

Большой обзор 3D-принтера Picaso 3D Designer X PRO S2

Всем привет, с вами Top 3D Shop. В очередной статье мы расскажем вам про новинку 2022 года, 3D-принтер от компании Picaso 3D — “Designer X PRO S2”
Содержание:
- Видеоверсия статьи
- Краткая история компании
- О серии S2: характеристики и функционал
- Недостатки и замечания
- Выводы
Видеоверсия статьи
Краткая история компании
Компания Picaso 3D является лидером в производстве FDM 3D-принтеров на российском рынке и с 2014 года выпускает линейку устройств под названием Designer.
В 2017 стартовала в продажи первая серия Designer Х и Х PRO, которая продолжила оснащение 3D-принтеров двухсопельным экструдером с запатентованной технологией JetSwitch.

В производственном цеху компании Picaso
Но Picaso 3D не останавливается на достигнутом в развитии аддитивных технологий и делает упор на применение 3D-принтеров не только для простых задач, но и с возможностью работы как с обычными, так и требовательными к параметрам в печати инженерными материалами. И в этом году вышла вторая серия линеек Designer Х и Designer Х PRO.

Designer X Pro: вид спереди
О серии S2: характеристики и функционал
Designer Х PRO второй серии это обновленный технологичный инструмент в сфере аддитивного производства со средней областью печати 201 на 201 на 210 мм, в оригинальном дизайне и с богатым набором систем, обеспечивающих безопасную, стабильную работу устройства и позволяющих получить напечатанные детали с отличным качеством. Данная модель — в весьма компактном корпусе, что делает ее актуальной не только для профессионального применения в организациях, но и для дома. Это все тот же рамный корпус из стали обшитый композитным материалом.

Designer X PRO: задняя сторона корпуса
О каких системах собственно речь? Напомним о них, это:
-
Контроль воздушных потоков с обеспечением необходимого микроклимата для выбранного материала. Нагрев камеры возможен до 80, а нагрев хотендов до 430 и стола до 150 градусов. Это дает возможность работать практически со всеми доступными инженерными материалами на сегодняшний день.
-
Есть контроль наличия и подачи материала.
-
Контроль первого слоя и поверхности печати следующих.
-
Система профилей материала без привязки к заданиям.
-
Собственное программное обеспечение для подготовки заданий на печать, управления и мониторинга.
-
Работа по сети, подключение осуществляется по Ethernet кабелю или по вайфай.
-
Визуальное оповещение о режиме работы устройства.

Одна из новых систем Designer X PRO: контроль воздушных потоков
Во второй серии Designer X стал производительнее на 30% и точнее. Получил обновленную электронику с прошивкой, в том числе сенсорный экран с улучшенной навигацией и меню. А в Designer X PRO на осях XY цилиндрические направляющие сменили рельсовые.
- Технология FFF Количество экструдеров 1
- Тип экструдера Direct Количество сопел 2
- Область печати 201×201×210 мм Скорость печати до 130 см³/час
- Диаметр сопла (мм) 0,5 мм Толщина слоя, мкм от 10 микрон (0.01 мм)
- Точность позиционирования X-Y: 11 микрон. Z: 1.25 микрон Диаметр пластиковой нити 1.75±0.1 мм
- Максимальная температура печати 430 °C Наличие подогреваемого стола Да
- Тип стола Алюминий, стекло Максимальная температура стола 150 °C
- Активный подогрев камеры до 80 °C
- Корпус Алюминий (композит) Рама Сталь
- Направляющие XY: рельсовые (сталь). Z: цилиндрические (сталь) Дополнительные функции Система вентиляции корпуса, контроль подачи пластика, встроенный режим сушки, контроль платформы, удаленное управление
- Размер принтера (в мм) 390×425×525 мм Вес без упаковки 17,5 кг
- Работа в сетях 220В ± 15% 50Гц, (опция 110 В±15% 60 Гц) Максимальная потребляемая мощность 350 Вт
- Софт бесплатный — Polygon X™ Типы файлов gcode, plgx, stl, obj, 3ds, amf
- Операционная система Windows XP, Windows 7, Windows 8 и выше
- Уровень шума 55 дБ Интерфейсы Ethernet, USB Flash, Wi-Fi
- Страна производства Россия Гарантия производителя 1 год
Как и прежде, версия про оснащена двухсопельной печатающей головой с системой переключения JetSwitch, обеспечивающей самую быструю печать 2-мя материалами. Переключение материалов производится менее чем за секунду.

