










Фотополимер Оранж Флоур Стандарт – это довольно качественная смола для 3D-печати, используемая в качестве расходника в принтеры RussianDLP и StarLight3D. Компания 3DSLA, выпускающая упомянутые выше 3D-принтеры и фотополимер, зарекомендовала себя в качестве конкурентоспособного отечественного производителя способного тягаться с зарубежными гигантами данной отрасли.
Мы не станем ни ругать, ни расхваливать данный товар, оставляя возможность решения о его качестве на суд своих покупателей. А чтобы вам было легче судить, ниже мы изложим голые факты касательно технических характеристик данной смолы.
- По заверениям производителя (который всегда откровенен со своими клиентами), диапазон полимеризации Оранж Флоура начинается от 7,5 секунд при слое печати в 25 микрон.
- Тем не менее, рекомендованное время полимеризации на принтерах, для которых предназначен данный полимер колеблется от 12-ти до 22-ти секунд, в зависимости от массивности объектов и их рельефа.
- Кроме этого, 3DSLA уверяет нас в отличных показателях адгезии с алюминиевыми поверхностями.

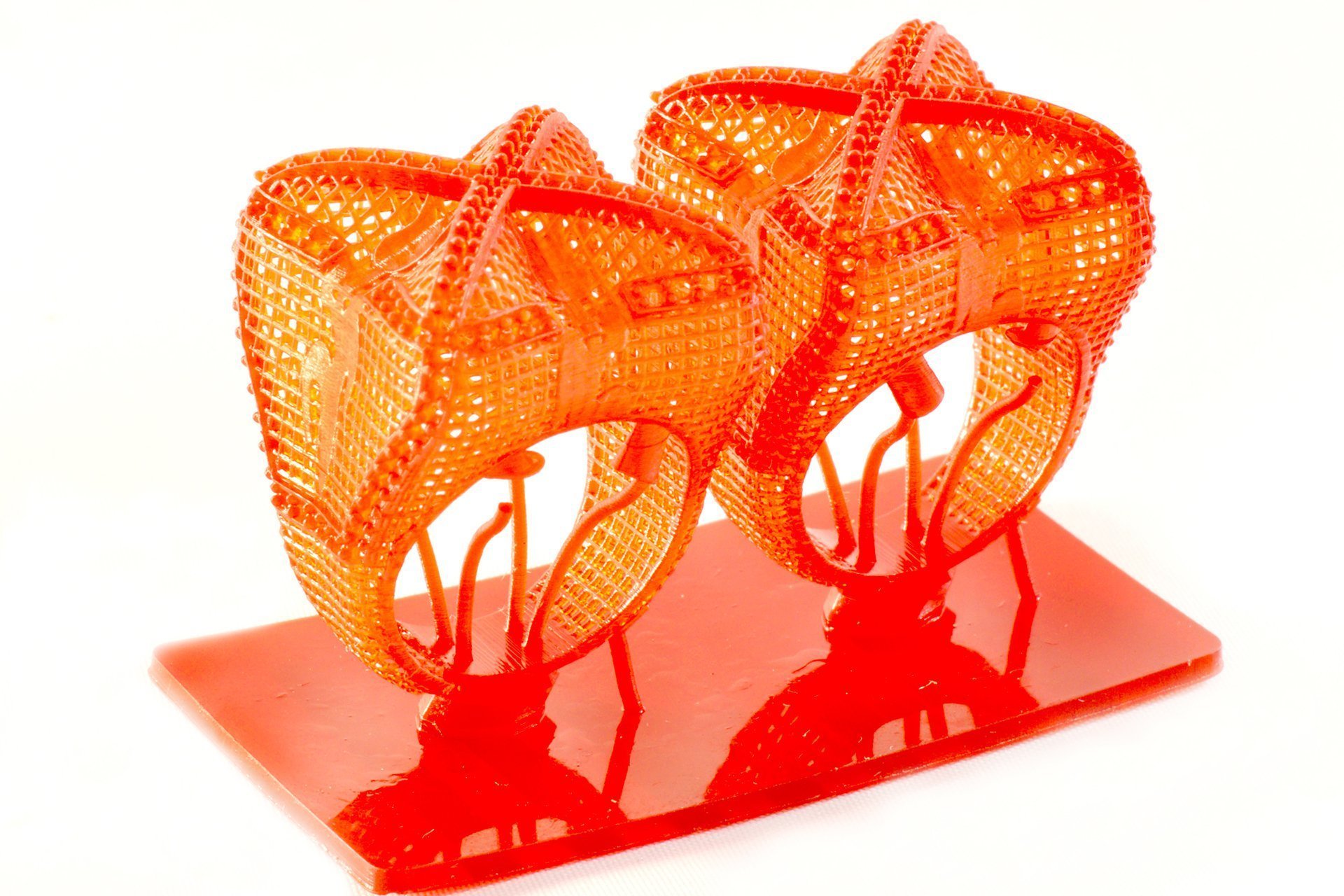
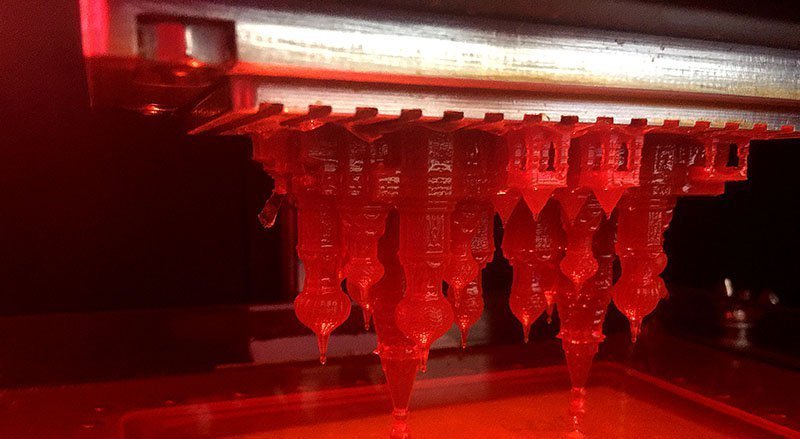
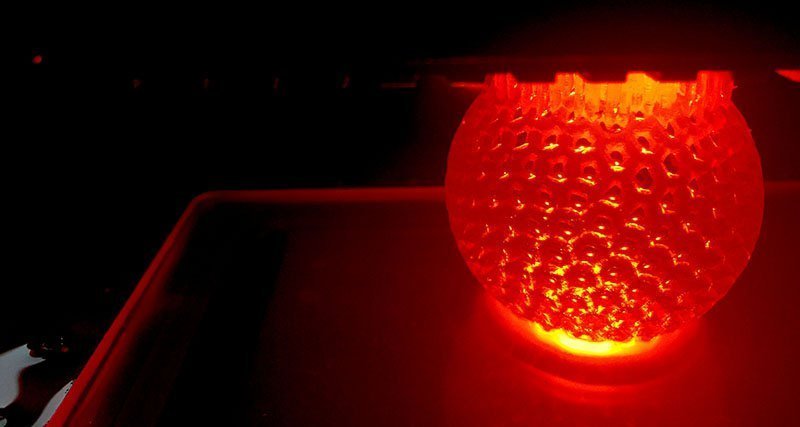
Так или иначе, когда речь идет о 3D-печати, фотографии изделий могут быть куда красноречивее, нежели горы текста. Поэтому мы предлагаем вашему вниманию фото, глядя на которые вы сами можете убедиться, что Оранж Флоур Стандарт действительно стоит своих денег.
Назначение:
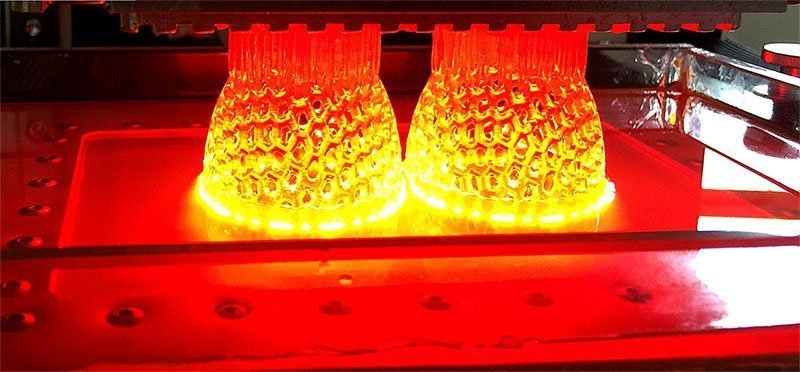
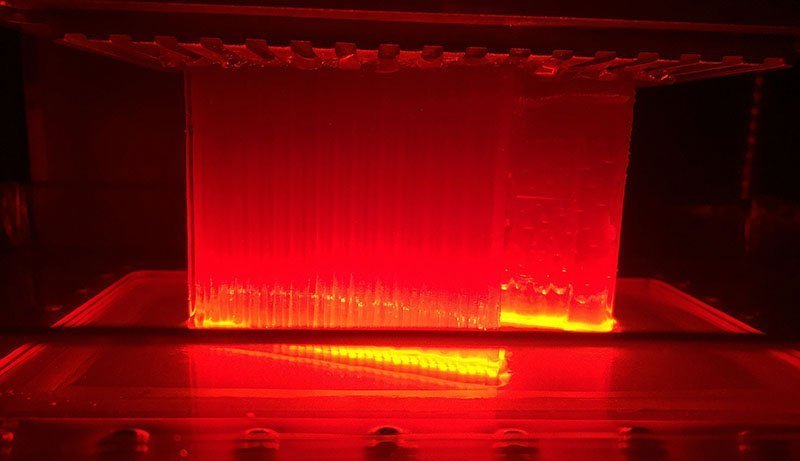
Выжигаемый фотополимер Оранж Флуор Стандарт предназначен для печати на 3D принтерах RussianDLP и Starlight3D, имеющие в своем арсенале мощный ламповый источник света.
