

3D-печать. Технологии 3D-печати.
3D-печать или «аддитивное производство» – процесс создания цельных трехмерных объектов практически любой геометрической формы на основе цифровой модели. 3D-печать основана на концепции построения объекта последовательно наносимыми слоями, отображающими контуры модели. Фактически, 3D-печать является полной противоположностью таких традиционных методов механического производства и обработки, как фрезеровка или резка, где формирование облика изделия происходит за счет удаления лишнего материала (т.н. «субтрактивное производство»).
3D-принтерами называют промышленных роботов, способных выполнять аддитивные процессы под программным управлением.
Хотя технология 3D-печати появилась еще в 80-х годах прошлого века, широкое коммерческое распространение 3D-принтеры получили только в начале 2010-х. Первый дееспособный 3D-принтер был создан Чарльзом Халлом, одним из основателей корпорации 3D Systems. В начале 21 века произошел значительный рост продаж, что привело к резкому падению стоимости устройств. Согласно данным консалтинговой фирмы Wohlers Associates, в 2012 году объем мирового рынка 3D-принтеров и сопутствующих сервисов достиг $2,2млрд., показав рост на 29% по сравнению с 2011 годом.
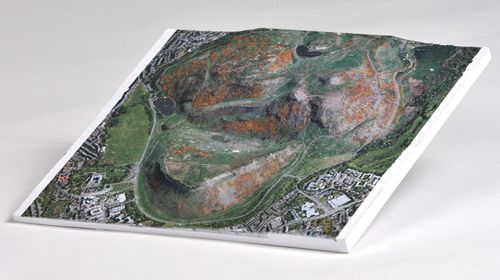
3D-печатные технологии используются для прототипирования и распределенного производства в архитектуре, строительстве, промышленном дизайне, автомобильной, аэрокосмической, военно-промышленной, инженерной и медицинской отраслях, биоинженерии (для создания искусственных тканей), производстве модной одежды и обуви, ювелирных изделий, в образовании, географических информационных системах, пищевой промышленности и многих других сферах. Согласно исследованиям, домашние 3D-принтеры с открытым исходным кодом позволят отыграть капитальные затраты на собственное приобретение за счет экономичности бытового производства предметов.
Термин «аддитивное производство» подразумевает технологии по созданию объектов за счет нанесения последовательных слоев материала. Модели, изготовленные аддитивным методом, могут применяться на любом производственном этапе – как для изготовления опытных образцов (т.н. быстрое прототипирование), так и в качестве самих готовых изделий (т.н. быстрое производство).
В производстве, особенно машинной обработке, термин «субтрактивные» подразумевает более традиционные методы и является ретронимом, придуманным в последние годы для разграничения традиционных способов и новых аддитивных методов. Хотя традиционное производство использует по сути «аддитивные» методы на протяжении веков (такие, как склепка, сварка и привинчивание), в них отсутствует трехмерная информационная технологическая составляющая. Машинная же обработка (производство деталей точной формы), как правило, основывается на субтрактивных методах - опиловке, фрезеровании, сверлении и шлифовании.
Термин «стереолитография» был определен Чарльзом Халлом в патенте от 1984 года, как «система генерирования трехмерных объектов за счет послойного формирования».
Основные принципы
3D-печатные модели
3D-модели создаются методом ручного компьютерного графического дизайна или за счет 3D-сканирования. Ручное моделирование, или подготовка геометрических данных для создания трехмерной компьютерной графики, несколько напоминает скульптуру. 3D-сканирование – это автоматический сбор и анализ данных реального объекта, а именно формы, цвета и других характеристик, с последующим преобразованием в цифровую трехмерную модель.
И ручное и автоматическое создание 3D-печатных моделей может вызвать трудности у среднего пользователя. В связи с этим в последние годы получили распространение 3D-печатные торговые площадки. Среди наиболее популярных примеров такие сервисы, как Shapeways, Thingiverse и Threeding.
