

Проектирование под 3D-печать металлом, DMLM и DMLS

Представляем краткое пособие, которое поможет тем, кто только начинает работу с 3D-печатью металлами, избежать основных ошибок в проектировании 3D-печатных металлических конструкций и деталей из металла.
Здесь мы делаем акцент на технологиях лазерной обработки металлического порошка — DMLS и DMLM, о других технологиях печати металлами читайте подробнее в одной из наших предыдущих статей.
Оглавление:
- Введение
- Процесс создания детали
- Общие допуски
- Варианты использования
- Сложность детали
- Скорость изготовления
- Большие объемы
- Ограниченный размер конструкции
- Подготовка и постобработка
- Поддержки
- Условия возникновения деформации
- Расстояние между деталями модели
- Точность
- Как использовать эти сведения
Введение
3D-печать представляет собой процесс, при котором происходит добавление материала, обычно — слой за слоем, для создания объемного материального объекта на основе цифровой модели.
Прямое лазерное спекание или сплавление металлов (Direct Metal Laser Sintering и Direct Metal Laser Melting, соответственно) это методы 3D-печати, в которых лазер используется для избирательного нагрева частиц мелкодисперсного металлического порошка, в результате чего они спекаются или сплавляются в слои детали.
Так как процесс металлической 3D-печати и сырье для него стоят не дешево, а любая ошибка при проектировании 3D-печатного изделия из металла может привести к браку, важно избежать известных ошибок еще на стадии моделирования.
Процесс создания детали
В традиционных технологиях обработки происходит удаление материала (субтрактивный метод) из заготовки, чтобы получить требуемую геометрию. Технология послойной печати дает возможность производить очень сложные геометрические элементы и функционально законченные узлы, которые было бы трудно получить по технологии субтрактивной обработки.
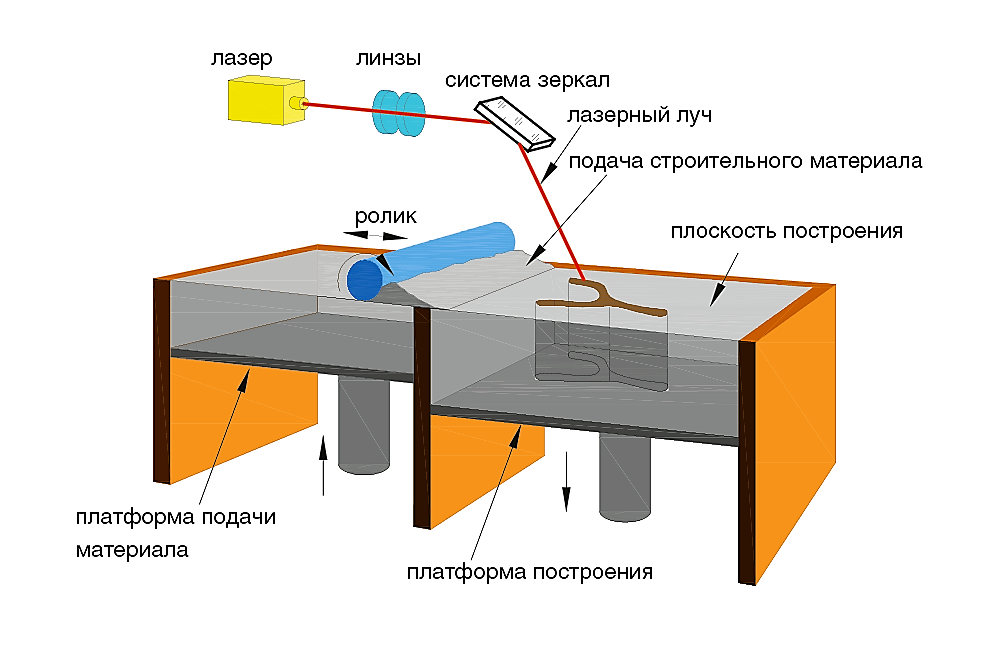
Принцип работы 3D-принтера DMLS
Процесс лазерной 3D-печати металлическим порошком проходит в несколько этапов:
- Подача материала. Подающий поршень смещается вверх, помещая порошок перед валиком.
- Добавление слоя. Валик проходит зону построения, нанося слой порошка.
- Спекание. Лазер выполняет спекание поперечного сечения каждой заготовки.
- Поршень зоны спекания смещается вниз на толщину одного слоя.
- Процесс повторяется, пока не завершится спекание всех заготовок.
- Удаление элемента. Поршень зоны спекания поднимается вверх, позволяя удалить пластину с завершенными заготовками.
Общие допуски
Для технологий DMLM/DMLS типичны допуски около ±0,05-0,07 мм на см. Ожидаемые допуски могут изменяться в зависимости от используемых материалов, у алюминия и стали, например, они будут отличаться.
Внутренние напряжения, появляющиеся в процессе печати, как и геометрические особенности модели, могут приводить к отклонениям.
Модели с более жесткими требованиями не очень подходят для такого процесса. Ожидаемая шероховатость поверхности составляет 3,8-10 мкм Ra, в зависимости от ориентации конструкции и от используемого материала.

