

Циклы станков с ЧПУ

При программировании станков с ЧПУ используются постоянные циклы, чтобы уменьшить размер исходного кода, за счет объединений нескольких перемещений в один код, и иметь возможность контроля над сложными операциями и формами. Система управления находит операцию, организацию которой задает программист ЧПУ, и выполняет многократное исполнение, пока функция не завершится. Из этой статьи вы узнаете чуть больше о циклах станков с ЧПУ.
- Общие сведения
- Программирование циклов
- Основные виды подпрограмм в станках с ЧПУ
- Рекомендуемое ПО
- Заключение
Общие сведения
 Источник: precisionmetalgroup.com
Источник: precisionmetalgroup.com
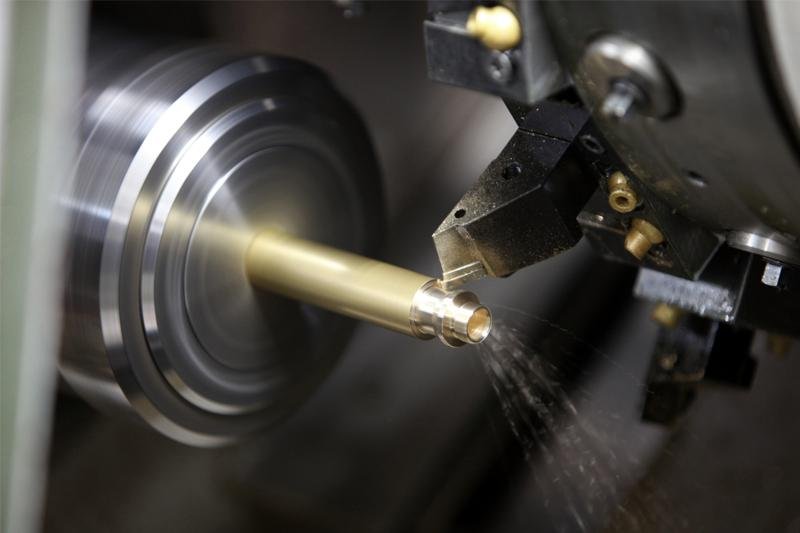
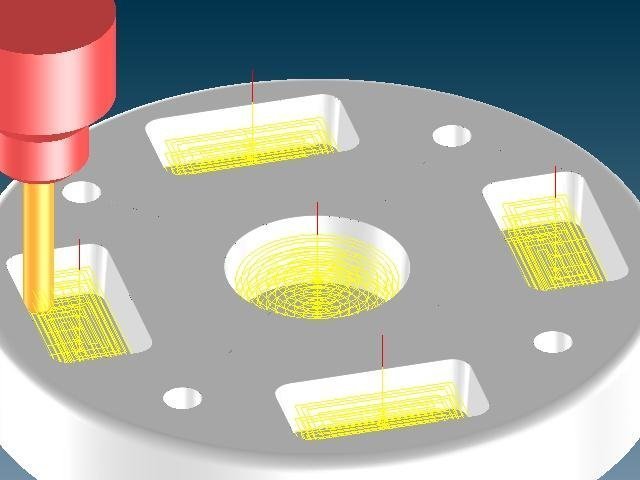
Постоянные циклы — инструмент ручного программирования для выполнения повторяющихся операций станка с ЧПУ. Специальные макропрограммы заложены в устройства числового программного управления (УЧПУ) и автоматизируют разнообразные функции обработки — сверление, растачивание, нарезание резьбы и так далее, также любые циклы фрезерования, которые может иметь станок. Для токарных центров это черновая обработка и чистовая обработка нескольких повторяющихся циклов.
Таким образом, вместо программирования каждой отдельно взятой функции, постоянный цикл контролирует набор перемещений. Известный также как фиксированный цикл, он сохраняется как управляющая программа в контроллере станочного оборудования.
 Источник: hurco.com
Источник: hurco.com
Постоянные циклы определяются с помощью соответствующей функции G-кода и связанных с ней параметров. Постоянный цикл может быть определен в любой части основной программы в подпрограмме (опция, предлагаемая большинством производителей ЧПУ).
