

PICASO 3D на Top 3D Expo 2018 - новый 3D-принтер, новые материалы

Выступление Андрея Исупова, главы PICASO 3D, на Top 3D Expo 2018 — новые продукты компании.
Новости
Для начала, я бы хотел чуть-чуть поделиться важными для нас новостями и рассказать о том, что произошло с предыдущей выставки Top 3D Expo.
Запуск в серию X PRO: серийное производство стартовало во второй половине сентября прошлого года. С момента старта отгрузок, более 500 Х PRO уже нашли своих пользователей. Мы считаем, что это очень хороший показатель для оборудования такого ценового диапазона и продаж только в пределах России. Мы полностью переоборудовали свой внутренний парк на X PRO и начали формировать свою собственную 3D-ферму. Это очень интересный опыт, ведь мы получаем максимально быструю обратную связь по оборудованию и формируем из собственной 3D-фермы готовый для масштабирования продукт.
Новые материалы: мы закончили разработку инженерных материалов собственной линейки Ultran и скоро запустим ее в широкую продажу. Это очень интересный материал, но об этом мы поговорим чуть позже. Далее — подробнее.
Платформа Х

Я много раз рассказывал про X PRO и часто упоминал про то, что это не просто принтер, это платформа. Это именно та платформа, которая заслуживает того, чтобы ее масштабировать. Что именно я подразумеваю под платформой?
Платформа Х - это наши технологии и технологические решения, которые управляются мощной электроникой собственной разработки. Это технология JetSwitch, это система калибровки стола, это система автоматической калибровки высоты между соплами, это системы контроля за подачей пластика, это система профилей, сетевая работа и так далее.
Все это формирует одну единую систему взаимодействия, а объединение этого в едином интерфейсе Polygon X предоставляет вам совершенно новый опыт использования 3D-принтеров. Это именно экосистема между продуктами.
И следующий продукт из линейки Х уже готов к запуску.
Designer X
Это новый Designer X. Стартовая модель нашей новой линейки. Основная идея продукта — сделать новый уровень качества и новые технологии доступными. Это односопельное решение для профессионального применения и создания собственных 3D-ферм.
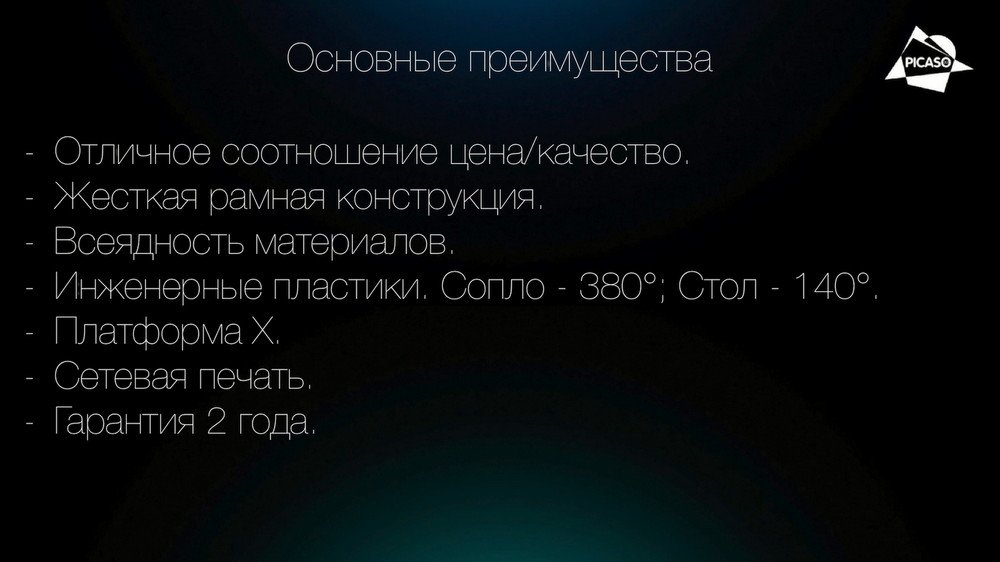
- Идеальное соотношение цена/качество.
- Всеядность материалов. Конструкционные пластики.
- 380 градусов сопло, 140 градусов стол.
- Жесткая рамная конструкция. ХУ - валы, Z - швп.
- Новая магнитная фиксация стекла. X PRO система.
- Платформа Х. Система профилей. Система оповещения. Системы контроля.
- Сетевой режим, объединение устройств в Polygon X.
- Гарантия 2 года.
Стабильность