Варианты использования
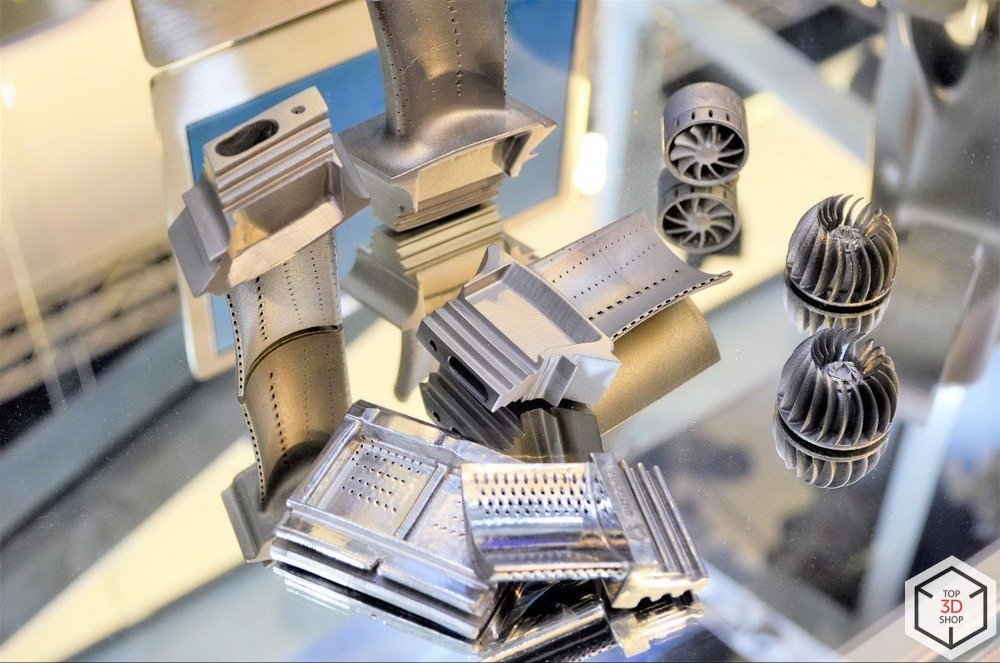
Технология позволяет создавать полнофункциональные элементы из металлов и сплавов, таких как кобальт, хром, нержавеющая сталь, титан, инконель и многих других, и обычно наиболее востребована в следующих случаях:
- Короткий цикл создания — 1–3 дня.
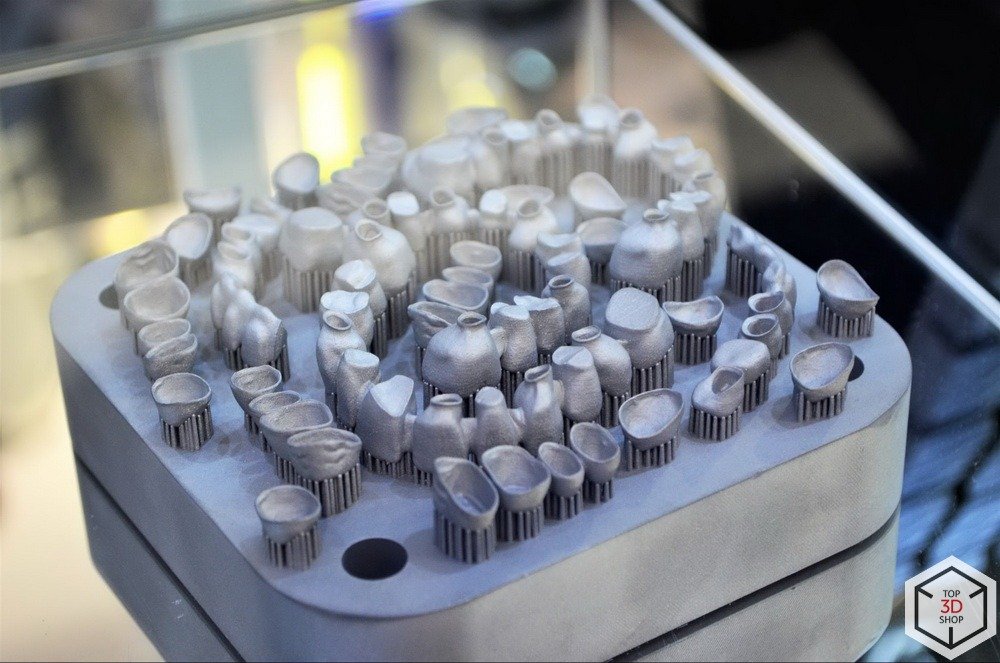
- Большая сложность — к этой категории относятся детали, которые трудно или невозможно создать на фрезерном станке, такие как специализированные медицинские изделия, легкие или полые детали, а также художественно оформленные изделия.
- Быстро или постоянно изменяемые изделия — технология хорошо подходит для прототипирования и обратного проектирования, потому что отсутствуют присущие традиционному производству затраты на начальную подготовку.