Параметры управляют бесчисленными функциями, связанными с поведением станка с ЧПУ, среди них:
- максимальная скорость шпинделя;
- высокая скорость рабочего хода;
- организация связей;
- компенсация люфтов.
Станки с ЧПУ со схожими элементами управления могут демонстрировать разное поведение в зависимости от того, как установлены параметры.
Программирование циклов
 Источник: okuma.com
Источник: okuma.com
Постоянные циклы по своей концепции аналогичны функциям традиционного компьютерного языка, их можно сравнить с макросами G-кода. То есть G-код — язык, на котором программист «рассказывает» автоматизированным станкам, какое действие выполнять.
Это определяется инструкциями G-кода, предоставляемыми контроллеру станка (промышленному компьютеру), который сообщает инструменту куда перемещаться, как быстро перемещаться и каким путем следовать. Например:
- ускоренное перемещение;
- контролируемая подача по прямой или дуге;
- последовательность перемещений контролируемой подачи, что приводит к просверливанию отверстия, резке заготовки определенного размера или профилю, добавленному к краю заготовки;
- информация об инструменте (например, смещение);
- переключение системы координат.
G-коды — бесценный инструмент для станка с ЧПУ, позволяющий в полной мере использовать его возможности.
Распространенная ситуация, когда инструмент токарного или фрезерного станка перемещается в соответствии с инструкциями через траекторию резания материала, оставляя законченную и/или незавершенную заготовку, расположенную в любой из 9 осей вокруг 3-х измерений относительно траектории инструмента. Или один из двух/или оба могут перемещаться относительно друг друга.
 Источник: thomasnet.com
Источник: thomasnet.com
Часто указывается, что термин «G-код» — не совсем точный, поскольку формат для постоянного цикла состоит из ряда параметров, указанных буквой и числовым значением — то, что называется «адресом». N .. G .. G .. X .. Y .. R .. P .. Q .. I .. J .. Z .. F .. H .. S .. L .. A .. B. . C .. D ..
Тем не менее, «G-код» метонимически устанавливается как общее название языка программирования устройств с ЧПУ. Некоторые буквенные адреса используются только при фрезеровании или только при токарной обработке; большинство используются в обоих случаях. Команды управления объединяются в кадры (N).
Все постоянные циклы используют значения X, Y, R и Z в коде ЧПУ. Эти адреса определяют положения X, Y, R и Z. Подвижный стол станка ЧПУ управляется в направлении оси X и Y (это декартовы координаты горизонтального и вертикального расположения), шпиндель — в направлении оси Z. R — плоскость отвода или координата радиуса дуги. F определяет скорость подачи, S — скорость шпинделя. T используется для выбора инструмента. I, J имеют отношение к инкрементальному центру дуг.
 Источник: fagorautomation.it
Источник: fagorautomation.it
Строка программы также может включать M-коды, сообщающие станку, как выполнить действие. Они описывают функции, необходимые для обработки детали (но не соответствующие движениям станка), например — запуск и останов шпинделя, смена инструмента и так далее.
Пример: G01 X1 Y1 F20 T01 M03 S500
Команда G01 указывает на перемещение инструмента с использованием линейной интерполяции (линейное перемещение с заданной скоростью) в позицию XY при скорости подачи 20. Она использует инструмент 1, скорость вращения шпинделя — 500. Функции могут варьироваться от станка к станку — для этого нужно знать, что означает M-код, ссылаясь на инструкции по эксплуатации оборудования с ЧПУ.
Постоянные циклы используют и дополнительные аргументы, которые перечисляются с определенным циклом.
 Источник: fagorautomation.us
Источник: fagorautomation.us
Количество кодов и циклов, которые нужно запомнить, поначалу может показаться сложной задачей. Некоторые пользователи считают, что используя программное обеспечение ЧПУ, нет необходимости изучать ручное программирование. Это не совсем верно. Знание принципов построения G-кода позволит прочитать программу, что предоставит нужную для устранения проблем информацию. Коды различаются в зависимости от типа, марки и модели станка. Каждый станок поставляется с инструкцией по эксплуатации, которая показывает код данной машины для конкретной функции. Но, как правило, постоянные циклы последовательны в станочном оборудовании с ЧПУ у основных производителей (Fanuc, Haas, Siemens,Vollmer и другие).
