

Допуски в 3D-печати: как их проверять и улучшать

Проще говоря, допуски определяют, насколько большое отклонение от заданного значения допустимо. Это понятие используется в различных производственных процессах, где важны точные измерения, включая аддитивное производство.
Независимо от того, насколько давно вы занимаетесь 3D-печатью или только начинаете изучать особенности материалов для неё, вы наверняка сталкивались с таким понятием, как допуск. Например, для материала Prusament PLA указан диаметр 1,75 мм с допуском ±0,02 мм. Это означает, что фактический диаметр нити может быть любым в диапазоне от 1,73 до 1,77 мм. Иными словами, «±0,02 мм» указывает на то, что возможны небольшие отклонения от указанного диаметра в большую или меньшую сторону, но не более чем на 0,02 мм.
3Д принтеры тоже имеют определённые допуски. Это означает, что напечатанные изделия могут незначительно отличаться от заданных размеров. Чем строже допуск (ближе к нулю), тем точнее размеры изделия.
В этой статье мы подробнее рассмотрим допуски и типы посадки, которые могут влиять на точность изделий, полученных методом FDM. Вы узнаете, как проверять допуски и какие решения можно применить на разных этапах проектирования и обработки деталей. Приготовьтесь к увлекательному путешествию в мир 3D-печати!
Содержание:
Почему важны допуски
 У этого спиннера с 3D-печатью есть детали, которые должны плотно прилегать друг к другу
У этого спиннера с 3D-печатью есть детали, которые должны плотно прилегать друг к другу
Допуски при 3D-печати особенно важны, когда создаются детали, которые должны плотно прилегать друг к другу.
Например, для печати с механической сборкой потребуются более строгие допуски, чем для декоративной коробки или простого контейнера.
При 3D-печати методом послойного наплавления (FDM) нужно быть внимательным, так как допуски, как правило, случайны. К примеру, такие элементы, как отверстия, обычно должны быть немного увеличены, чтобы соответствовать моделируемому диаметру.
Давайте уточним: в этой статье мы будем иметь в виду допуски, которые можно представить как диапазоны, например, от 1,73 до 1,77 мм для нити FDM, а также зазоры — значения, описывающие расстояние между деталями.
При проектировании деталей с небольшими зазорами важно учитывать допуски вашего принтера и возможность достичь требуемой точности. Детали должны создаваться с достаточным пространством между ними, чтобы учесть возможные отклонения в размерах. Небольшие отклонения в измерениях могут привести к тому, что зазор оплавится.
Неверное понимание допусков вашего 3D-принтера может привести к ошибкам в подгонке деталей или даже к тому, что опорные конструкции будут полностью приклеены к отпечаткам. Важно понимать, что даже у двух одинаковых моделей принтеров допуски могут различаться.
Убедитесь, что вы нашли подходящие допуски для вашей конкретной машины, и не ориентируйтесь на значения допусков, предоставленные кем-то другим.
Прежде чем перейти к тестированию и улучшению ограничений вашего принтера, давайте подробнее рассмотрим типы подгонки.
Типы подгонки
 Зазор, помехи и подгонка переходов
Зазор, помехи и подгонка переходов
В большинстве случаев соединение двух деталей имеет определённую функцию. Рассмотрим это на примере.
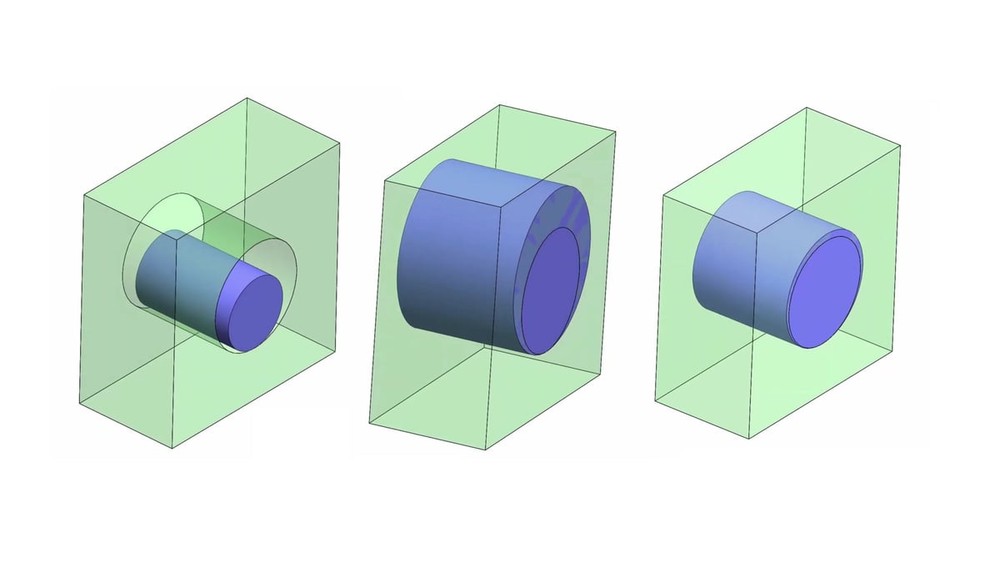
Представим круглую ось номинального диаметра 50 мм, которая должна войти в круглое отверстие такого же диаметра. Существует три варианта, как эти две детали могут сочетаться:
- Посадка с зазором: диаметр вала значительно меньше диаметра отверстия, например, 49,8 мм и 50,2 мм соответственно. В этом случае ось будет легко входить в отверстие и вращаться внутри него.