Встроенные системы контроля подачи пластика позволяют устройству определять окончание или облом пластика, засоры сопла и проскальзывание нити. В случае засора, принтер автоматически уезжает на прочистку, пытается прочистить сопло и в случае успеха печать продолжается, а в случае неудачи печать становится на паузу и пользователь получает оповещение и не тратит дорогостоящий материал впустую, не теряет результат печати.
Система оповещений
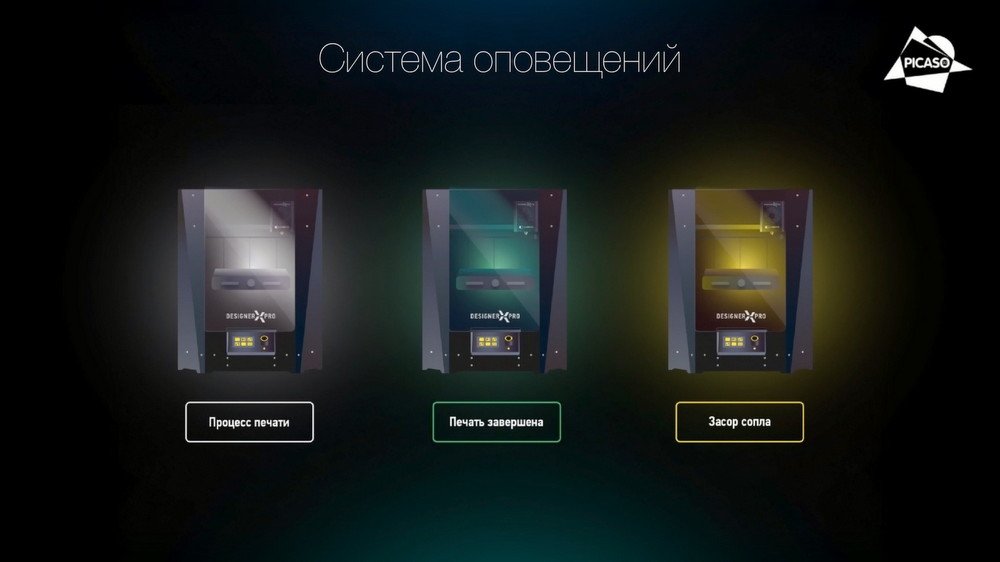
Если в системе обнаруживаются ошибки или сложности, она может оповестить пользователя несколькими способами, такими как цветовая индикация, оповещение в Polygon X или сообщение по электронной почте. В любом случае, вы всегда будете в курсе того, что происходит с вашим принтером.
Система профилей

Я бы хотел рассказать побольше о системе профилей. Знаете, внутри нашей команды, на первом этапе, сильно разнились мнения относительно этого решения. Часть команды фанатично верила в это решение, в то, что оно сделает работу с принтером комфортнее, а другая часть команды отнеслась к решению скептически.
В результате же, когда весь функционал системы был завершен, в восторге были все. Это действительно классно, когда ты подготавливаешь профили задание и в процессе работы уже не думаешь ни о чем, связанном с материалами. Тебе нужно лишь построить геометрию и выбрать материал при запуске, а остальное принтер сделает сам.

