

Как справиться с чрезмерной экструзией 3D-принтера: 4 простых способа
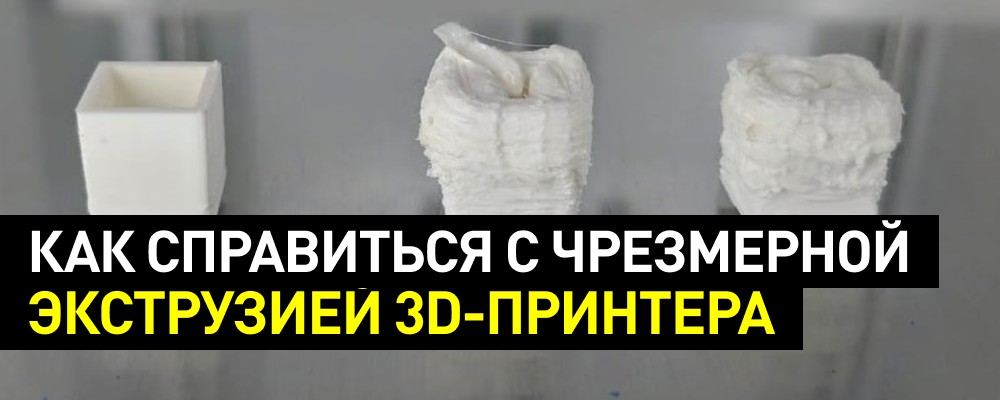
Как следует из названия, чрезмерная экструзия появляется, когда 3D-принтер выдавливает слишком много материала. Это может негативно сказаться на качестве отпечатков, а также привести к потере времени и материалов.
В результате чрезмерной экструзии могут возникнуть такие проблемы, как неточность размеров, провисание слоя, растягивание, растекание, появление капель и даже замятия нити в экструдере. Если вы заметили какие-либо из этих признаков на своих отпечатках, скорее всего, у вас происходит чрезмерная экструзия.
Конечно, лучше всего избегать чрезмерной экструзии, если это возможно. Но если вы всё же столкнулись с этой проблемой, предлагаем вам четыре способа, как справиться с ней.
Содержание:
- Совет № 1: уменьшите коэффициент экструзии
- Совет № 2: уменьшите температуру печати
- Совет № 3: правильный диаметр филамента
- Совет № 4: замените сопло
Совет № 1: уменьшите коэффициент экструзии
Изменение коэффициента экструзии
В 3D-слайсерах параметр множителя экструзии (или расхода) определяет скорость, с которой принтер выдавливает пластик. По умолчанию большинство слайсеров устанавливают этот параметр на 1 (или 100%).
Если ваш принтер экструдирует слишком много материала, вы можете заметить, что на нём образуются аномально большие слои или возникают проблемы с замятием нити в сопле. В таком случае вам следует уменьшить коэффициент экструзии с шагом 2,5%.
Если после уменьшения этого параметра проблема не устраняется или возникает другая проблема, попробуйте выбрать другое значение.
Совет № 2: уменьшите температуру печати
Влияние температуры
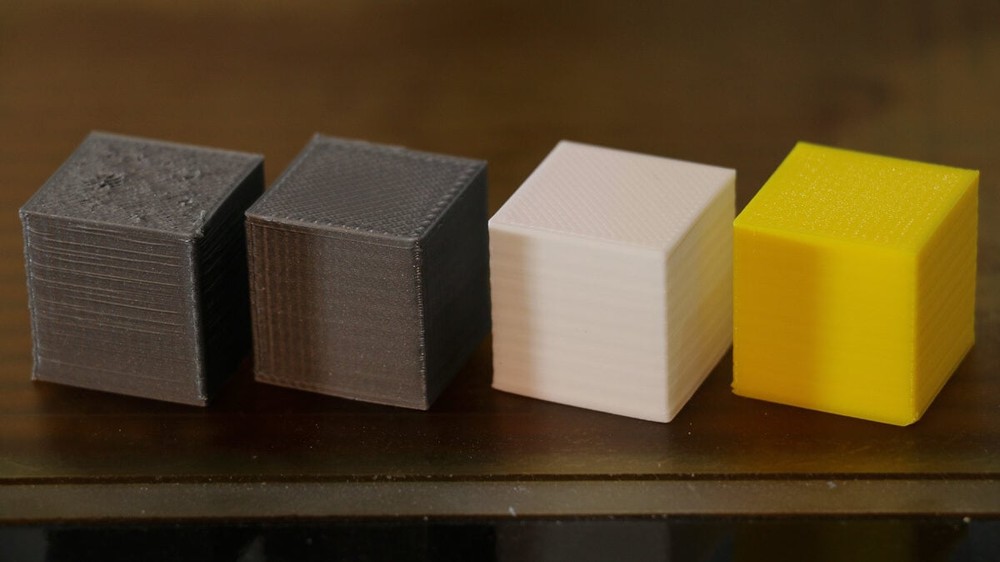
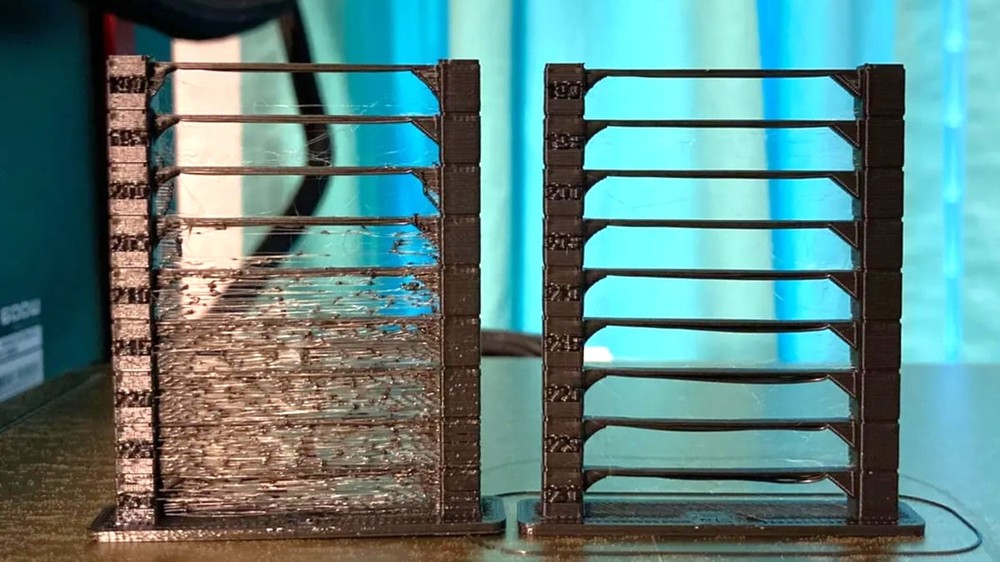
Если предыдущие рекомендации не помогли, попробуйте уменьшить температуру печати. Когда температура слишком высока, пластик становится менее вязким и может вытекать из сопла принтера.
Постепенно снижайте температуру печати (для конкретного материала или филамента) на 5 градусов. Продолжайте уменьшать температуру, пока не найдёте идеальный баланс для вашей машины и материала. Если проблема с чрезмерной экструзией или другие проблемы остаются, попробуйте следующую настройку.
Чтобы найти оптимальную температуру, вы можете выполнить тестовую печать или распечатать термометр (или температурную башню). Это позволит вам протестировать несколько температур для вашей конкретной модели принтера и материала.
Совет № 3: правильный диаметр филамента