Головка с двумя соплами и системой JetSwitch
Активное сопло позиционируется мотор-приводом, учитывая прижим шестерни согласно выбранному материалу. Пассивное сопло паркуется на стальную пластину - клапан, тем самым предотвращая течь материала.
Работа с двумя материалами позволяет не только печатать двумя цветами. Это также печать с растворимыми поддержками, что в некоторых проектах позволяет реализовать невыполнимые задачи, как в случае с односопельными принтерами. А так же это экономия на дорогостоящих материалах и, конечно же, сокращение времени печати в отличие от подобных систем, например типа IDEX, в котором вторая голова добавляет механике немалый вес, или ToolChange, где тратится дополнительное время на смену инструмента.

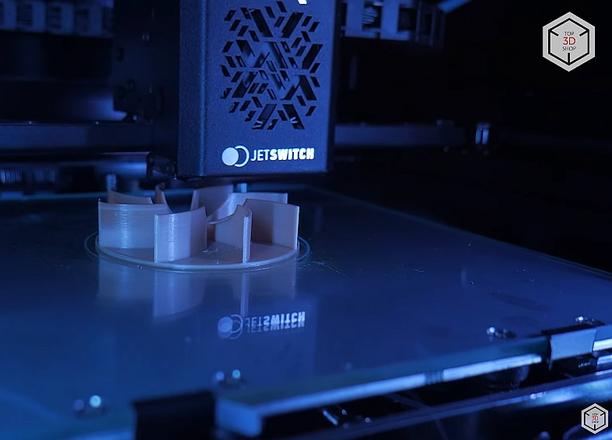
Пример печати сложной детали с использованием JetSwitch
И благодаря новому функционалу теперь возможность продолжения печати в автоматическом режиме! В случае окончания или обрыва нити филамента, или же проблемой с экструзией на активном сопле, печать продолжится вторым соплом, так работает система горячей замены.

