

3D-печать: основные проблемы и способы их преодоления
Мы привели несколько примеров, иллюстрирующих самые актуальные проблемы, с которыми сталкиваются пользователи, а также затронули вопрос о настройках программного обеспечения. Мы хотим надеяться, что наше руководство реально поможет вам решить возникающие задачи, а дополнительную помощь окажет большое количество изображений в этом руководстве.
Мы обращаем особое внимание читатетелй на картинки, расположенные ниже. Они иллюстрируют самые типичные дефекты. Но если вы не нашли среди них объяснение вашего вопроса, читайте дальше и ищите подробный анализ проблемы. Вы обязательно найдете много полезной информации, которая поможет вам получать более качественные результаты 3D-печати.
Проблема: в начале процесса печати отсутствует подача 3D-пластика
С этой проблемой сталкиваются многие пользователи после покупки нового оборудования. У нее может быть несколько причин, но, что очень важно, решить эту проблему несложно.
Экструдер не заправлен перед началом работы
При нагревании экструдера до высокой температуры в неработающем состоянии в большинстве случаев происходит подтекание пластика. Через хотенд из сопла начинается просачивание горячего платика, а внутри сопла образуются пустоты. Протечка может иметь место в двух случаях: перед началом печати или в конце работы. В первом - она происходит во время нагревания экструдера, а во втором, когда он остывает. Чтобы избежать различных затруднений и задержки из-за проблем с подачей пластика, следует перед началом работы проверить готовность экструдера и полноту заполнения сопла пластиком.
Еще один полезный метод печать так называемой “юбки” перед печатью полноценной модели. “Юбкой” называют кольцо, которое образуется вокруг будущей модели во время печати и заполнения экструдера пластиком. Можно сделать несколько “юбок” в виде подготовки, что возможно сделать с помощью специальных настроек в некоторых программах 3D-печати. Некоторые экструдируют филамент вручную перед началом работы, что допустимо при наличии на панели управления функции «Jog Control»
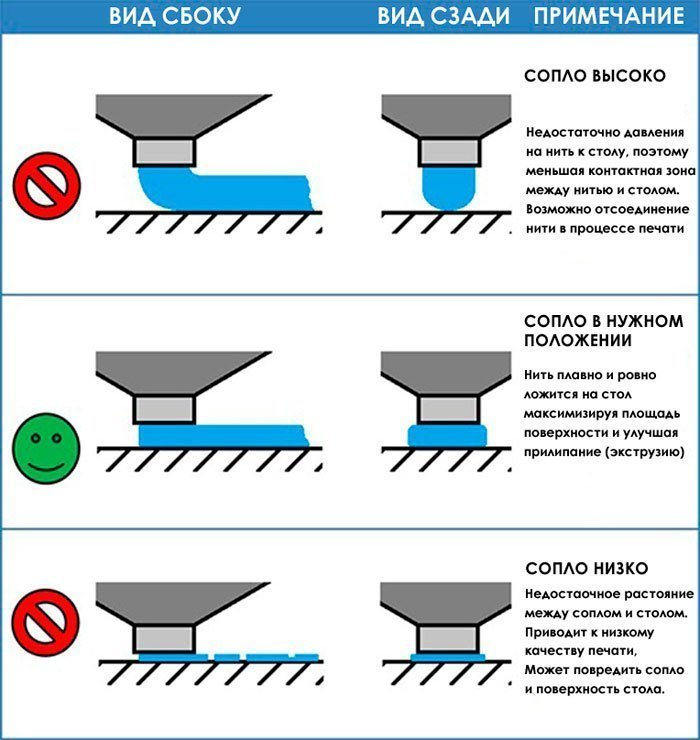
Близкое расположение сопла к рабочей платформе и нарушенная калиборовка
В том случае, когда сопло располагается очень близко к платформе, возникает нехватка места для выходящего пластика. Это приведет к блокировке отверстия сопла и прекращению поступления пластика. Признаком проблемы служит прекращение экструдиции пластика на 1-2 слое и стабилизации с 3-4-го слоя. Если произвести калибровку позиции по оси Z, то проблема будет решена. Нужно отрегулировать зазор между соплом 3D-принтера и столом, как рекомендует инструкция к оборудованию.
Сточение пластика о приводную шестеренку
Во многих моделях 3D-принтеров предусмотрена специальная шестеренка для проталкивания филамента. В процессе работы происходит зацепление зубцами за филамент и продвижение пластика в экструдер. Обнаруженная около принтера пластиковая стружка или ощущение “пропажи” филамента может быть признаком того, что слишком много пластика было “съедено” шестеренкой. Можно попробовать помочь оборудованию протолкнуть пластик, но еще лучше проверить настройки скорости печати, параметры ретракта и механическую наастройку экструдера при выборе филамента.
Засорение экструдера
Все, что было описано выше, может и не подходить под конкретную ситуацию. Тогда следует проверить экструдер на предмет засорение. Такое случается в результате накопления различного мусора в сопле или из-за долгого нахождения внутри горячего пластика. В последнем случае это приводит к недостаточному охлаждению экструдера и смягчению филамента в тех случаях, когда этого не должно быть по определению. Для решения проблемы нужно прочистить экструдер. Но предварительно тогда его нужно разобрать. Следует также сначала внимательно ознакомиться с инструкцией, чтобы не возникло лишних проблем при разборке и сборке конструкции. Возможно, лучше предварительно проконсультироваться с производителем или продавцом. Более простой метод - прочистка с помощью проволоки или струны.
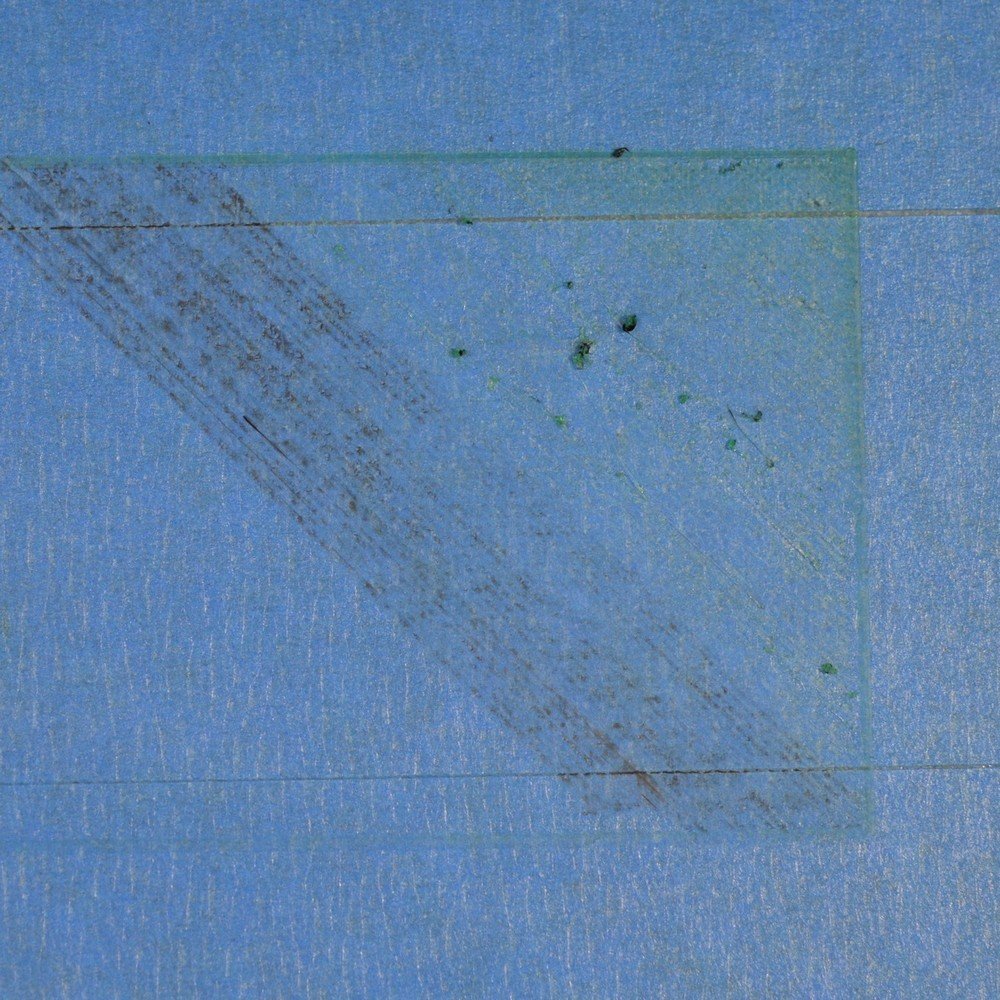
Проблема: 3D-модель не прилипает к платформе, нет достаточной адгезии
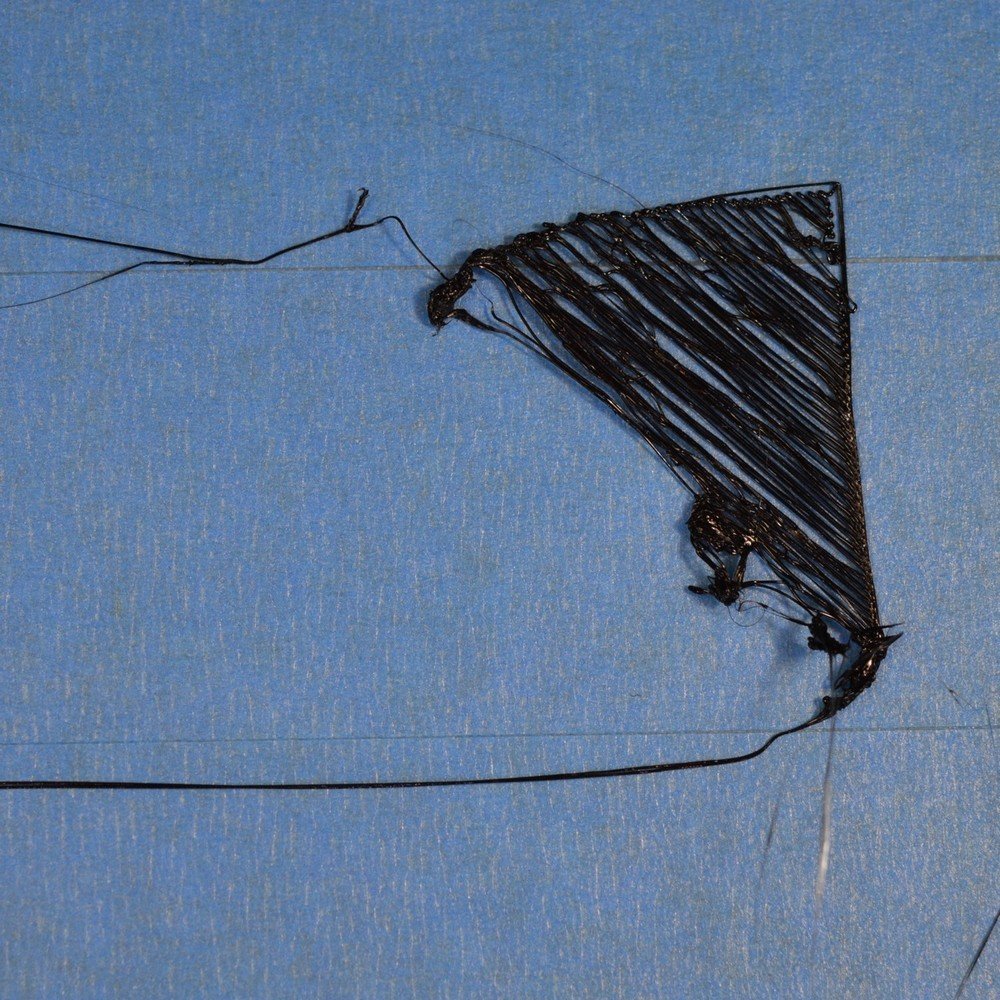
От надежности крепления первого слоя к платформе принтера зависит очень многое, ведь на нем - первом слое - будут основываться последующие слои. Иногда могут возникать с этим проблемы, которые провоцируют некачественное построение моделей. Для решения этой проблемы наработано несколько методов. Рассмотрим самые частые причины этих проблем и пути их преодоления.
Предварительно не выровнена платформа печати
Большинство моделей 3D-принтеров имеет настройки положения платформы. Для этого предусмотрены винты или ручки. Если проблема не в них, то необходимо проверить положением платформы. Перекошенная платформа означает разное расстояние между ней и соплами. К чему это приводит, уже говорилось выше. Настройку платформы можно выполнить с помощью специальных функций программы для печати. Мастер установки сделает это сам поэтапно. Команда "Bed leveling wizard", как правило, находится в меню "Tools".