- Посадка с натягом: диаметр оси такой же, как диаметр отверстия, или чуть больше, например, 50,2 мм и 49,8 мм соответственно. Ось не войдёт в отверстие без большого усилия. После входа она, вероятно, не выйдет без повреждения деталей. Этот тип соединения широко используется, когда требуется высокая концентричность и предотвращение взаимного перемещения, например, для крепления вала к подшипнику.
- Переходная посадка: диаметр оси немного меньше диаметра отверстия, например, 49,9 мм и 50,0 мм соответственно. Ось войдёт в отверстие с минимальным давлением, сохраняя относительную концентричность. Альтернативно, диаметр оси может быть чуть больше диаметра отверстия, и для соединения потребуется немного большее давление.
Каждый тип соединения охватывает целый спектр допустимых комбинаций. Приведённые выше размеры являются лишь примерами. Существует несколько международных стандартов (например, допуск ISO) для правильного выбора формы и дизайна соединения, но мы не будем углубляться в них в этой статье.
Перед установкой допусков необходимо определить тип соединения. При правильной настройке две взаимодействующие детали будут функционировать по назначению, независимо от того, насколько близко к положительным или отрицательным пределам диапазона они находятся.
Причины неточностей FDM
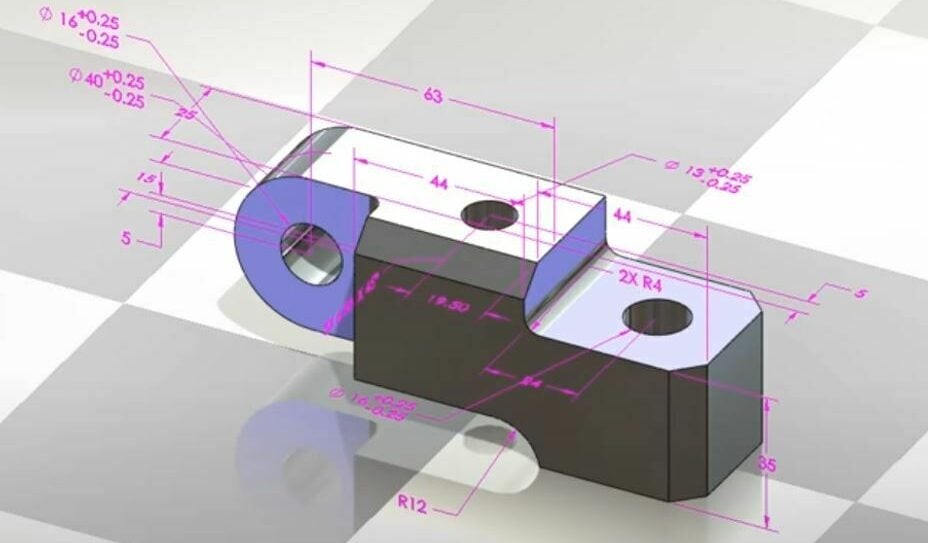
 Дизайны, подобные головоломкам, требуют максимально возможной точности
Дизайны, подобные головоломкам, требуют максимально возможной точности
Помимо ошибок, которые могут возникать в процессе проектирования (как и в любом производстве), есть несколько основных причин неточностей при 3D-печати, особенно на машинах FDM. Понимание этих факторов поможет вам более точно контролировать процесс и улучшить качество готовых изделий.
