

Обзор 3D-принтеров Picaso 3D Designer X S2 и Designer X Pro S2

В этой статье мы рассказываем о 3D-принтерах производства Picaso 3D моделей Designer X S2 и Designer X Pro S2, то есть — “Дизайнер Икс” и “Дизайнер Икс Про” второй серии.

Содержание:
- О принтере Picaso 3D Designer X и X Pro серии S2
- Технические характеристики и особенности Designer X и X Pro S2
- Активная термокамера Designer X и X Pro S2
- Ускорение печати на 3D-принтерах Designer X и X Pro S2
- Печать высокофункциональными инженерными полимерами
- Дистанционная работа с 3D-принтерами Designer X S2 и X Pro S2
- Система подачи пластика для работы с конструкционными материалами
- Контроль печати 3D-принтеров Designer X S2 и X Pro S2
- Профили: база характеристик материалов
- Технические характеристики 3D-принтеров Designer X S2 и X Pro S2
- Отличительные черты Picaso 3D Designer X Pro S2
- Примеры изделий, напечатанных принтерами Picaso 3D моделей Designer X S2 и Designer X Pro S2
О принтере Picaso 3D Designer X и X Pro серии S2

Новый доступный отечественный 3D-принтер, оснащенный термокамерой с подогревом и другими ноу-хау, Picaso 3D моделей Designer X S2 и Designer X Pro S2 способен печатать большим ассортиментом полимерных прутков разного состава со скоростью до 130 кубических сантиметров в час.
Технические характеристики и особенности Designer X и X Pro S2
Активная термокамера Designer X и X Pro S2
3D-принтеры Designer X и X Pro второй серии снабжены термокамерой с активным подогревом, что позволяет предварительно разогревать рабочее пространство до начала процесса печати и поддерживать заданный температурный диапазон до ее завершения.
Этим достигается несколько целей, как то:
-
сохраняется стабильность качества печати во всем объеме камеры печати принтера, от первых слоев до самого верха,
-
уменьшается вероятность коробления и усадки изделий во время печати, даже на самых сложных и крупных деталях,
-
качество печати сохраняется при использовании всех доступных для печати на этих принтерах материалов.
Ускорение печати на 3D-принтерах Designer X и X Pro S2

Новый усовершенствованный алгоритм процесса печати, а в частности — перемещения печатающей головки, позволил ускорить печать, при сохранении ее высокого качества, не внося изменений в сами программы печати.

Печать высокофункциональными инженерными полимерами

Повышенные температуры печати и другие ноу-хау позволяют 3D-принтерам Designer X и X Pro S2 печатать сложными в работе инженерными и конструкционными пластиками так же просто, как базовыми распространенными полимерами.
У обеих моделей температура экструдера достигает 430°С, нагрев платформы — 150°C, а атмосфера в камере печати поднимается и стабильно держится в значениях до 80°C.
Благодаря таким свойствам, принтер с высоким качеством производит детали из стандартных пластиков, таких как ABS, полипропилен, PLA, ТПУ, ASA, PETG и HIPS и многие другие.
Инженерные материалы также не вызывают затруднений при печати на этих аппаратах, в число таких материалов входит широкая линейка полиамидов, ABS с добавками армирующих волокон, поликарбонат и прочие специальные полимеры, которыми печатаются изделия с повышенной прочностью и износостойкостью.
Сверхпрочные и устойчивые к высоким температурам полимеры конструкционного класса, такие как полиэфирэфиркетон (PEEK), полиэфиркетонкетон (PEKK), полифениленсульфон (PPSU) и ULTEM (коммерческое название полиэфиримида) — прочнейшие из существующих пластиков, детали из которых зачастую превосходят по прочности и соотношению прочности к массе аналогичные металлические детали, печатаются в этих моделях 3D-принтера при температурах свыше 300°C.
Дистанционная работа с 3D-принтерами Designer X S2 и X Pro S2

Интегрированные в систему управления принтерами функции дистанционной работы предоставляют пользователю возможности:
-
объединять 3D-принтеры PICASO 3D в одну рабочую сеть с помощью ПО Polygon X,
-
контролировать печать на этих принтерах с одного компьютера, запуская задачи на печать и наблюдая за их выполнением,
-
удобно и с высокой скоростью производить составные изделия, печатая их детали одновременно, а также печатать серии одинаковых изделий одновременно на нескольких машинах.
Система подачи пластика для работы с конструкционными материалами