Большой зазор между соплом и рабочей платформой
После того, как платформа выровнена, нужно проверить расстояние между соплом и платформой. Затем установить экструдер на правильном расстоянии от платформы. Модель будет крепиться к платформе намного лучше, если филамент будет немного вминаться в нее.
Обратите внимание также на функцию калибровки стола, которая есть у большинства моделей принтеров. Однако можно сделать калибровку стола, не трогая принтер, с помощью парковки печатающей головки и отключения моторов. После этого можно регулировать зазор между соплом и столом в любой точке без особых проблем, просто передвигая печатающий блок.
Для этих же целей служит программная корректировка. Изменить начальное положение сопла по оси Z можно с помощью внесения корректив в G-Code в слайсере. Параметры чаще всего находятся в меню (в Edit Process Settings ---> G-code). Смещение сопла по оси Z можно установить с помощью глобального значения. Например, сопло будет печатать на 0,05 мм ближе к платформе и наоборот, если установить смещение на -0,05 мм по оси Z. Лучше задать маленькие значения от 0,2 мм, чтобы иметь возможность контролировать результаты по тестовой печати.
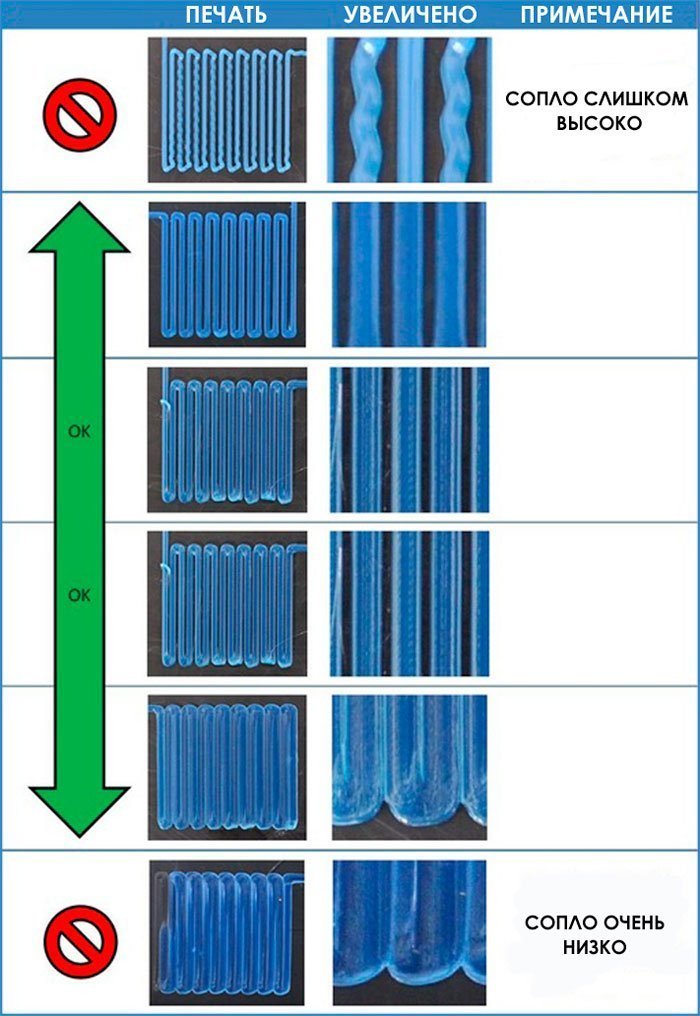
Рекомендуем принимать во внимание при калибровке 3D-принтера следующее правило:
При правильной калибровке печатающей головки по высоте при печати получатся примерно такие результаты:
Слишком быстро происходит печать первого слоя
До того как на первый слой ляжет второй, необходимо получить хорошее “прилипание” первого слоя будущей 3D-модели. При слишком быстром построении первого слоя пластик может не успеть прикрепиться к рабочей поверхности. Для того чтобы это не случилось, нужно просто сделать печать первого слоя более медленной. Для этого у многих принтеров в программах печати существует такая функция. Она находится в меню Edit Process Settings ---> First Layer Speed. Рекомендуем выставить значение 50%, что приведет к снижению скорости печатания первого слоя на 50% по сравнению с другими.
Настройки температуры или охлаждения
Для пластиков типа ABS и некоторых других видов характерна вероятная деформация в процессе охлаждения пластиковой 3D-модели. Филамент быстро остынет на холодной платформе, если печать эструдером будет происходитьт при температуре 230 градусов.
В конструкции многих моделей 3D-принтеров есть специальные вентиляторы для охлаждения моделей. С помощью настроек температуры и охлаждения можно регулировать процесс охлаждения модели, ведь при слишком быстром охлаждении модель может деформироваться, а пластик отставать от платформы.
В самом начале процесса печати можно выключить вентилятор, чтобы предотвратить охлаждение первых слоев. Для этого нужно найти функцию Cooling в меню Edit Process Settings. Здесь же можно также указать темп работы вентилятора при построении каждого слоя. Если производится печать с помощью пластика ABS, то можно отключить вообще работу вентилятора на все время (слой 1-0 %). Если в помещении есть сквозняки, то нужно дополнительно защитить рабочую поверхность.
Кроме того, в большинстве моделей принтеров, работающих с расходными материалами вроде ABS и нагревающимися до высокой температуры, есть функция подогрева платформы. Такая опция помогает избежать искажения первого слоя. Просто нужно включить эту фукнцию, ориентируясь на нормы нагрева для различных материалов (PLA - до 60-70 градусов, для ABS - до 100-120 градусов). Настройка производится в меню Edit Process SettingsTemperature, где нужно выбрать платформу и указать температуру первого слоя.
Лента, клей и другие материалы для поверхности платформы
В 3D-печати используются разные виды пластиков, но нужно знать не только о их составе и свойствах для будущей модели, но и то, как они реагируют на различные вещества. И эта реакция будет разной. Поэтому производители, как правило, предлагают для каждого случая особые материалы для покрытия платформ перед процессом печати.
Например, к листу BuildTak отлично подходит PLA-пластик. Для ABS хорошо использовать боросиликатное стекло. Но если печать будет выполняться прямо на поверхности без вспомогательных материалов, но нужно убедиться в ее чистоте и отсутствии на ней пыли, жира или масла. Допускается промывка ее водой или изопропиловым спиртом.
Если производитель не снабдил комплектом специальных материалов, то можно использовать различные заменители, чтобы решить проблему. Например, можно использовать некоторые виды лент для усиления сцепления 3D пластика с платформой. Отрезки лент можно наклеить на платформу и легко убрать после печати или заменить. Например, для PLA можно с успехом использовать синюю малярную ленту, а для ABS - каптон, или полиамидную пленку. Некоторые используют вместо ленты клей или спреи, включая лаки для волос, клеи-карандаши и другие подобные вещества.
В случае, когда не помогает ничего, используйте рафт или брим
Для тех случаев, когда нужно изготовить небольшую модель с маленькой поверхностью, можно использовать настройки программы для увеличения поверхности. Например, можно использовать функцию «brim». Она позволяет принтеру напечатать круги вокруг модели, напоминающие шляпу. Функцию можно найти в меню Additions ---> Use skirt/brim. В других случаях можно использовать для сцепления с поверхностью напечатанную под деталью подложку. На ее основе будет создаваться будущая модель (raft). Подробнее можно узнать об этих функциях в руководствах к программам для 3D-печати.
Проблема: недостаточно пластика при 3D-печати
В любой программе 3D-печати для соотвествующей модели принтера можно сделать настройку количества пластика, выходящего из экструдера в единицу времени. Поскольку оборудование не дает сигнала программе о количестве выдавливаемого материала, то иногда филамента может выходить меньше, чем определено параметрами настроек программы (недоэкструдирование). Это приводит к появлению щелей между слоями.
Чтобы проверить достаточный ли уровень пластика экструдирует принтер, можно использовать очень простой способ. Для этого печатается небольшой куб с ребром 20 мм и как минимум тремя контурами. После этого анализируется качество соединений контуров между собой. Если обнаружены щели, значит можно говорить о недоэкструдировании. И напротив, если все контуры соединяются нормально, значит нужно искать другую проблему. Когда же установлено точно - недоэструдирование, - то для этого может быть несколько причин и способов их устранения.
В слайсере неправильно настроили диаметр нити
Прежде всего можно проверить правильность настройки программой диаметра используемого пластика. Для этого нужно зайти в меню в меню Edit Process Settings ---> Other. После этого установить нужные параметры, которые есть на катушках пластика (1,75 / 2,85 / 3,00).
Маленький коэффициент экструдирования
Если параметры диаметра пластика установлены правильно, а недоэкструдирование есть, то нужно проверить коэффициент экструдирования. Этот параметр, или иногда указывается в виде показателя расхода и т.п., помогает выявить количество экструдируемого пластика. Настройки для коэффициента могут быть в меню Edit Process Settings ---> Extruder. Программа позволяет настроить коэффициент экструдирования для любого из экструдеров. При изменении коэффициента с 1,0 на 1,05, количество пластика будет на 5% больше. Для пластика PLA лучше установить коэффициент 0,9, для ABS - около 1,0. После того, как установлено значение коэффициента, можно распечатать пробный кубик.
Подача пластика настраивается механически
Недоэкструзия может быть вызвана и совсем прозаическими причинами, которые можно устранить механически. Нужно проверить блок подачи пластика. Причиной неполадок может быть неотрегулированный прижим ролика.
Смазывание прутка маслом для PLA
При застревании пластика типа PLA при печати в некоторых моделях принтеров можно устранить данную проблему весьма простым способом: смазать маслом пруток. В подавляющем большинстве случаев это решало проблему.
Проблема: пластика экструдируется слишком много
Эту проблему можно считать обратной вышеописанной. Слишком много экструдированного пластика так же плохо, как и его недостаточное количество. Опять же больше пластика может экструдироваться в тех случаях, когда в программе были установлены неправильные параметры. В результате этого могут быть проблемы с размерами модели. Так же, как и в случае с недоэкструдированием пластика, здесь нужно проверить параметры экструдера и коэффициент.
Как это сделать, написано выше. Единственное условие, значения выставляются противоположные тем, что выставлены при недоэкструдировании. Чем больше коэффициент экструдирования, тем больше будет подаваться пластика, и наоборот.