Программные ошибки
При преобразовании цифровой модели в формат STL некоторые детали могут быть потеряны. Например, круглые объекты становятся гранёными и преобразуются в плоские поверхности и вершины. Однако чем выше разрешение преобразования, тем меньше погрешность размеров детали.
Слайсеры также могут вносить свои ошибки в зависимости от их алгоритмов и настроек. Как именно слайсеры изменяют вершины файла STL, сильно влияет на вид G-кода и, соответственно, на поведение принтера.
Машинные неточности
Существует несколько факторов, которые могут влиять на точность печати при использовании 3D-принтера. Один из них — это разрешение шаговых двигателей, которые отвечают за движение печатающей головки. Поскольку они имеют ограниченное разрешение по подвижности, точность траектории движения соответствует их максимальному разрешению.
Кроме того, типичные двигатели для FDM-печати не имеют контура управления положением, что может приводить к накоплению небольших ошибок в положении в течение длительных заданий печати. Большинство драйверов двигателей также обладают функцией тепловой защиты, которая останавливает работу двигателя при перегреве, что может приводить к пропуску этапов работы.
Ещё одним важным фактором является калибровка шагового двигателя E-steps. Если она выполнена неправильно, это может привести к неточностям в размерах.
Если оси принтера не являются достаточно ортогональными друг другу, могут появиться структурные неточности. Например, если вы попытаетесь нарисовать прямоугольник с неперпендикулярной осью, то вместо прямоугольника получится параллелограмм. Кроме того, каждый раз, когда ось движения меняет направление, возникает небольшой люфт. Чем меньше натяжение в системе ремней, тем заметнее этот люфт.
Со временем у ремней могут возникать и другие проблемы, такие как ползучесть и удлинение, которые не только снижают натяжение, но и могут приводить к проскальзыванию и пропущенным ступеням.
При печати линии нити накала ожидается, что принтер будет создавать линию одинаковой ширины. Однако начало линии печати может быть тоньше и расширяться к концу линии по мере увеличения давления сопла. При прохождении поворотов они увеличиваются. Как правило, чрезмерная экструзия нити также приводит к расширению линии печати, что может привести к слишком большому общему размеру, что, в свою очередь, может привести к обратному эффекту при недостаточной экструзии. Качество и состояние нити также могут привести к дальнейшим проблемам с экструзией.
Наконец, неправильная начальная высота Z может привести к так называемой «слоновьей ноге», когда первый слой растекается шире, чем последующие слои, из-за веса отпечатка.
Чтобы избежать этих проблем, рекомендуется тестировать как допуски, так и зазоры, о которых мы поговорим далее.
Для допусков
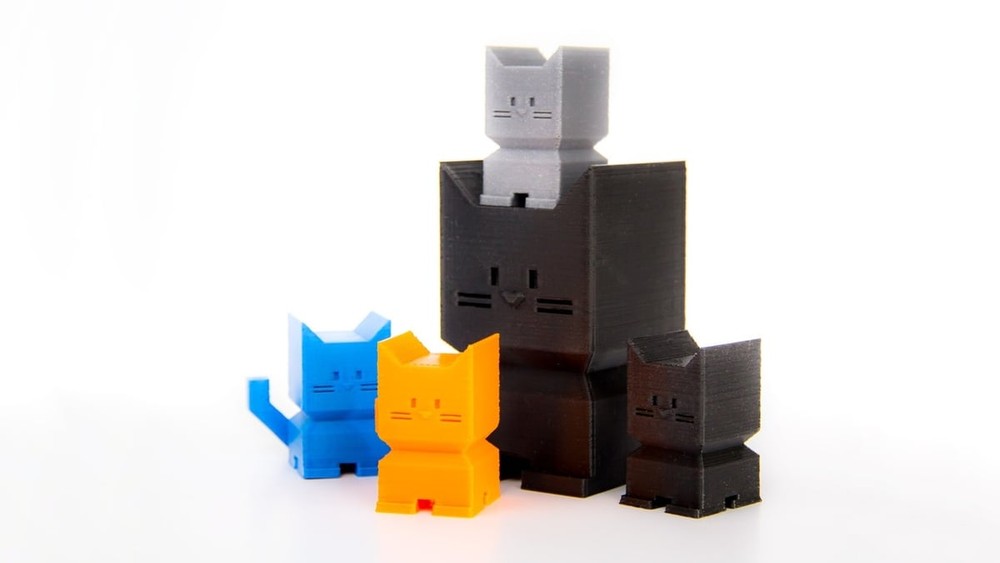 Этот милый кот также отлично подходит для калибровки отпечатка
Этот милый кот также отлично подходит для калибровки отпечатка
Чтобы проверить допуски вашего 3D-принтера, начните с правильной калибровки принтера и его экструдера. В этом вам поможет калибровочный куб.