Печать
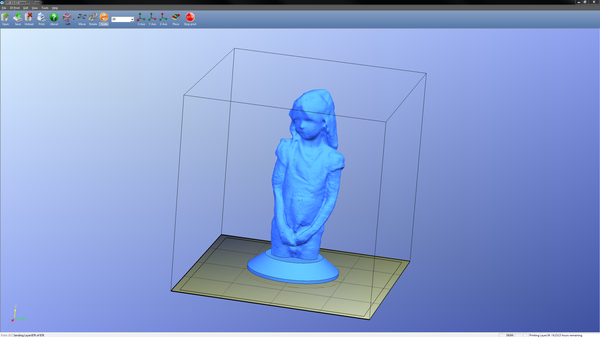
Во время печати принтер считывает 3D-печатный файл (как правило, в формате STL), содержащий данные трехмерной модели, и наносит последовательные слои жидкого, порошкообразного, бумажного или листового материала, выстраивая трехмерную модель из серии поперечных сечений. Эти слои, соответствующие виртуальным поперечным сечениям в CAD-модели, соединяются или сплавляются вместе для создания объекта заданной формы. Основным преимуществом данного метода является возможность создания геометрических форм практически неограниченной сложности.
«Разрешение» принтера подразумевает толщину наносимых слоев (ось Z) и точность позиционирования печатной головки в горизонтальной плоскости (по осям X и Y). Разрешение измеряется в DPI (количество точек на дюйм) или микрометрах (устаревшим термином является «микрон»). Типичная толщина слоя составляет 100мкм (250 DPI), хотя некоторые устройства вроде Objet Connex и 3D Systems ProJet способны печатать слоями толщиной от 16мкм (1 600 DPI). Разрешение по осям X и Y схоже с показателями обычных двухмерных лазерных принтеров. Типичный размер частиц составляет около 50-100мкм (от 510 до 250 DPI) в диаметре.

Построение модели с использованием современных технологий занимает от нескольких часов до нескольких дней в зависимости от используемого метода, а также размера и сложности модели. Промышленные аддитивные системы могут, как правило, сократить время до нескольких часов, но все зависит от типа установки, а также размера и количества одновременно изготавливаемых моделей.
Традиционные производственные методы вроде литья под давлением могут обходиться дешевле при производстве крупных партий полимерных изделий, но аддитивные технологии обладают преимуществами при мелкосерийном производстве, позволяя достигнуть более высокого темпа производства и гибкости дизайна, наряду с повышенной экономичностью в пересчете на единицу произведенного товара. Кроме того, настольные 3D-принтеры позволяют дизайнерам и разработчикам создавать концептуальные модели и прототипы, не выходя из офиса.
Обработка
Хотя разрешение принтеров вполне достаточно для большинства проектов, печать объектов со слегка превышенными измерениями и последующей субтрактивной механической обработкой высокоточными инструментами позволяет создавать модели повышенной точности. Примерами устройств с подобным комбинированным методом изготовления и обработки служит LUMEX Avance-25.
