

Технология 3D-печати металлов: Электронно-лучевое плавление (EBM)

В последние годы технология EBM (Electron Beam Melting, электронно-лучевая плавка), становится все более популярной в области 3D-печати металлов. Основываясь на использовании электронных лучей высокой мощности для плавления металлического порошка, EBM открывает новые возможности для производства сложных металлических изделий с высокой прочностью и точностью.
Содержание:
- Что такое технология электронно-лучевого плавления (EBM)?
- Сравнение EBM с другими технологиями печати металлов
- Как работает EBM в аддитивном производстве металлов?
- Какие металлы и сплавы подходят для EBM?
- Перспективы и ограничения технологии EBM
Что такое технология электронно-лучевого плавления (EBM)?
Основные принципы электронно-лучевой плавки
Технология 3D-печати методом EBM стала реализуемой благодаря использованию вольфрамовой нити, которая подогревается в условиях вакуума для генерации электронного пучка.
После того как вакуум был создан, а луч сформирован, и после добавления металлического порошка на платформу для моделирования, начинается процесс печати.
Далее представлены основные шаги производства детали методом EBM с использованием 3D-печати:
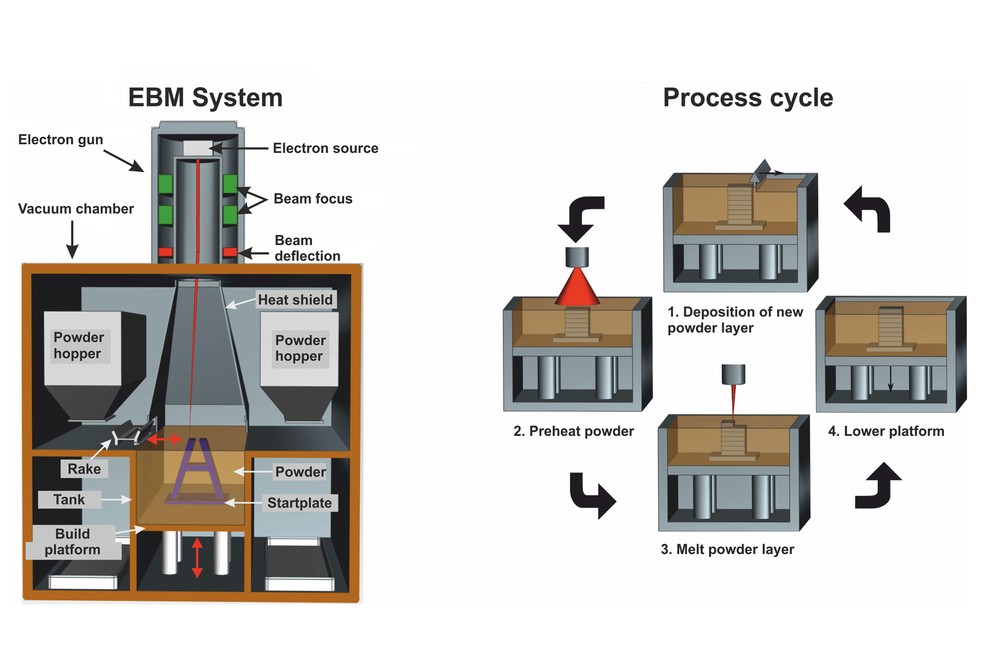
Источник: FAU
-
Металлический порошок наносится на платформу сборки, чтобы сформировать текущий слой поперечного сечения печатаемой детали.
Давление в камере 3D-принтера снижается примерно до 0,0001 мбар. -
При достижении необходимого уровня вакуума включается электронный луч и нагревает всю платформу сборки до необходимой температуры (600-700 ℃).
-
Как только платформа сборки нагревается, электронный луч перемещается точно к платформе сборки, плавя и сплавляя частицы металлического порошка.
-
Когда один слой завершен, рабочая платформа опускается на высоту, эквивалентную одному слою.
-
Наносится свежий слой порошка, и процесс повторяется до тех пор, пока вся деталь не будет напечатана.
-
Детали оставляют охлаждаться (часто на ночь), прежде чем их вынимают из принтера.
-
После охлаждения деталей необходимо удалить остатки полуспеченного порошка и опорных конструкций.
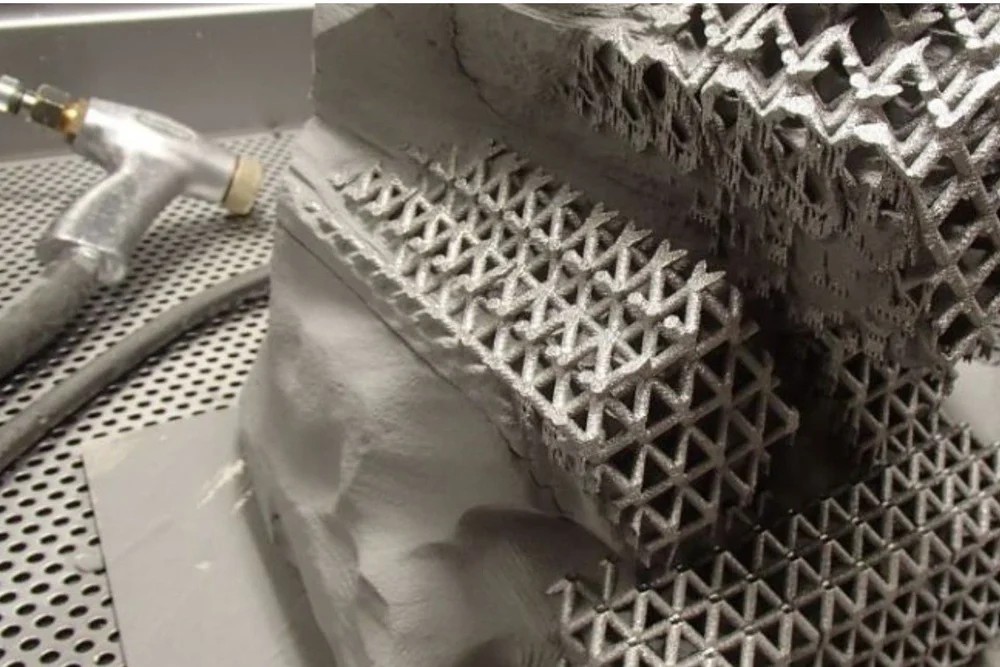 Источник: 3DSourced
