

Микромасштабная 3D-печать: технология TPP

Если вы знакомы со стереолитографией (SLA), то вы на полпути к пониманию двухфотонной полимеризации, сокращенно TPP, 2PP или TPA. Эти два процесса 3D-печати имеют много общего, но TPP позволяет печатать детали гораздо меньшего размера и с более тонкой детализацией. В настоящее время он используется в исследованиях, медицинских приложениях и производстве.
TPP - это процесс 3D-печати на основе лазера, при котором лазер фокусируется в узком месте в емкости со специальной смолой. Затем это пятно используется для отверждения отдельных 3D-пикселей, также известных как воксели, в смоле. Путем последовательного отверждения этих вокселов размером от нано до микрометра слой за слоем по заранее заданной траектории вы можете создавать 3D-объекты. Они могут иметь размер в несколько миллиметров при сохранении нанометрового разрешения.
Почему это полезно? Одним из примеров является производство оптических многоступенчатых линзовых систем непосредственно на конце крошечного стекловолокна. В результате этот крошечный объектив с 3D-печатью может значительно расширить поле обзора чрезвычайно маленьких камер, используемых в здравоохранении, датчиках, дронах наблюдения или системах безопасности.
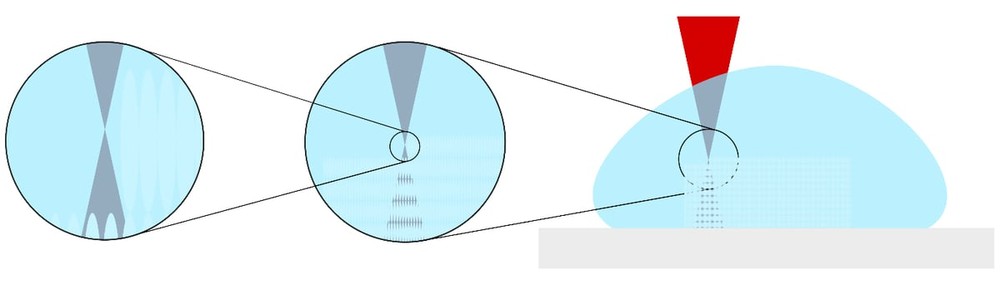
Процесс 2PP упрощен, но соответствует масштабу. Конически сфокусированный лазер (красный) используется для отверждения отдельных вокселов эллиптической формы (бело-синий, H: 25,4 мкм, W: 1,6 мкм) внутри капли смолы (светло-голубой), которая наносится на поверхность печати (светло-серый). Первый крупный план справа показывает процесс с 84-кратным увеличением, а второй крупный план - с 560-кратным увеличением.
Помимо оптических элементов, процесс TPP подходит для непосредственного производства так называемых микроэлектромеханических систем (MEMS). Часто это просто уменьшенные версии сопоставимых более крупных аналогов, которые присутствуют во многих повседневных устройствах, таких как мобильные телефоны и медицинские приборы.
Например, роботизированный микрозахват , изготовленный исследователями, с тремя рычагами и тремя пружинами печатается непосредственно на конце стекловолокна. Ее размеры составляют всего 300 x 300 мкм, высота около 200 мкм, и она имеет множество потенциальных применений, включая микрохирургию и доставку лекарств.
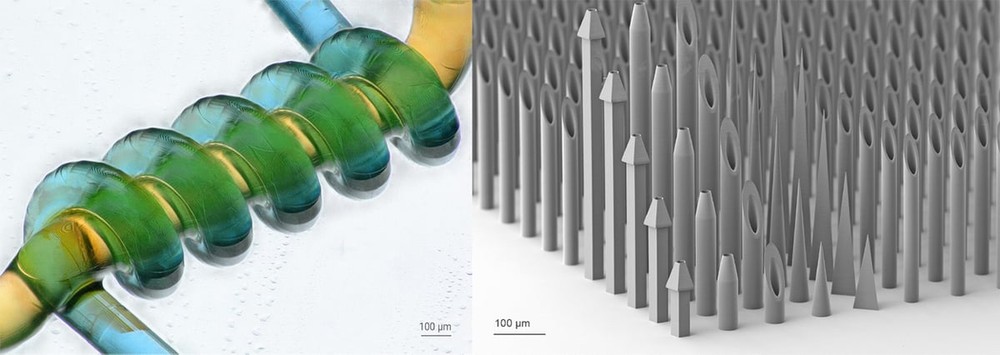 Напечатанная TPP 3D модель сосудов и микроиглы от Nanoscribe
Напечатанная TPP 3D модель сосудов и микроиглы от Nanoscribe
На самом деле, когда дело доходит до микроаддитивного производства, потенциал применения, особенно в медицине и электронике, безграничен. Теперь давайте подробнее рассмотрим технологию.
