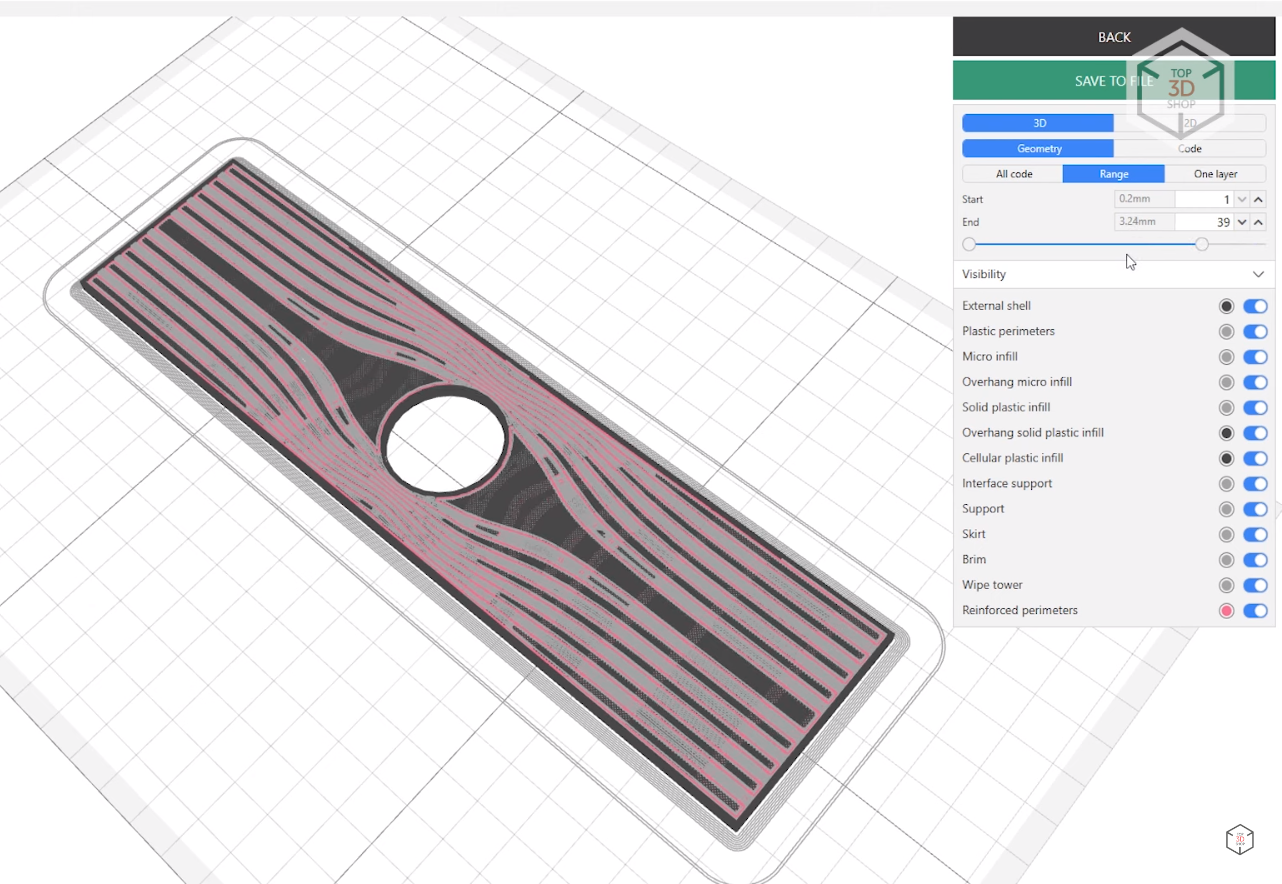
Далее мы попробовали напечатать еще одну модель, предложенную в слайсере. Она интересна тем, что волокна тут прокладываются по определенным просчитанным маршрутам. Такие детали нужно готовить отдельно. Грубо говоря, это три модели совмещенные в одном файле формата STEP. Первая модель основная, она будет печататься пластиком. А две другие назначаются так называемыми масками, и будут усиленными.
Благодаря правильно рассчитанным нагрузкам, несмотря на слабое место с отверстием в середине, деталь имеет практически одинаковую прочность на разрыв по всей длине. Данный способ печати, при правильном расчете будет давать самые лучше результаты по прочности, так как тут вы не привязаны к автоматическим алгоритмам и можете сами решать, где и как деталь будет усилена, а где в этом нет необходимости.