Обрезание активного материала
Инверсия сопел позволяет экономить время на смене катушек, если например ведется работа то с одним, то с другим материалом.
В плане настройки и обслуживания Picaso 3D предусмотрели все необходимые функции, которыми легко и удобно пользоваться благодаря новому 5-ти дюймовому экрану с емкостным сенсором.
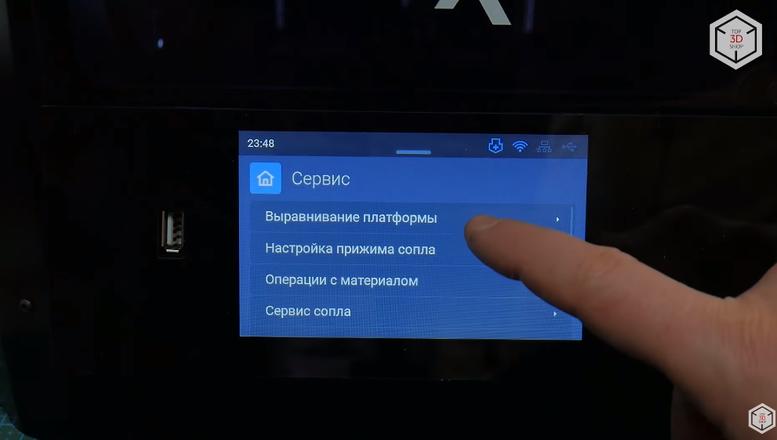
Обновленный экран быстро реагирует на прикосновения
Пользуясь удобным и интуитивно понятным меню, и читая подсказки, что делать и в какой последовательности, можно:
-
Настроить выравнивание платформы, используется все то же хорошо зарекомендовавшее себя решение с датчиком срабатывающим от нажатия платформы соплом и ручной фиксацией в трех точках.
-
Настроить прижим сопла, то есть расстояние сопла до платформы, знакомое многим как Z-offset, причем корректировка возможна во время печати. Расстояние удобно настроить на первом слое
-
Выполнить операции с материалом, куда добавили соответствующие настройки, типа заправки, замены материала и прочистки сопел.
Есть сервис сопел, он предназначен для замены сопел. Возможна настройка системы очистки, в меню доступна правка расстояний до очистителей. Совмещение сопел, как по шаблону, где расстояния можно задать в ручную, так и автоматическое, в котором вмешательство пользователя не требуется. Принтер сам распечатает измерительный шаблон и выполнит по нему калибровку.
Диагностика, в которой например можно проверить работу вентиляторов. Есть перемещение платформы на один из трех уровней, а также режим сушки материала, в котором задается температура стола и время работы режима.
В разделе настроек возможно отключение систем контроля, например мы можем отключить контроль наличия или подачи материала.
 Пример задания времени сушки материала через сенсорный экран 3D-принтера
Пример задания времени сушки материала через сенсорный экран 3D-принтера
К примеру это может быть актуальным при печати мягкими материалами, когда имеет место проскальзывание шестерни, но печать при этом идет. Выключаем контроль системы подачи и печатаем дальше.
Порадовал раздел профилей материалов. По умолчанию в Picaso Designer X уже есть несколько встроенных профилей, которые нельзя редактировать.
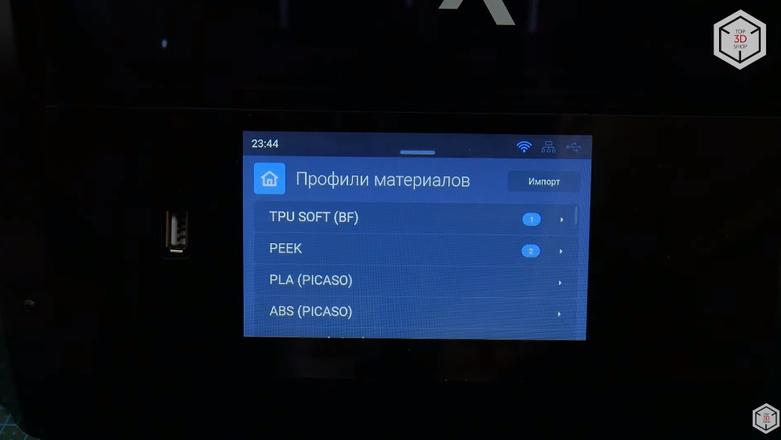
Меню профилей
По необходимости для печати какими либо другими филаментами профили можно импортировать из базы профилей — там их в достаточном количестве, добавлены практически все материалы популярных российских и зарубежных производителей. Либо импорт с USB накопителя, таким образом профилем можно поделиться. Такие профили уже можно править. Правка параметров возможна и во время печати задания с применением их в последующем.
Поставка, упаковка и распаковка
Принтер поставляется в толстостенной коробке и по кругу защищен вспененным упаковочным материалом.
Комплектация следующая:
-
запасное стекло для стола,
-
клей спрей для адгезии материалов, шнур питания, защитные перчатки,
-
две катушки филамента, это композитный ABS, и HIPS - который производитель добавляет с двухсопельными устройствами, так как его можно использовать в качестве растворимых поддержек. А еще HIPS вполне годится и для печати прототипов.

Часть комплектации Designer X PRO
И в отдельной коробке находится:
-
гарантийный талон,
-
клей-карандаш для адгезии стола с материалами покапризнее, запасные хотэнд,
-
фторопластовая трубка и очистители сопел,
-
фирменная сумочка с необходимым инструментом для обслуживания и запасные сопла с USB-флешкой на 16 гигабайт в отдельном кармашке. Также в сумке кроме инструмента можно найти термопасту, она потребуется в случае замены термоблока и служит для лучшей передачи тепла на термобарьере.

В комплект Designer X PRO входит полноценная катушка с филаментом HIPS
В самом принтере нас встречает буклет, поясняющий последовательность подготовки к работе.
Подготовка к работе
Перед включением принтера необходимо освободить механику — она на время транспортировки зафиксирована кабельными стяжками.