Содержание:
- 3D-печать TPP против SLA
- Проектирование TPP и программное обеспечение
- Как работают TPP-принтеры
- Материалы TPP
- Постобработка TPP
3D-печать TPP против SLA
 3D-принтеры TPP обычно используют инфракрасные лазеры, в то время как SLA 3D-принтеры используют УФ-лазеры
3D-принтеры TPP обычно используют инфракрасные лазеры, в то время как SLA 3D-принтеры используют УФ-лазеры
При SLA 3D-печати ультрафиолетовый лазер с длиной волны от 350 до 400 нм сканируется в направлении x и y для придания твердости точкам в жидкой смоле. Здесь атомы смолы поглощают только один фотон от лазера, чтобы инициировать процесс отверждения.
В отличие от этого, в принтерах TPP обычно используются инфракрасные лазеры с длиной волны около 760 нм. Из-за такой разницы в длине волны атомам смолы необходимо поглотить два фотона, чтобы инициировать процесс отверждения. Это не так тривиально, как кажется. Атомы должны поглощать два фотона в очень быстрой последовательности. По этой причине в принтерах TPP используются фемтосекундные лазеры, которые испускают лазерный луч с интервалом в несколько сотен квадриллионных долей секунды.
В дополнение к длине волны и частоте пульсаций необходимо значительно увеличить интенсивность света лазера, чтобы надежно инициировать процесс отверждения. Это делается путем фокусировки лазера в очень узком месте с типичным диаметром от 340 до 1600 нм.
Все это звучит как дополнительная сложность. Но из-за того, что смола отверждается только точно в точке фокусировки лазера, принтеры TPP могут выборочно отверждать отдельные воксели вдоль оси z. Это невозможно при SLA или DLP 3D-печати.
Побочным эффектом такой интенсивной фокусировки лазерного луча является результирующее нанометровое разрешение.
Для сравнения, типичные SLA-принтеры имеют горизонтальное разрешение около 25 мкм (Formlabs Form 3), DLP-принтеры около 50 мкм (Prusa SL1S) и TPP-принтеры около 0,17 мкм (UpNano One).
Теперь, когда мы приобрели немного больше базовых знаний, мы можем взглянуть на то, что требуется для печати с помощью процесса TPP.
Проектирование TPP и программное обеспечение

Nanoscribe и Microlight3D - два ведущих производителя 3D-принтеров TPP
Как и любой другой процесс аддитивного производства, объект, который вы хотите напечатать, начинается с цифрового файла в программе 3D-моделирования или CAD. Если придерживаться примера из введения, дизайн оптической линзы может быть разработан в программе, специфичной для оптических конструкций, однако ее модель затем может быть просто создана в выбранной пользователем программе CAD.
Затем 3D-данные импортируются в программное обеспечение для нарезки. Однако для принтеров TPP это программное обеспечение часто зависит от конкретного принтера. В программном обеспечении для нарезки вы устанавливаете параметры печати, такие как скорость, интенсивность лазерного излучения и высота слоя. Выбранные параметры частично зависят от объекта, который вы печатаете, его размера, используемого объектива для лазерной фокусировки и используемого материала.
Для печати микрооптической линзы важно, чтобы весь корпус был прозрачным и не содержал артефактов. Дефекты печати, такие как пузыри, могут возникнуть, если мощность лазера установлена слишком высоко, скорость печати слишком низкая или площадь печати слишком мала для двух предыдущих параметров.