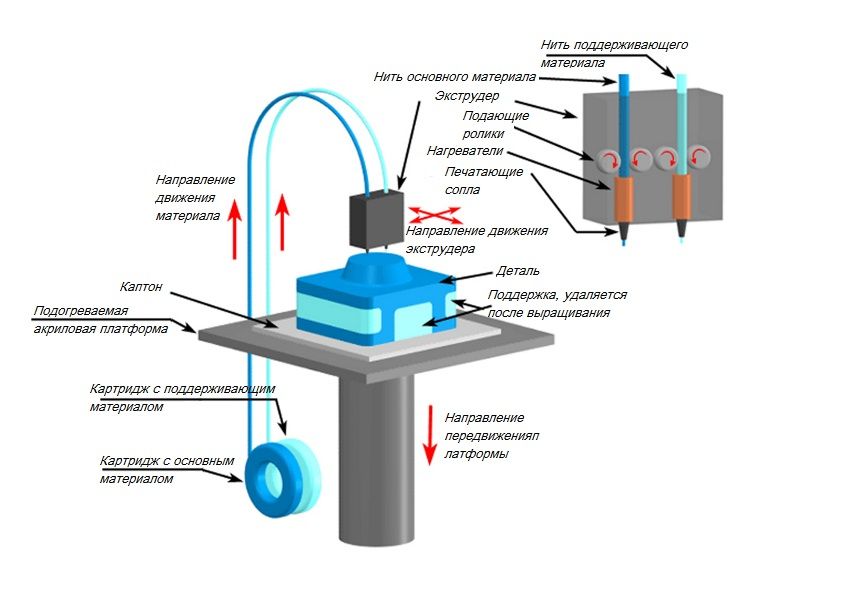
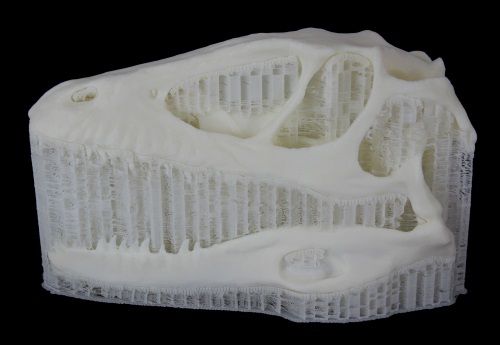
Некоторые методы аддитивного производства предусматривают возможность использования нескольких материалов, а также разных цветов в течение одного производственного цикла. Многие из 3D-принтеров используют «поддержки» или «опоры» во время печати. Опоры необходимы для построения фрагментов модели, не соприкасающихся с нижележащими слоями или рабочей платформой. Сами опоры не являются частью заданной модели, и по завершении печати либо отламываются (в случае использования того же материала, что и для печати самой модели), либо растворяются (как правило, в воде или ацетоне – в зависимости от материала, используемого для создания опор).
Аддитивные процессы
С конца 1970-х на свет появилось несколько методов 3D-печати. Первые принтеры отличались крупными габаритами, высокой стоимостью и весьма ограниченными возможностями.
В настоящее время доступен широкий выбор методов аддитивного производства. Основные различия заключаются в методе нанесения слоев и используемых расходных материалах. Некоторые методы основываются на плавке или размягчении материалов для создания слоев: сюда входит выборочное лазерное спекание (SLS), выборочная лазерная плавка (SLM), прямое лазерное спекание металлов (DMLS), печать методом послойного наплавления (FDM или FFF). Другим направлением стало производство твердых моделей за счет полимеризации жидких материалов, известное как стереолитография (SLA). В случае с ламинированием листовых материалов (LOM), тонкие слои материала подвергаются резке до необходимого контура, с последующим соединением в единое целое. В качестве материалов для LOM могут использоваться бумага, полимеры и металлы. Каждый из перечисленных методов имеет свои преимущества и недостатки, в связи с чем некоторые компании предлагают выбор расходного материала для построения модели – полимера или порошка. Принтеры, работающие по технологии LOM, зачастую используют обычную офисную бумагу для постройки прочных прототипов. Ключевыми моментами при выборе подходящего устройства являются скорость печати, цена 3D-принтера, себестоимость печатаемых прототипов, а также стоимость и ассортимент совместимых расходных материалов.
Принтеры, изготавливающие полноценные металлические модели, имеют достаточно высокую стоимость, однако возможно использование менее дорогих устройств для производства литейных форм с последующей отливкой металлических деталей.