Освобождение механики принтера от стяжек
После запуска нужно провести процесс активации устройства. Он включает регистрацию на онлайн ресурсе производителя и ввод технической информации о самом 3D-принтере, после чего достаточно подключить принтер к вай-фай сети и ввести полученный код в интерфейсе на дисплее самого устройства. Займет это от силы 5 минут.
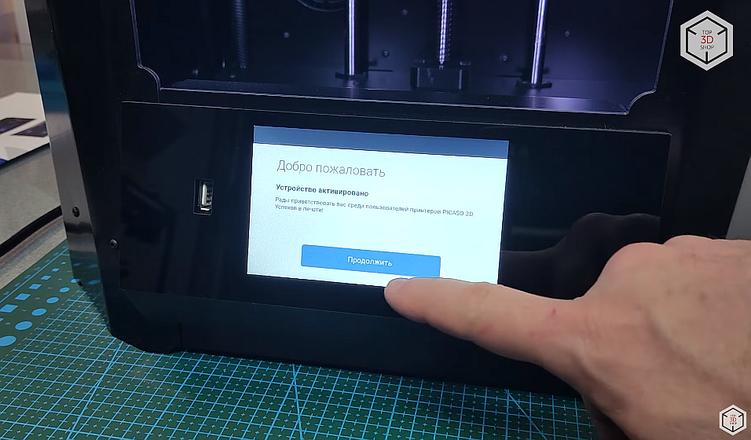
Активация Designer X PRO
Далее достаточно выполнить выравнивание платформы для печати и заправить филамент в экструдер, это не вызовет каких-либо сложностей.
ПО
Некоторое время займет установка программного обеспечения с USB-флешки, которая идет в комплекте. Это PolygonХ, на момент выхода видео версия программы 2.4.0. В ней принтер автоматически подтянется и в настройках можно будет проверить с ним связь.
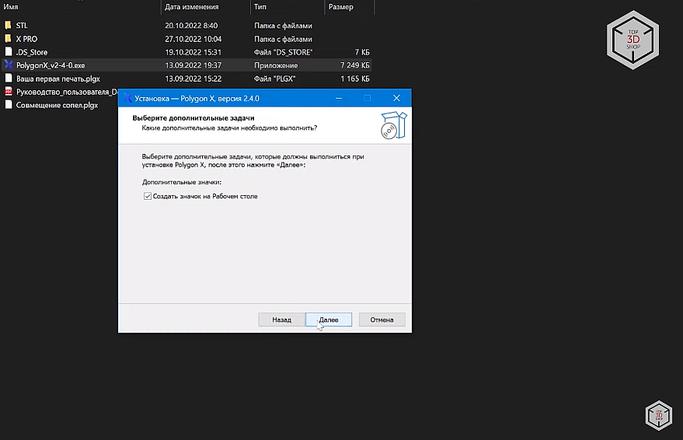
Установка PolygonX
Работать в PolygonХ одно удовольствие, все элементы подготовки модели расположены логично и понятно. При подготовке задания на печать есть возможность выбрать режим, базовый, расширенный или профессиональный, в зависимости от уровня знаний пользователя. Это значительно упрощает работу с устройством для тех кто еще пока что далек от особенностей подготовки моделей для 3D-печати.
