

3D печать металлическими нитями: всё о технологиях и материалах

3D-печать металлическими нитями набирает популярность как одна из самых передовых технологий в области аддитивного производства. Этот процесс позволяет создавать металлические детали со сложной геометрией, которые были бы практически невыполнимы при использовании традиционных методов производства.
В этой статье мы рассмотрим, что такое металлическая нить, как ею печатать, какие этапы включает процесс 3D-печати металлом, а также преимущества и ограничения данной технологии.
Содержание:
- Что такое металлическая нить и как ею печатать?
- Какие этапы включает процесс 3D-печать металлическими нитями?
- Каковы преимущества и ограничения 3d-печать металлическими нитями?
- Лучшие металлические филаменты
- Лучшие 3D-принтеры для печати металлический пластик
- Заключение
Что такое металлическая нить и как ею печатать?
Металлическая нить, или metal filament, представляет собой филамент, состоящий из смеси металлического порошка и полимерного связующего. Эти нити позволяют использовать 3D-принтеры для создания прототипов и функциональных деталей из металла.
Металлические нити содержат значительное количество металлических частиц, как правило, порошок металлов и сплавов, который после печати требует удаления связующего и спекания для достижения конечной прочности.
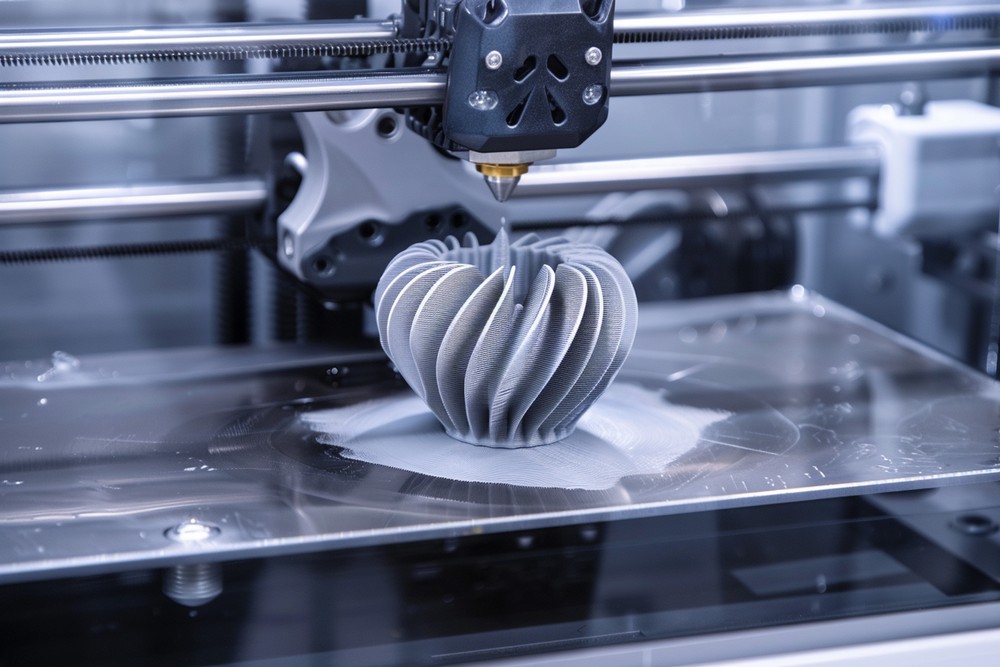
Печать металлическими нитями ведётся так же, как и стандартным пластиком, с теми же соплами и платформами, хотя часто требуется дополнительное охлаждение и поддержка структуры. Итоговое изделие после печати подвергается сложным процессам удаления связующего и спекания для достижения необходимых характеристик материала.
Сколько в филаменте металла?

Содержание металла в филаменте может существенно варьироваться в зависимости от производителя и типа используемого материала. Например, Ultrafuse® 316L от BASF содержит около 90% металлического порошка нержавеющей стали 316L, причём оставшиеся 10% составляют полимерные связующие компоненты.
Эта высокая концентрация металла позволяет получить детали, которые обладают свойствами, близкими к традиционному металлу после процесса спекания. Важно отметить, что чем выше количество металла в филаменте, тем сложнее процесс печати и спекания, что требует более тщательной настройки 3D-принтера и последующей обработки.
Использование филаментов с высокой долей металлического порошка позволяет получать изделия с превосходными механическими характеристиками. Это особенно важно при производстве функциональных прототипов и конечных металлических деталей.
Тем не менее, высокая концентрация металла также приводит к увеличению усадки готового изделия после удаления связующего и спекания, что необходимо учитывать при проектировании моделей. Специалисты рекомендуют проводить предварительные тесты и калибровку оборудования для достижения наилучших результатов.
Какие 3D-принтеры подходят для металлизированного филамента?