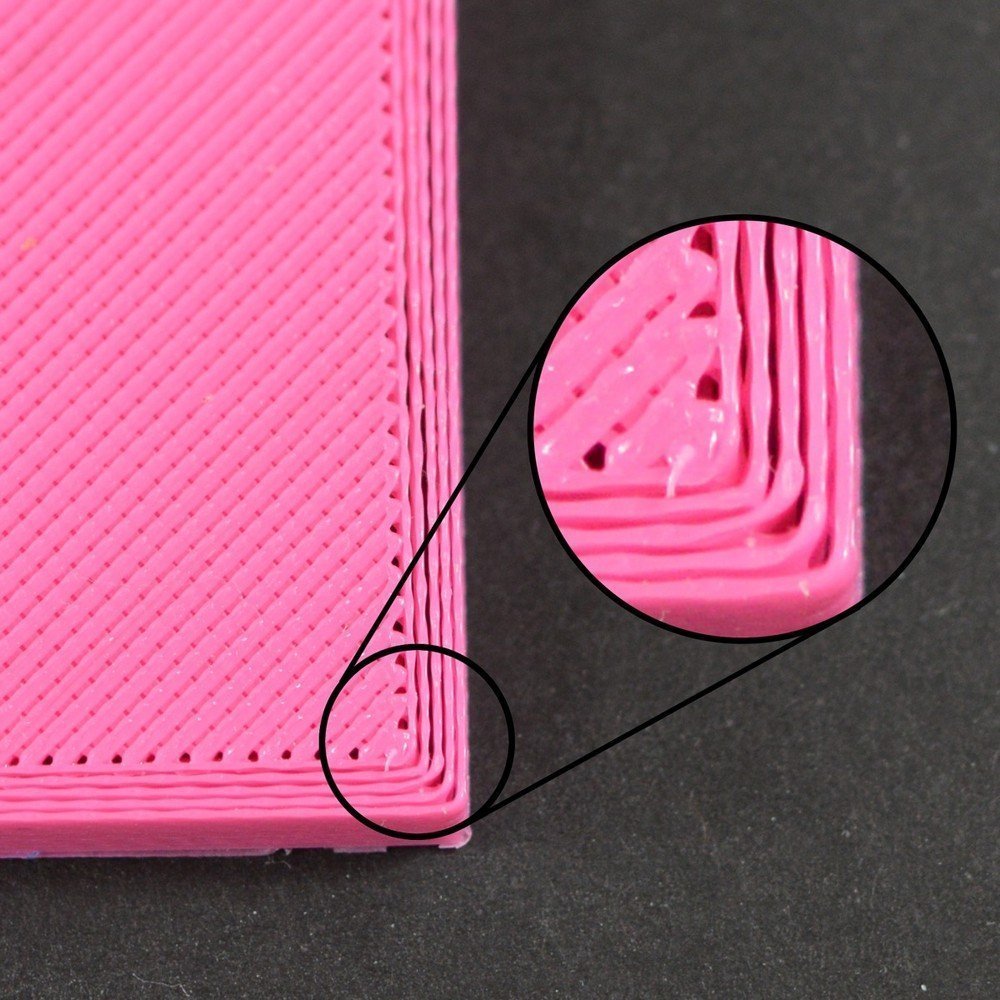
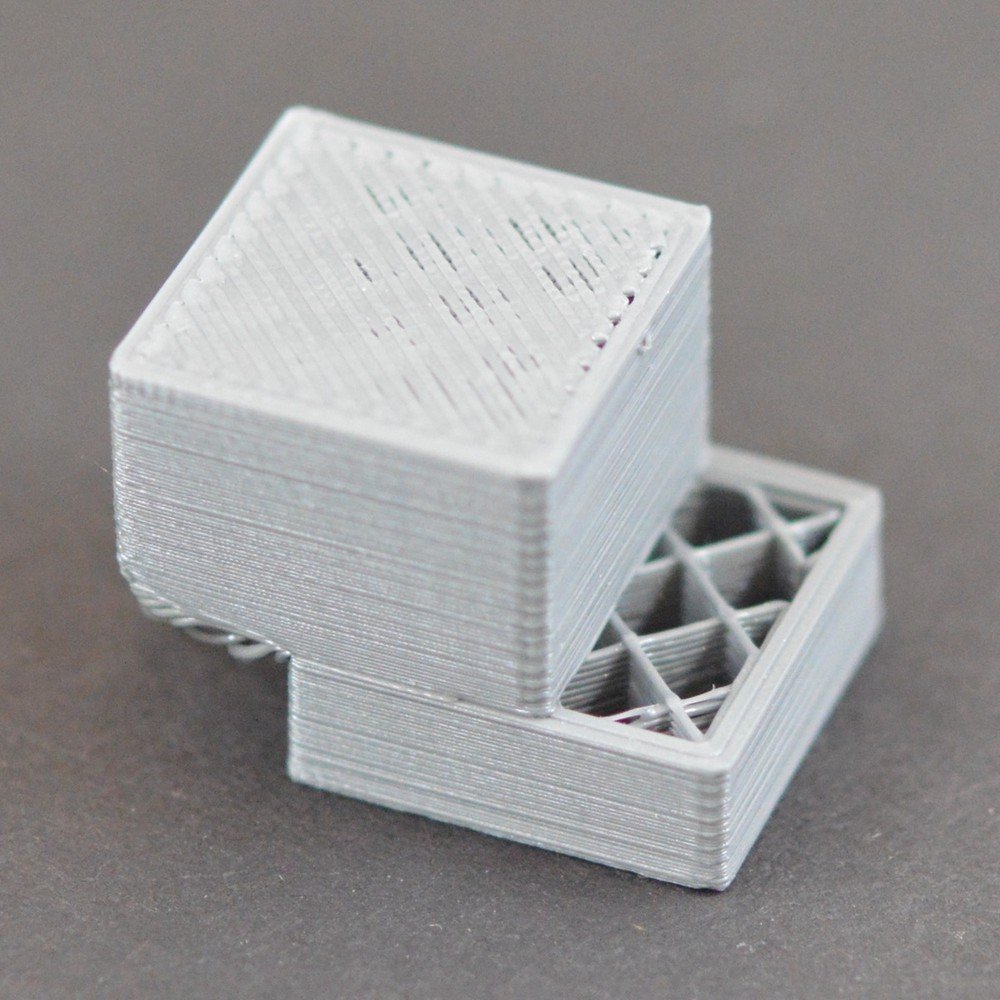
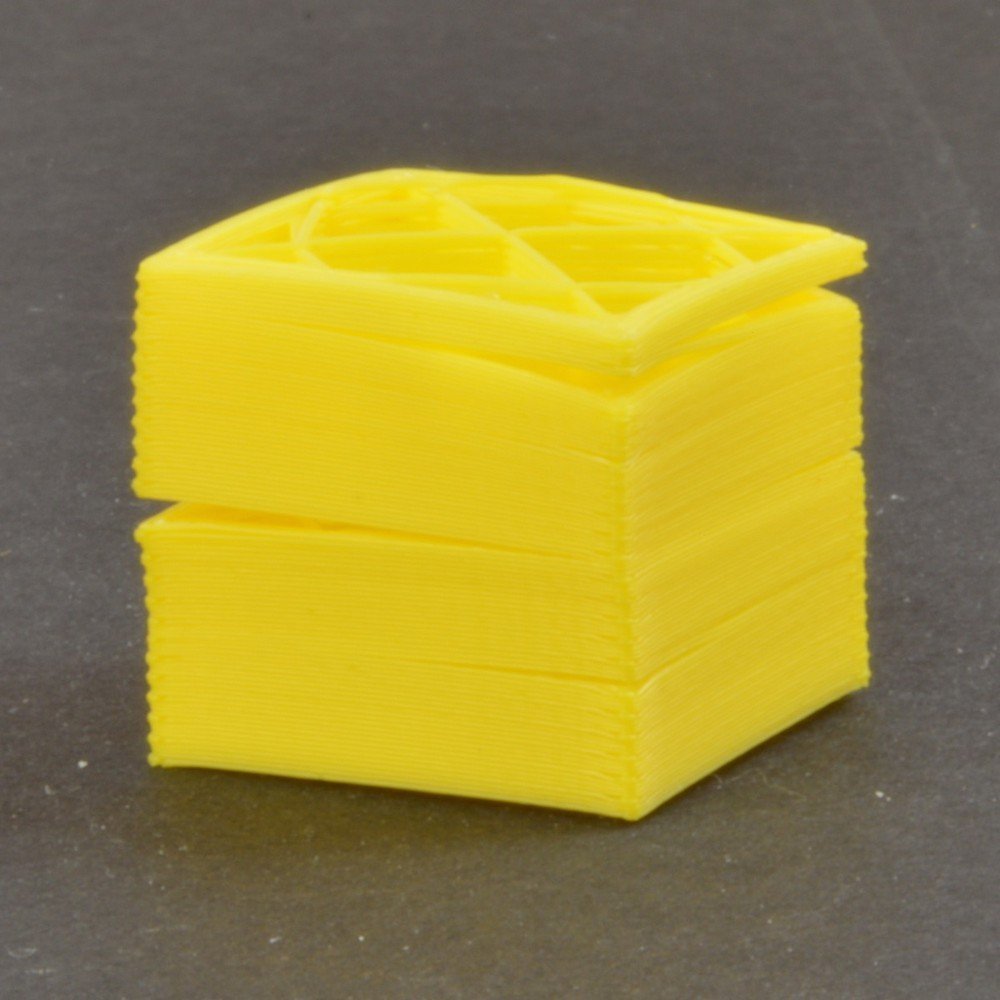
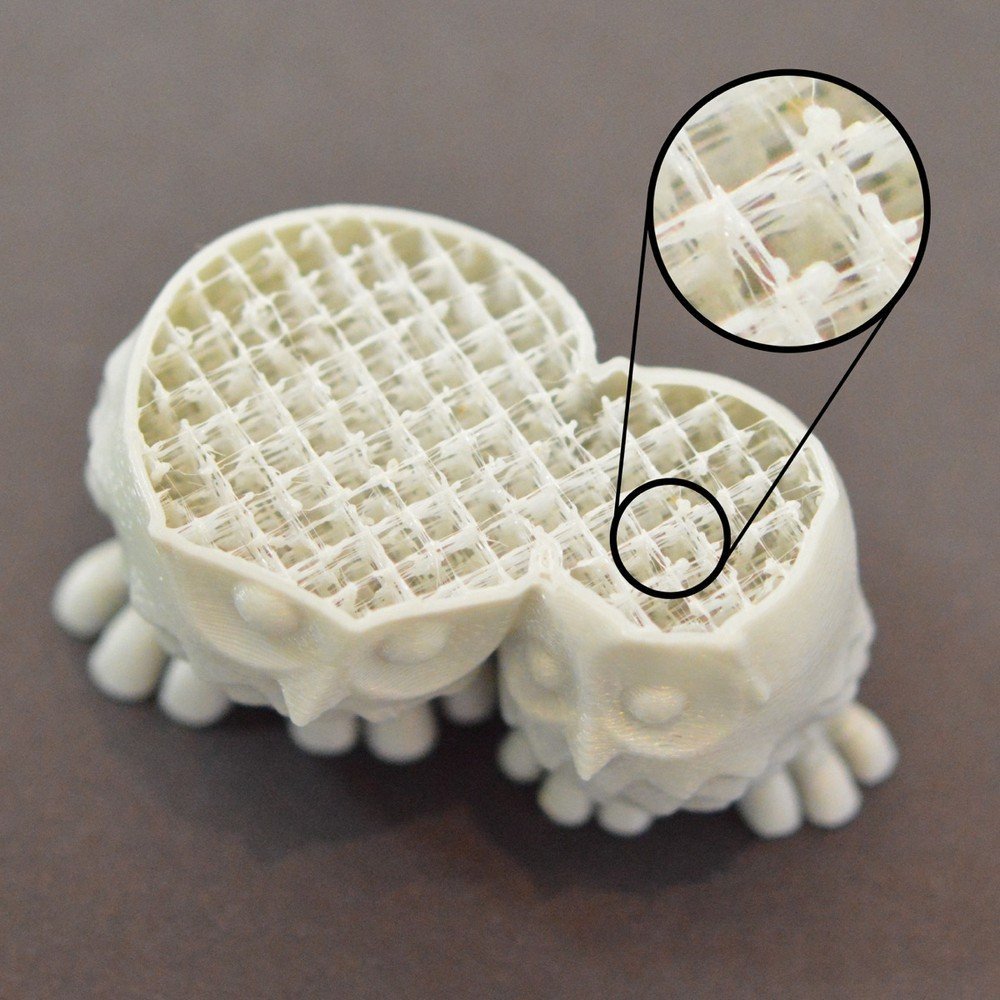
Проблема: в верхнем слое модели просматриваются дыры и щели
При экономном режиме печати структура 3D-деталей и моделей состоит из оболочки над пористым и даже полым наполнением. В качестве примера можно указать на реальную ситуацию, когда состав внутреннего объема был на 30% из пластика, а на 70% из пустот. Но такое положение дел предъявляет высокие требования к прочности и плотности каркаса. Он должен представлять собой сплошную оболочку, для чего в программе обычно указывают количество сплошных слоев снизу и сверху модели.
Для пробы опять же можно изготовить кубик с параметрами печати: 5 сплошных слоев снизу, что приведет к появлению пустой модели. Это позволяет сэкономить материал без какого-либо ущерба для качества. Впрочем, может возникнуть другая проблема, когда у верхних слоев будут наблюдаться дыры и щели. Быть их там не должно, поэтому этот дефект надо выявлять и устранять.
Верхние слои недостаточно сплошные
Для ликвидации данной проблемы нужно посмотреть настройки количества верхних сплошных слоев. В начале нужно разобраться в настройках, которые регулируют количество верхних сплошных слоев. Если верхний слой должен полностью перекрывать пустоты в нижних слоях, то одиночный слой может провиснуть и даже подтекать. Чтобы этого не произошло, нужно дать программе задачу напечатать над пустотами больше слоев. Тогда верх будет сплошным и плотным. Для этого можно следовать правилу, когда толщина плотного верхнего слоя должна составлять не менее 0,5 мм. Если толщина будет меньше, то и слоев должно быть больше. Регулируя количество слоев, нужно наблюдать, как это влияет на качество поверхности. Настройки для этого находятся в меню Edit Process Settings ---> Layer.