Система работает так: профили создаются непосредственно в Polygon X. Для этого есть специальная функция — менеджер профилей. Вы создаете профиль, экспортируете его на флешку и импортируете с флешки на принтер. Или, если вы используете сетевую работу, можно загрузить нужный профиль в принтер не вставая со своего рабочего места. Просто перенесите его на иконку нужного вам принтера.
Сам менеджер выглядит так.
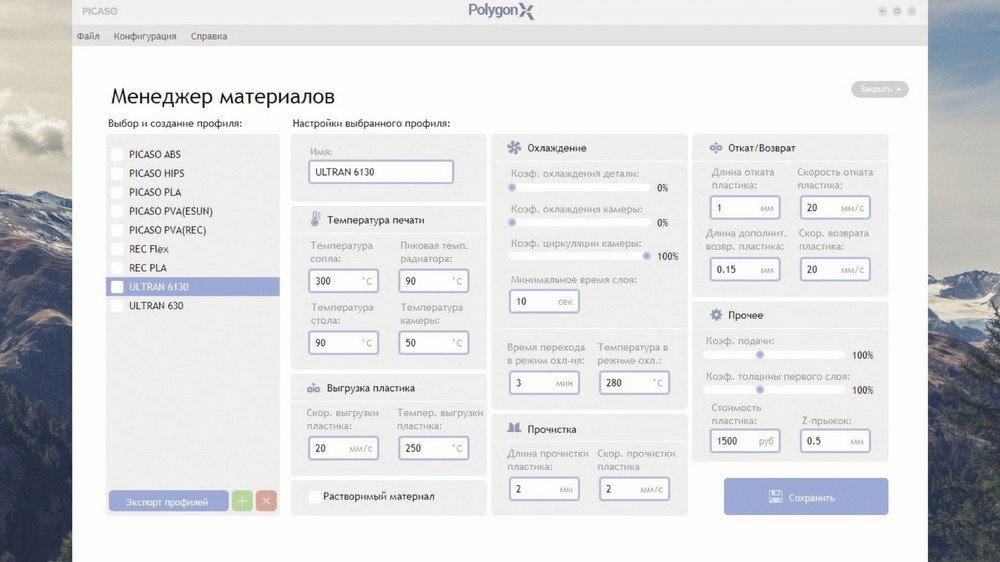
В профиле перечислены все настройки, которые относятся к материалу, принтер может их менять динамически, во время печати.
Грубо говоря, печатаете вы ABS с поддержками из HIPS, с маленьким ретрактом и высокими температурами, но тут вам захотелось напечатать ту же модель из REC Flex. Ретракт там выше и температуры ниже, а в качестве поддержки используется PVA. Материалы совсем разные, с разными настройками. Для этого вам не нужно переделывать задание. Вам нужно лишь поменять материалы, при заправке указать нужные профили материалов и все, принтер их запомнит и будет использовать их значения в процессе последующих печатей. Температуры, ретракт, минимальное время слоя, подача, охлаждение и прочее — все переключается автоматически.
Но вся эта система не будет полноценна без готовой базы профилей. Сейчас ведутся плотные работы по подготовке профилей для материалов сторонних производителей.
Как многие уже знают, мы достаточно тесно сотрудничаем с компанией REC. У них очень интересная и широкая линейка материалов, именно их линейку мы взяли в качестве пилотной для создания профилей. Надеюсь, что в ближайший месяц мы сможем завершить испытания всех материалов до конца, подготовить профили и приступить к поддержке Filamentarno.
Сетевой режим