Постоянные циклы обработки отверстий реализуются с помощью команд G80–G89. Наиболее распространенные команды: G80 (для отмены цикла), G81 (для сверления), G82 (для сверления с задержкой), G83 (для глубокого сверления), G84 (для нарезания резьбы).
G98 (работа с исходной плоскостью) и G99 (работа с плоскостью отвода) направляют инструмент вдоль оси Z, поднимая его над заготовкой и позволяя продолжить в любом произвольном месте. Иногда это необходимо для экономии времени. Можно отменить цикл, перейти к следующему участку с помощью G00 и восстановить цикл.
Преимущества постоянных (стандартных) циклов в станках с ЧПУ
 Источник: solidcam.com
Источник: solidcam.com
Оптимизация циклов позволяет быстрее разрабатывать программы на станке. Поскольку постоянные циклы сокращают количество блоков в программе, занимаемое пространство памяти лаконичнее, и программист избегает утомительной процедуры повторения одних и тех же инструкций. Это уменьшает вероятность ошибок, и делает обнаружение любых ошибок, если таковые имеются, намного проще.
Постоянные циклы облегчают и настройку работы. Ряд постоянных циклов предназначен для простых задач по настройке и измерениям. Хотя количество и тип постоянных циклов, как правило, ограничивается определенными задачами обработки, и применяется к наиболее распространенным геометрическим формам, которые не всегда способны удовлетворить растущие потребности обрабатывающей промышленности.
 Источник: haascnc.com
Источник: haascnc.com
При использовании постоянных циклов на регулярной основе существует вероятность того, что работа какого-то из них не в полной мере удовлетворит оператора. Например, цикл для сверления глубоких отверстий G83 — позволяет ли контроль изменять глубину каждого прохода, чтобы он становится меньше и глубже по мере углубления? Что произойдет, если указать значение общей глубины, которое не делится поровну на глубину каждого прохода?
Возможно, есть необходимость в цикле обработки канавок для токарных центров, цикле фрезерования карманов, цикле фрезерования резьбы или цикле фрезерования торцов. Потенциальный список улучшений в постоянных циклах достаточно большой. При помощи собственного макроса «B» можно изменить функцию постоянных циклов, или создать новые. Их даже можно заставить вести себя модально и отменить словом «G80». Пользовательский макрос пишется обычным способом. Единственным соображением здесь будет номер программы. Чтобы пользовательский макрос активировался с помощью G-кода, возможно, того же номера G-кода, который в данный момент времени используется для постоянного цикла, нужно использовать номер программы, позволяющий это сделать. Номер программы O9010 — первый в серии из десяти номеров программ, позволяющих создавать определяемый пользователем G-код.
Как только пользовательский макрос написан и проверен, его можно вызвать с помощью стандартного пользовательского макроса, вызывающего G65. А чтобы не изменять текущие программы, нужно вызывать пользовательский макрос, используя тот же G-код, который используется для вызова постоянного цикла (и заменяет пользовательский макрос). Для этого должен быть изменен параметр.
Параметры, связанные с определяемыми пользователем G-кодами (они варьируются от одной модели управления к другой), обращаются к разделу пользовательских макросов руководства по программированию элемента управления. Выбирают первый доступный, и меняют его на номер G-кода. Чтобы вызванный G-код был модальным, значение должно быть отрицательным. Например, если 5061 — параметр, относящийся к первой доступной пользовательской программе G-кода, и нужно модифицировать поведение G83, номер параметра 5061 меняют на -83. В следующий раз, когда элемент управления видит G83, он выполняет пользовательский макрос вместо обычной функции G83.