Упаковка:
Упаковывается смола в бутыль, защищенную от света, весом 1 кг. На бутыле установлена термоусадочная пломба и одноразовая крышка.

Безопасность:
- Фотополимер Оранж Флуор используется только в профессиональных целях
- Может вызывать аллергию на коже и слизистой
- При работе используйте средства защиты для дыхательных органов, а также кожи и глаз
- Если смола попадает на кожу промойте спиртом или спиртосодержащим раствором и немедленно обратитесь к врачу
- Если смола попала в глаза или на слизистую, то тщательно промойте водой (при возможности с мылом) и обратитесь к врачу
- Не глотайте, не вдыхайте и не принимайте вовнутрь
Использование:
За 30-40 минут до применения тщательно взболтайте упаковку в течение 5-10 минут. Дайте возможность выйти воздушным пузырькам. Если смола долго хранилась, то нужно плотно закрыть упаковку и немного разогреть на водной бане при температуре 35-40 °C до взбалтывания.
3D печать:
- Диапазон полимеризация фотополимера от 7,5 на слой 25 микрон
- Среднее время полимеризации 12-22 сек на слой. Для больших объектов 12-16 сек, для тонких - 16-22
- Полимер в течение 120 секунд может полимеризуется на 0,2 - 0,4 мм вглубь
- При увеличении слоя нужно увеличить время засветки, при уменьшении - сохранять значение для 25 мкм
- Материал имеет хорошую адгезию к алюминию, благодаря чему не нужно более одного слоя рафта, что позволяет вам сэкономить материал и с легкость удалить рафт. Снимать изделие с печатного субстрата возможно без съема самого печатного субстрата, для этого нужно поместить отвертку и извлечь изделие из него.
Промывка:
- После окончания печати слить остатки полимера и снять изделие
- Промывать изделие лучше в спирте
- После промывки изделие нужно поместить в ультразвуковую ванну со спиртом на 7-10 минут. Кроме того в середине цикла желательно перевернуть изделие, предварительно отключив ванну (по соображениям здоровья)
- После этого изделие необходимо продуть феном для того, чтобы избавиться от запаха спирта
- Возможна промывка изделия зубной щеткой в воде с использованием моющего средства. Далее поместите изделие в спирт на 5 минут
- Изделие может разбухнуть и поменять цвет по окончании промывки спиртом, после того как сушка будет завершена - цвет и форма вернутся в свои первоначальные значения.
Сушка (постполимеризация):
- Не забывайте делать постполимеризацию, это один из важнейших моментов получения качественного изделия
- После промывки и сушки необходимо положить изделие в ультрафиолетовую камеру 3D принтера на 1-2 часа
- После того как ультрафиолетовая сушка завершена необходимо запаковать в герметичный контейнер изделие, для этого также подойдет зип-пакет. Рекомендуется вместе с изделием положить рядом силикагель. Изделие впитывает влагу из атмосферы, а несколько часов, проведенных на воздухе, может привести к ухудшению выжигаемости.
Литье:
Не забывайте переворачивать опоку. Полимер ведет себя несколько иначе нежели обычный ювелирный воск. Для качественного выжигания необходимо, чтобы ничто не могло мешать процессу выхода пламени из опоки. При достаточно свободном выжиге будет оставаться минимальное количество золы.
Вариант №1:
- Заливайте опоку вместе с изделием.
- Устанавливаем опоку дыркой вниз и поднимаем температуру до 260 - 280 °C - режим плавки. Данная температура разрушает молекулярные связи полимера, а сам полимер плавится и вытекает из опоки. Рекомендуем деражть данную температуру до 4 часов
- Осуществялем переворачивание опоки дыркой вверх и производим выжигание остатков полимера. Делаем это подняв температуру до максимальной для формомассы, но не менее 750 °C и продолжаем держать в таком состоянии 2-5 часов. Если опоку не переворачивать, то может образоваться сажа, поскольку выгорание произойдет не полностью.
- Опускаем температуру до температуры литья
Вариант №2:
- Осуществляем заливку опоки с изделием в высокотемпературную формомассу
- Держим опоку при температуре 150 °C для сушки
- Устанавливаем опоку дыркой вниз и быстро (10-15 °C в мин) повышаем температуру до 950 °C
- Делаем переворот опоки дыркой вверх и выжигаем остатки полимера. Выдерживаем температуру 950 °C дополнительно 20-40 минут
- Снижаем температуру до температуры литья
Обнаруженные особенности
- Полимеризация проходит с незначительным увеличением размеров.
- Качество выжигания зависит от размера используемых литников. При использовании более толстых литников зольность уменьшается.





аналогичное оборудование