Низкий процент заполнения
Для последующих слоев важным фактором является степень заполнения внутренних слоев. При низком проценте заполнения образуются пустоты, что может привести к ухудшению качества модели. Чем ниже процент заполнения, тем больше пустот, например, если заполнение = 10%, то 90% - это пустоты. Таким образом, недостаточно увеличить количество сплошных слоев, нужно также убедиться, что выставлен достаточный процент заполнения.
Недостаточное экструдирование
Другая вероятная причина проблемы - недостаточное экструдирование, когда поступает мало пластика. Об этом было сказано выше.
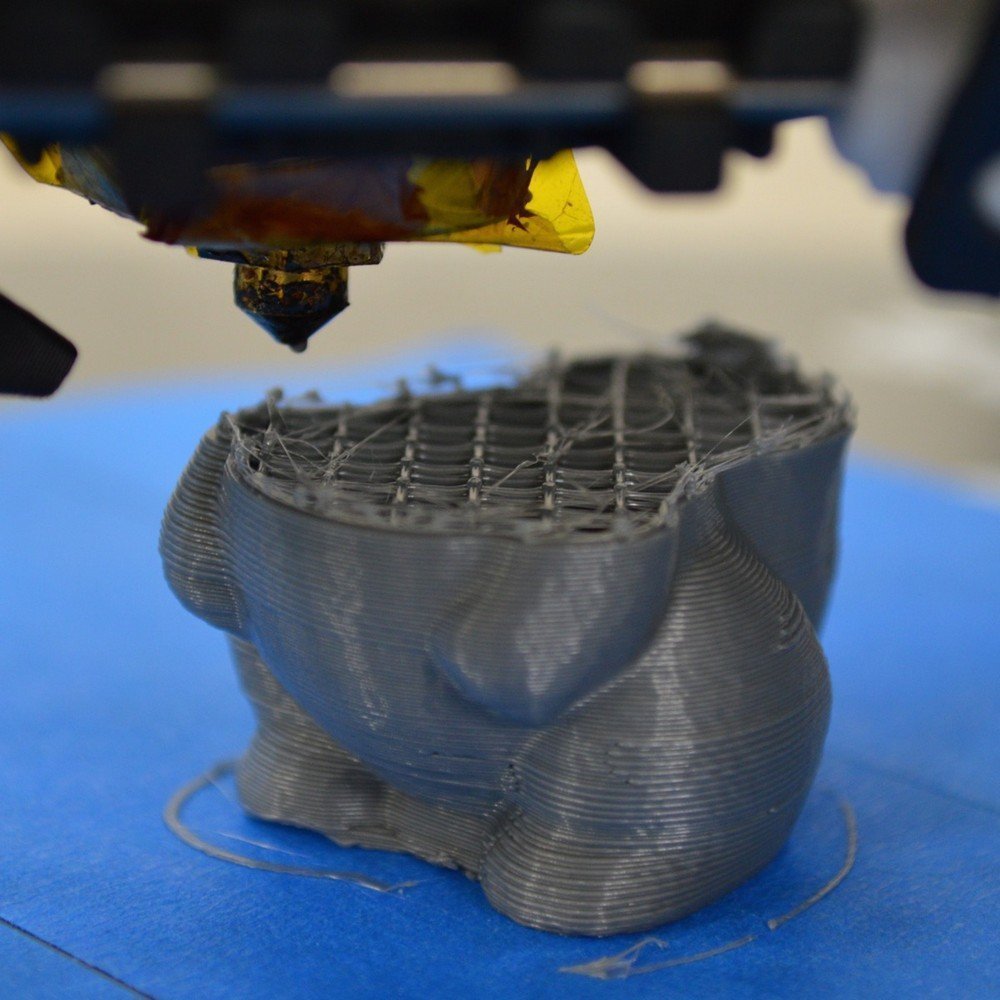
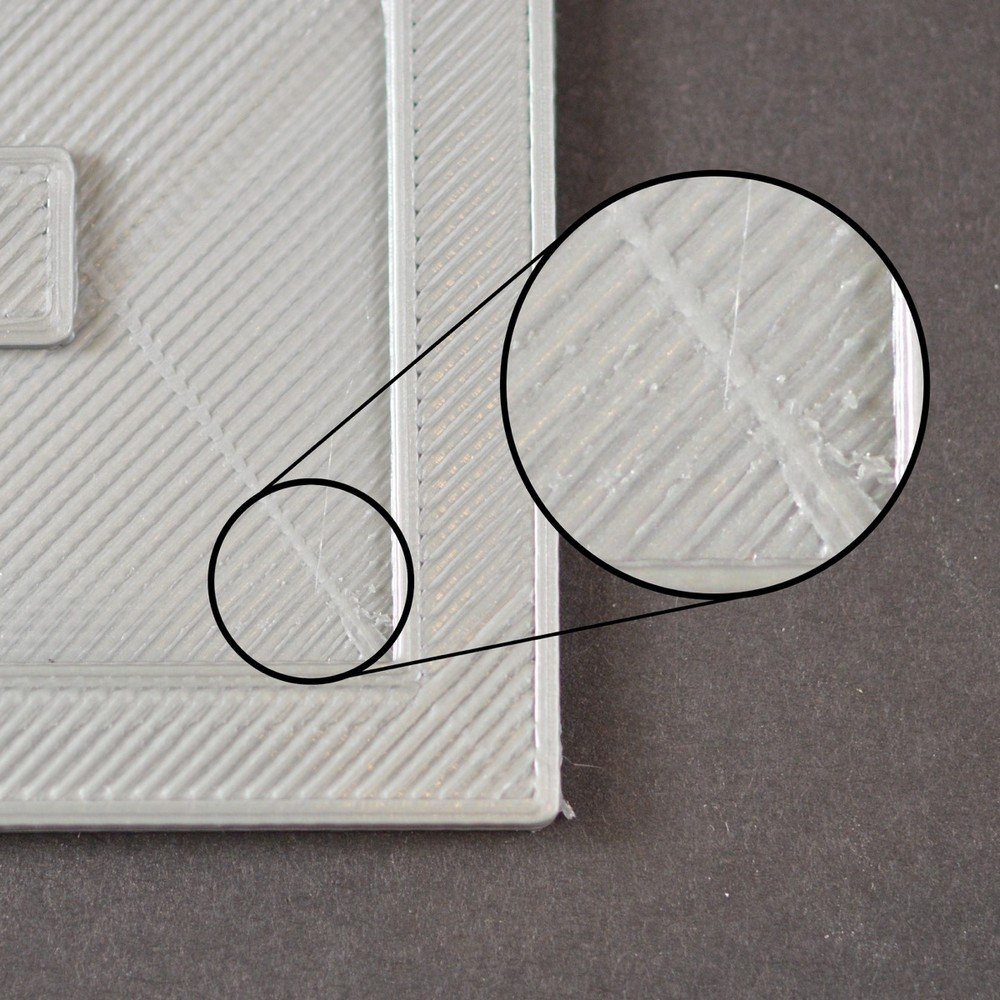
Проблема: наличие волосков, паутины и других посторонних материалов
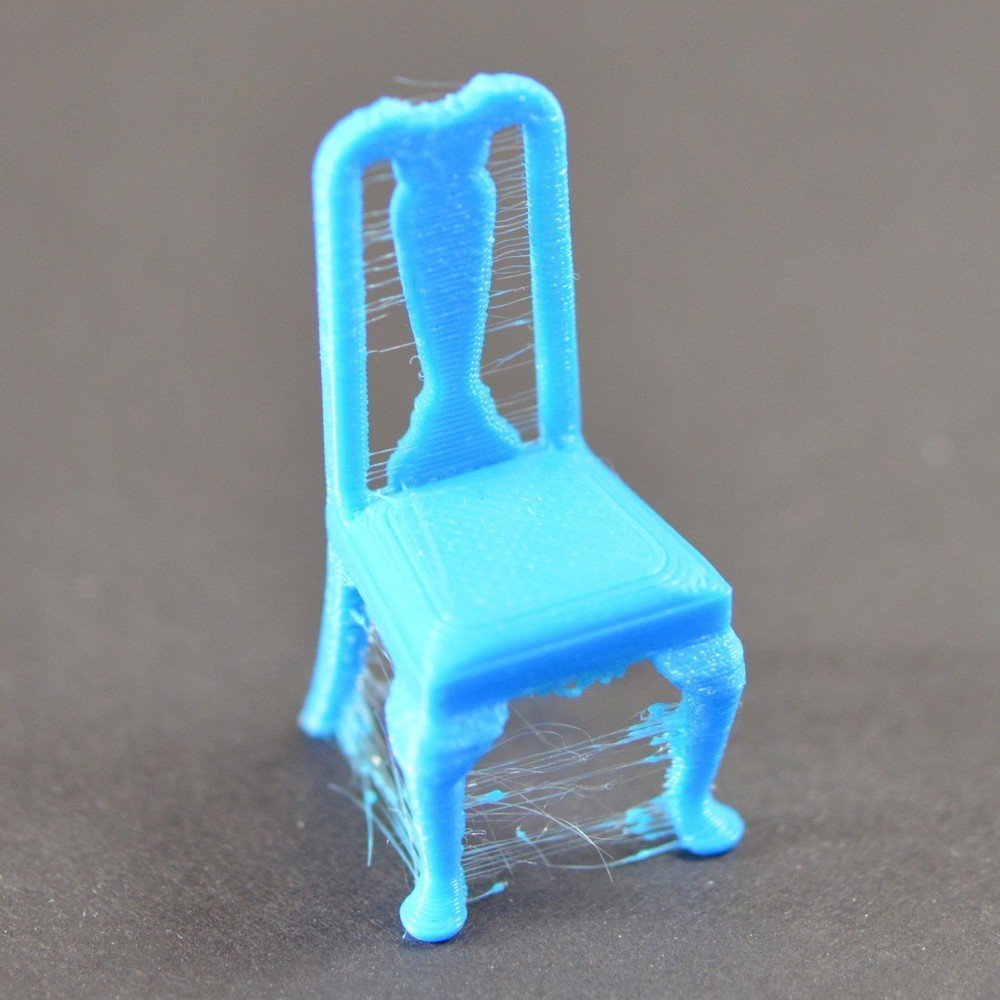
Часто при выполнении печати пластиком появляется тонкая и ненужная паутинка. Как правило, ее образование начинается тогда, коггда экструдер перемещается на новую позицию. Для решения этой проблемы можно также воспользоваться специальными настройками в программе печати.
Существует опция Retraction (втягивание), включение которой приводит к втягиванию принтером остатков материала в сопло после завершения работы в определенном месте. При перемещении экструдера на новую позиции и начале новой печати нить продавливается обратно, а экструдирование пластика начинается снова. Для этого нужно изучить настройки Edit Process Settings и вкладку Extruder, чтобы включить опцию для всех экструдеров. Какие же конкретные настройки нужны для того, чтобы избежать образования пластиковой паутины.
Регулирование дистанции втягивания
Этот параметр можно смело считать самым важным в настройках ретракта, так как он показывает количество пластика, втягиваемого в сопло. Логично, что чем больше пластика втягивается, тем меньше будет подтекать сопло при смене позиции.
В основном, можно устанавливать дистанцию в 0,5-2,0 мм (для безредукторных экструдеров). Но бывают случаи, когда дистанцию приходится доводить до 15 мм (в частности, для экструдеров Bowden из-за увеличенного расстояния между приводной шестеренкой и хот-эндом). При возникновении “волосатости” принтера можно увеличить втягивание, начиная с расстояния 1 мм. Нужно быть осторожным при работе с мягкими и эластичными пластиками, так как включение ректракта часто приводит к возникновению препятствий для подачи пластика (причина - перекус нити).
Регулирование скорости втягивания
Еще один параметр, на который следует обратить внимание, - скорость втягивания пластика в сопло. При слишком низкой скорости филамент может стекать вниз и капать при перемещении экструдера. Напротив, при высокой скорость произойдет отрыв филамента от нагретого пластика в сопле, что приведет к проблемам с приводной шестерней, так как она выгрызет часть нити. Оптимальной скоростью было бы 1200-6000 мм/мин (20-100 мм/с). Производитель предоставляет в программах печати уже сконфигурированные профили, которые можно использовать как исходные и менять значения для получения оптимального результата. Для этого лучше немного протестировать и проанализировать результаты печати.
Регулирование температуры
Температура экструдера - еще один важный параметр, который оказывает влияние на “волосатость”. При слишком высокой температуре филамент, естетственно становится очень жидким, что приводит к его вытеканию. А если температура будет ниже требуемой, то пластик будет твердеть и затруднять продавливание через хот-энд.