На официальном ресурсе есть подробная инструкция по работе с программой.
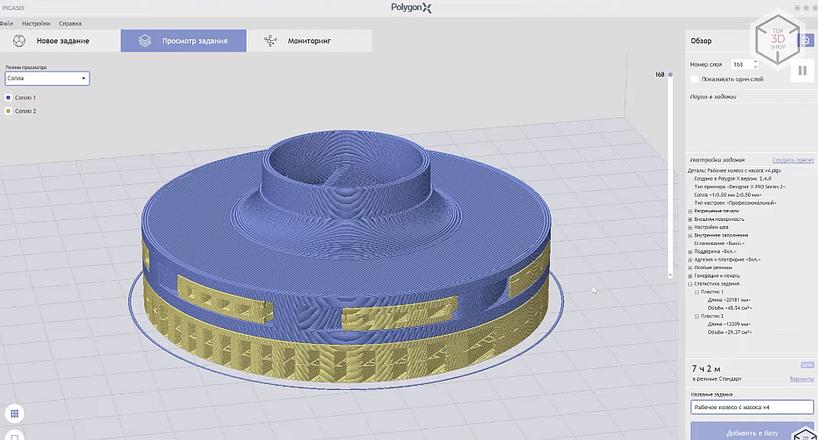
Рабочая область программы PolygonX
3D-принтеры Picaso работают только на собственной платформе, обрабатывающей файлы для 3D-печати, поэтому об общедоступных универсальных слайсерах можно забыть.
Печать материалами
Нам довелось как следует проверить работу Designer X PRO S2.
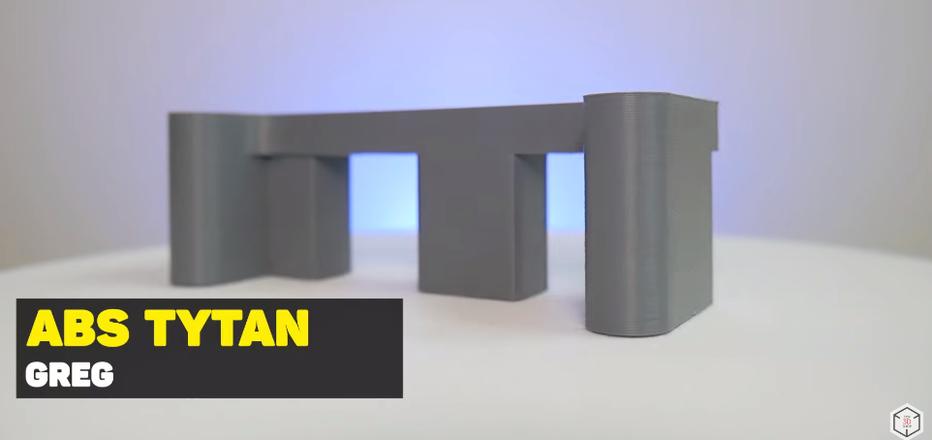
Печать ABS
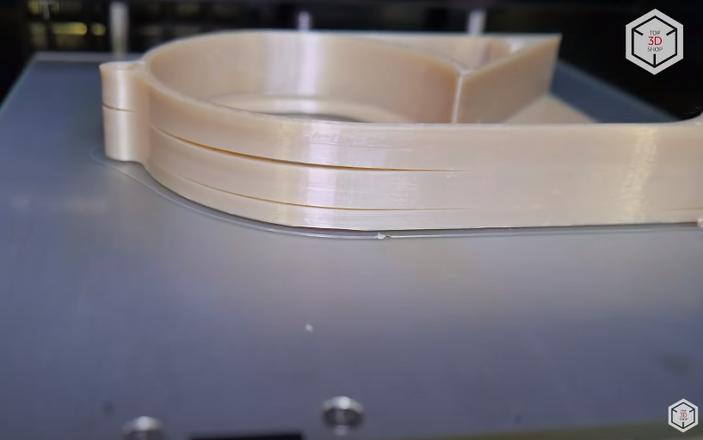
Мы начали с ABS, с прототипа корпуса, печать которого на принтерах без активной камеры, мягко говоря заканчивалась неудачей: то появлялась трещина на стенке, то отрывало деталь от стола.
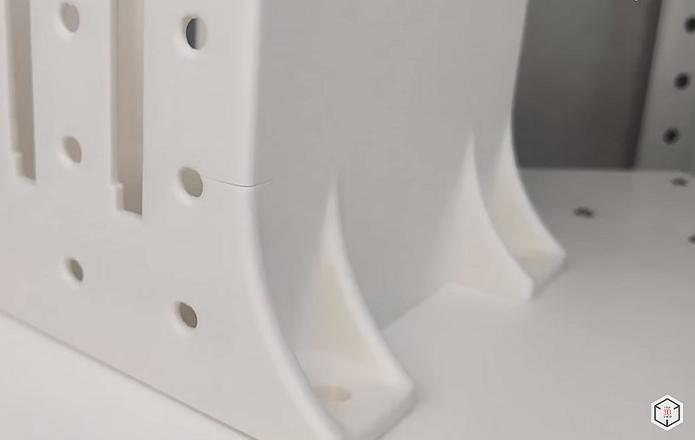
Пример неудачной печати на другом принтере, где нет активной камеры
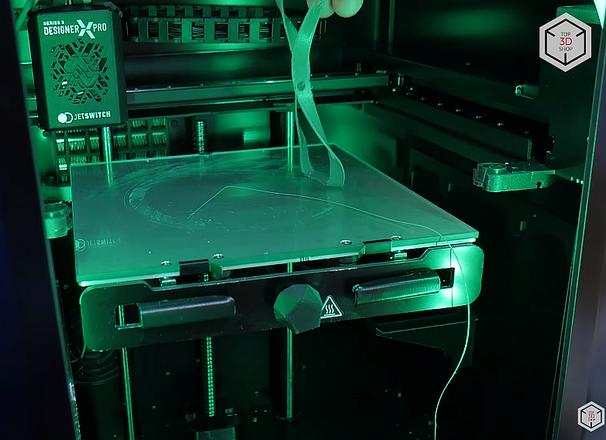
Picaso же справился с первого раза, причем без каймы, усиливающей контакт с поверхностью стола. Материал применялся тот же, что и на принтерах без активной камеры.