Для работы с металлическими нитями подходят специализированные FDM 3D-принтеры, способные выдерживать более высокие температуры и нагрузки. Важными характеристиками для таких принтеров являются термостойкое сопло и экструдер, а также возможность поддерживать стабильную температуру на протяжении всего процесса печати.
Также важно учитывать размер рабочей области принтера и его способность работать с различными параметрами печати, такими как скорость и температура. Некоторые модели 3D-принтеров требуют дополнительного оснащения, например, систем охлаждения или усиленной поддержки платформы для обеспечения безопасного и качественного процесса печати.
Недостатки металлического пластика

Высокая стоимость: Металлические филаменты значительно дороже традиционных материалов на основе PLA или ABS из-за содержания большого количества металлического порошка и сложности производства.
Сложность последующей обработки: Использование металлических филаментов требует дополнительных шагов, таких как удаление связующего и спекание, которые требуют специализированного оборудования и занимают больше времени.
Дорогостоящие 3D-принтеры: Печать металлическим пластиком требует более сложных и дорогих 3D-принтеров, что увеличивает общие затраты на проект.
Усадка изделия: Готовые изделия подвержены усадке, что требует точных расчетов и калибровок при проектировании и производстве.
Повышенные температуры: Печать требует высоких температур и специализированных сопел и экструдеров, что увеличивает риск сбоев в печати и поломок оборудования.
Все перечисленные факторы делают 3D-печать металлическими нитями менее доступной для обычных пользователей и более подходящей для индустриальных применений.
Какие этапы включает процесс 3D-печать металлическими нитями?
Процесс 3D-печати металлическими нитями состоит из нескольких ключевых этапов, каждый из которых играет важную роль в получении качественного и прочного изделия.
Этапы работы с металлическим филаментом
-
Настройка 3D-принтера: Подготовка 3D-принтера для работы с металлическим филаментом.
-
Удаление связующего: После завершения печати готовое изделие подвергается процессу удаления связующего для достижения финальной прочности и твердости.
-
Спекание: Изделие запекается в печи при высоких температурах, что позволяет металлическим частицам сплавиться.
-
Постобработка: Финализация изделия, включая шлифовку, полировку и другие виды обработки для достижения необходимых характеристик.
Настройка 3d-принтеров для печати металлической нитью
Первый шаг в процессе 3D-печати металлом – это настройка 3D-принтера. Для успешной работы с металлическими нитями требуется оборудование, способное выдерживать более высокие температуры и обеспечивать стабильность во время печати.
Необходимо выбрать подходящее сопло, например, из закалённой стали или другого термостойкого материала, чтобы избежать быстрого износа. Также важным является настройка правильной температуры экструзии и платформы, так как металлический филамент требует более высоких температур по сравнению с пластиками.
Дополнительным шагом может быть установка системы охлаждения, чтобы предотвратить перегрев принтера. Настройка скоростей печати и использования поддержек также критичны для успешной 3D-печати металлом, так как металлические нити требуют более медленной и аккуратной работы.
Специалисты рекомендуют проводить предварительные тесты и настройки перед запуском основного проекта, чтобы избежать возможных ошибок и достижения качественного результата. Важно также обеспечить соответствующие условия для хранения металлического филамента, так как он может быть предрасположен к коррозии и другим внешним воздействиям.
Усадка готового изделия
После завершения процесса печати металлическим филаментом, важно учитывать усадку готового изделия. Это явление связано с тем, что металлические детали после печати и удаления связующего могут существенно уменьшаться в размере.
В среднем, усадка может составлять до 20%, что значительно влияет на конечные размеры изделия. Правильные расчеты и калибровка модели перед началом печати могут помочь учесть возможные изменения размеров и форм.
Усадка обусловлена процессом удаления связующего и спекания, который происходит при высоких температурах. Эти этапы приводят к тому, что полимерные компоненты испаряются, оставляя только металлические частицы.
Для минимизации усадки применяются различные технические методы, такие как использование специальных поддержек и охлаждающих систем. Важно учитывать все эти факторы при проектировании и выполнении 3D-печати, чтобы избежать дефектов и обеспечить высокое качество конечного изделия.
Процесс спекания и его важность