Если вы готовы, распечатайте три или пять калибровочных кубиков или попробуйте более увлекательную модель calibration cat от Dezign.
Используя штангенциркуль, измерьте каждый отпечаток в одном и том же месте. Обратите внимание на ориентацию модели, которая обозначена большими буквами на калибровочном кубе. Запишите не менее трёх измерений для каждого из трёх направлений (X, Y и Z).
Для каждого направления вычтите наименьшее измерение из наибольшего. Полученное число будет хорошей отправной точкой для расчёта зазоров или требуемого пространства между печатными интерфейсами. Допуск вашего принтера будет равен ± половине значения зазора.
Например, вы можете получить следующие размеры калибровочного куба Y: 20,1 мм, 20,0 мм и 19,9 мм. Ваш зазор будет равен 20,1 – 19,9 = 0,2 мм, что означает допуск вашего принтера ± 0,1 мм.
Стоит отметить, что полученное значение не обязательно будет постоянным. Оно будет зависеть от текущего состояния вашего принтера и используемого материала.
Для определения зазоров
 Универсальный тест на допуск
Универсальный тест на допуск
Кроме того, вы можете проверить зазоры напрямую. Это полезно, если вас интересует только подгонка деталей, напечатанных на 3D-принтере, к другим деталям, напечатанным на 3D-принтере.
Ангус Девесон с YouTube-канала Maker's Muse подготовил пару полезных тестов на допуск, один бесплатный и еще один за 2 доллара. Просто следуйте его инструкциям. Есть также несколько других отличных тестов на допуск, таких как этот от zapta на Thingiverse и этот (вдохновленный тестами Maker's Muse) от 3DMakerNoob на материалах для печати.
С помощью этого инструмента вы можете определить, насколько низкие зазоры можно установить в ваших проектах.
И если вы обнаружили, что допуски или зазоры есть повсюду, и вы хотите улучшить свой дизайн или производительность вашего принтера, есть еще несколько вещей, которые вы можете сделать.
Дизайн
 Научитесь учитывать ожидаемые неточности и требуемые допуски
Научитесь учитывать ожидаемые неточности и требуемые допуски
Как только вы поймёте, почему ваши отпечатки могут быть неточными, вы сможете принять меры, чтобы максимально уменьшить эту погрешность.
Нельзя ожидать, что обычный FDM-принтер позволит добиться точности в пределах 100 микрон или 0,1 миллиметра (это довольно консервативная оценка). Это значит, что все ваши размеры должны быть созданы с учётом того, что они могут быть больше или меньше на это значение.
Когда дело доходит до сопрягаемых деталей, вам нужно спроектировать их так, чтобы они работали вместе, даже если размеры не будут идеальными. В большинстве случаев это означает, что если у вас есть две детали, которые должны подходить друг к другу, вам нужно будет спроектировать одну из них меньше другой.
Для стандартного сопла диаметром 0,4 миллиметра вот несколько общих практических правил подгонки в зависимости от соединения отверстия и вала:
-
Посадочный зазор: разница в 0,5 миллиметра и более между диаметром отверстия и диаметром вала. В результате теоретический зазор между валом и отверстием составляет не менее 0,25 миллиметра.
-
Посадка с натягом: разница между диаметром отверстия и диаметром стержня составляет около 0,1 миллиметра или меньше. В результате теоретический зазор между двумя деталями составляет 0,05 миллиметра или меньше.
-
Переходная посадка: разница в 0,15-0,4 миллиметра между диаметром отверстия и диаметром стержня. В результате теоретический зазор между валом и отверстием составляет 0,08-0,2 миллиметра.
Помните, что вам придётся поэкспериментировать и узнать реальные значения для вашего принтера.