Сколько раз в день вам приходится вытаскивать из компьютера флешку, сколько раз в день вы записываете задание на принтер? Когда мы запускали X PRO, я очень много времени проводил в его тестировании. У меня стояло около 10 принтеров, с которыми я работал. Поверьте мне: запустить 10 принтеров, с записью каждого задания на печать на флешку, занимает уйму времени. И основные потери времени тут — беготня с флешкой в руке. Тогда это было сущим адом. Сетевой режим, к сожалению, был доступен не сразу. И я прочувствовал всю эту боль :)
Сейчас, когда мы тестируем сетевой режим работы принтера, запуск всех этих принтеров превращается в выбор файла, уже лежащего на флешке, и протирание стола тряпкой с клеем. Это очень удобно, давайте посмотрим как это работает.
Polygon Network
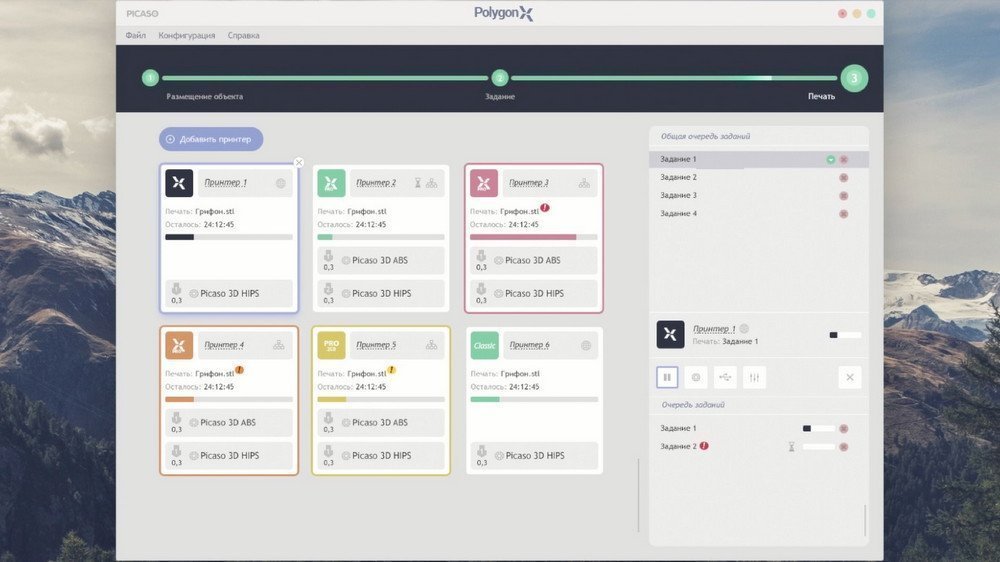
На одной канве вы видите все доступное вам оборудование. Вы видите состояние всех своих устройств и чем они заняты. Какие там установлены материалы и какие у вас установлены сопла. У вас есть общая очередь заданий. Это некий контейнер, который содержит в себе все последние подготовленные задания. Кликнув по любому из принтеров, вы увидите очередь заданий, которые находятся на флешке выбранного принтера. Обычным перетаскиванием вы запускаете пересылку файла на принтер. Таким образом, все 10 заданий можно распределить за пару секунд. Пока они загружаются на принтеры, можно пойти и подготовить аппараты к печати.
Polygon X
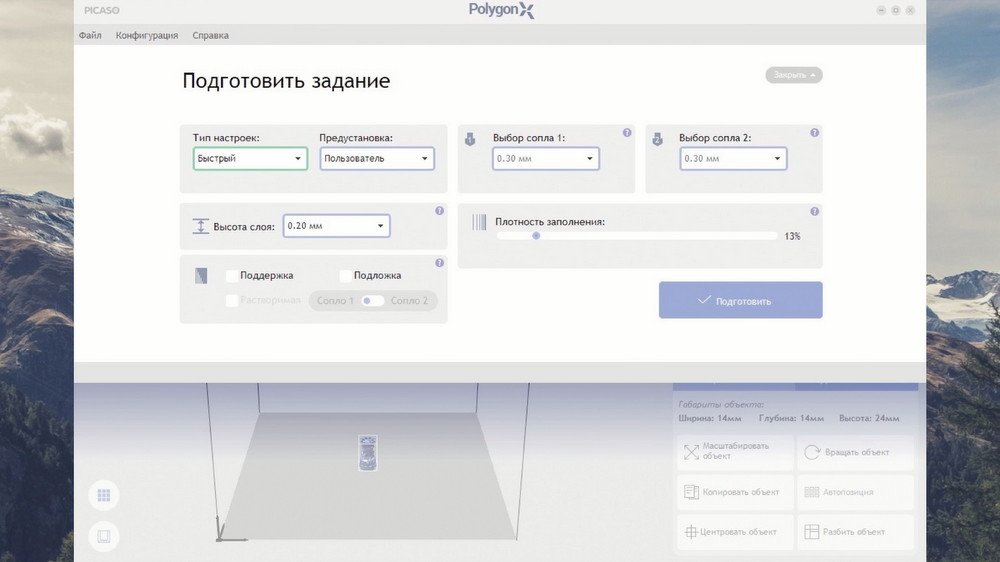
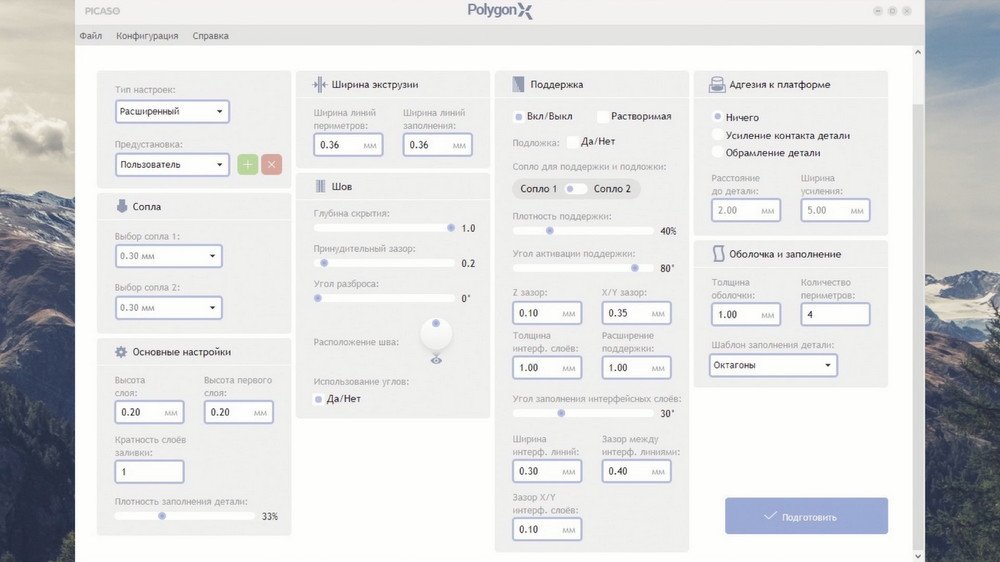
Это не просто генератор заданий — теперь это система распределения заданий между принтерами в сети, дающая возможность расширенной подготовки задания, предназначенная для профессиональных пользователей. Также предусмотрена возможность печати с заранее заготовленными паузами, для размещения закладных элементов, ну и, конечно же, создания качественных растворимых поддержек.
Если вы не хотите тратить время и разбираться в большом количестве параметров, но хотите получить качественный результат, то можете использовать быстрый режим подготовки заданий.
Грядущие обновления