Процесс спекания является одним из ключевых этапов 3D-печати металлом и имеет огромное значение для достижения финальной прочности и твердости изделия. После завершения печати и удаления связующего материала, детали подвергаются термической обработке в специальных печах.
В ходе спекания при высоких температурах происходит сплавление металлических частиц, что позволяет получить материал с характеристиками, близкими к традиционным металлургическим изделиям. Этот этап является критически важным для окончательной формы и размеров изделия.
Спекание представляет собой сложный и требующий больших энергозатрат процесс, так как его необходимо проводить внутри специальных печей при строго контролируемых условиях температур и времени. В ходе спекания детали могут подвергаться значительным изменениям размеров и формы, что требует точных и предсказуемых настроек.
Ряд факторов, таких как тип используемого филамента, температуры спекания и продолжительность процесса, оказывают значительное влияние на конечные характеристики и качество готового изделия. Понимание и контроль всех этих параметров позволяют добиться высоких результатов в 3D-печати металлом.
Последующая постобработка и финализация изделия

После завершения процесса спекания, изделие проходит через последующую постобработку и финализацию. Этот этап включает различные методы обработки, такие как механическая шлифовка, полировка и дополнительная термообработка для достижения необходимых характеристик поверхности и прочности.
Постобработка имеет принципиальное значение для придания деталей окончательного вида и улучшения их эксплуатационных свойств. В зависимости от типа изделия и его назначения, могут применяться дополнительные виды обработки, такие как покраска или лущение.
Методы постобработки включают снятие заусенцев и полировку поверхностей для улучшения эстетических и механических характеристик изделия. Для улучшения коррозионной стойкости металлических деталей могут применяться различные покрытия или химическая обработка.
Финализация также может включать проверку качества и точности изделий с использованием различного измерительного оборудования и методов контроля. В конечном итоге, все эти действия направлены на то, чтобы продукт удовлетворял строго заданным требованиям и стандартам, что особенно важно для промышленных применений и высокоточных областей.
Каковы преимущества и ограничения 3d-печать металлическими нитями?

Использование металлических нитей в 3D-печати открывает новые возможности для создания сложных и функциональных изделий с уникальными характеристиками. Основные преимущества данного метода включают высокую точность и детализацию изделий, возможность производства прототипов и конечных деталей с уникальной геометрией, а также значительное сокращение времени и затрат на производство.
Однако, несмотря на все преимущества, эта технология имеет и определенные ограничения, которые необходимо учитывать прежде чем приступать к процессу 3D-печати металлом.
Ограничения процесса связаны с высокой стоимостью материалов и оборудования, необходимостью в специфической настройке 3D-принтера и сложностью процесса постобработки. Также важно учитывать технологические особенности и параметры усадки изделия, которые могут оказывать влияние на конечные размеры и качество деталей.
Ограниченный выбор доступных филаментов и специализированных 3D-принтеров также является фактором, осложняющим процесс внедрения этой технологии в массовое производство. Понимание всех этих аспектов помогает принимать обоснованные решения и оптимизировать процесс 3D-печати металлическими нитями.
Основные преимущества использования металлизированного пластика
Металлический филамент в 3D-печати позволяет создавать детали с высокими механическими и термическими характеристиками, что делает эту технологию привлекательной для различных отраслей, включая аэрокосмическую, автомобильную и медицинскую промышленность.
Высокая точность и детализация изделий, достигаемая благодаря этой технологии, способствует созданию сложных геометрий и уникальных прототипов. Применение металлических филаментов также позволяет существенно сократить время на производство и снизить затраты по сравнению с традиционными методами.
Металлические детали, изготовленные с помощью 3D-печати, обладают высокой прочностью и износостойкостью, что делает их пригодными для использования в условиях высоких нагрузок и экстремальных температур. Возможность создания уникальных конструкций без необходимости в дорогостоящих формах и оснастке значимо увеличивает гибкость и скорость внедрения новых продуктов.
Специалисты отмечают, что 3D-печать металлом позволяет значительно увеличить инновационный потенциал в сфере разработки и производства новых изделий, предоставляя возможность создания сложных прототипов и функциональных деталей на заказ.
Какие ограничения существуют при 3D-печати металлом?