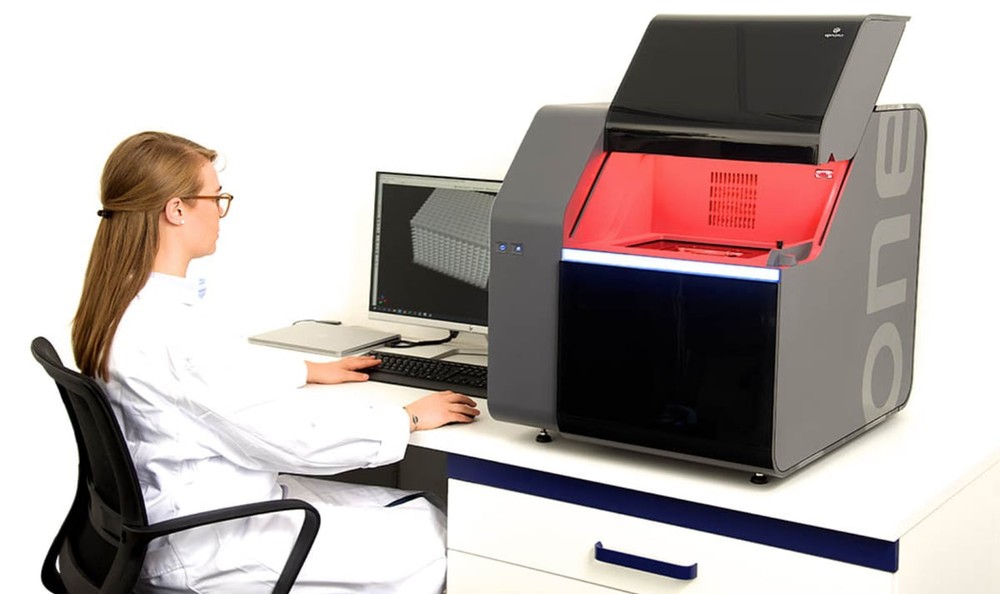
3D-принтер NanoOne TPP от UpNano
Как работают TPP-принтеры
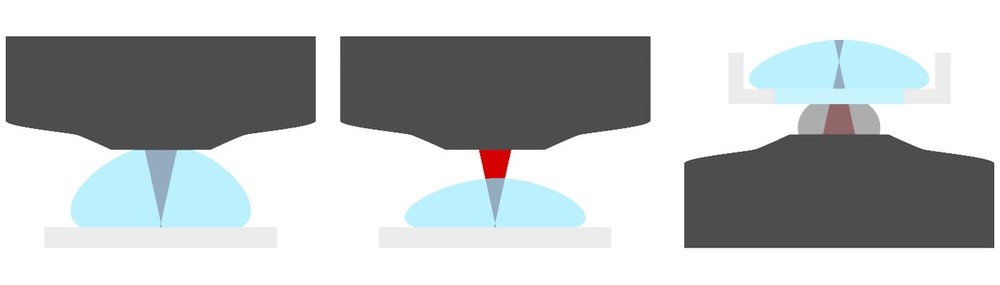
На рисунке 4 показаны три различные конфигурации печати TPP. Слева объектив для лазерной фокусировки (темно-серый) непосредственно контактирует со смолой (светло-голубой), которая помещена на плоскую платформу для печати (светло-серый). Это сводит к минимуму неконтролируемые преломления при изменении границ раздела материалов. В центре лазеру приходится проходить через воздух, вызывая неконтролируемые преломления, которые негативно влияют на форму пятна фокусировки, что, как следствие, снижает качество печати. Справа смола хранится в резервуаре с полупрозрачным дном. Чтобы избежать неконтролируемого преломления, между резервуаром и фокусирующим объективом нанесено масло для сопряжения (серого цвета).
Существует несколько производителей систем печати TPP. Что объединяет многие машины, так это то, что они оснащены портальной системой, которая позволяет им манипулировать областью печати в направлениях x, y и z. Для печати было бы достаточно одной этой системы. Однако производители часто дополнительно используют гальванометрические лазерные сканеры.
Они состоят из двух зеркал с моторным управлением, которые могут очень быстро отклонять лазерный луч в направлении x и y. Это выгодно, поскольку сам отпечаток может оставаться статичным при достижении высокой скорости печати. Поскольку область сканирования таких гальванометров ограничена, две системы обычно используются последовательно.
Это означает, что портальная панель отвечает за выбор места для черновой печати, а лазерный сканер используется для фактического процесса печати. Это позволяет печатать множество деталей последовательно.
Ключевое различие между принтерами заключается в форме печатающей платформы и в том, как лазерный луч проникает в смолу. Печатающая платформа может представлять собой плоский кусок металла или стекла, на который наносится капля смолы. Смола обычно имеет вязкость, подобную вязкости меда, и поэтому остается на месте. Из-за обычно небольшого размера детали капли этой смолы также достаточно для всего отпечатка.