Основные методы аддитивного производства представлены в таблице:
|
Метод |
Технология |
Используемые материалы |
|
Экструзионный |
Моделирование методом послойного наплавления (FDM или FFF) |
Термопластики (такие как полилактид (PLA), акрилонитрилбутадиенстирол (ABS) и др.) |
|
Проволочный |
Производство произвольных форм электронно-лучевой плавкой (EBF3) |
Практически любые металлические сплавы |
|
Порошковый |
Прямое лазерное спекание металлов (DMLS) |
Практически любые металлические сплавы |
|
Электронно-лучевая плавка (EBM) |
Титановые сплавы |
|
|
Выборочная лазерная плавка (SLM) |
Титановые сплавы, кобальт-хромовые сплавы, нержавеющая сталь, алюминий |
|
|
Выборочное тепловое спекание (SHS) |
Порошковые термопластики |
|
|
Выборочное лазерное спекание (SLS) |
Термопластики, металлические порошки, керамические порошки |
|
|
Струйный |
Струйная трехмерная печать(3DP) |
Гипс, пластики, металлические порошки, песчаные смеси |
|
Ламинирование |
Изготовление объектов методом ламинирования (LOM) |
Бумага, металлическая фольга, пластиковая пленка |
|
Полимеризация |
Стереолитография (SLA) |
Фотополимеры |
|
Цифровая светодиодная проекция (DLP) |
Фотополимеры |
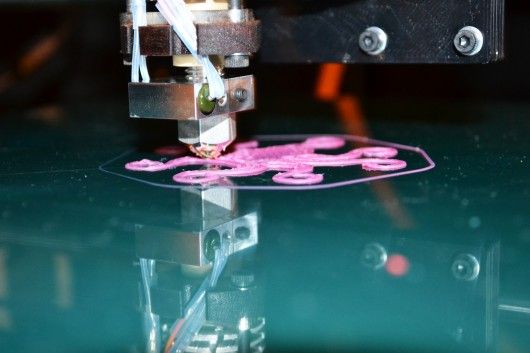
ЭКСТРУЗИОННАЯ ПЕЧАТЬ
Моделирование методом послойного наплавления (FDM/FFF) было разработано С. Скоттом Трампом в конце 1980-х и получило коммерческое распространение в 1990 силами компании Stratasys, в числе основателей которой числится сам Трамп. В связи с истечением срока действия патента существует большое сообщество разработчиков 3D-принтеров с открытым исходным кодом, а также коммерческих организаций, использующих данную технологию. Как следствие, стоимость устройств уменьшилась на два порядка со времени изобретения технологии.
Процесс печати методом послойного наплавления подразумевает создание слоев за счет экструзии быстрозастывающего материала в виде микрокапель или тонких струй. Как правило, расходный материал (например, термопластик) поставляется в виде катушек, с которых материал скармливается в печатную головку, называемую «экструдером». Экструдер нагревает материал до температуры плавления с последующим выдавливанием расплавленной массы через сопло. Сам экструдер приводится в движение пошаговыми двигателями или сервомоторами, обеспечивающими позиционирование печатной головки в трех плоскостях. Перемещение экструдера контролируется производственным программным обеспечением (CAM), привязанным к микроконтроллеру.
В качестве расходных материалов используются всевозможные полимеры, включая акрилонитрилбутадиенстирол (ABS), поликарбонат (PC), полилактид (PLA), полиэтилен высокого давления (HDPE), смеси поликарбоната и ABS-пластика, полифениленсульфон (PPSU) и др. Как правило, полимер поставляется в форме наполнителя, изготовленного из чистого пластика. В сообществе энтузиастов 3D-печати существует несколько проектов, направленных на переработку использованного пластика в материалы для 3D-печати. Проекты основаны на выработке расходных материалов с помощью шредеров и переплавляющих устройств.
Технология FDM/FFF имеет определенные ограничения по сложности создаваемых геометрических форм. Например, создание навесных конструкций (таких, как сталактиты) невозможно само по себе, ввиду отсутствия необходимой поддержки. Это ограничение компенсируется созданием временных опорных конструкций, удаляемых по завершении печати.
Порошковая печать
Одним из методов аддитивного производства является выборочное спекание порошковых материалов. Слои модели вычерчиваются (спекаются) в тонком слое порошкообразного материала, после чего рабочая платформа опускается, и наносится новый слой порошка. Процесс повторяется до получения цельной модели. Неизрасходованный материал остается в рабочей камере и служит для поддержки нависающих слоев, не требуя создания специальных опор. Наиболее распространенными являются методы, основанные на спекании с помощью лазеров: выборочное лазерное спекание (SLS) для работы с металлами и полимерами (например, полиамидом (PA), полиамидом, армированным стекловолокном (PA-GF), стекловолокном (GF), полиэфирэфиркетоном (PEEK), полистиролом (PS), алюмидом, полиамидом, армированным углеволокном (Carbonmide), эластомерами) и прямое лазерное спекание металлов (DMLS).