Сложность детали
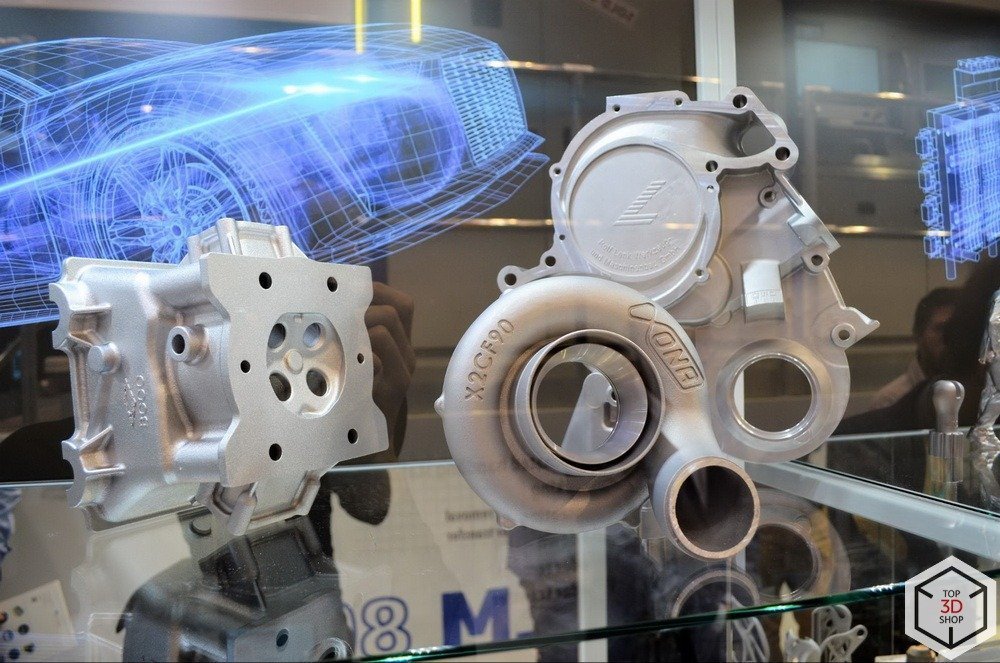
Ключевым преимуществом метода является возможность производить изделия, которые невозможно изготовить с помощью традиционных производственных технологий. Производство по технологии 3D-печати металлом полезно в том случае, если инженеры сконструировали детали сложной геометрии, например, со встроенными соединениями, с длинными и узкими каналами, контурами специального профиля, с ячеистой структурой.

Технологии DMLM и DMLS позволяют производить узлы целиком, уменьшая количество отдельно производимых деталей, а также сокращая время на изготовление узла и снижая вероятность отказов и поломок.