Проверка диаметра нити накала
Одной из наиболее распространённых причин чрезмерной экструзии является неправильная установка диаметра нити филамента . Существуют три основных размера нитей: 1,75 мм, 2,85 мм и 3 мм.
Если в вашем слайсере установлен более тонкий диаметр нити, чем тот, который вы используете, экструдер будет выдавливать нить с большей скоротью, что приведёт к чрезмерной экструзии.
Проверка упаковки с нитью накаливания (и самой катушки) может помочь вам определить правильный размер. Если вы не уверены, вы можете воспользоваться штангенциркулем для более точного измерения.
Мы надеемся, что исправление одной или нескольких из этих настроек поможет устранить эффект чрезмерной экструзии на ваших отпечатках. Если же проблема не исчезнет, у нас есть ещё один полезный совет.
Совет № 4: замените сопло

Все эти сопла имели диаметр 0,4 мм в одной точке
Если вы уже проверили предыдущие настройки слайсера и убедились, что они не являются причиной вашей проблемы, то, возможно, пришло время заменить сопло.
Сопла могут изнашиваться из-за печати нитей с абразивными свойствами, таких как светящиеся в темноте нити, или из-за частых ударов по монтажной плите при выравнивании слоя. В результате сопло может стать шире, а экструдированная нить — более толстой, чем предполагалось.
Латунные сопла изнашиваются быстрее, чем сопла из других материалов, например, из закалённой стали. Если вам приходится часто заменять сопла, возможно, стоит обратить внимание на более дорогие варианты, такие как Olsson Ruby. Они обладают превосходной износостойкостью.



Оставить комментарий