Метод выборочного лазерного спекания (SLS) был разработан и запатентован Карлом Декардом и Джозефом Биманом из Техасского университета в Остине в середине 1080-х под эгидой Агентства по перспективным оборонным научно-исследовательским разработкам США (DARPA). Схожий метод был запатентован Р. Ф. Хаусхолдером в 1979 году, но не получил коммерческого распространения.
Выборочная лазерная плавка (SLM) отличается тем, что не спекает, а фактически расплавляет порошок с местах соприкосновения с мощным лазерным лучом, позволяя создавать материалы высокой плотности, аналогичные в плане механических характеристик изделиям, изготовленным традиционными методами.
Электронно-лучевая плавка (EBM) является схожим методом аддитивного производства металлических деталей (например, из титановых сплавов), но с использованием электронных пучков вместо лазеров. EBM основывается на плавке металлических порошков слой за слоем в вакуумной камере. В отличие от спекания при температурах ниже порогов плавления, модели, изготовленные электронно-лучевой плавкой отличаются монолитностью с соответствующей высокой прочностью.
Наконец, существует метод струйной 3D-печати. В данном случае на тонкие слои порошка (гипса или пластика) наносится связующий материал в соответствии с контурами последовательных слоев цифровой модели. Процесс повторяется до получения готовой модели. Технология обеспечивает широкий диапазон применения, включая создание цветных моделей, навесных конструкций, использование эластомеров. Конструкция моделей может быть усилена за счет последующей пропитки воском или полимерами.
Ламинирование
Некоторые принтеры используют в качестве материала для построения моделей бумагу, тем самым снижая стоимость печати. Подобные устройства пережили пик популярности в 1990-х. Технология заключается в выкраивании слоев модели из бумаги с помощью углекислотного лазера с одновременным ламинированием контуров для формирования готового изделия.
В 2005 году компания Mcor Technologies Ltd разработала вариант технологии, использующий обычную офисную бумагу, лезвие из карбида вольфрама вместо лазера и выборочное нанесение клея.
Также существуют варианты устройств, осуществляющие ламинирование тонкими металлическими и пластиковыми листами.
Фотополимеризация

Технология стереолитографии была запатентована Чарльзом Халлом в 1986 году. Фотополимеризация в основном используется в стереолитографии (SLA) для создания твердых объектов из жидких материалов. Этот метод значительно отличается от предыдущих попыток, начиная со скульптурных портретов Франсуа Виллема (1830-1905) и заканчивая фотополимеризацией по методу Мацубары (1974).
Метод цифровой проекции (DLP) использует жидкие фотополимерные смолы, затвердевающие под воздействием ультрафиолетового света, излучаемого цифровыми проекторами в рабочей камере с защитным покрытием. После затвердевания материала рабочая платформа погружается на глубину, равную толщине одного слоя, и жидкий полимер вновь облучается. Процедура повторяется до завершения постройки модели. Примером системы быстрого прототипирования с использованием цифровых светодиодных проекторов служит EnvisionTEC Perfactory.
Струйные принтеры (например, Objet PolyJet) распыляют тонкие слои (16-30мкм) фотополимера на рабочую платформу до получения цельной модели. Каждый слой облучается ультрафиолетовым пучком до затвердевания. В результате получается модель, готовая к немедленному использованию. Гелеобразный опорный материал, используемый для поддержки компонентов геометрически-сложных моделей, удаляется после изготовления модели вручную и промывкой. Технология допускает использование эластомеров.
Сверхточная детализация моделей может быть достигнута с помощью многофотонной полимеризации. Данный метод сводится к вычерчиванию контуров трехмерного объекта фокусированным лазерным пучком. Благодаря нелинейному фотовозбуждению материал застывает только в точках фокусирования лазерного пучка. Данный метод позволяет с легкостью добиваться разрешений свыше 100мкм, а также выстраивать сложные структуры с движущимися и взаимодействующими частями.