Одним из главных ограничений при 3D-печати металлом является высокая стоимость используемых материалов и оборудования. Металлические филаменты и специальные 3D-принтеры требуют значительных вложений, что делает эту технологию менее доступной для малого бизнеса и отдельных пользователей.
Дополнительные затраты связаны с необходимостью специализированного оборудования для удаления связующего и процесса спекания, что увеличивает общие производственные издержки.
Другим важным ограничением является сложность процесса постобработки, который требует специфических знаний и навыков. Усадка готового изделия может повлиять на точность и размеры конечного продукта, что требует тщательного планирования и учета всех параметров на этапе проектирования.
Ограниченный выбор металлических филаментов и необходимость в точной настройке 3D-принтера также могут стать препятствием для широкого использования этой технологии. Тем не менее, все эти вызовы могут быть преодолены благодаря новым разработкам и инновациям в области 3D-печати.
Лучшие металлические филаменты
На рынке представлено несколько ведущих производителей металлических филаментов, которые предлагают различные материалы для 3D-печати. Одним из наиболее известных брендов является BASF с линейкой Ultrafuse, включающей Ultrafuse® 316L и Ultrafuse 17-4 PH.
Эти филаменты содержат нержавеющей стальной порошок, обеспечивая высокое качество и прочность готовых изделий после процесса спекания. Филаменты от The Virtual Foundry также заслуживают внимания, предлагая варианты из меди и бронзы, что расширяет возможности применения 3D-печати металлом в различных областях.
Лучшие 3D-принтеры для печати металлический пластик
Stereotech Fiber 530 V5

- Область печати 5D 300×300×230 Технология FDM, 5Dtech
- Количество экструдеров 2 (филамент + непрерывное волокно) Тип экструдера данные не заявлены производителем
- Количество сопел 2 Область печати 300×300×300
- Скорость печати до 150 мм/с Диаметр сопла (мм) 0.4
- Толщина слоя, мкм 10-200 Точность позиционирования XY: 1,56 мкм; Z: 1,25 мкм. По координате A: 2’15” (0,037°). По координате C: 2’15” (0,037°)
- Диаметр пластиковой нити 1,75 мм Максимальная температура печати 320 °C
- Наличие подогреваемого стола Да Тип стола С двумя дополнительными осями
- Максимальная температура стола 120 ºС Активный подогрев камеры данные не заявлены производителем
- Основной материал серии: Sealant, Fiberpart, Metalcast, Enduse, Proto; ABS, PLA, HIPS, PVA, ASA, PETG, ABS/PC, TPU, PC, PBT, FLEX, SBS, NYLON
- Корпус Закрытый со смотровым окном Рама данные не заявлены производителем
- Направляющие данные не заявлены производителем Система кинематики Многоосевая
- Дополнительные функции данные не заявлены производителем
- Размер принтера (в мм) 520×508×585 Размер упаковки (в мм) 1200×800×800
- Вес без упаковки 29 кг Вес с упаковкой 46 кг
- Работа в сетях 100-240 VAC / 50-60 Гц Максимальная потребляемая мощность 850 Вт
- Софт STE Арр, STE Slicer, Ultimaker Cura Типы файлов *.stl, *.gcode, *.3mf, *.obj
- Операционная система данные не заявлены производителем
- Уровень шума данные не заявлены производителем Интерфейсы Wi-Fi, USB, Ethernet
- Страна производства Россия Гарантия производителя 1 год
- Цена 1 700 000
Stereotech Fiber 530 V5 — это передовой промышленный 5-осевой 3D принтер, который поддерживает как традиционную 3D, так и более инновационную 5D печать. Этот гибридный принтер оснащен двумя экструдерами, что позволяет печатать не только пластиковыми материалами, но и армировать детали непрерывным углеволокном (карбоном). Принтер разработан и производится в России, в Волгограде, компанией Stereotech.
Принтер оборудован 5-дюймовым AMOLED дисплеем для интуитивно понятного управления и имеет встроенную веб-камеру для дистанционного контроля процесса печати. Модель поддерживает автоматическую калибровку как в 3D, так и в 5D режимах, а также имеет защиту от отключения питания и встроенный накопитель, что позволяет печатать без подключения к компьютеру.
Преимущества:
-
Гибридная печать: Поддержка 3D и 5D печати с возможностью армирования деталей углеволокном.
-
Высокая температура печати: Экструдеры могут нагреваться до 310°C, позволяя работать с различными материалами.
-
Автокалибровка: Автоматическая калибровка в режимах 3D и 5D, обеспечивающая точность печати.
-
Интуитивное управление: 5-дюймовый цветной AMOLED дисплей для легкого управления процессом.
-
Дистанционный контроль: Встроенная веб-камера для мониторинга печати в реальном времени.
-
Надежность: Защита от отключения питания и встроенный накопитель для автономной работы.
-
Разнообразие подключения: Поддержка WiFi, Ethernet и USB для гибкости использования.
-
Обновление ПО: Регулярное обновление программного обеспечения для улучшения функциональности принтера.
Picaso Designer X Pro S2