Мы часто получали запросы от пользователей по поводу использования Polygon X на наших предыдущих поколениях продуктов. На первом этапе это было невозможно, т.к. платформа Х использует заранее настроенные команды, которые частично отличаются от стандартных решений на других 3D-принтерах. Несомненно, его можно переключить в стандартный режим работы, но тогда он потеряет большую часть нового и «вкусного» функционала.
Отладив стандартный функционал X PRO, мы занялись подготовкой поддержки Polygon X для Designer и Designer PRO 250. Новая версия готова и проходит тестирование внутри нашей команды.
Фокус: инженерные материалы

В последнее время мы сильно ударились в тугоплавкие материалы. Тому есть причина: мы видим в этом огромные перспективы. Возможность эксплуатации изготовленных прототипов при высоких и низких температурах или использования их в качестве высоконагруженных элементов открывает совершенно новые границы применения, уже не как прототипа, а как функционального объекта, сразу после печати.
До недавнего времени персональные 3D-принтеры ограничивались применением небольшого числа материалов, таких как PLA, ABS и схожих с ними пластиков. Остальные материалы имели много ограничений или были вовсе не доступны. Это сильно ударило по репутации персональной 3D-печати и для многих 3D-печать стала больше забавой, чем бизнес-решением.
Но сейчас на рынке появляется все больше и больше интересных пластиков с различными нишевыми характеристиками. Мы выбрали свое направление и разработали собственную линейку конструкционных материалов. Сама разработка и тестирование длились больше года, на различных итерациях мы возили новые материалы с собой на выставки и теперь готовы официально анонсировать:
Ultran 630 и Ultran 6130

Ultran – инженерный термопластик, который имеет одни из самых высоких прочностных характеристик из всей линейки FDM-материалов. За основу взят конструкционный материал Полиамид 6 наполненный короткими углеродными волокнами. Массовое содержание углеродных волокон в компаунде — до 30%. Благодаря этому, данный материал найдет свое применение в производстве функциональных прототипов, небольших партий изделий, прочной и легкой оснастки. Данный материал отлично сочетается с водорастворимой поддержкой из PVA, вследствие чего доступна возможность печати деталей высокой сложности и практически любой геометрии.