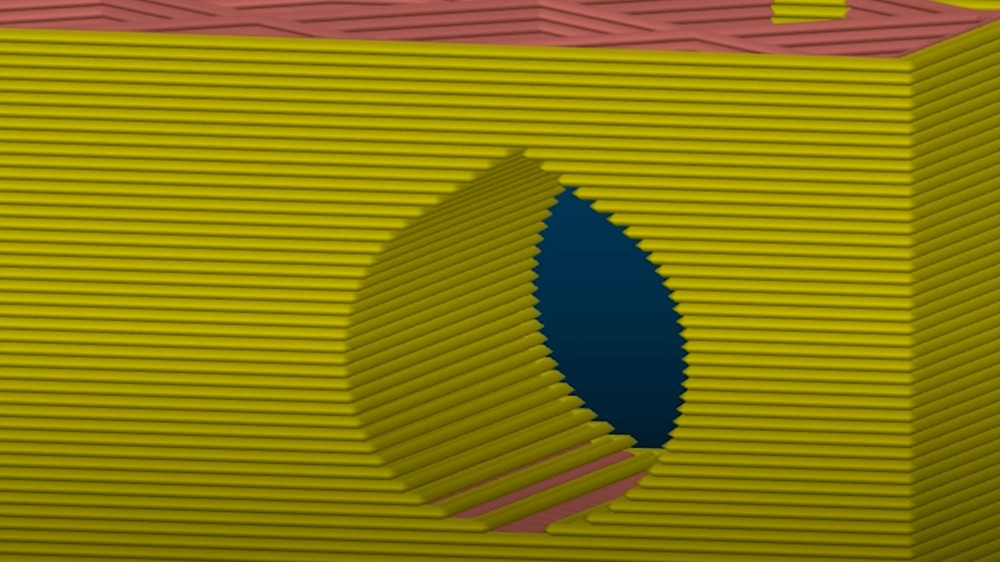 Каплевидные отверстия позволяют печатать горизонтальные отверстия без провисаний.
Каплевидные отверстия позволяют печатать горизонтальные отверстия без провисаний.
Эти правила применимы не только к цилиндрическим деталям, но и к нецилиндрическим. Например, если у вас есть квадратное отверстие и соответствующий ему квадратный выступ, то разницу между ближайшими плоскостями сопряжения можно определить с помощью этих правил.
Допустим, вы хотите оставить зазор для квадратного стержня диаметром 30 мм. В таком случае отверстие должно быть спроектировано так, чтобы зазор составлял 0,25 мм (то есть диаметр отверстия должен быть 30,5 мм).
Ещё один важный принцип — это ориентация детали для достижения наилучшего качества. Отверстия лучше всего печатать горизонтально (параллельно плоскости XY принтера). Если вам нужно напечатать вертикальное отверстие, используйте каплевидную технику: верхняя часть отверстия должна быть заострённой, а не полностью круглой. Это позволит избежать неточностей, которые могут возникнуть из-за выступания нити накала при закрытии верхней части отверстия.
Также стоит учесть, что из-за многослойного характера FDM-3D-печати вертикальные элементы могут быть менее точными, поскольку их размер ограничен высотой слоя. Горизонтальные элементы (XY), как правило, более точны, так как они ограничены только разрешением шаговых двигателей и ремнём, как объяснялось в предыдущих разделах.
Программное обеспечение
Использование специальных функций среза позволяет свести к минимуму некоторые неточности при печати
Существует несколько программных решений, которые помогут повысить точность отпечатков. При нарезке деталей для печати с максимальной точностью рекомендуется использовать более медленную кинематику (скорость, ускорение и рывок), меньшую высоту слоя и активное охлаждение детали.
Для большинства настольных принтеров мы рекомендуем следующие настройки: скорость печати менее 60 мм/с, ускорение менее 3000 мм/с2 и рывок менее 15 мм/с.
В настройках слайсера есть несколько уникальных функций, которые также могут помочь повысить точность размеров. Вот несколько примеров для Cura, но большинство слайсеров имеют схожие функции:
- Внешние стенки перед внутренними: если сначала печатать внешние стенки, то теоретически можно повысить точность размеров, избежав проблем с внутренними стенками или заполнителем.
- Выдавливание накатом: эта функция приводит к тому, что принтер прекращает выдавливание ближе к концу перемещения и вместо этого полагается на остаточное давление в сопле для печати оставшейся нити накала перед перемещением.