Если предыдщие рекомендации не сработали, следует отрегулировать температуру (снизить на 5-10 градусов). Это позволит внести изменения в качество конечной модели. Настройка температуры производится в Edit Process Settings ---> Temperature, где выбирается нужный экструдер и выставляется температура для конкретной ситуации.
Регулировка перемещения экструдера
Еще одной причиной образования “паутины” может стать неправильное расстояние перемещения экструдера. При большем значении дистанции перемещения происходит утечка (чем больше расстояние, тем больше сама утечка). Настройки программ печати содержат опцию для регулировки расстояния перемещения экструдера. Следует определить траекторию перемещения, чтобы не создавать «мостов». Это позволит избежать образования паутины, так как сопло всегда будет над рабочей поверхностью. Настройку можно выполнить в разделе Advanced. При этом сама функция может называться Avoid crossing outline for travel movement, в переводе “избегать выхода за границы контуров при перемещении” или как-то так.
Проблема: наблюдается перегрев при 3D-печати
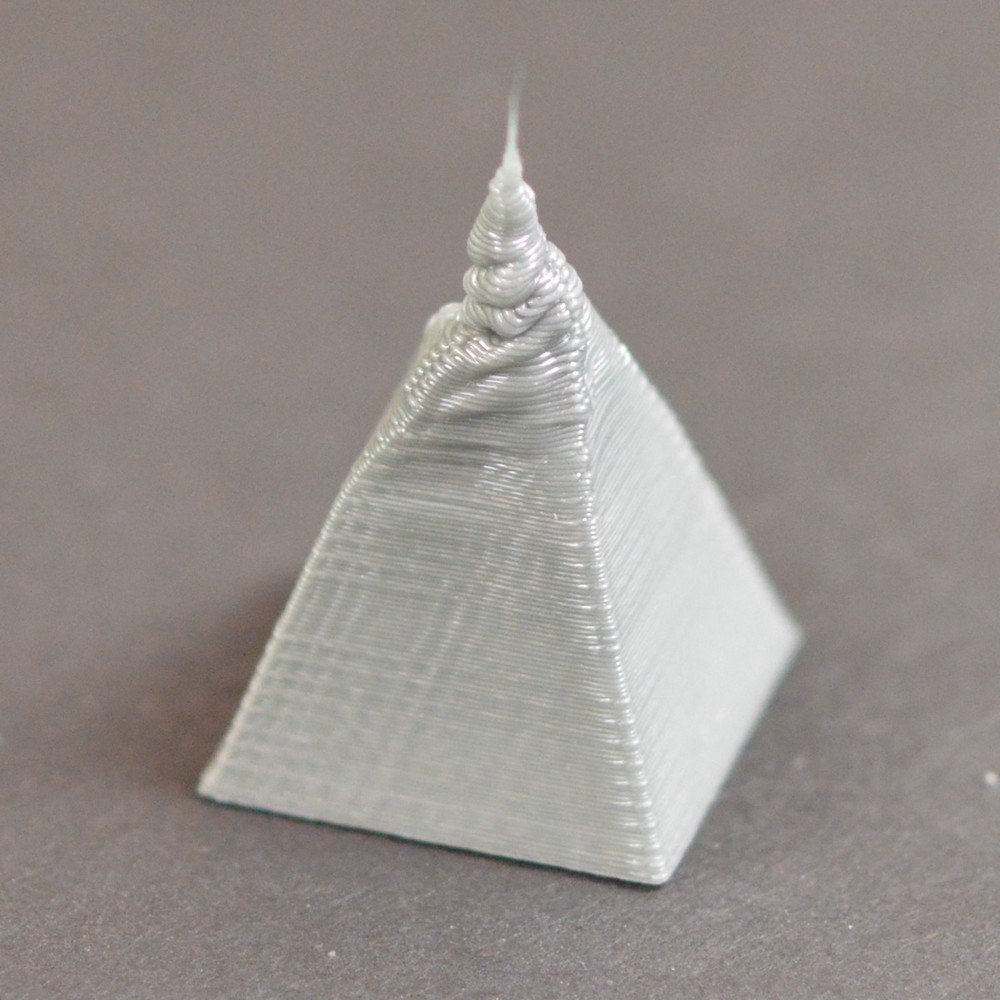
Температура выходящего из сопла пластика, как правило, составляет 190-240 градусов. Горячий пластик становится мягким и может принимать самые разные формы. При остывании же этот материал твердеет и обретает более стабильную форму.
Из этого становится ясно, что для беспрепятственного вытекания пластика из сопла или его застывания для прочности модели необходимо определить нужный баланс температурой нагревания и охлаждения. При осутствии такого баланса можно столкнуться с падением качества печати. Причины подобного поведения могут быть разными.
Недостаточная температура охлаждения
Перегрев, как правило, является результатом недостаточно быстрого охлаждения пластика. Пока пластик охлаждается, его форма успевает измениться. Поэтому быстрое охлаждение необходимо для всех видов пластика. В принтерах со встроенным охлаждающим вентилятором нужно просто увеличить его мощность, и это будет способствовать остыванию пластика. Регулировка мощности вентилятора выполняется в меню Edit Process Settings ---> Cooling. Если в принтере нет встроенного вентилятора, тогда придется приспосабливать для этого внешнее устройство, чтобы оно обдувало модель во время печати.
Слишком высокая скорость печати
При быстрой печати слоев будущей модели происходит довольно неприятный процесс, когда слои не успевают остыть перед тем, как наних будет наложен новый слой. Когда делаются большие по габаритам модели, то это не так страшно, но при печати маленьких моделей такая ситуация неприемлема. В таких случаях не помогает даже охлаждающий вентилятор. Выход только один: снизить скорость наложения слоев.
Сделать это можно во вкладке Cooling ---> Speed overrides. В опции можно указать параметры снижения скорости печати, если речь идет о небольших слоях. Тогда каждый слой будет охлаждаться оптимальным образом. Скорость снизить можно для тех слоев, наложение которых происходит менее чем за 10-15 секунд.
Ничего не помогает?
Попробуйте печатать одновременно несколько деталей
Если ни один из перечисленных выше способов не помог, тогда можно испробовать еще один вариант. С помощью слайсера нужно создать копию модели для печати или импортировать еще одну для печати одновременно с первой. Практика показывает увеличение охлаждения каждого из печатаемых объектов при одновременной печати. Позиция нагретого сопла будет постоянно перемещаться между двумя моделями, а слои будут ложиться равномерно. В таких условиях остается время на охлаждение деталей.
Проблема: смещение слоев или отсутствие их выравнивания
В большинстве случаев 3D-принтеры не имеют фукнции обратной связи, чтобы показать реальную позицию экструдера в конкретный момент. Программа печати способна дать команду данному элементу менять положение в рамках определенных координат и все. В основном этого вполне достаточно для качественной печати, ведь механизм оборудования вполне нормально выполняет все задачи. Но проблема в том, что в случае ЧП принтер не сможет определить причину сбоя.
Простой пример, когда пользователь задевает оборудование во время работы. А ведь это может сместить печатающую головку. Поскольку же информации об этом у устройства не будет, то процесс наложения слоев продолжится, как ни в чем не бывало. И только потом пользователь увидит, что в модели есть заметное смещение слоев. Если он догадается о причине, тогда ошибку будет легко устранить.
Слишком быстрая скорость печатающей головки
При высокой скорости печати двигатели принтера могут испытывать проблемы. Когда нагрузки превысят норму, может послышаться щелчок, затем еще и еще. Это значит, что заданное положение привода не достигнуто. В результате часть модели будет иметь смещение. Если главной причиной подобных казусов является слишком большая скорость печати, тогда нужно снизить скорость наполовину и понаблюдать за результатом. Параметр скорости регулируется в Edit Process Settings ---> Other. Можно установить параметры Default Printing Speed и X/Y Axis Movement Speed. В первом случае будет задана скорость перемещения во время экструдирования. Во втором - в момент невыхода пластика из экструдера. При наличии превышений оптимального значения происходит смещение слоев. Можно также, если не трудно, изменить параметры расширенных настроек. Это поможет регулировать скорость не так резко.
Проблемы с электроникой или механикой
В случае, если регулировка скорости печати не помогла, нужно обратить внимание на проблемы в электросистеме или механике оборудования. Часто ременные передачи управляют положением печатающей головки. Поскольку ремни делаются из резины с волоконным креплением, то через определенное время может произойти растяжка ремней, а натяжение ослабевает. Это приводт к потере точности позиционирования печатающей головки.
При слабом натяжении ремень может соскакивать, а при слишком сильном начнется сильное трение в подшипниках, что помещает работе двигателей. То есть, в нормальном состоянии натяжение ремня не должно позволять ему соскакивать или блокировать двигатель. Поэтому, если замечено смещение слоев, нужно проверить ремни. Если проблема с ними, тогда нужно сообщить производителю.
В некоторых моделях принтеров ремни натягиваются на шкивы, а они в свою очередь держатся на валу шагового привода. Это обуславливает синхронность вращения шкива и вала. При раскручивании регулировочных винтов этот процесс будет нарушен. Следствием может стать проблема с экструдером и его перемещением на точную позицию. Соответственно, смещаются и слои. Рекомендуется постоянно проверять состояние винтиков на шкивах во избежание проблем. Еще более простой причиной может быть сбой в электрической сети. Причины могут быть разными, но все они приводят часто к нарушениям в работе.
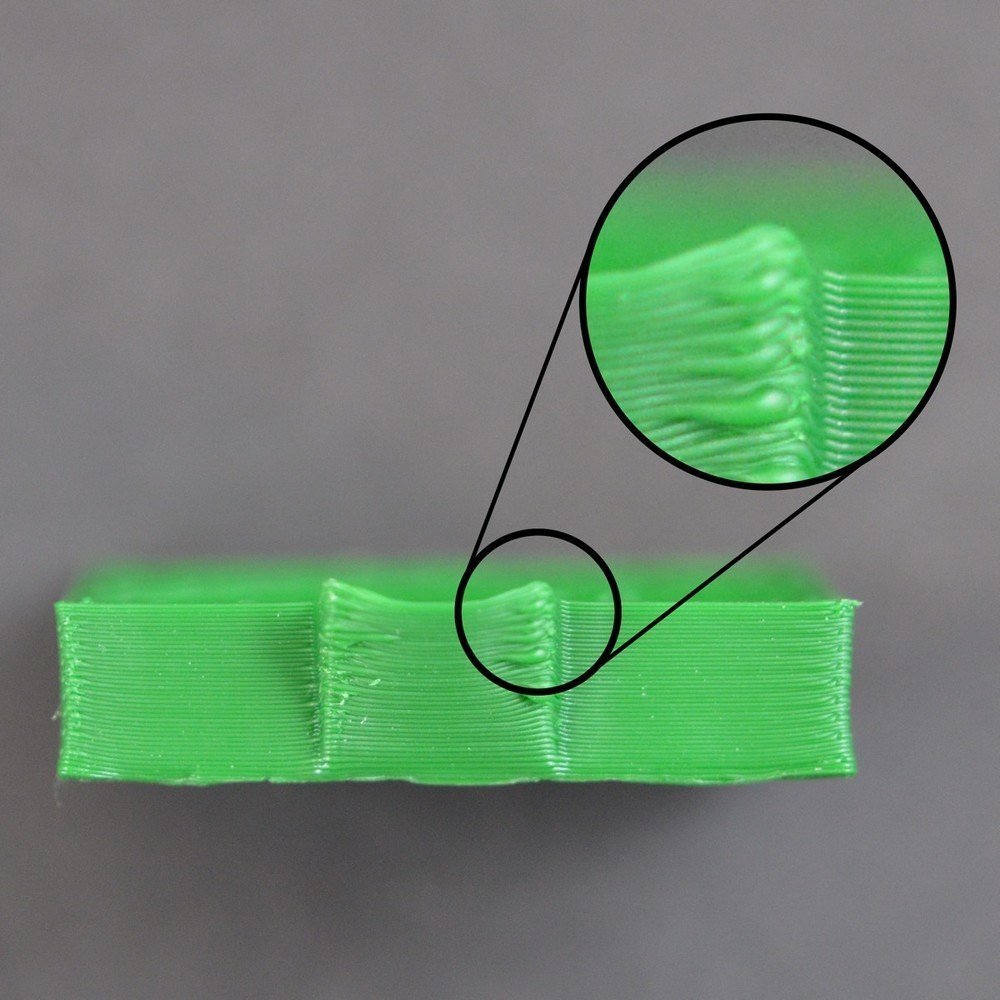
Проблема: разделение и расщепление слоев
Процесс 3D-печати предусматривает рост только одного слоя в определенный момент. После этого идет наслаивание до тех пор, пока не завершится построение всей модели. Надежное скрепление слоев гарантирует прочность всей конструкции. В ином случае готовый элемент может разрушиться. Давайте рассмотрим причины этого процесса.