Когда вес детали является важным критерием при проектировании, использование субтрактивных процессов для изготовления ячеистых структур и легковесных элементов приводит к резкому увеличению времени и стоимости производства, в том числе из-за большого количества удаляемого материала. Технология 3D-печати для таких деталей является оптимальным процессом, как с точки зрения времени изготовления, так и по себестоимости.
Скорость изготовления
Скорость — важный фактор в разработке и производстве. Экономическая целесообразность выпуска продукта на рынок часто зависит от оперативности, а скорость проведения всевозможных испытаний, сертификаций и исследований на целевой аудитории напрямую связана со скоростью создания прототипов.
Аддитивные технологии дают возможность провести экспертный анализ и получить опытный образец быстрее и эффективнее. Вследствие этого детали, изготовленные методами DMLM/DMLS, обычно используются на этапе испытания изделия, тогда как конечный продукт изготавливается с использованием более традиционных средств производства, таких как литье, штамповка и т.д.
3D-печатные детали также изготавливаются для проверки возможностей конструкции, для окончательной оценки качества изделия и для замены ранее производившихся деталей, уже не выпускаемых массово.
Выпуск таких деталей не требует уникальной оснастки — литейных форм, шаблонов, пуансонов, специфических измерительных устройств и т.д., что сокращает начальное время до запуска производства детали, иногда в десятки раз (от нескольких месяцев, до дней).
Большие объемы
Предполагаемый объем выпуска продукта за время его жизненного цикла и возможность вносить изменения в детали имеют большое значение — если конструкция детали стабильна, не изменяется в течение длительного времени, а производимые объемы велики, то традиционные процессы производства оказываются менее затратными. Это особенно справедливо для простых изделий, которые не отличаются такой геометрической сложностью, при которой получают преимущество технологии 3D-печати.
Ограниченный размер конструкции
Установки, работающие по технологиям DMLM/DMLS, выпускаются на платформах с разными размерами. Наиболее популярны платформы под размеры около 100 х 100 х 76 мм и 250 x 250 x 300 мм. Принтеры по металлу с более крупной камерой построения встречаются реже и стоят дороже.
Подготовка и постобработка
Технология DMLM/DMLS, будучи процессом 3D-печати, ложно ассоциируется с простотой, подразумеваемой другими процессами трехмерной печати. На самом деле, подготовка конструкции перед отправкой данных на установку DMLM/DMLS и последующая обработка могут быть весьма затратными по времени. У всех современных методов производства есть подготовительные этапы и этапы постобработки. Станки с ЧПУ, например, требуют программирования путей перемещения инструментов, начальной настройки, резки и шлифовки, а затем удаления заусенец и полировки детали. До того, как данные посылаются на установку DMLM/DMLS, должны быть подготовлены и созданы вспомогательные структуры для детали — поддержки. Этот шаг может занимать до часа времени и определять успех или неудачу всей работы.
Постобработка после процесса DMLM/DMLS включает:
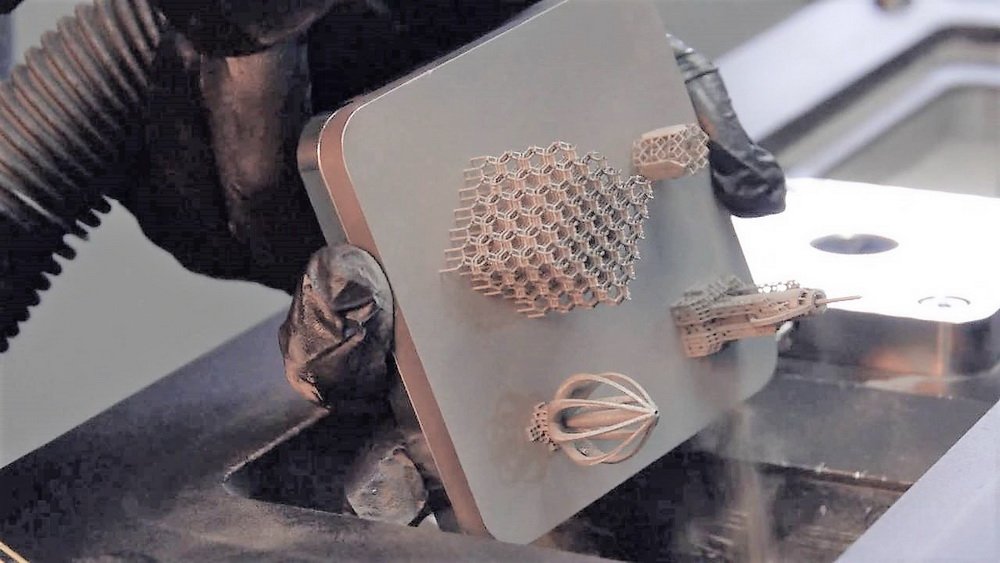
- Отделение детали (или деталей) от пластины построения, с помощью ленточной пилы, электроэрозионного вырезного станка или ручного дискового режущего инструмента.
- Удаление поддержек с помощью ручных инструментов или станка ЧПУ.
- Другими дополнительными этапами, завершающими процесс, могут быть:
- Полировка
- Шлифовка
- Механическая обработка: токарная, фрезерная, отделочная, нарезание резьбы
- Термообработка
Поддержки