Источник: 3DSourced
Преимущества технологии EBM перед другими методами 3D-печати
-
Производительность
Когда происходит обработка множества элементов одновременно, программное обеспечение системы EBM управляет электронной пушкой, разделяя выпущенный ею электронный луч на несколько лучей. Это способствует площадной 3D-печати и повышает производительность процесса. Время сканирования для каждого слоя значительно сокращается по сравнению с использованием одного электронного луча, что способствует увеличению скорости работы. -
Высокая чистота материала
Перед началом 3D-печати с использованием технологии EBM камера очищается с помощью пылесоса. Процесс печати проходит в вакууме и в присутствии инертного газа – гелия, что предотвращает окисление порошка во время печати. В результате, после завершения работы устройства, практически не образуется оксидов, близких к порошку, и материал остается малозагрязненным.
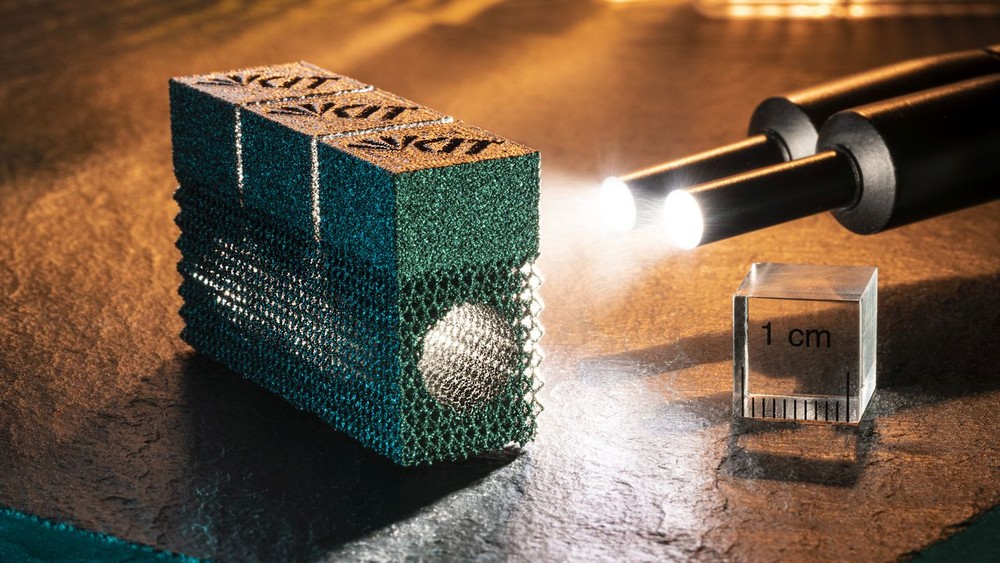
Источник: KIT. Авторские права: © www.kit.edu
-
Эффективное использования сырья
После завершения процесса 3D-печати, строительная платформа начинает автоматически опускаться к радиатору до момента касания. Радиатор эффективно передает тепло с напечатанной детали к внешней стенке камеры, способствуя быстрому охлаждению. Далее, излишки порошка убираются с поверхности детали и после процесса просеивания возвращаются в использование. -
Равномерное уплотнение детали
Качество уплотнения материала зависит от множества параметров, включая физические свойства порошка и выбранную методику слоевой настройки. Использование технологии электронно-лучевого плавления (EBM) обеспечивает высокое и равномерное уплотнение материала, достигая превосходной плотности готовых изделий. -
3D-печать материалами, которые невозможно использовать в традиционных методах производства
Традиционные методы изготовления сплавов на основе TiAl не удовлетворяют требованиям промышленности из-за их хрупкости при обычной температуре и сложности в обработке. В этом контексте, электронно-лучевая печать (ЭЛП) является более подходящим вариантом для производства изделий из сплава TiAl благодаря своим преимуществам.