- Технология FFF Количество экструдеров 1
- Тип экструдера Direct Количество сопел 2
- Область печати 201×201×210 мм Скорость печати до 130 см³/час
- Диаметр сопла (мм) 0,5 мм Толщина слоя, мкм от 10 микрон (0.01 мм)
- Точность позиционирования X-Y: 11 микрон. Z: 1.25 микрон Диаметр пластиковой нити 1.75±0.1 мм
- Максимальная температура печати 430 °C Наличие подогреваемого стола Да
- Тип стола Алюминий, стекло Максимальная температура стола 150 °C
- Активный подогрев камеры до 80 °C
- Основной материал PLA, ABS, FORMAX, HIPS GF, FLEX, RELAX, TOTAL CF-5, PVA, HIPS, PPX, PA12CF, PA Support, ULTRAX, Nylon 6C M4, Nylon SC M7, ePAHT-CF, Titan GF-12, PC, Nylon, PSU, PEI ULTEM 9085, PEEK, PA6, PA12, PA66, PP, ASA, ABS/PC, TPU, PET, PETG, PMMA, AEROTEX, RUBBER, CERAMO, WAX, SBS и другие материалы, в том числе с наполнением стекло- и углеволокном
- Корпус Алюминий (композит) Рама Сталь
- Направляющие XY: рельсовые (сталь). Z: цилиндрические (сталь) Система кинематики данные не заявлены производителем
- Дополнительные функции Система вентиляции корпуса, контроль подачи пластика, встроенный режим сушки, контроль платформы, удаленное управление
- Размер принтера (в мм) 390×425×525 мм Размер упаковки (в мм) данные уточняются
- Вес без упаковки 17,5 кг Вес с упаковкой данные уточняются
- Работа в сетях 220В ± 15% 50Гц, (опция 110 В±15% 60 Гц) Максимальная потребляемая мощность 350 Вт
- Софт бесплатный — Polygon X™ Типы файлов gcode, plgx, stl, obj, 3ds, amf
- Операционная система Windows XP, Windows 7, Windows 8 и выше
- Уровень шума 55 дБ Интерфейсы Ethernet, USB Flash, Wi-Fi
- Страна производства Россия Гарантия производителя 1 год
- Цена 549 000
Picaso Designer X Pro S2 — это профессиональный FDM 3D принтер, разработанный для использования в инженерных, производственных и прототипных задачах. Он оснащен системой переключения сопел Jet Switch™, которая позволяет быстро и точно менять активное сопло за 0,5 секунды, обеспечивая качественную двухматериальную печать. Принтер поддерживает печать с экструдерами, работающими при температуре до 410°C, что позволяет использовать широкий спектр материалов, включая высокотемпературные инженерные пластики.
Компактный корпус из алюминиевого композита и стали обеспечивает высокую стабильность и точность печати. Автоматические системы контроля подачи и наличия пластика, а также активная подогреваемая камера печати до 80°C минимизируют риск деформации и обеспечивают высокое качество деталей. Принтер также поддерживает облачную систему профилей материалов и может управляться удаленно через ПО Polygon X.
Преимущества:
-
Высокотемпературная печать: Экструдеры поддерживают температуру до 410°C, что позволяет использовать разнообразные материалы, включая инженерные пластики.
-
Система Jet Switch™: Быстрая и точная смена сопел за 0,5 секунды для качественной двухматериальной печати.
-
Автоматические системы контроля: Контроль подачи и наличия пластика, автоматическая калибровка первого слоя и система предотвращения перегрева.
-
Активная подогреваемая камера: Поддержание оптимальной температуры до 80°C для предотвращения деформации и обеспечения качества печати.
-
Удаленное управление: Встроенные интерфейсы Ethernet, Wi-Fi и USB, а также поддержка облачного управления через ПО Polygon X.
-
Высокая точность: Минимальная толщина слоя до 10 микрон и повторяемость позиционирования сопел с точностью до 1 микрона.
-
Надежность и устойчивость: Корпус из алюминиевого композита и стальные направляющие обеспечивают долговечность и стабильность печати.
-
Возобновление печати: Возможность продолжения печати после отключения питания с точки остановки.
Volgobot A4 Pro