Еще одним популярным методом является полимеризация с помощью светодиодных проекторов или «проекционная стереолитография».
Проекционная стереолитография

Данный метод подразумевает разделение цифровой трехмерной модели на горизонтальные слои с преобразованием каждого слоя в двухмерную проекцию, аналогичную фотошаблонам. Двухмерные изображения проецируются на последовательные слои фотополимерной смолы, затвердевающие в соответствии с проецируемыми контурами.
В некоторых системах проекторы расположены снизу, способствуя выравниванию поверхности фотополимерного материала при вертикальном движении модели (в данном случае рабочая платформа с нанесенными слоями передвигается вверх, а не погружается в материал) и сокращению производственного цикла до минут вместо часов.
Технология позволяет создавать модели со слоями из нескольких материалов с разной скоростью застывания.
Некоторые коммерческие модели, например Objet Connex, наносят смолу с помощью небольших сопел.
Принтеры
Промышленные установки
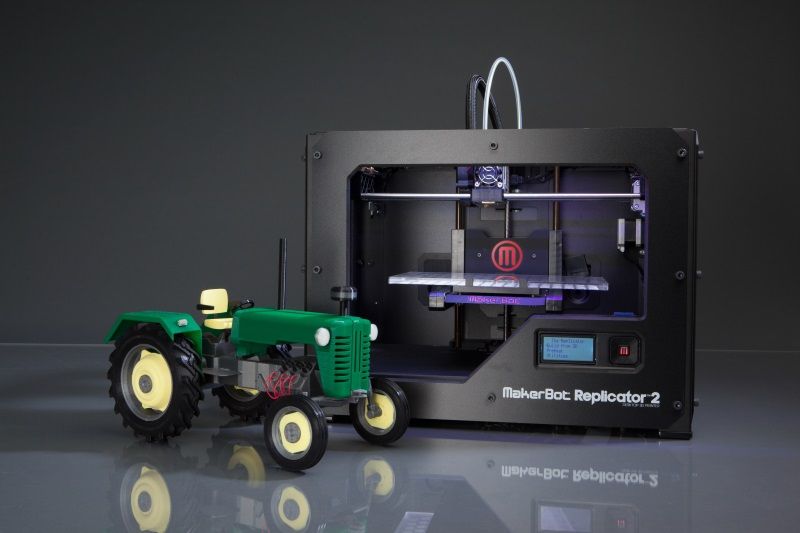
Промышленное внедрение аддитивного производства идет высокими темпами. К примеру, совместная американо-израильская компания Stratasys поставляет установки для аддитивного производства стоимостью от $2 000 до $500 000, а компания General Electric использует устройства высокого класса для производства частей газовых турбин.
Бытовые устройства
Разработка 3D-принтеров для бытового использования ведется нарастающим числом компаний и энтузиастов. Большая часть работы выполняется силами любителей для собственных и общественных нужд, с помощью со стороны академического сообщества и хакеров.