Авторские права: Arcam
Недостатки 3D-печати EBM:
-
Неуниверсален: ограниченная доступность материалов для использования в EBM.
-
Дорого: требуется 3D-принтер промышленного уровня и дорогие материалы. Принтеры могут стоить более 250 000 долларов, а стоимость материалов — более 300 долларов за кг.
-
Детали обычно требуют тщательной постобработки.
-
Обработка поверхности: детали имеют менее гладкую поверхность, чем DMLS.
-
Ограниченный размер сборки: самый большой 3D-принтер EBM имеет объем печати около 350 x 350 x 380 мм. Некоторые 3D-принтеры DMLS имеют объем печати 800 x 400 x 500 мм.
Области применения EBM
В сфере авиации и космонавтики данная технология используется для производства металлических изделий при помощи 3D-печати, чья сложная геометрия не может быть воспроизведена с использованием других методов.
К примеру, это касается комплексных систем, разработанных с использованием принципов биодизайна для уменьшения массы, структур с облегченным исполнением, имеющих внутренние полости, структур, специально спроектированных для балансировки массы и направления потоков, улучшения распределения материала и снижения напряжений, а также конструкций с каналами охлаждения, следующими контурам поверхностей.

В сфере профессионального автоспорта команды активно применяют данную технологию для создания высокопроизводительных деталей или прототипов. Сейчас при разработке автомобилей нового поколения в первую очередь обращают внимание на экономичность потребления топлива, уменьшение веса и соответствие экологическим нормам.
В связи с этими требованиями, титановые сплавы становятся предпочтительным материалом для использования в автомобилях будущего.
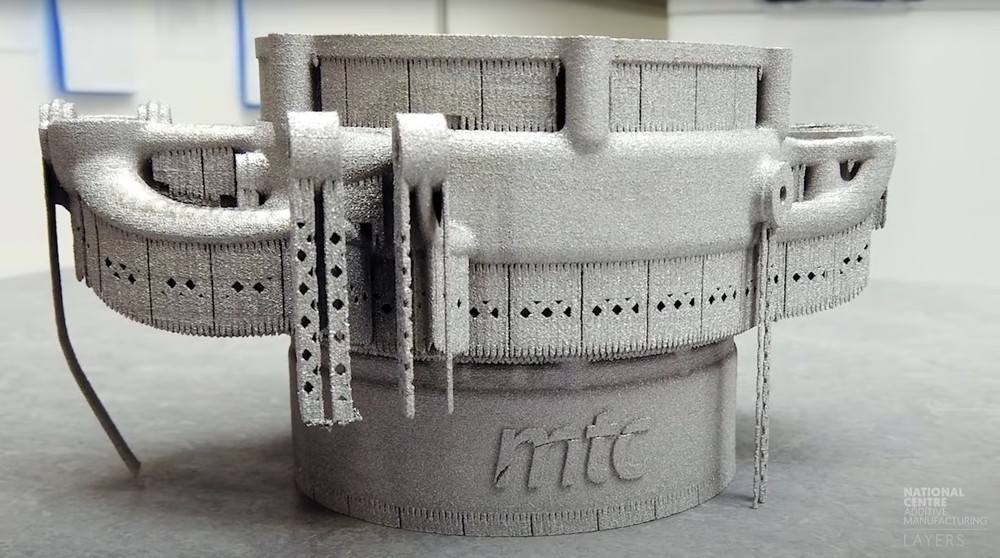
Автомобильная деталь, произведенная EBM, с типичными опорными конструкциями, начиная с середины печати. Источник: Layers via Youtube
С развитием технологий стремительного создания прототипов из титанового сплава, применение технологии 3D-печати на основе электронно-лучевого плавления (ЭЛП) в автомобилестроении в настоящее время охватывает пять ключевых областей:
-
Прямое изготовление сложных конструктивных элементов;
-
Изготовление легких конструктивных элементов для автомобилей;
-
Разработка специализированных заготовок и инструментов для тестирования;
-