- Технология FDM Количество экструдеров 1/2 опционально
- Тип экструдера VolgoBot EX 2.0 Количество сопел 2/1
- Область печати 300х210х210 / 300х250х210 мм Скорость печати данные не заявлены производителем
- Диаметр сопла (мм) Сменное от 0.2 до 1 мм Толщина слоя, мкм 40
- Точность позиционирования XY: 12.5 микрон, Z: 1.25 микрон Диаметр пластиковой нити 1.75+0.2 мм
- Максимальная температура печати 260/450°С Наличие подогреваемого стола Да
- Тип стола Сменная стальная подложка / Сменная стеклянная платформа Максимальная температура стола 150/250°С
- Активный подогрев камеры Да
- Основной материал ABS, PLA, HIPS, PVA, ULTRAN 630, ULTRAN 6130, ASA, ABS/PC, PET, PC, FRICTION, CAST, RELAX, ETERNAL, FLEX, RUBBER, SEALANT, PETG, AEROTEX, CERAMO, WAX, SBS, SBS PRO, PROTOTYPER, SOFT, PRO-FLEX, TOTAL PRO, NYLON, PEEK, TPUD70, TPUA85, ULTEM, POK
- Корпус Сталь, закрытый с принудительным подогревом Рама Жесткая несущая конструкция
- Направляющие По XY: рельсовые 9 мм;по Z: цилиндрические 12 мм / рельсовые 9 мм Система кинематики Оппозитные зубчатые колеса / Зубчатое подающее колесо и прижимной валик
- Дополнительные функции Система водяного охлаждения
- Размер принтера (в мм) 630x570x565 Размер упаковки (в мм) данные не заявлены производителем
- Вес без упаковки 56 кг Вес с упаковкой данные не заявлены производителем
- Работа в сетях 220В±15% 50Гц Максимальная потребляемая мощность 3500 Вт
- Софт Cura, SimplyFy, KISSlicer, REPETIER-HOST Типы файлов .stl, .obj, .gcode
- Операционная система данные не заявлены производителем
- Уровень шума <45 dB Интерфейсы USB, SD HC
- Страна производства Россия Гарантия производителя 1 год
- Цена 881 738
Volgobot A4 Pro — это усовершенствованная версия промышленного 3D-принтера Volgobot A4, разработанная для выполнения сложных задач в аддитивном производстве. Принтер оснащен экструдером, который может достигать температуры до 450°C, что позволяет использовать широкий спектр высокотемпературных материалов, включая инженерные пластики и композиты. Активная термокамера поддерживает температуру до 250°C, предотвращая деформации и обеспечивая высокое качество печати.
Принтер имеет прочную конструкцию из листовой стали, что гарантирует долговечность и стабильность. Система водяного охлаждения эффективно отводит тепло от ключевых компонентов, а встроенная система циркуляции горячего воздуха обеспечивает равномерный нагрев всей рабочей зоны. Volgobot A4 Pro также оснащен современными системами контроля подачи и наличия пластика, что минимизирует риск ошибок и повышает надежность процесса печати.
Преимущества:
-
Высокотемпературная печать: Экструдер поддерживает температуру до 450°C, позволяя использовать различные виды филаментов, включая инженерные пластики и композиты.
-
Активная термокамера: Поддерживает температуру до 250°C, предотвращая деформации и трещины в процессе печати.
-
Прочная конструкция: Корпус из листовой стали обеспечивает надежность и долговечность.
-
Система водяного охлаждения: Эффективно отводит тепло от ключевых компонентов принтера, увеличивая их срок службы.
-
Управление через сенсорный экран: Легкость управления и контроля за процессом печати благодаря сенсорному экрану и дисплею с механическим маховиком.
-
Широкий выбор материалов: Поддержка печати всеми видами филаментов, включая инженерные пластики и композиты, что расширяет возможности использования принтера.
-
Быстрая подготовка к печати: Система быстрого нагрева позволяет начать печать менее чем за 10 минут.
-
Высокая точность и качество печати: Прецизионные направляющие и системы управления обеспечивают высокое качество и точность печати.
3D-печать металлическими нитями представляет собой передовую технологию, открывающую новые возможности для создания сложных и функциональных изделий. Несмотря на высокие затраты и сложности процесса, преимущества данного метода делают его уникальным инструментом для различных отраслей. Важно понимать все аспекты и этапы 3D-печати металлом, чтобы максимально эффективно использовать эту технологию. Также необходимо проводить тщательные исследования и испытания.



Оставить комментарий