В качестве альтернативы смолу можно хранить в небольшом резервуаре с полупрозрачным дном. Затем лазерный луч можно ввести в смолу по крайней мере тремя способами.
Во-первых, лазерный объектив может напрямую контактировать со смолой; во-вторых, фокусировка лазера через полупрозрачную сборную пластину; или в-третьих, фокусировка лазера через воздух, а затем в смолу. У всех этих вариантов есть свои плюсы и минусы, но мы не собираемся здесь углубляться в эти детали.
Как и в любом процессе 3D-печати, вам необходимо подготовить форму или поверхность, на которой вы собираетесь печатать. Стекло, на котором вы печатаете, должно быть очень чистым, чтобы обеспечить надлежащую адгезию. Один из подходов к очистке заключается в последовательной очистке стекла ацетоном, изопропанолом и дистиллированной водой перед удалением остаточной влаги. В лабораторных условиях стекло можно дополнительно обработать кислородом или плазмой для достижения еще более надежного сцепления отпечатка.
Вам также необходимо разместить свой принтер в условиях, не подверженных вибрации, вызванной, например, проезжающими по близлежащей дороге грузовиками. Кроме того, идеально было бы создать чистую среду в помещении, но новые системы печати более замкнуты, что снижает необходимость в этом.
Прежде чем мы нажмем кнопку “начать печать”, давайте взглянем на некоторые специальные материалы, которые можно использовать в процессе печати TPP.
Материалы TPP
 Из-за обычно небольшого размера детали для всего отпечатка достаточно капли смолы
Из-за обычно небольшого размера детали для всего отпечатка достаточно капли смолы
Как и во всех процессах 3D-печати, диапазон используемых материалов играет важную роль в возможных применениях отдельного процесса. Теоретически коммерческие смолы, используемые в SLA 3D-принтерах, подошли бы для TPP, но они не оптимизированы для этого процесса. Многие коммерческие УФ-смолы содержат цветные пигменты, которые препятствуют проникновению лазера во внутренние части капли смолы.
При 3D-печати TPP могут использоваться различные материалы, но они различаются в зависимости от области применения. Например, фоторезина для оптических элементов будет сильно отличаться от смолы биофабрикации для тканевой инженерии.
Производители принтеров обычно предлагают набор материалов, для которых они задают параметры, зависящие от конкретного устройства, поэтому пользователям нужно как можно меньше проводить пробную и ошибочную настройку нужных параметров, таких как скорость печати, мощность лазера и т.д.
Вы не ограничены предложениями производителей, и исследователи разработали широкий спектр материалов, которые обладают специфическими оптическими, механическими, электрическими, химическими и магнитными свойствами.
Постобработка TPP
После печати формовочная пластина извлекается из принтера и, в зависимости от материала, последовательно используется один или несколько растворителей (например, изопропанол или ацетон) для смывания остатков неотвержденной смолы. Чтобы гарантировать полное отверждение смолы, отпечаток можно дополнительно подвергнуть термической обработке на горячей плите при температуре около 70 ° C или УФ-обработке.
Состояние исследований в области применения TPP
Процесс 3D-печати TPP является относительным новшеством по сравнению с другими аддитивными методами производства. Исследования по этому вопросу начали появляться примерно в 1980-х годах, а основы физики, лежащие в основе процесса, были созданы только в начале 1900-х годов.
В Институте разработки систем управления станками и производственными установками (ISW) Штутгартского университета в Германии одно из направлений исследований посвящено процессам аддитивного производства.
Особенно интересен процесс TPP, и в одном из текущих исследовательских проектов изучаются возможности многоосевой (5D) печати в рамках этого процесса. Дело в том, что 5D-печать практически не исследовалась, а ведь она может быть очень полезной. Например, при печати оптических линз неизвестно, как изменятся их свойства, если создавать линзу путём наложения вертикальных слоёв, а не сферических.
Кроме того, процесс 5D-печати позволит пользователям выполнять вертикальную печать на поверхностях произвольной формы, что откроет новые возможности для исследований в этой области. Однако таких машин пока не существует, поэтому создание подобных принтеров представляет большой интерес.