Производство макетов транспортных средств. Электронно-лучевая плавка позволяет создавать шасси, панель управления, сиденья, отдельные части двигателя и внешние элементы автомобильного кузова.

Источник: FIT Prototyping GmbH
В медицинской сфере персонализированные ортопедические имплантаты используются для замены искусственных костей, которые могут быть любой формы, с применением таких материалов, как титан высокой чистоты или его сплавы.
Имплантация специально разработанных для конкретного пациента коленных или тазобедренных костей обеспечивает лучшую адаптацию и продолжительность службы, при этом большинство таких ортопедических вставок создается методом 3D-печати уникальных протезов.
С помощью EBM стало возможным изготовить полностью функциональный имплантат черепа, изготовленный по индивидуальному заказу. Поскольку детали EBM по умолчанию прочные, эта деталь наверняка такая же прочная, как череп, или даже прочнее.

Сравнение EBM с другими технологиями печати металлов
В чем разница между EBM и SLM 3D-печатью?
-
EBM использует электроны для плавления порошков, а SLM использует фотоны лазера для плавления металлических порошков.
-
Для печати деталей EBM требуется вакуум, а SLM печатает детали с помощью инертного газа при атмосферном давлении.
-
Материалы, которые можно использовать в EBM (только титан и хром-кобальтовые сплавы), менее обширны, чем список материалов, которые можно использовать в SLM.
-
EBM печатает детали с меньшей точностью размеров, чем SLM, из-за большего размера частиц порошка и необходимой высоты печатного слоя.
-
EBM дороже, чем SLM, из-за технологии EBM и используемых металлических порошков.
В чем разница между DMLS и 3D-печатью EBM?
-
EBM использует электроны для плавления порошков, а DMLS использует фотоны, генерируемые лазером, для плавления металлических порошков.
-
Для печати EBM требуется вакуум, а DMLS может печатать при атмосферном давлении с добавлением инертного газа.
-
Материалы, которые можно использовать в EBM (титан и хром-кобальтовые сплавы), гораздо менее обширны, чем материалы, которые можно использовать в DMLS.
-
EBM печатает детали с меньшей точностью размеров, чем DMLS, из-за разницы в размере порошка и высоте слоев, используемых в двух технологиях.
-
EBM дороже, чем DMLS, из-за технологии EBM и используемых металлических порошков.