Благодаря активной камере в Designer X Pro о трещинах в готовых изделиях можно забыть
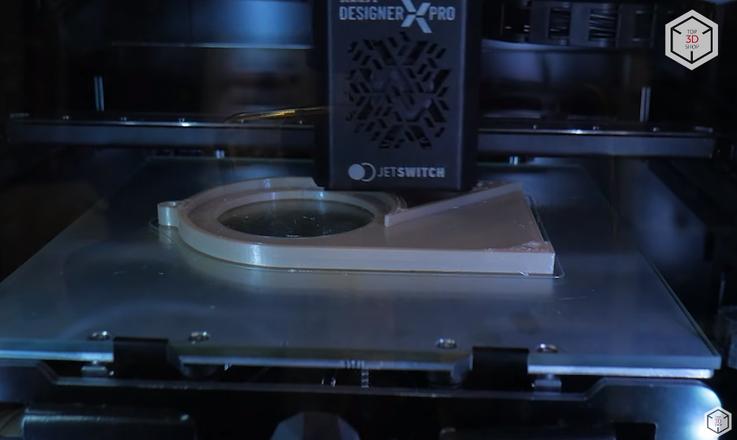
Печать двумя материалами вышла на твердую 4 с плюсом. На проверку была запущена двухцветная арт модель. Продолжительность печати — более 30 часов: огромное количество откатов, перемещений и настоящее испытание для механизма переключения сопел.
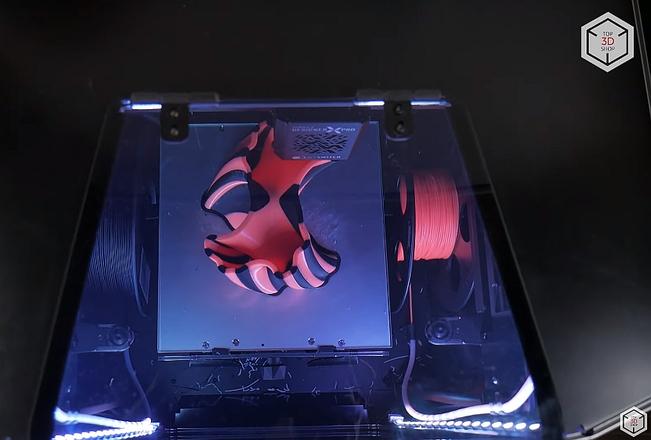
Печать на Designer X PRO двумя материалами
Немного хромает качество на переходах материалов, но нужно учитывать что печать велась со стальными соплами 0,5 мм, они устанавливаются в стоке для нормальной работы с композитными материалами, а это немного, но все же ухудшает качество печати. В интернет-магазине производителя возможна покупка сопел от 0.3 мм.
Печать TPU средней твердости
Справился без проблем.
TPU-пластиком принтер распечатал изделие без нареканий
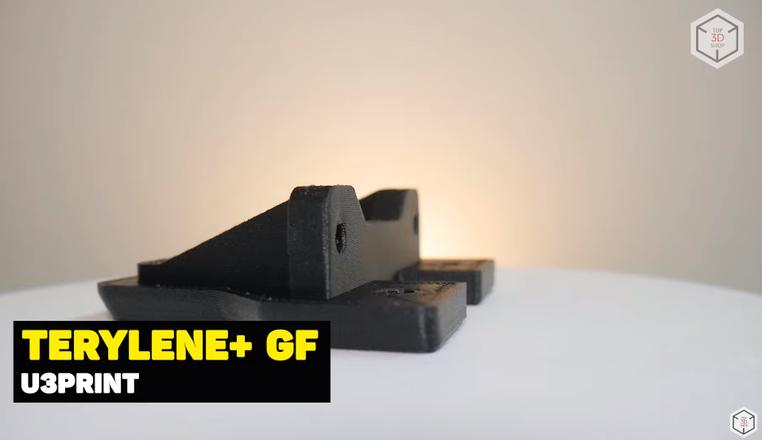
Печать композитами
Учитывая, что данные материалы обычно не имеют проблем с адгезией и их усадка мала, сложностей в печати с директ экструдером никаких быть не должно. Отметим лишь, что сопла у Designer X PRO S2 не каленые, и при активном использовании таких материалов их придется чаще менять.
Ну и как же не пуститься во все тяжкие. Говорят и пишут, что печать следующими материалами сложно, но не с активной камерой.
ULTEM (полиэфиримид)