- Горизонтальное расширение: эта функция увеличивает или уменьшает размеры детали на определённый процент. В идеале она может помочь точно настроить размеры отпечатка, но на самом деле полезна только в том случае, если весь отпечаток слишком маленький или слишком большой. Если общие размеры отпечатка приемлемы и требуется изменить, например, только отверстия, следует использовать другой метод, такой как «Расширение отверстия по горизонтали».
- Измените настройки печати: проблемы, такие как слишком горячий слой с подогревом, могут вызвать проблемы с точностью размеров, например, уже упомянутую «слоновью ногу». Аналогично, если экструдер слишком горячий для данной нити, это может привести к натягиванию и выпуклостям, что также приведёт к уменьшению зазоров.
После нарезки функция линейного продвижения в Marlin (и некоторых других встроенных программах) регулирует поток нити в соответствии с прогнозируемыми перемещениями печати. Эта функция предсказывает изменение давления сопла, которое может привести к неравномерному выдавливанию, и корректирует его соответствующим образом. Она преобразует неравномерную ширину линии в более равномерную, что повышает точность размеров печати. Линейное продвижение имеет сходный эффект с настройками наката в вашем слайсере, но, как правило, его проще настроить.
Принтер
 Правильная калибровка устройства значительно повысит точность печати
Правильная калибровка устройства значительно повысит точность печати
Чтобы добиться максимальной точности печати и оставаться в пределах допуска, необходимо правильно откалибровать принтер. Если калибровка будет выполнена некачественно, детали могут получиться неровными, иметь неправильные размеры и не подходить друг к другу.
Даже если настольный 3D-принтер для хобби поставляется предварительно собранным, он не может быть идеально откалиброван с самого начала. Со временем ему потребуется дополнительная калибровка в качестве обычной операции по обслуживанию. Профессиональные 3д принтеры могут в некоторой степени компенсировать это, но они всё равно выиграют от регулярного технического обслуживания и калибровки.
Неправильная калибровка может свести на нет все усилия по проектированию и нарезке в соответствии с допусками. Поэтому важно не недооценивать важность калибровки станка. Наиболее важными элементами для калибровки являются экструдер и электронные ступени. Всегда начинайте с хорошего первого слоя.
Также важно выбрать качественные сопла и нить. Точность размеров вашей детали в значительной степени зависит от предположения, что экструдированная нить имеет необходимую ширину. Дешёвые нити обычно имеют плохие допуски, что может привести к неровностям при экструзии и образованию неровных поверхностей на отпечатках. Самые лучшие нити имеют низкие допуски, меньше загрязнений и надлежащее хранение.
Значительные отклонения в диаметре нити или плохо обработанные сопла немедленно повлияют на допуски ваших отпечатков.
Наконец, изношенные компоненты также снижают точность вашего принтера. Убедитесь, что ремни вашего принтера натянуты, а стержни или подшипники имеют минимальный износ. В противном случае подтяните или замените детали. Проконсультируйтесь с производителем вашего принтера о том, как лучше всего подойти к этой задаче.
Постобработка

Даже после тщательных настроек, детального проектирования и специальной конфигурации нарезки, детали иногда не соответствуют заданным допускам. В таких случаях требуется дополнительная обработка, чтобы привести их к нужным размерам.
Не стоит стесняться, если деталь нуждается в дополнительной обработке. Даже на самых точных обрабатывающих центрах с ЧПУ, которые стоят сотни тысяч долларов, иногда необходимо дорабатывать детали, чтобы они соответствовали заданным параметрам.
Важно отметить, что постобработка обычно относится к методам вычитания, поэтому она более актуальна для деталей большого размера, а не для мелких деталей. Вот несколько ключевых советов, которые помогут вам привести ваши детали к проектным размерам:
- Отшлифуйте и подпилите детали, чтобы удалить неровности, остатки опор и другие дефекты печати.
- Продолжайте измерять детали по мере их обработки, пока не достигнете желаемых размеров.
- Просверлите или расширьте любое отверстие, напечатанное на 3D-принтере.
- Старайтесь по возможности избегать опор. Гораздо проще заново просверлить отверстие, чем пытаться вытащить маленькие опоры плоскогубцами.
Наконец, мы должны признать, что некоторые требования к геометрическим размерам и допускам (GD & T) сложно выполнить на уровне DIY. Например, тестирование и исправление биения вала, напечатанного на 3D-принтере, выходит за рамки возможностей большинства установок. Однако, следуя рекомендациям, представленным в этой статье, вы сможете избежать ненужной последующей обработки и повторных отпечатков.



Оставить комментарий