Слишком высокий слой
Размер сопла, через который идет пластик, у большинства принтеров составляет 0,3-0,5 мм. Маленькое отверстие обеспечивает возможность печати небольших деталей. Однако в отношении размеров сопла следует знать некоторые нюансы. Для достаточно плотного наложения слоев друг на друга необходимо правильно рассчитать толщину слоя. Обычно рекомендуется делать высоту слоя на на 20% меньше диаметра сопла. При расслоении полученной модели нужно проверить параметры высоты слоя и диаметра сопла. Это делается в Edit Process Settings ---> Layer.
Температура печати значительно ниже требуемой
Горячий пластик сцепляется лучше, чем охлажденный, что естественно. Плохое прилипание слоев при их нормальной высоте может говорить о недостаточной температуре для адгезии. При температуре ниже 190 градусов слои из ABS пластика не будут надежно склеиваться, так как оптимальной является 220-235 градусов. Если обнаружена такая проблема, то следует отрегулировать параметры температуры для используемого материала.
Проблема: стачивание пластика и прекращение его подачи
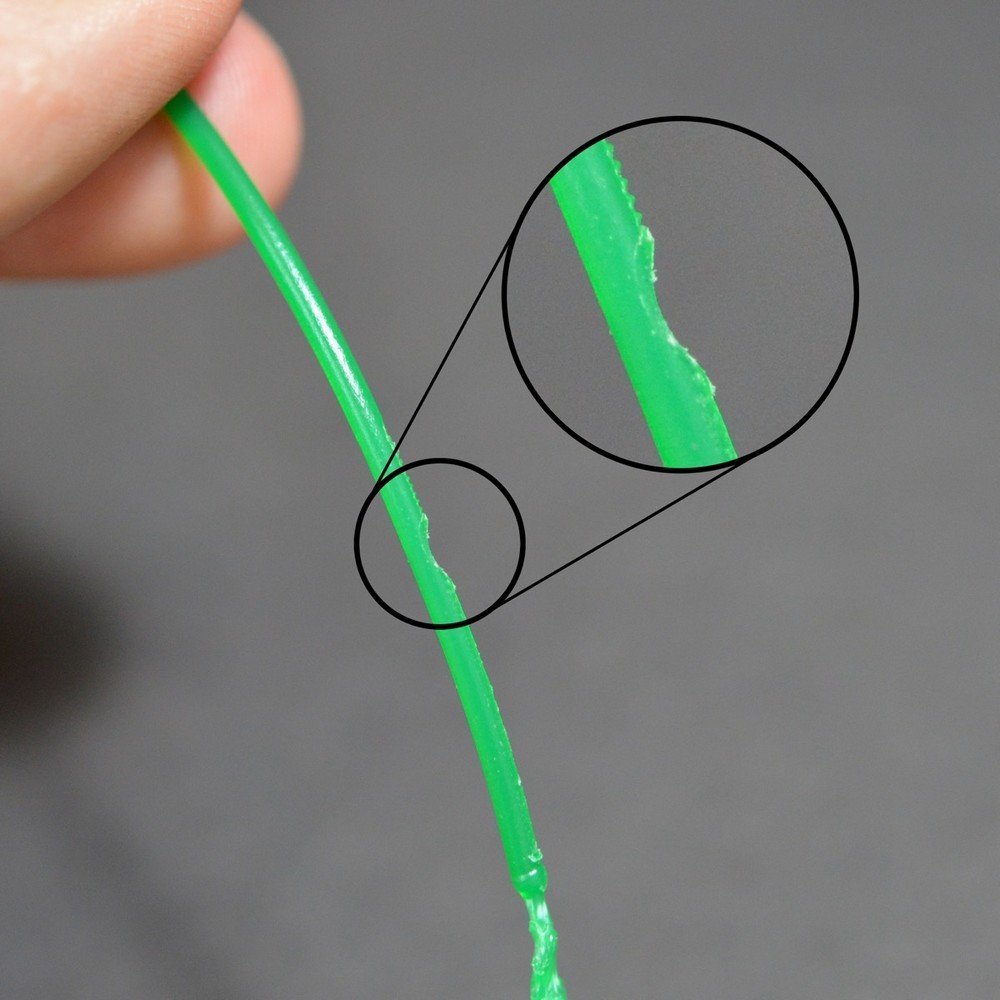
У многих 3D-принтеров имеется небольшая приводная шестеренка для расщепления и направления филамента в нужную сторону. Приводная шестеренка снабжена острыми зубцами, которые нужны для проталкивания филамента. При застревании пластика движение прекращается, хотя сама шестеренка двигается. В таком случае начинаются проблемы, так как шестеренка "сгрызает" пластик. Признаком является наличие большого количества пластиковой стружки. Проблему можно решить разными способами.
Увеличить температуру экструдера
Можно повысить температуру экструдера на 5-10 градусов. В результате пластик будет плавиться быстрее, станет лучше подача. Настроить это можно в меню Edit Process Settings ---> Temperature. Здесь надо настроить температуру и выбрать нужные экструдер.
Снизить скорость печати
Если регулировка температуры не помогла, то можно попробовать снизить скорость печати. Темп работы двигателя снизится, что предотвратит стачивание филамента. Настроить скорость печати можно в Edit Process Settings ---> Other. Нужно найти Default Printing Speed и уменьшить скорость на 50%.
Проверьте, не забито ли сопло
Если все вышенаписанное не помогло, то нужно проверить состояние сопла принтера. Также можно почитать снова то, что было написано о "мягких" пластиках и ретракте!
Проблема: засорился экструдер
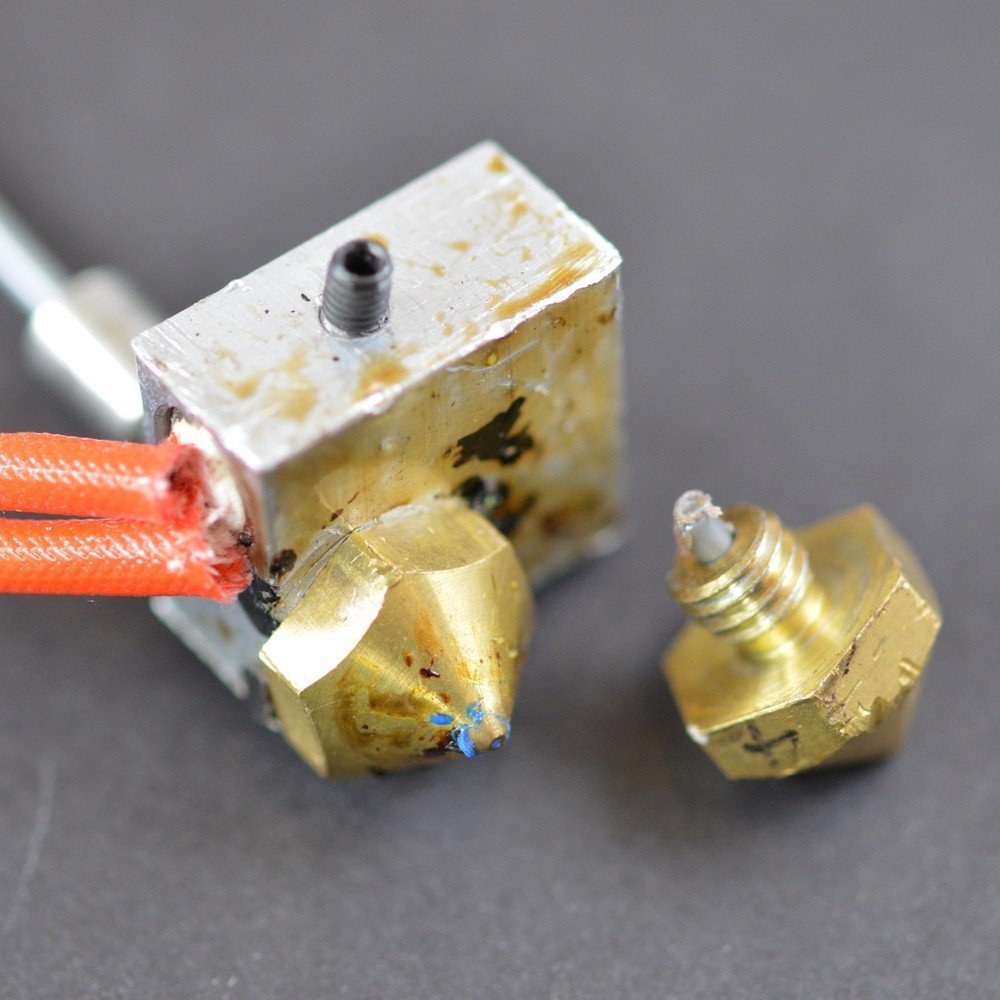
За все время работы 3D-принтера через него проходит большое количество пластика. Диаметр сопла представляет собой определенные ограничения, и через какое-то время филамент перестает проталкиваться. Частой причиной бывает наличие в сопле препятствия для пластика. Эту проблему тоже можно устранить.
Проталкивание пластика в экструдер вручную
Самый простой способ решить проблему - сделать вручную так, чтобы филамент прошел. Нужно прогреть экструдер до требуемой для пластика температуры (поможет сделать программа 3D-печати). Нужно найти в меню опцию Jog Controls, с помощью которой пластик возможно двигать вперед и назад. Филамент нужно двинуть приблизительно на 10 мм. Если привод будет вращаться, нужно легко протолкнуть филамент вручную. Часто этого хватает для устранения проблемы.
Переустановка (перезагрузка) филамента
Если ручное проталкивание не помогло, то лучше удалить пластик из оборудования. Для этого нужно проверить температуру экструдера, и затем с помощью ПО вытащить пластик. Вероятно, потребуется определенное усилие, но делать все нужно очень аккуратно. После завершения этой процедуры нужно отрезать поврежденный кусок пластика и установить в принтер неповрежденную нить и проверить работает ли печать.
Прочистка сопла
Если повторная заправка пластика не помогла, то нужно заняться чисткой сопла. Можно для этого воспользоваться различными способами. Иногда нагревают экструдер до 100 градусов и вручную вытягивают пластик через сопло. Можно также воспользоваться гитарной струной "ми". Именно она подходит по размерам своего диаметра. Можно для начала воспользоваться рекомендациями производителя.
Проблема: прекращение экструдирования 3D-принтером
Иногда прямо во время работы неожиданно происходит остановка печати. В результате такого неприятного инцидента вместо готовой модели получается нечто непонятное. Возникает вопрос, почему же тогда принтер, начавший работу вполне нормально, неожиданно остановился. Ответов на этот вопросы может быть несколько.
Закончился 3D филамент
Самой банальной причиной может стать прекращение подачи пластика из-за того, что он закончился. Некоторые пользователи не замечают этого. Такое происходит со многими.
Пластик сточился о приводную шестеренку
Из-за вращения двигателя и слишком быстрой печати экструдор подает слишком много филамента, выгрызаться в него и стачивать его, пока тот не сточится окончательно. Шестеренка не может тогда за что-то цепляться.
Экструдер засорился
Если ни то, ни другое не подходит. Все испробовано, но ничего не обнаружено, то возможно засорение экструдера. Если эта причина обнаружена, что нужно проверить филамент на предмет загрязнений или запыление катушки. Именно эти причины могут вызвать засор.
Прегрев мотора экструдера
В процессе печати привод экструдера должен работать на полную мощность. Этот процесс представляет собой вращение туда и обратно, чтобы двигался пластик. На все это требуется много энергии, а поскольку в процессе задействована электроника, то возможен ее перегрев. Для двигателей предусмотрена термозащита, которая срабатывает при превышении температуры допустимых значений. В результате, при работе может получится перегрев,, при котором моторы осей будут продолжать работать и двигать головку экструдера, в то время как движок самого экструдера выключится. Эту проблему можно решить простым выключением принтера, чтобы он остыл. Дополнительным решением может стать установка вентиляторов.