Система экструзии 3D-принтеров Designer X S2 и X Pro S2 создана с расчетом на использование сверхпрочных конструкционных моносоставных и композитных пластиков, обладающих не только высокими прочностными характеристиками, но и повышенной абразивностью, а потому сконструирована и произведена с соответствующей этому повышенной надежностью.
Это значит, что печатать высокоабразивными материалами на Designer X S2 и X Pro S2 можно без апгрейда, сразу после покупки, а при печати обычными материалами срок службы узлов и надежность их работы заведомо выше, чем в обычных 3D-принтерах.
Контроль печати 3D-принтеров Designer X S2 и X Pro S2
Функции контроля работы 3D-принтеров X S2 и X Pro S2 включают в себя такие, как:
-
Система контроля подачи и наличия пластика
-
Предварительный контроль поверхности
-
Мониторинг нагрева радиатора
-
Возможность возобновления прерванной 3D-печати
Профили: база характеристик материалов
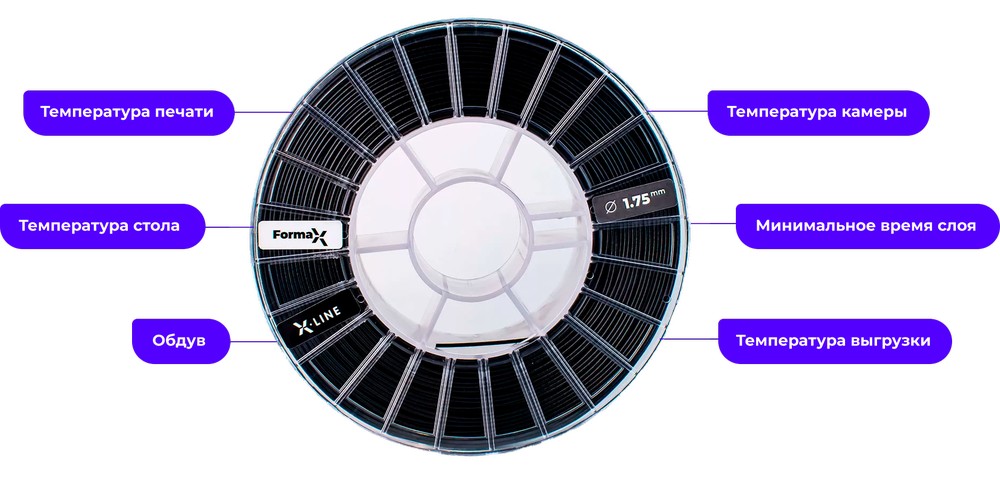
Система печати 3D-принтеров Picaso 3D моделей Designer X и X Pro второй серии содержит профили множества доступных для печати материалов, что дает возможность автоматически задавать настройки для печати тем или иным полимером, просто выбрав его в программе — каждый профиль материала содержит более двух десятков его параметров, которые вам не придется вносить вручную.
В облачном сервисе производителя можно скачать профили для более чем семи десятков разных материалов, что означает на практике свободу выбора из полимеров разных производителей и составов. Пользователь также может создавать собственные профили для новых материалов.
Технические характеристики 3D-принтеров Designer X S2 и X Pro S2