Детали, получаемые методом прямого лазерного спекания (DMLM/DMLS), требуют наличия вспомогательных структур, то есть “поддержек” для:
- закрепления элементов на пластине построения,
- уменьшения или устранения деформирования,
- поддержания выступающих элементов геометрии.
В отличие от других аддитивных технологий с использованием лазера и порошка, при работе с металлом слои могут смещаться, если их должным образом не закрепить. Перемещение детали происходит из-за распределения нового слоя порошка поверх ранее наплавленного или деформации металлической детали большого размера в процессе спекания. Смещение детали при ее создании будет приводить к ошибкам в печати и может привести к авариям оборудования. Другая функция вспомогательных структур — поддержка выступающих геометрических элементов, не опирающихся на другие элементы конструкции. Примерами таких элементов можно считать горизонтальные поверхности, большие отверстия (расположенные при печати горизонтально), наклонные поверхности, арки и выступающие фрагменты.
Условия возникновения деформации
Деформацию деталей вызывают возникающие в них при печати напряжения, связанные с распределением и компоновкой новых слоев и неравномерностью их остывания, либо внешние силы. Влиянию таких сил подвержены высокие тонкие фрагменты, что приводит к неточности воспроизведения элементов, из-за неправильного проектирования или расположения опорных структур.
Расстояние между деталями модели

Во время процесса DMLM/DMLS с помощью лазера создается расплавленная масса, величина которой немного шире диаметра луча лазера, из-за рассеивания тепла в окружающий порошок. Это приводит к тому, что близкие друг к другу геометрические элементы сплавятся вместе. Расстояние между геометрическими элементами должно быть не менее 0,4– 0,5 мм, чтобы можно было удалить лишний порошок.
Точность
Выступающие геометрические элементы поддерживают точность 20-150 мкм без проведения последующей обработки. Углубления, такие как отверстия диаметром менее 50 мм, обычно получаются несколько меньшего размера, на 100-150 мкм. Качество поверхности будет меняться от материала к материалу, однако шероховатость необработанных элементов будет соответствовать величине Ra 2-5 мкм.
Как использовать эти сведения
Стоимость каждой детали при печати сильно зависит от разных факторов, например — от конструкции вспомогательных структур и способа их удаления. Поэтому сведение к минимуму таких структур сократит время проектирования, время создания детали и объем последующей обработки. Наилучшим путем реализации этого является конструирование геометрии детали с максимально возможными средствами самоподдержки:
- Конструкционные углы должны быть >30°
- Необходимо использовать скосы, фаски и сопряжения на углах и геометрических элементах
- Необходимо реализовывать элементы, способствующие уменьшению веса и объема
Цена деталей, изготовленных по технологии DMLM/DMLS, в сильной степени зависит от времени, затраченного на их создание, и от количества использованного материала. Отношение площади поверхности к объему детали играет важную роль в определении ее стоимости. Детали с меньшей массой соответствует более низкая цена, потому что на создание такой детали требуется меньшее время , используется меньше материала и имеется большая вероятность успешной печати с первого раза.
Объем детали сокращается либо в результате перепроектирования, либо в результате использования другого производственного процесса, при этом существенно снижается общая цена детали.
Рекомендуемые товары










Оставить комментарий