Циклы высокоскоростного сверления и команды их вызова
 Источник: helmancnc.com
Источник: helmancnc.com
Существует множество параметров и опций, связанных с циклами сверления. Для вызова стандартного (простого) цикла сверления используется код G81, программируемый в одной строке: G81 X... Y... Z... R... K... F... Он не выполняет специальных операций на дне отверстия, сверлильное устройство только перемещается на скорости подачи, а затем убирается.
| Параметр | Значение |
| X | Команда перемещения по оси X |
| Y | Команда перемещения по оси Y |
| Z | Абсолютная или относительная глубина отверстия (не конкретная координата), в зависимости от контроля пользователя (измеряется от точки R) |
| R | Плоскость отвода вдоль оси, перпендикулярной выбранной в данный момент плоскости, ось Z для плоскости XY (опорный уровень — от него начинается сверление и в него возвращается инструмент, достигнув дна отверстия обрабатываемой детали) |
| K или L | Число повторений операции, если используется G91 (инкрементальный режим) |
| F | Скорость рабочей подачи |
Как работает цикл сверления G81:
- Быстрое перемещение к осевой плоскости XY (позиция сверления).
- Быстрое перемещение к плоскости отвода R.
- Сверление с заданной рабочей подачей из плоскости отвода R в положение глубины отверстия Z.
- Быстрое перемещение к опорному уровню R зависит от режима G99.
 Источник: miscpro.com
Источник: miscpro.com
G98 и G99 используются для изменения режима отвода. Если действует G98, инструмент возвращается к исходной плоскости по оси Z (в случае препятствий между отверстиями, чтобы избежать столкновения инструмента с деталью). Если действует G99, когда опасность столкновения исключается, — к плоскости отвода R.
Как только цикл сверления G81 определен, постоянный цикл повторяется в каждой позиции X-Y в последовательных кадрах. Команда G80 отменяет текущий постоянный цикл, поскольку G-коды для постоянных циклов — модальные. Все постоянные циклы выполняются относительно активной плоскости обработки. Описание предполагает, что плоскость XY выбрана.
Циклы сверления с задержкой
 Источник: euklid-cadcam.com
Источник: euklid-cadcam.com
G82 — основной цикл сверления с одним дополнением: задержка на дне отверстия. Обычно используется для центрального сверления, при точечном сверлении, обработке отверстий с плоским дном. Он позволяет инструменту останавливаться на дне отверстия, что увеличивает точность глубины, вместо быстрого отвода, оставляющего следы. При высоких оборотах значительной разницы между G81 и G82 в готовой заготовке можно не заметить, но при использовании больших фрез это ощутимо.
Параметры вызова: G82 XY...Z... R... P... F... L...
- XY: координата отверстия.
- Z: координата конечной глубины отверстия.
- R: координаты расположения R. Перемещение от Z к R выполняется в ускоренном режиме. От R до дна отверстия — на скорости подачи.
- F: скорость подачи.
- P: время задержки на дне отверстия; записывается в миллисекундах: P500
 Источник: anzoset.com
Источник: anzoset.com
Как только сверло достигает дна отверстия и заканчивает сверлить, отвод происходит в ускоренном режиме.
Циклы прерывистого сверления
 Источник: makeitfrommetal.com
Источник: makeitfrommetal.com
На начальном этапе программирования ЧПУ постоянные циклы могут показаться запутанными. Так, в справочных таблицах бывает сложно различить циклы прерывистого сверления, вызываемые кодом G73 и G83. Основное различие в том, что при цикле G73 сверло не выводится из отверстия для удаления стружки. При G83 сверло поднимается вверх через заданные интервалы времени, удаляя стружку из зоны резания (отводимая высота контролируется значением R в строке кода).
G73 — сверление с неполным отводом (инструмент отводится на заданное расстояние внутри отверстия) для относительно мелких отверстий. Удерживая сверло внутри отверстия, время обработки сокращается, особенно при сверлении большого количества отверстий.
 Источник: emag.com
Источник: emag.com
G83 используется для обработки отверстий при относительно большом соотношении глубины к диаметру, чтобы избежать пакетирования стружки. Инструмент перемещается обратно к плоскости R (или к исходной позиции Z, в зависимости от того, какая команда по умолчанию используется). Это обеспечивает полное удаление стружки и охлаждающая жидкость попадает на кончик инструмента, одновременно смазывая и охлаждая его.