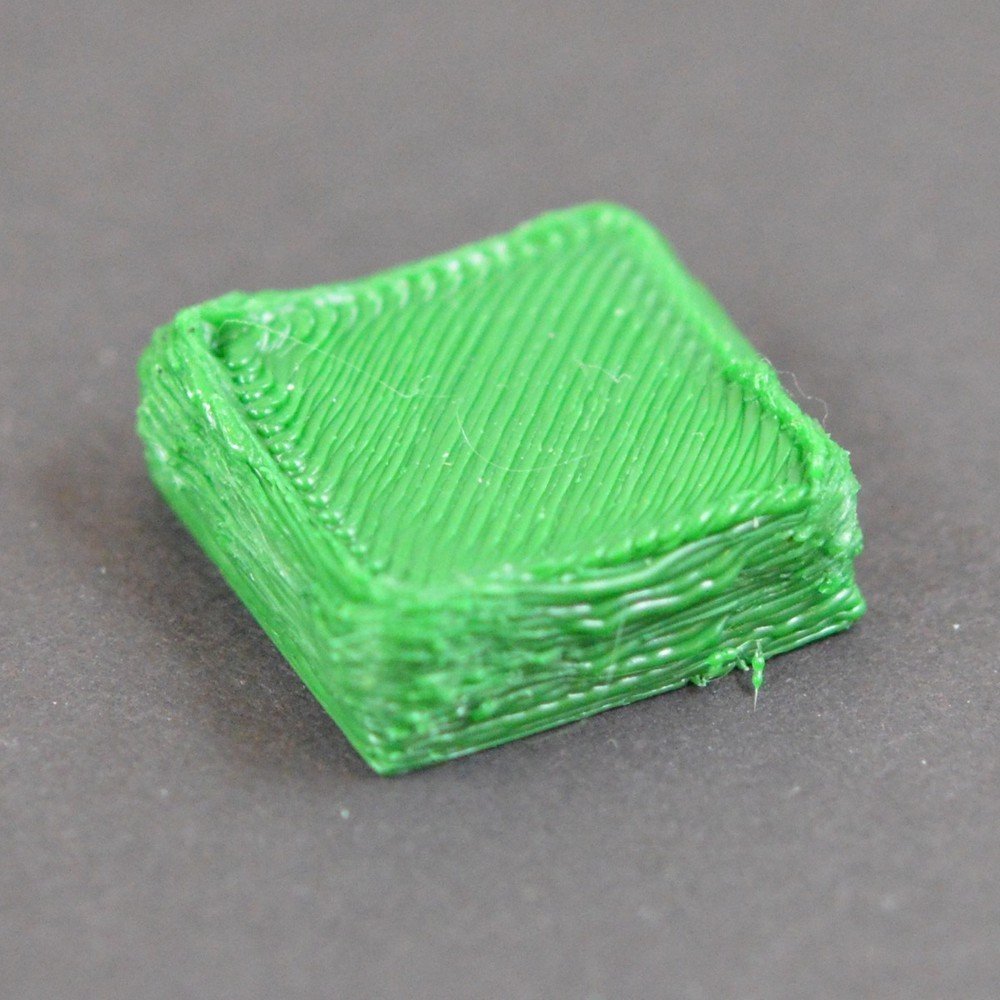
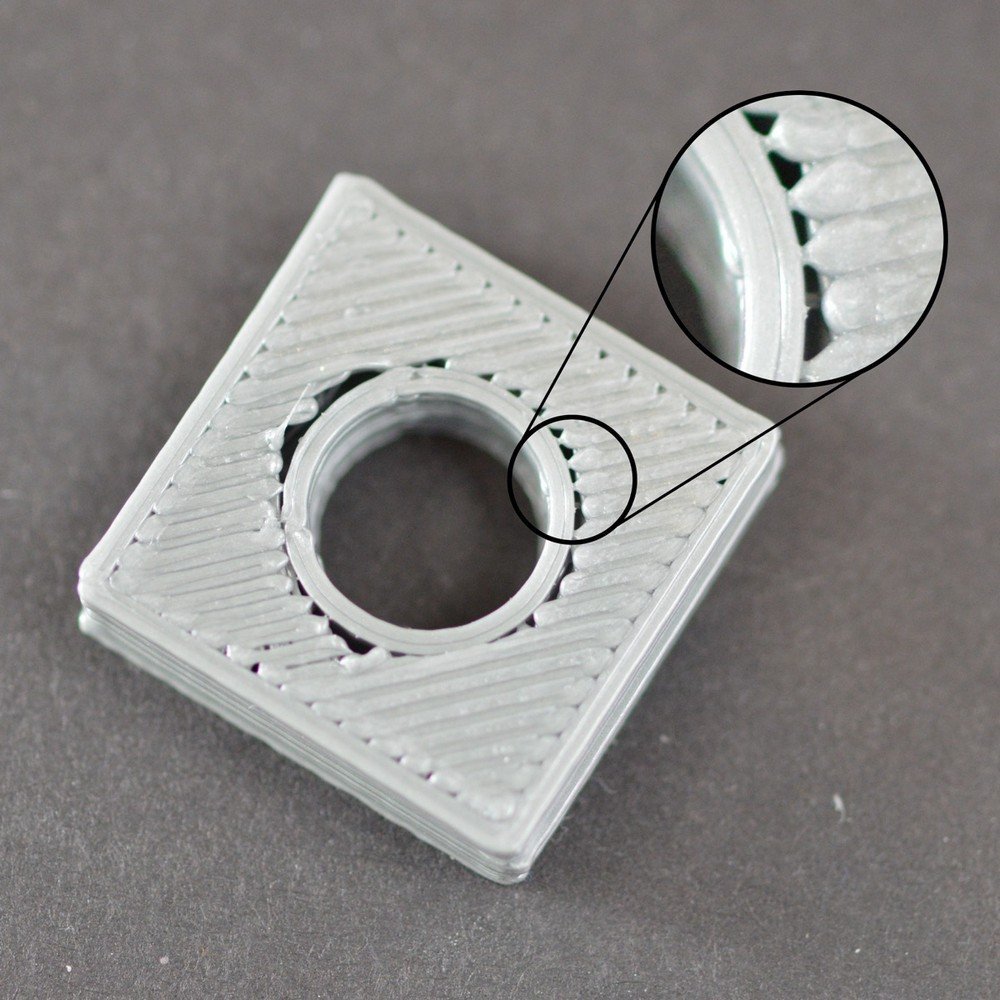
Проблема: плохое качество заполнения, рыхлость
Качество заполнения модели крайне важно для качества всего изделия. Хорошее качество заполнения гарантирует высокую прочность модели и ее другие необходимые пользователю характеристики. Заполнение позволяет укрепить внешнюю оболочку 3D-модели и поддержать плоскости, которые находятся вверху. Чтобы добиться этого нужно разобраться в настройках.
Внесите изменения в шаблоны заполнения
Первым делом необходимо выяснить параметры шаблона заполнения, ведь именно с ним придется работать. Для этого нужно разобраться в параметре Internal Fill Pattern. Иногда они могут сохранять прочность, а иногда - нет. Среди прочных можно отметить Grid, Triangular и Solid Honeycomb, то есть "Решетка", "Треугольники", "Сплошные соты". Среди шаблонов также имеются менее прочные, но более "скоростные": Rectilinear или Fast Honeycomb. Желательно знать особенности каждого шаблона.
Уменьшить скорость печати
Практика показывает, что скорость наполнения будущей модели происходит быстрее, чем скорость контура. При очень высокой скорости печати экструдер может не справиться с поставленной задачей. В таком случае пользователь вынужден будет решать проблемы недоэкструдирования "внутренностей" изделия. Наполнение будет похоже на нечто вроде паутины из-за недостаточного количества пластика, поданного экструдером. В качестве альтернативы можно порекомендовать снизить скорость печати (в меню Edit Process Settings вкладка Others). Здесь печать можно настроить по умолчанию.
Увеличить ширину экструдирования при печати заполнения
В некоторых программах есть очень полезная функция, которая способна изменить ширину экструдирования при печати наполнения. В таком случае можно сделать внешнюю оболочку одной ширины, а заполнение - другой. Перегородки внутри также можно сделать более прочными, что обеспечит модели большую надежность. Все эти настройки можно найти в меню Edit Process Settings ---> Infill. Ширина экструдирования заполнения указывается в процентах, а чтобы внутреннее заполнение стало вдвое толще внешнего, нужно указать параметр на 200%.
Проблема: наличие натеков и "прыщей" на распечатанной модели
Во время печати экструдер может постоянно останавливать работу и перемещаться по рабочему пространству. В основном, во время перемещения происходит равномерное экструдирование, но иногда экструдер может то включаться, то выключаться, что провоцирует неполадки. Детальный осмотр модели может помочь увидеть то место, с которого началась работа экструдера над конкретным участком. Эти отметки называют натеками или «прыщами». Они создают помехи для соединения деталей между собой. Решение для этой проблемы есть.
Настройки втягивания и хода накатом
При более или менее регулярном обнаружении небольших дефектов на поверхности модели, нужно внимательно осмотреть каждый из распечатанных периметров. Когда появляется дефект: в начале печати периметра или после завершения работы экструдера? В первом случае следует чуть-чуть отрегулировать втягивание. Нужно зайти в Edit Process Settings ---> Extruders и найти функцию Extra Restart Distance. Именно она определяет дистанцию втягивания пластика после прекращения работы экструдера и длину заполнения перед началом работы.
Во втором случае вероятной причиной может быть большое количество пластика перед началом печати контура. Тогда следует уменьшить длину заполнения и установить отрицательный параметр в поле Extra Restart Distance. Можно сделать пробные вещи, чтобы определиться с оптимальным результатом. Однако если дефект выявляется после завершения печати периметра, следует также проанализировать другой показатель - Coasting ("движение накатом"). Как правило, его значение выставляется под настройками втягивания (см. вкладку Extruder). С помощью этого параметра можно выключить экструдер до завершения печати периметра, что снизит давление внутри сопла. Достаточно установить 0,2-0,5 мм для решения проблемы.
Как избежать ненужного ретракта (втягивания)
Если сопло отводится назад, что указанные выше настройки будут действенными. Но лучше и даже проще не допускать такого движения печатающей головки. Другими словами, следует отрегулировать все таким образом, чтобы движение экструдера было равномерным, а его траектория не менялась на противоположную. Такое правило особенно необходимо соблюдать в отношении 3D-принтеров с экструдерами Bowden. Причина заключается в том, что они имеют слишком большое расстояние между приводом и соплом. В результате, втягивание само по себе становится проблематичным. Чтобы настроить этот параметр, нужно найти вкладку Advanced в разделе Ooze Control Behavior.
В разделе Stringing or Oozin есть возможность указать значения втягивания, которые предотвратят протекание сопла во время перемещения в пространстве. Установка галочки позволит сделать так, чтобы втягивание осуществлялось только во время перемещения по открытым пространствам. В разделе Movement Behavior есть опция, которая позволяет настроить принтер, чтобы минимизировать периметр и предотвратить втягивание вообще. Сделать это можно с помощью функции Avoid crossing outline for travel movement.
Нестанционное втягивание
В некоторых программах печати есть полезная функция - нестационарное втягивание. Ей можно воспользоваться дл регулирования работы экструдеров Bowden, так как они имеют высокое давление в соплах. После завершения работы такие экструдеры могут привести к образованию сгустков филамента.
В некоторых случаях ПО помогает решить проблему с помощью особой функции, которая позволяет филаменту втягиваться по ходу движения. Таким образом можно снизить вероятность образования сгустков. Но для того чтобы включить эту функцию нужно в начале сделать настройку некоторых параметров: в Edit Process Settings ---> Extruders включить Wipe Nozzle. Тогда принтер сможет очистить сопло после завершения печати отдельного участка модели. Кроме того, нужно указать Wipe Distance на 5 мм, а затем зайти в Advanced и включить Perform retraction during wipe movements. Тогда будет заблокировано стационарное втягивание, а принтер сможет чистить сопло на противоходе.
Выбор позиции начала 3D-печати
Если другие методы не помогли, а дефекты сохраняются, то можно самостоятельно установить допустимость натеков в определенных местах. Найти опции регулировки можно в меню Edit Process Settings в Layer. Начальную позицию печати можно выбрать таким образом, чтобы получить оптимальную скорость. Выбрать можно как случайную точку, так и определенную позицию. Например, при печати статуэтки можно назначить принтеру начало печати только с тыльной стороны. В этом случае на лицевой стороне ничего не будет видно. Чтобы так сделать, нужно включить опцию Choose start point that is closed to specific location и указать координаты точки, около которой должна начинаться печать.