3D-печатникам этот материал может быть знаком как ПЭИ, на основе его изготавливаются покрытия для столов 3D-принтеров. Требования к материалу — максимальная температура стола для Designer X, это 150 градусов, а сопла 370. Материал отличается высокой прочностью и температурой плавления, что позволяет применять детали, напечатанные им, в условиях по настоящему жарких.
Печать пластиком Ultem
Например, в данном случае мы подготовили детали для применения в прототипе сушилки, в которой нагреваться они будут до температур более 100 градусов.
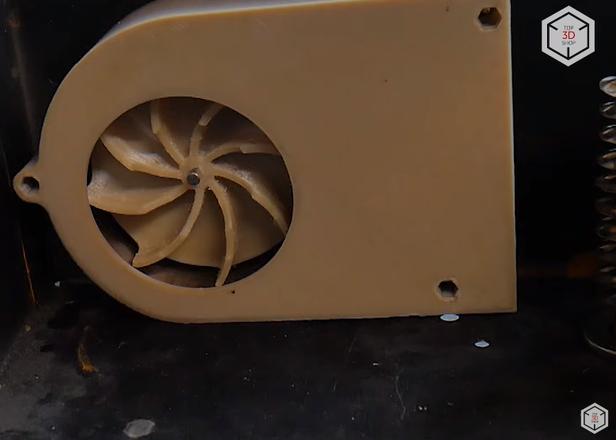
Лопасть, распечатанная материалом Ultem, успешно работает в сушилке, не боясь нагрева
PEEK (полиэфирэфиркетон)
Он также стойкий к температуре, механическим и химическим воздействиям. Его нередко применяют при замене металлических деталей.
Печать пластиком PEEK
По параметрам печати от предыдущего PEEK отличается лишь повышенной температурой сопла. Для обоих материалов, конечно же, требуется применение специальных адгезивов, с которыми, как и при печати ABS не пришлось добавлять кайму при нарезке модели.
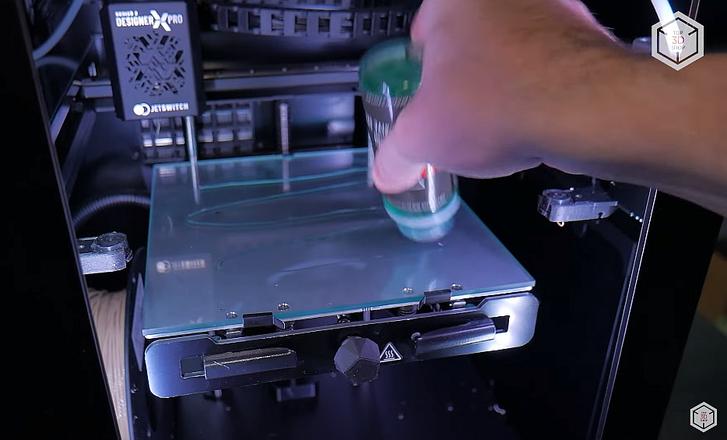
Нанесение адгезивного геля перед печатью
При печати данными материалами конечно следует учитывать массу нюансов, таких как скорость пониже, высоту слоя поменьше.
И обязательная мера - сушка перед печатью, иначе получим что-то подобное.
Неудачная попытка печати невысушенным филаментом
И еще немного примеров печати на данном 3D-принтере.