Несколько условий связано с тем, когда сверло находится глубоко в заготовке. Хладагент с трудом достигает кончика инструмента, следовательно, условия в данном случае аналогичны «сухой резке»: материал и инструмент могут нагреваться, вызывая соответственно плавление и поломку. Стружка удаляется сложнее. Трение, возникающее при давлении стружки на канавки сверла, вызывает застревание.
Использование охлаждающей жидкости под высоким давлением, направленной на кончик инструмента, помогает охладить инструмент во время сверления, а также позволяет охлаждающей жидкости достигать дна отверстия, что способствует как смазке, так и охлаждению.
 Источник: youtube.com
Источник: youtube.com
Синтаксис цикла сверления с периодическим вводом-выводом инструмента G83: G83 X... Y... Z...R... P.. Q...F
- Инструмент на быстром ходу перемещается выше отверстия (точка с заданными координатами X-Y).
- Инструмент перемещается с заданной скоростью подачи до запрограммированного расстояния Q (глубина врезания).
- Инструмент перемещается до плоскости R или первоначальной плоскости Z в ускоренном режиме — стружка поднимается и удаляется вращающимся инструментом.
- Инструмент возвращается на то место, где остановился и продолжает перемещаться к следующему уровню Q.
Так до тех пор, пока отверстие не будет обработано на полную глубину. Затем инструмент отводится и перемещается к следующему отверстию; цикл повторяется.
Некоторые из факторов, которые вступают в игру при выборе значения Q:
- диаметр сверла;
- покрытие сверла;
- геометрия сверла;
- обрабатываемость материала;
- глубина отверстия;
- подача и скорость вращения;
- подача охлаждающей жидкости.
При прочих равных условиях диаметр сверла, как правило, определяет значение Q.
Расточные циклы и команды их вызова
 Источник: honematic.com
Источник: honematic.com
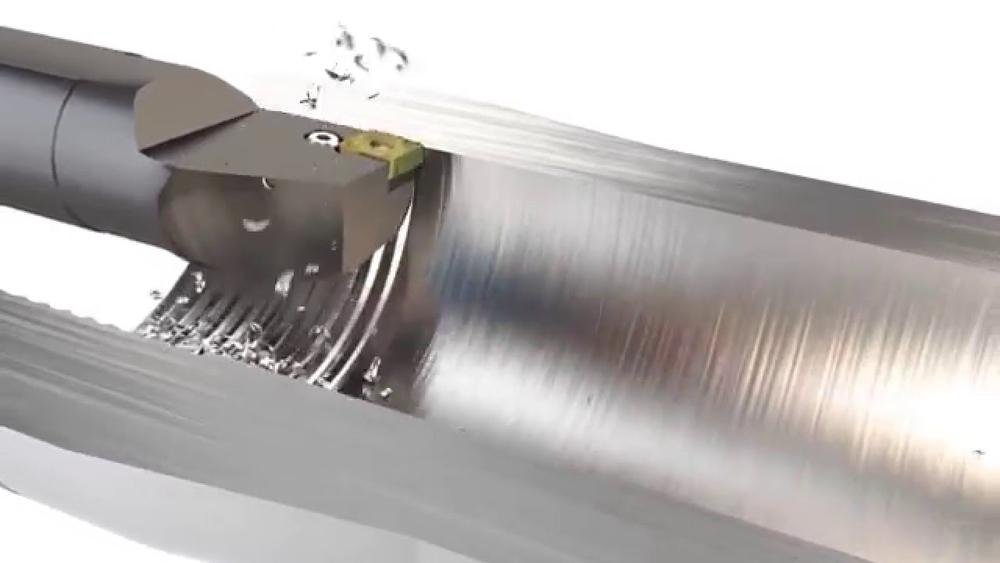
Для вызова стандартного цикла растачивания используем код G85. Это простой постоянный цикл, почти аналогичный циклу G81, но с одним существенным отличием: инструмент использует скорость подачи вместо ускоренного перемещения к плоскости отвода. Он применяется для улучшения чистоты поверхности отверстия, получения точных диаметральных размеров или для концентричности отверстия.