Проблема: образование щелей между наполнением и контуром
Любой слой изготавливаемой детали состоит из внешнего каркаса и наполнения. Периметр любого слоя обязательно должен следовать контуру модели. Все остальное является наполнением, которое создается внутри параметра. Как правило, наполнение образуется по шаблону с помощью возвратно-поступательных движений. Оно обычно создается на достаточно большой скорости.
Для печати же контура обычно служат другие шаблоны. Поэтому нужно следить за тем, чтобы части модели - наполнение и контур - хорошо сцеплялись между собой. Если вдруг на модели начали появляться щели по краям наполнения, попробуйте поискать причину:
Контур перекрывается недостаточно
Если это происходит, то нужно воспользоваться опцией, которая позволяет отрегулировать прочность "сцепления" контура и наполнения. Эта опция - Outline overlap - позволяет определить количество наполнения, которое будет наложено на периметр. Для регулировки нужно зайти в Edit Process Settings ---> Infill, где указать процент от ширины экструдирования. При параметре 20% перекрытия контура, программа заставит принтер сделать наполнение на 20% перекрывающее внутреннюю часть периметра.
Печать производится на большой скорости
Скорость наполнения модели, как правило, выше, чем скорость изготовления контура. Если скорость печати лишком высокая, то наполнение и контур могут не успеть "сцепиться". Если попытка увеличить перекрытие контура оказалась бесполезной, и щели не исчезли, то нужно отрегулировать скорость печати. Для этого нужно зайти в меню Edit Process Settings ---> Other и настроить Default Printing Speed.
Проблема: наличие загибающихся или неровных углов
Однажды вы можете заметить процесс загибания модели. Это означает, что проблема коренится в перегреве. В таких случаях выдавливание пластика происходит при очень высокой температуре. Он не застывает в нужные сроки и меняет форму. Для решения проблемы нужно настроить принтер таким образом, чтобы остужение слоев происходило в нужные сроки.
Проблема: появление царапин на верхней поверхности
Послойное построение объекта в определенные промежутки времени в 3D-печати является ее важным преимуществом. Высокая скорость печати сочетается с равномерным движением сопла над всей платформой. Но время от времени сопло может задевать последний слой и спровоцировать образование царапин. Есть несколько причин такой проблемы.
Слишком много экструдируемого пластика
Сначала следует проверить, не много ли экструдируется пластика. Если его много, то слои получаются толще, чем нужно. Тогда сопло будет задевать их.
Вертикальный подъем (Z-hop)
Если же количество пластика достаточное, а царапины все равно есть, то следует проверить настройку “вертикальный подъем”. Она регулирует высоту сопла над только что распечатанным слоем до перемещения. Сопло опускается снова при подходе к новым координатам. Регулировка позволит прекратить образование царапин. Настройку можно сделать в Edit Process Settings ---> Extruder. Нужно включить втягивание и установить нужное значение на retraction Vertical Lift.
Проблема: наличие дыр и щелей между углами слоев
Как известно, нижележащий слой при печати выступает в качестве фундамента для последующего слоя. Решить проблему прочности можно регулированием экструдируемого пластика. Так можно соблюсти баланс между прочностью основания и расходом материала.
Хрупкое основание обычно вызывает дыры и щели между слоями. Это часто видно на углах при изменении размера изделия. Для беспроблемного перехода на более мелкий элемент нужно, чтобы была прочная опора. Какие же причины могут вызвать непрочность основания?
Недостаточно периметров
В этом случае можно добавить к изготавливаемому контуру еще периметры, что приведет к укреплению фундамента. Важную роль играет степень толщины стенок, так как у модели, как правило, полое наполнение. Этот параметр можно отрегулировать в Edit Process Settings ---> Layer. Можно отпечатать еще больше периметров, если прежнее количество не помогло.
Верхние слои недостаточно сплошные
Другая причина может заключаться в недостаточной плотности слоев. Они не получаются достаточно сплошными. Чем тоньше потолок, тем меньше он служит опорой для верхнего слоя. Исправить это можно в Edit Process Settings ---> Layer.
Низкий процент заполнения
Процент заполнения можно проконтролировать в Edit Process Settings ---> Infill. Наполнения должно хватать, так как верхний слой накладывается над наполнением.
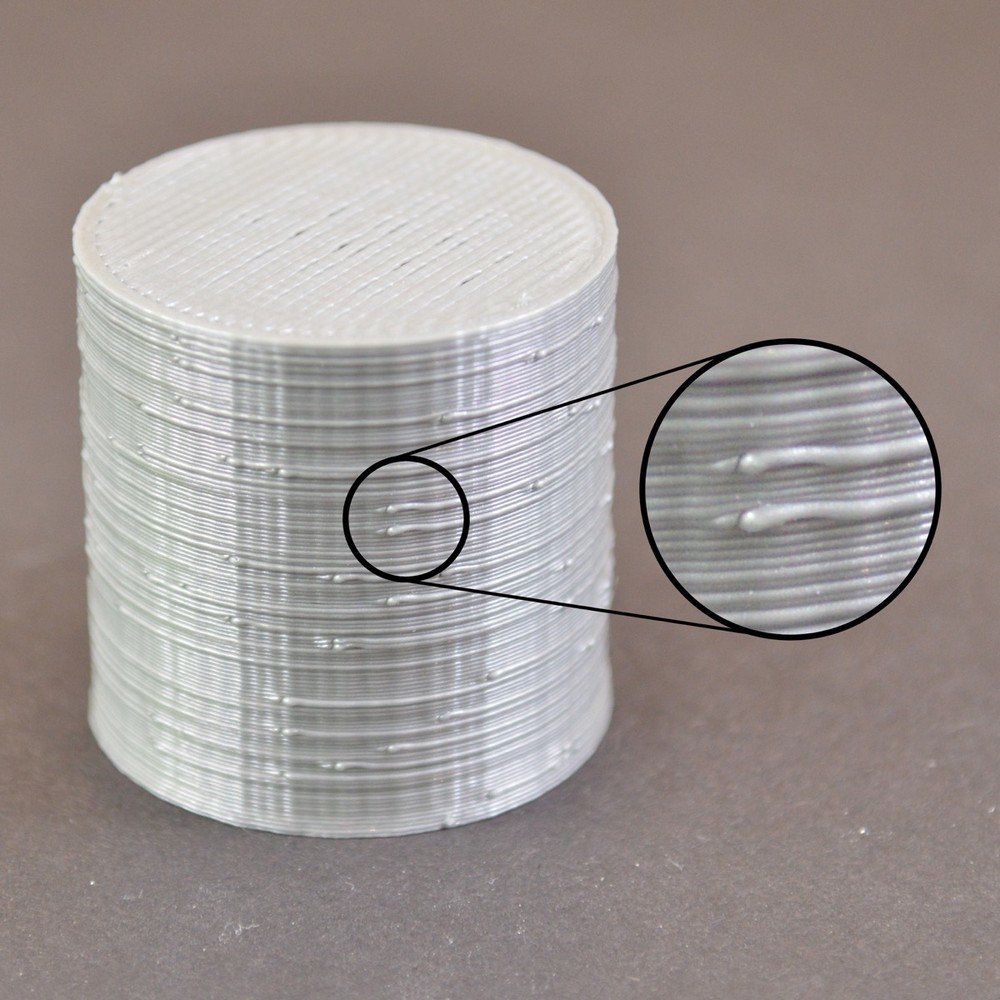
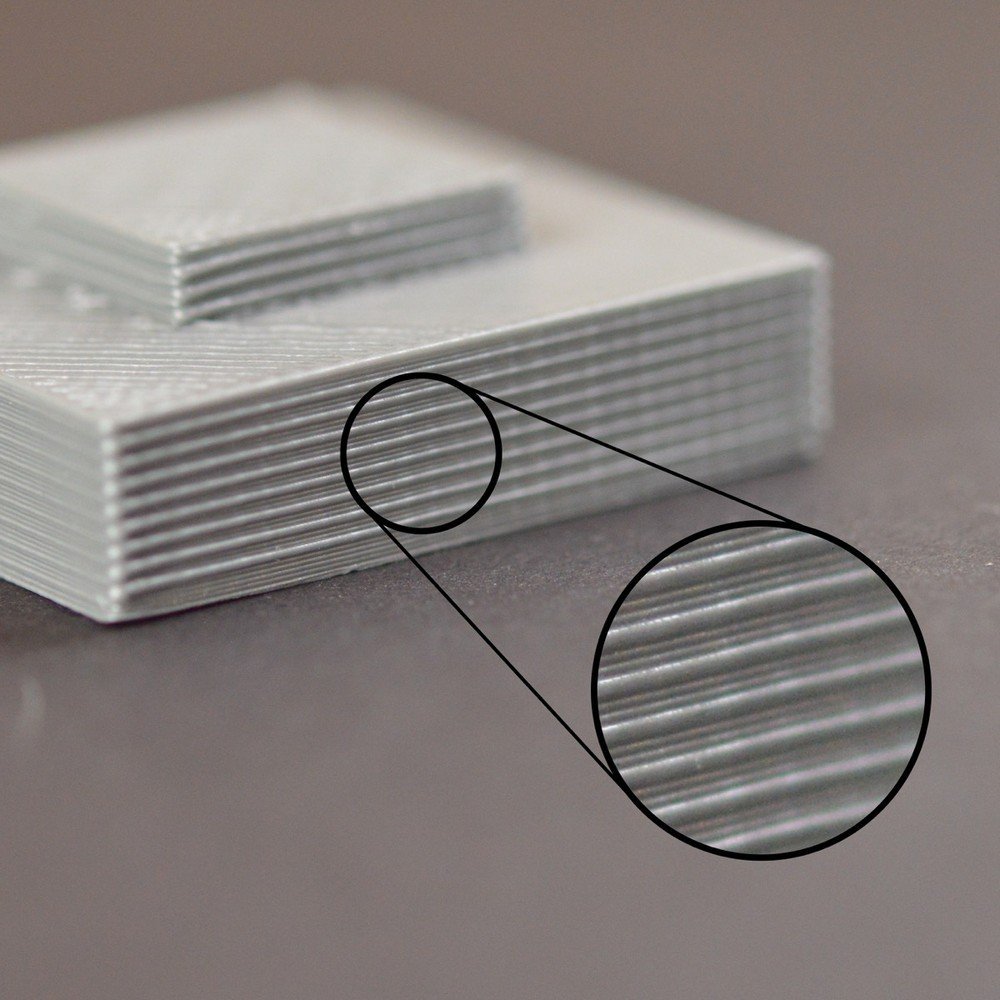
Проблема: наблюдается перегрев во время работы 3D-принтера
Множество отдельных слоев образуют боковые поверхности модели. При нормальной работе принтера поверхность изделия будет гладкой, но если возникли какие-либо проблемы, то внешняя поверхность перестает быть гладкой, и на ней появляются борозды или линии.
Неравномерное экструдирование
Качество филамента часто бывает основной причиной. Колебания диаметра пластика в пределах 5% уже достаточно для того, чтобы в ширине экструдируемого пластика произошли изменения. В итоге, толщина некоторых слоев будет больше, что станет видно на боковой поверхности. Равномерная печать требует качественного пластика.
Колебания температуры
У многих принтеров регулировка температуры осуществляется с помощью PID-контроллера. Неправильная настройка этого элемента приводит к циклическим изменениям температуры. Этот фактор вызывает “волны” на боках модели. Если были замечены колебания температуры более чем на 2 градуса, то придется откалибровать контроллер.
Механические проблемы
Необходимо разобраться в причинах неполадок, если прежние попытки устранить их оказались бесполезными. Одной из вероятных причин можут быть наличие какой-либо механической проблемы. Например, следует проверить положение платформы, так как этот фактор оказывает влияние на на качество слоев. Если оборудование поместили на неустойчивую платформу, то возникающая от этого вибрация обычно приводит к утолщению некоторых слоев.
Рекомендуемые товары




-
25 декабря 2022Рабочая поверхность деформировалась, на ней появились вмятины и царапины, новой в интернете не продаётся нигде, что делать?
-
03 марта 2022Подложка слишком сильно прилипает к модели, в чем может быто причина?
-
18 августа 2022Слишком много подаётся пластик или нужно проверить настройки поддержек в слайсере
-
-
19 декабря 2021Спасибо! Мне как начинающему очень полезен такой материал.
-
03 июня 2021Отличная статья. Описано много проблем с которыми можно столкнуться при печати. Я нашел пару ответов на свои вопросы




Оставить комментарий