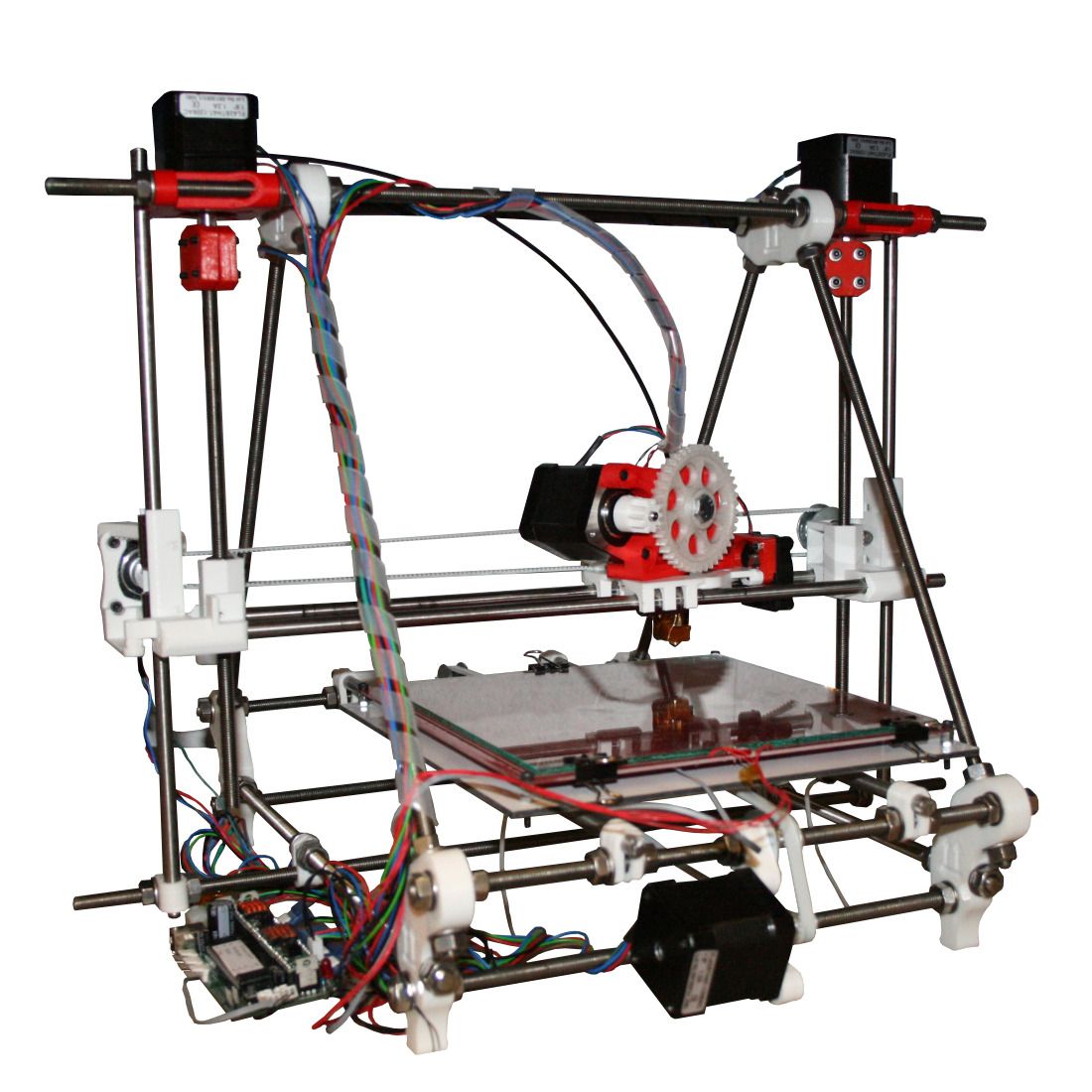
Старейшим и наиболее долгоживущим проектом в категории настольных 3D-принтеров является RepRap. Проект RepRap направлен на создание 3D-принтеров с бесплатным открытым исходным кодом (FOSH), предоставляемым по универсальной общественной лицензии GNU. Устройства RepRap способны печатать пластиковые компоненты из состава собственной конструкции, которые могут быть использованы для постройки клонов оригинального устройства. Отдельные устройства RepRap успешно применяются для производства печатных плат и металлических частей.
В связи с открытым доступом к чертежам принтеров RepRap, многие из проектов перенимают технические решения аналогов, создавая, таким образом, подобие экосистемы, состоящей по большей части из свободно модифицируемых устройств. Широкая доступность дизайнов с открытым кодом только способствует возникновению вариантов. С другой стороны, наблюдается существенный разброс в уровне качества и сложности как самих дизайнов, так и изготовляемых на их основе устройств. Быстрое развитие 3D-принтеров с открытым исходным кодом ведет к росту популярности и образованию общественных и коммерческих порталов (таких, как Thingiverse или Cubify), предлагающих различные 3D-дизайны, пригодные для печати. Кроме того, развитие технологии способствует устойчивому развитию местных экономик благодаря возможности использования локально-доступных материалов.
Рекомендуемые товары









Оставить комментарий