Подходит для развертывания, также для одноточечного расточного инструмента, хотя в некоторых случаях отсутствие глубины резания при перемещении в обратном направлении может сказываться на чистоте поверхности отверстия (резец не столько режет, сколько затирает материал), и в этом случае предпочтительнее использовать G76. Хотя есть несколько действительно важных замечаний, которые должно иметь в виду при использовании G76. Цикл работает только с однозаходной фрезой. Инструмент должен быть загружен в определенном положении. Если сместить его на 180 градусов от того места, где он должен быть, то в итоге стационарный инструмент будет вбит в деталь. Как следствие — сломанный резец или сколотая деталь.
Синтаксис цикла G85: G85 X...Y...Z...R...F...K…
- X и Y: координаты положения отверстия.
- Z: глубина растачивания.
- R: референтная точка (исходное положение по оси Z).
- F: скорость подачи.
- K: число повторений цикла (если требуется).
 Источник: youtube.com
Источник: youtube.com
Последовательность движений:
- Расточный резец расположен в плоскости X и Y.
- Инструмент быстро перемещается до плоскости R, после чего начинается расточка из плоскости R до уровня Z (дна отверстия) при запрограммированной скорости подачи с вращением шпинделя.
- Инструмент возвращается в исходное положение в ускоренном режиме, также на скорости подачи.
При активности G98 расточный резец быстро перемещается до начального уровня Z; при активности G99 — обратно до плоскости R.
G86 — ещё один из нескольких постоянных циклов расточки, выполняющий растачивание при достижении запрограммированной глубины. В чем его особенность:
- Положение инструмента над отверстием.
- Инструмент перемещается на запрограммированную глубину.
- Инструмент находится в нижней части отверстия в течение запрограммированного времени (необязательно).
- Останов шпинделя в фиксированном положении вращения.
- Инструмент перемещается в направлении, противоположном наконечнику инструмента и отводится на скорости быстрой продольной подачи.
- Шпиндель снова начинает вращаться.
 Источник: globalcnc.com
Источник: globalcnc.com
Хотя G86 называют циклом растачивания, его часто используют для развертывания. Он быстрее, чем цикл G85 и меньше вероятность, что образуется слишком большое отверстие.
Циклы нарезания резьбы
 Источник: cnctrainingcentre.com
Источник: cnctrainingcentre.com
Для программирования цикла нарезания резьбы вызывается код G84. Он используется для жесткого нарезания резьбы в предварительно просверленные отверстия. Это операция, при которой применяется не самонарезающая головка, а метчик (для сжатия при растяжении), удерживаемый в стандартном держателе инструмента. Нарезание резьбы производится вращением шпинделя по часовой стрелке. Касаясь дна предварительно просверленного отверстия, шпиндель вращается в обратном направлении для отвода.
Глубина резьбы Z задается вдоль шага резьбы. Если значение R не указано, инструмент возвращается к последнему значению глубины Z, определенному в программе. При добавлении значения R ускоряется процесс нарезания, с перемещением обратно, к положению близкому к поверхности материала. Если на пути инструмента находятся зажимы, можно добавить команду G98 и G99, чтобы изменить высоту на безопасное расстояние на выбранных отверстиях. G99 возвращает инструмент в R-плоскость; G98 возвращает инструмент на начальный уровень. G98, G99 можно использовать несколько раз в течение цикла нарезания резьбы G84.
 Источник:solidcam.com
Источник:solidcam.com
Скорость шпинделя задается до вызова цикла G84. Отмена скорости подачи игнорируется в процессе цикла нарезания резьбы. Подача не учитывается, пока не будет выполнена операция возврата.
Цикл G84 может использоваться для поэтапного процесса при нарезании глубоких отверстий или когда необходимо освободить метчик от налипшей стружки. Значение Q определяет расстояние нарезания резьбы перед тем, как повернуть шпиндель и вернуться в положение R. Затем система управления продолжит нарезание резьбы на величину Q, пока не будет достигнута полная глубина резьбы, как определено Z.