Проектирование модели с элементами усиления
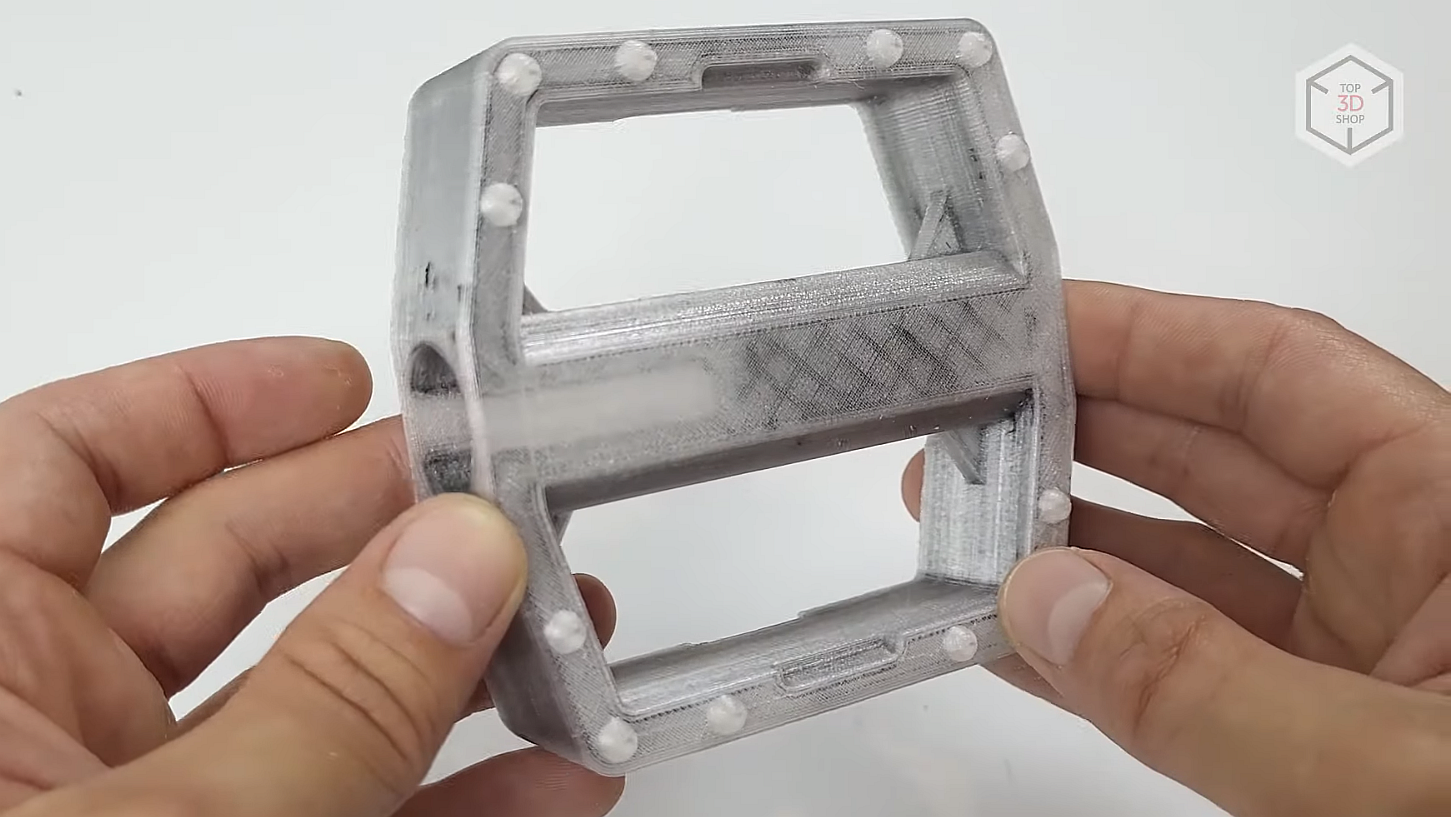
Ну и для последнего теста мы решили немного поэкспериментировать с материалами. В подавляющем большинстве профилей Anisoprint предлагает использовать для обоих экструдеров материалы одного типа. Разве что в пластиковом хотенде материал может быть наполненным. Мы же попробовали для композитного хотенда использовать чистый полиамид с углеволокном, а в пластиковый заправили наполненный стекловолокном ABS. Температура печати у этих материалов примерно одинаковая, около 260 градусов. Но сможет ли волокно с нейлоном нормально приклеиваться к ABS?
Сначала напечатали небольшой тестовый прямоугольник. И оказалось, что такая связка вполне работает. Усиленное заполнение и контуры без проблем укладывались на ABS. И мы попробовали напечатать таким образом небольшую раму для гоночного квадрокоптера. Все прошло хорошо. Рама напечаталась, волокно уложилось нормально, крышки закрылись. Эксперимент можно считать удачным. Единственное, что нужно учитывать, для подобных экспериментов с материалами вам потребуется Aura с лицензией Open, или как минимум Ext.

Пример печати на Composer A4 двумя материалами (рама для квадрокоптера)
Итоги
Будем делать выводы. Anisoprint Composer A4 оставил у нас смешанные чувства. С одной стороны, тут используется крайне интересная, во многом оригинальная технология. Которая позволяет печатать легкие и прочные детали сложных форм. И даже несмотря на небольшую скорость печати, производство таких деталей будет быстрее и проще, чем с использованием других способов. Есть возможность использовать разные материалы, например устойчивые к истиранию или к химическому воздействию. Качество деталей получается очень достойным.
С другой стороны, данный принтер достаточно сложный в использовании и требует определенной сноровки. Одна ошибка при калибровке может обернуться парой часов, потраченных на прочистку композитного хотенда. Один раз мы с этим столкнулись. Строение композитного хотенда и специфика укладки волокна требуют хорошего понимания процесса и правильной подготовки моделей для такого способа печати.
Если вам нужно печатать очень прочные легкие детали, укрепленные стекло- или углеволокном. Вы не боитесь сложностей, которые могут возникнуть при эксплуатации. При этом хотите иметь доступ ко всем возможностям устройства и любым настройкам. Аналогов данному принтеру вы не найдете.
Вы читали обзор 3D-принтера Anisoprint Composer A4 подготовленный компанией Top 3D Shop
- Есть возможность использовать разные материалы
- Печать очень прочных легких деталей
- Доступ ко всем возможностям устройства и любым настройкам
- Небольшая скорость печати
- Сложный в использовании
Рекомендуемые товары





Оставить комментарий