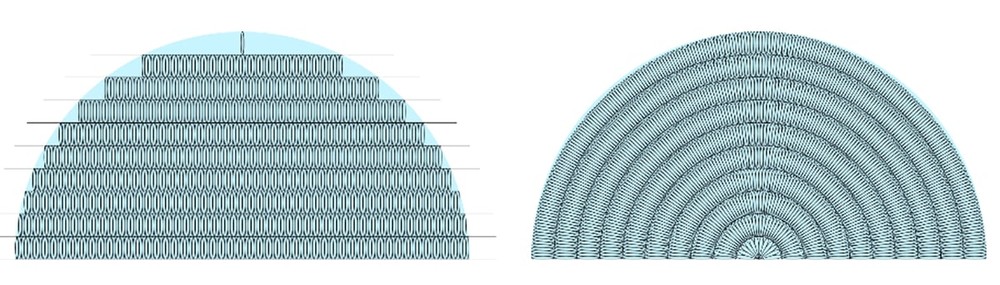 На рисунке 6 в качестве примера показаны различные стратегии нарезки: (слева) вертикальная нарезка слоев, (справа) сферическая нарезка слоев. (Источник: Университет Штутгарта, ISW)
На рисунке 6 в качестве примера показаны различные стратегии нарезки: (слева) вертикальная нарезка слоев, (справа) сферическая нарезка слоев. (Источник: Университет Штутгарта, ISW)
Конкретный исследовательский проект ISW основан на предыдущей возможности печати на формах произвольной формы. Основная идея проекта заключается в повышении производительности процесса TPP при печати асферических линз. Эти линзы особенно интересны, поскольку они могут устранять или минимизировать оптические искажения, обычно присутствующие при использовании сферических линз массового производства.
Для достижения такого увеличения производительности в качестве отправной точки процесса печати следует использовать дешевые сферические линзы. Затем на сферическую линзу наносится желаемый асферический контур. Это сокращает время печати и расход материала.

Рисунок 7: (Слева) изображение стеклянной заготовки (светло-голубой), покрытой каплей смолы и помещенной на поверхность для печати (светло-серый). Точка фокусировки лазерного луча (красная) заканчивается указанной и подлежащей печати асферизацией. В правой части рисунка можно увидеть готовую часть печати, где асферизация (темно-синий) нанесена на заготовку.
В этом случае снова интересно изучить, как влияют оптические свойства такой линзы при вертикальном размещении вокселов относительно платформы сборки или при перпендикулярном размещении их на сферической линзе. Тем не менее, печать на стеклянных линзах создает еще одну необходимость в процессе 5D-печати.
При отверждении смолы у края стеклянной линзы с помощью высокофокусированного и, следовательно, конического лазерного луча луч будет преломляться самой линзой. Это ухудшит процесс отверждения. С помощью 5D-принтера можно просто наклонять объектив и избегать проблем с преломлением.
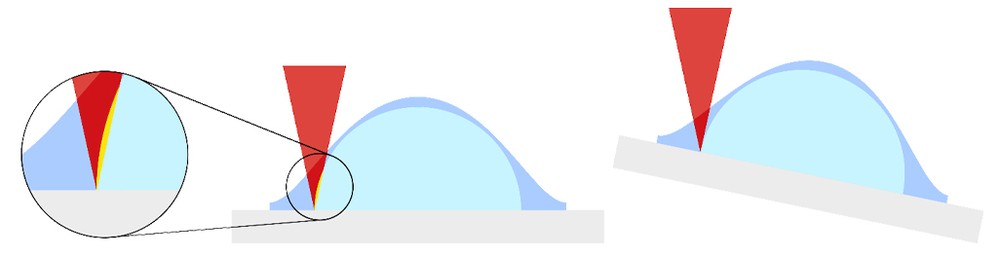
На рисунке 8 В левой части показано, как конический (красный) лазерный луч должен проходить через (желтый) стеклянную заготовку (светло-синий) при печати определенных участков асферической части линзы. Этот нежелательный эффект можно уменьшить, наклонив линзу, как показано в правой части изображения.
Именно по этим причинам разрабатывается система печати 5D TPP. Однако с этой идеей связано несколько серьезных проблем. Во-первых, положение заготовки сферической линзы должно идеально совпадать с центром печатаемого асферического контура. Во-вторых, система должна поддерживать прецессию nm, и, в-третьих, должен быть установлен специфичный для TPP процесс многоосевой нарезки для генерации машинного кода, который может использовать преимущества возможностей 5D.
Дэниел Курт, M.Sc ., является доктором философии. кандидат наук и научный сотрудник по мехатронным системам и процессам в Институте разработки систем управления станками и производственными единицами (ISW) при Университете Штутгарта.



Оставить комментарий