Чтобы использовать жесткое нарезание резьбы, станок с ЧПУ должен поддерживать синхронизацию движения подачи со скоростью шпинделя. Как правило, это дополнительная опция для станков с ЧПУ.
 Источник: youtube.com
Источник: youtube.com
Последовательность перемещений:
- Инструмент располагается над отверстием.
- Шпиндель начинает вращаться в запрограммированном направлении.
- Станок считывает обратную связь с энкодеров и рассчитывает, что ему нужно для синхронизации вращения шпинделя с подачей Z.
- Инструмент перемещается с запрограммированной скоростью, синхронизировано с оборотами шпинделя, и нарезает по отверстию до запрограммированной глубины Z. В этот момент кнопка удержания подачи заблокирована, поэтому единственный способ остановить цикл, пока метчик находится в отверстии, — нажать E-Stop.
- Шпиндель начинает вращаться в обратном направлении, и инструмент перемещается вверх к плоскости R или в позицию Z.
- Шпиндель снова меняет направление, чтобы подготовиться к нарезанию резьбы следующего отверстия.
Значения, необходимые для G84: X…Y…Z…R…F…
- X и Y: координаты отверстия по осям X и Y (абсолютные с G90, инкрементные с G91)
- Z: глубина отверстия (абсолютная)
- R: исходное положение по оси Z (по умолчанию — последняя точка Z перед активацией G84)
- F: величина рабочей подачи. Важный параметр, должен быть точно рассчитан для нарезания резьбы.
- К: число повторений цикла (необязательное значение и полезное в том случае, если используется инкрементное позиционирование G91).
- M29: некоторые контроллеры включают более точную интерполяцию между скоростью шпинделя и скоростью подачи. Или можно использовать G84.4.
Основные виды подпрограмм в станках с ЧПУ
 Источник: matc.edu
Источник: matc.edu
Программистам и операторам станков с ЧПУ приходится ежедневно иметь дело со многими компонентами разных операций обработки. Чтобы не отставать от темпа, приходится внедрять новые методы. Один из наиболее используемых методов — написание подпрограмм. Для него не требуются какие-то специальные навыки, оно несложно для понимания, благодаря таким командам как M98 и M99.
Чтобы сделать G-код удобным для повторного использования (повторения операции обработки), нужен способ его централизации и последующего доступа к нему из программы обработки детали. Язык G-кода предоставляет вызовы подпрограмм. Подпрограмма — это, по сути, минипрограмма в основной программе. Вызванный код делает свое дело, затем возвращается в основную программу, чтобы продолжить исполнение сразу после вызова. Это похоже на распределение ответственности данному фрагменту кода. Подпрограммы похожи на обычные программы, которые ежедневно пишут, добавляют, изменяют, удаляют. Различие между ними в том, что основные программы заканчиваются на M30, подпрограммы — на M99.
 Источник:helmancnc.com
Источник:helmancnc.com
Подпрограммы составляют ядро того, что называется структурным программированием, и позволяют разделить сложную проблему на простые подзадачи, к которым можно обратиться автономно.
Наличие большой библиотеки фрагментов дает потенциал для повышения производительности. Даже если не пытаться повторно использовать код, вызовы делают его намного проще для понимания. Вставляем G-код для подпрограммы под собственный номер подпрограммы — «O». Подпрограмма может выглядеть таким образом:
% (программа часто начинается с кода инициализации)
O1000
N100 (Основная программа)
...
N330 (вызов подпрограммы) M98 P2000
...
N1000 M2 (программная остановка)
O2000 (подпрограмма)
N2000 ...
...