Как работает EBM в аддитивном производстве металлов?
Процесс плавки металлического порошка
В основе процесса EBM лежит плавление металлического порошка с помощью направленного электронного луча. Порошок равномерно распределяется по платформе, после чего электронный луч точно плавит порошок по цифровому контуру, заданному для каждого слоя. Этот процесс повторяется слой за слоем, пока не будет создано целое изделие.
Авторские права: GE
Роль вакуумной камеры в EBM
Процесс EBM происходит в вакуумной камере, чтобы уменьшить остаточные напряжения в печатных деталях и предотвратить окисление печатных деталей из-за повышенных температур. Если вакуума нет, электроны внутри луча могут столкнуться с молекулами, присутствующими в воздухе.
Это приведет к тому, что электроны будут чаще сталкиваться с молекулами газа, лишая луч энергии, необходимой для завершения процесса печати. В обычной практике нагрев металлов при высоких температурах, например, при печати EBM, может привести к усилению окисления, что делает конечный продукт хрупким. Однако в EBM печать внутри вакуумной камеры практически исключает окисление и потерю пластичности и прочности, которые оно может вызвать.

Источник: ge.com
Ключевые параметры настройки оборудования
Для технологии электронно-лучевого плавления нужны температуры вплоть до 2000 ℃ для расплавления высокотемпературных материалов, таких как титан. Даже процесс предварительного разогрева в технике EBM-печати требует повышение температуры платформы для печати до 600–700 ℃.
Такая процедура разогрева позволяет минимизировать внутренние напряжения в итоговом изделии, что способствует повышению его механических характеристик. В то же время, увеличение температуры платформы требует наличия надежных поддержек, чтобы избежать деформации элементов конструкции.
Эти поддержки играют ключевую роль в отводе тепла от изделия обратно к платформе, тем самым эффективно уменьшая тепловые напряжения в продукте.
Какие металлы и сплавы подходят для EBM?
Титановые сплавы и их применение
Титановые сплавы являются одним из наиболее распространенных материалов для EBM, благодаря их высокой прочности и легкости. Они часто используются для производства медицинских имплантатов и компонентов для аэрокосмической промышленности.
Титановый сплав обеспечивает превосходную совместимость с биологическими тканями, что делает его идеальным для медицинских приложений.
Особенности работы с металлическим порошком
Работа с металлическим порошком в технологии EBM требует высокой степени чистоты и равномерности размеров частиц. Качество конечного продукта напрямую зависит от содержания примесей и гомогенности металлического порошка, что требует тщательного контроля качества используемых материалов.
Перспективы и ограничения технологии EBM
Технологические вызовы и ограничения EBM
Несмотря на значительные преимущества, EBM сталкивается с рядом технологических вызовов и ограничений. К ним относятся высокие энергопотребление, необходимость строгого контроля качества металлического порошка и ограничения по скорости печати.
Кроме того, высокая стоимость оборудования и эксплуатационных расходов делает EBM недоступным для некоторых малых и средних предприятий.
Направления развития технологии электронно-лучевого плавления
Тем не менее, постоянное усовершенствование технических характеристик оборудования и процессов, а также исследования в области новых материалов, расширяют возможности применения EBM.
Инновации в области автоматизации и контроля качества обещают сделать эту технологию еще более доступной и эффективной в ближайшем будущем.

Экономические аспекты внедрения EBM на производство
Внедрение технологии EBM в производственные процессы требует значительных начальных инвестиций, но может привести к снижению затрат в долгосрочной перспективе за счет сокращения материалов и отходов, ускорения процесса производства и повышения качества готовых изделий. Экономический эффект от использования EBM становится все более очевидным по мере развития и оптимизации технологии.



Оставить комментарий