Недостатки и замечания
На каком бы высоком уровне ответственности не собирались бы 3D-принтеры Picasoо, на нашем экземпляре с одной проблемой мы все же столкнулись, это неработающий обдув модели, он требовался для печати модели с небольшими нависаниями.
Вентилятор, что при печати, что в диагностическом режиме молчал и не хотел включиться. Но нужно отдать должное технической поддержке компании, на обращение инженер отреагировал в этот же день с фотографией, что где смотреть, и дизайнер Х PRO к вечеру был уже в боевом режиме. Достаточно было подключить в разъем этот самый вентилятор.
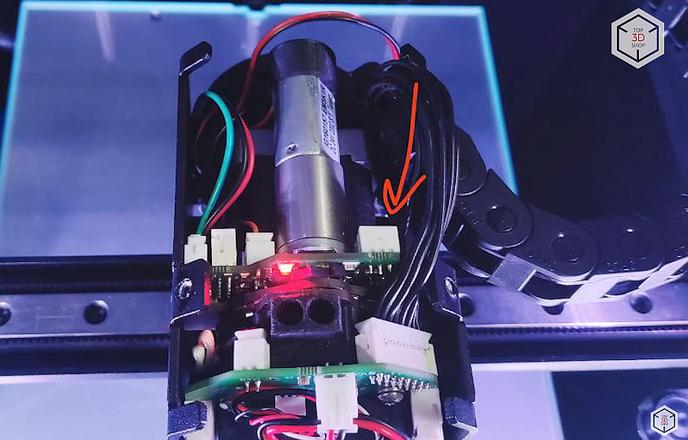
В данным разъем следовало включить вентилятор для его работы
Еще было замечено, что обдув модели, если таковой настроен в профиле материала, включается уже на первом слое печати, а это отрицательно сказывается на адгезии при укладке первого слоя.
Ввиду конструктивных особенностей корпуса, его поверхность ощутимо нагревается, поэтому рекомендуется устанавливать 3D-принтер подальше от доступа маленьких детей.
Некоторые катушки с материалом достают до нижней стенки корпуса и трутся о нее, приходится что-либо надевать на держатели. Держатели катушек не помешало бы поднять повыше, либо пересмотреть их конструкцию.
Держатель для катушек можно было сделать чуть повыше
Тефлоновые трубки по которым подается материал к голове трутся и обдираются об острые края корпуса, они явно длинноваты.

Тефлоновые трубки немного длинноваты и могут повредиться об острые края корпуса
Также у нас несколько при каких-либо манипуляциях с управлением и настройкой зависал интерфейс на экране.
Выводы
Исходя из вышеизложенного мы можем сделать следующие выводы.
Устройства для аддитивного производства по технологии FDM-печати для дома и бизнеса от Picaso 3D, как и ранее продолжают занимать лидирующую позицию в плане функционала и характеристик. Компания продолжает развитие, есть куда стремиться и над чем поработать, пожелаем им в этом успехов!
Designer X Pro S2 в работе
Top 3D Shop и производитель дают официальную гарантию на всё поставляемое оборудование, а также оказывают техническую поддержку и гарантийное обслуживание.
Рекомендуемые товары







Оставить комментарий