N2130 M99 (возврат в основную программу)
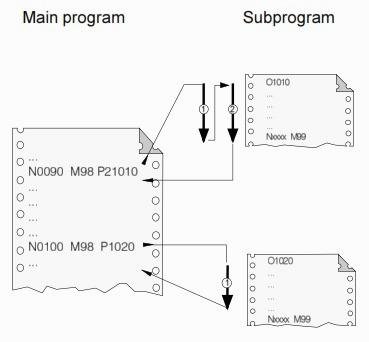
Как видно, основная программа и подпрограмма имеют свой номер «О». Вызов подпрограммы — «M98». Станок принимает параметр, сообщающий ему номер «O», где он может найти подпрограмму. Когда он достигает M98, исполнение переходит к подпрограмме. Попадая в «M99» в подпрограмме, он возвращается в основную программу в том же месте и продолжает работу.
Например, основная программа (O0001) вызывает подпрограмму (O0002), она, в свою очередь, вызывает другую подпрограмму (O0003). Когда O0003 завершится на M99, управление вернется к O0002 и обработка продолжится, пока эта подпрограмма также не завершится на M99. Затем управление вернется к O0001 и будет продолжаться до тех пор, пока не достигнет M30.
 Источник: tpitexas.com
Источник: tpitexas.com
В зависимости от контроллера, существует несколько синтаксисов, доступных для вызовов подпрограммы. Чаще всего слово «P» обеспечивает адрес, который является «0». Некоторые контроллеры предлагают поиск слова “N», если номер O не найден. Удобно запрограммировать повтор в подпрограмме в той же строке, используя L (K).
Рекомендуемое ПО
Mastercam
Mastercam — один из самых популярных программных пакетов CAD/CAM, созданный компанией CNC Software, для маршрутизации, фрезерования, точения, электроэрозионной обработки и 2D/3D проектирования. Это первое программное обеспечение, которое имеет функции проектирования для операторов ЧПУ и инженеров, что позволяет проектировать и изготавливать детали, используя сложную технологию управления инструментом.
SprutCAM
SprutCAM — CAM-система среднего уровня, функционирующая в Microsoft Windows. Разработанная российском компанией SPRUT Technology, SprutCAM обеспечивает автономное программирование станков с ЧПУ для резки, обработки EDM, 2-х, 3-х и многоосевой обработки, с поддержкой разработки управляющих программ для многокоординатных токарно-фрезерных центров, электроэрозионного оборудования и промышленных роботов.
ArtCAM Express
ArtCAM Express — CAM-система начального уровня поставщика передового программного обеспечения CAD/CAM для обрабатывающей промышленности Delcam. С простым пользовательским интерфейсом и функциями, которые включают 2D и 3D-дизайн с использованием рельефов, гравюры, эмблем и другого, программное обеспечение особенно рекомендуется новичкам.
Mach3
Mach3 — приложение для Microsoft Windows от IT-компании Artsoft, которое превращает обычный компьютер в полнофункциональный 6-осевой контроллер ЧПУ. Один из наиболее популярных контроллеров ЧПУ для промышленных станков. Работает с фрезерными станками с ЧПУ, токарными станками, плазменными резцами и лазерами.
Alphacam
Alphacam — многофункциональное в использовании решение CAD/CAM от Vero Software для производителей, которые нуждаются в эффективных траекториях и создании надежного, готового к обработке кода для работы со станками с ЧПУ. Система предоставляет разные возможности: от простой двухосевой до полноценной пятиосевой обработки деталей.
Заключение
Постоянные циклы значительно упрощают программирование для станков с ЧПУ. Применение подпрограмм минимизирует необходимую память и упрощает функцию повторяющихся команд в любой программе. Опытные программисты хорошо разбираются в применении постоянных циклов, для начинающих полезно изучать руководства по программированию, включая поставляемые производителями со станками, так как применимые наборы команд на разных станках могут отличаться. Для начала важно, как минимум, овладеть командой G71 для черновой токарной обработки и чернового сверления. Она также разрешает легко изменять черновую операцию на станке с ЧПУ. Другая команда, которую необходимо освоить — G76, для вызова цикла для нарезания резьбы, позволяющая обрабатывать весь проход (независимо от того, сколько проходов требуется.
Применение циклов в программировании для станков с ЧПУ лишено какой-то особой сложности, оно требует лишь понимания основных простых принципов и приложения внимания, научиться этому может практически любой.







Оставить комментарий