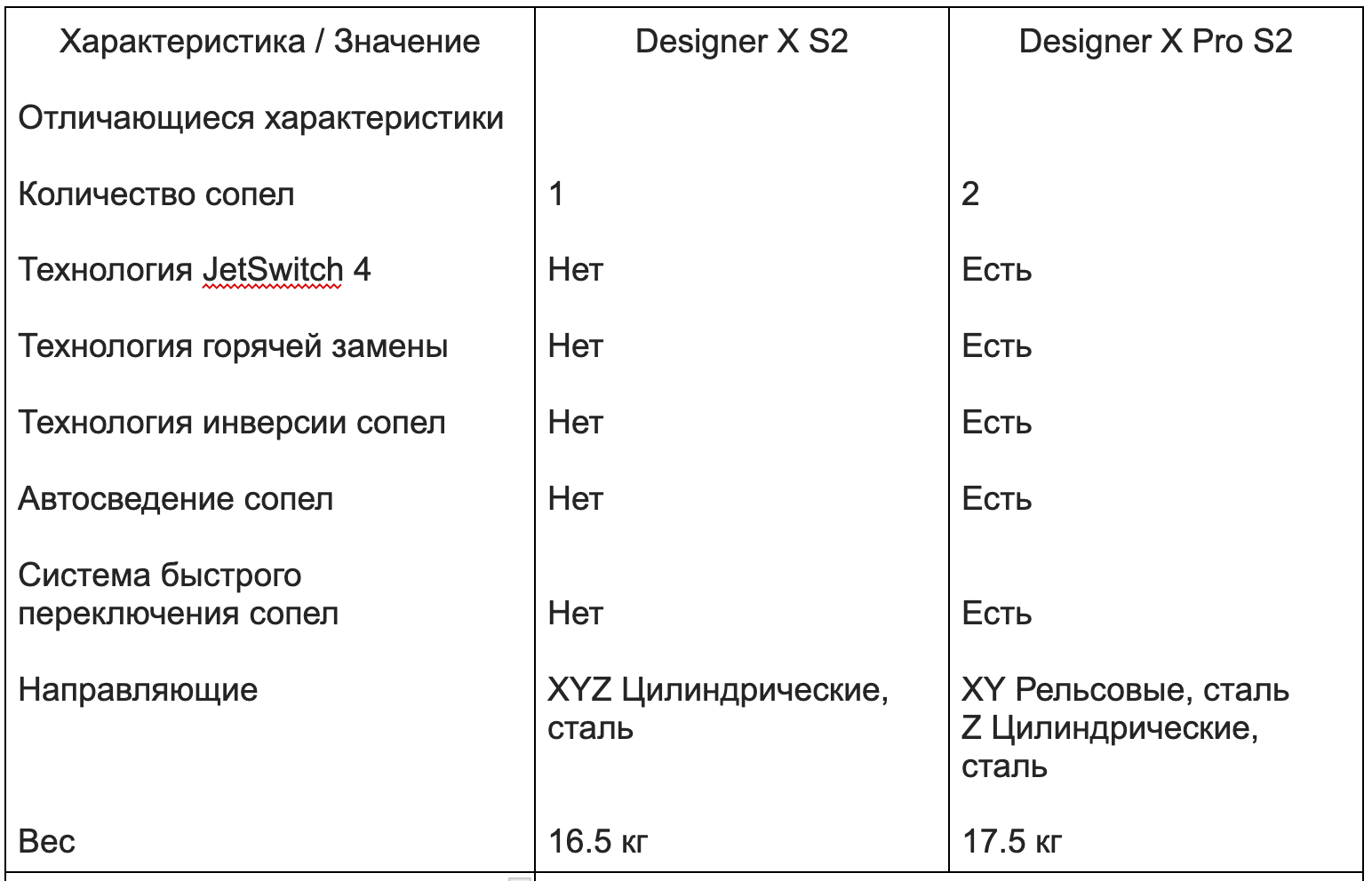
Отличительные черты Picaso 3D Designer X Pro S2

-
Горячая замена сопла: если первое сопло засорилось или в нем закончился пластик, печать продолжится автоматически вторым соплом. Это позволяет напечатать деталь как можно скорее и уменьшает время вынужденного простоя.
-
Инверсия сопел: сопло для печати конкретной модели можно выбрать перед началом печати. Это дает возможность производить печать, если в одном из сопел закончился пластик, что также экономит время.
-
Автосведение сопел XY: принтер самостоятельно вносит расстояние между положением первого и второго сопла в процесс расчета печати, это дает возможность продолжать печать безостановочно при смене сопел.
-
Автовыравнивание оси Z: разница в высоте сопел также учитывается, что делает печать двумя пластиками более качественной.
-
Быстрое переключение между соплами осуществляется без дополнительных процедур, таких как очистка сопла при смене материалов. Это дает возможность переключиться между ними менее чем за одну секунду и ускоряет печать двумя пластиками.
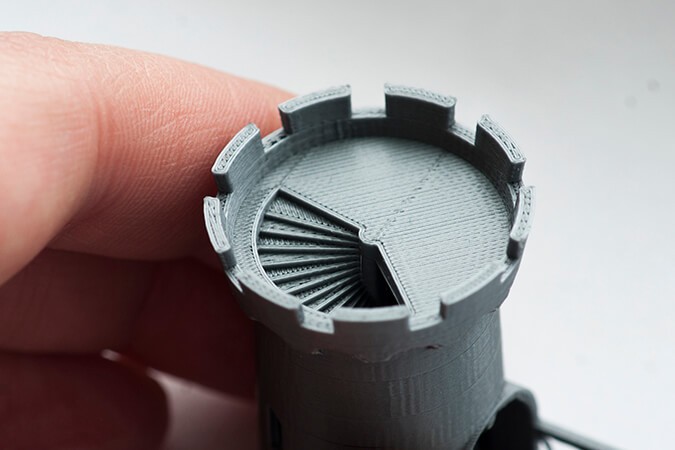
Примеры изделий, напечатанных принтерами Picaso 3D моделей Designer X S2 и Designer X Pro S2



Рекомендуемые товары





Оставить комментарий