Основные преимущества Ultran

Основные особенности
Данный материал обладает гигроскопичностью. Для достижения качественной печати требуется просушка. Сушить материал необходимо при температуре 100-110 градусов Цельсия в течение 3-6 часов. Для поддержания просушенного состояния рекомендуется хранение материала при постоянной температуре в 80 градусов. Это — стандартный техпроцесс. В случае его полного соблюдения результаты вас удивят.
Также материал сильно абразивен и требует сопла повышенной твердости для печати.
Разница между Ultran 630 и Ultran 6130
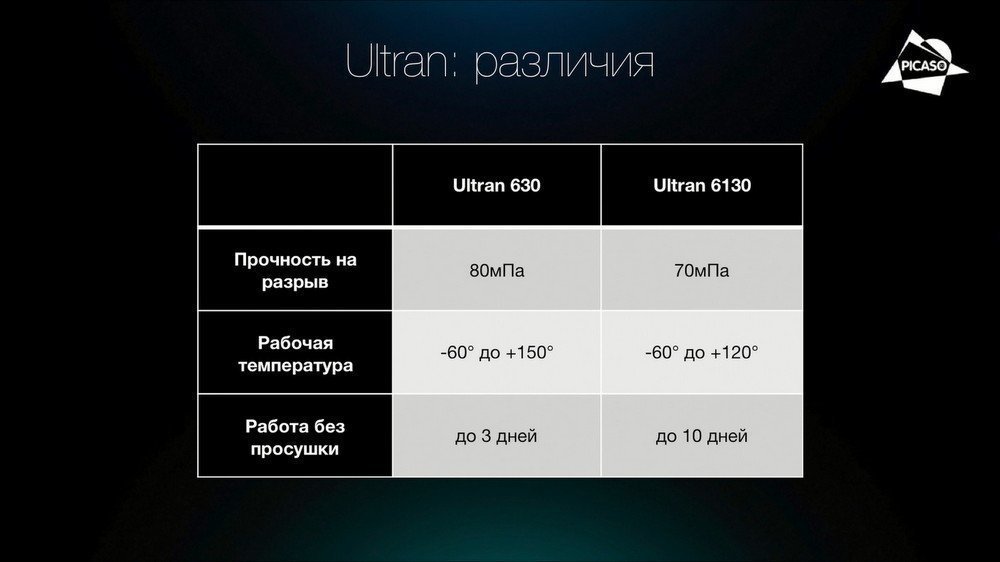
Материалы очень похожи, но имеют разный набор характеристик для разных задач.
Там, где горячо
Не буду долго рассказывать про различные истории применения, которых было много, начиная от печати протезов и заканчивая беспилотниками. Но упомяну свой собственный опыт.
Это был предсерийный этап запуска X PRO. Мы тестировали блок энкодеров, который в нашем случае соединен с направляющими каналами для пластика, концы которых уходят в радиатор и трубку термоизолятора.

Первые прототипы печатались из ABS пластика. Просто, доступно, хорошая теплостойкость, как нам на тот момент казалось. Так вот, в процессе работы, на пиковых температурах печатающей головки, которые мы, естественно, брали с запасом, ABS начинал размягчаться. Естественно, рассчитывать на такое решение было нельзя. Нам нужен был материал, который держал бы не менее 130-140 градусов.
В тот момент как раз началось тестирование первых образцов Ultran. Мы сразу принялись за испытания и материал показал себя отлично. С учетом того, что сами направляющие каналы в месте сцепления подающих шестерней очень тонкие, деталь получилась очень прочная. Мы не раздумывая заложились на этот материал. Около 20% процентов всех принтеров, которые работают у нас, постоянно печатает именно Ultran’ом.
Забегая чуть вперед
Забегая чуть вперед, скажу о том, что в этом году будет много интересных новинок от нашей компании. Мы долго готовились, но теперь нам есть, что показать. Следите за новостями.
Спасибо за внимание!
Где это все
3D-принтеры и материалы PICASO 3D, как серийные, так и готовящиеся к выходу, вы можете приобрести или предзаказать в Top 3D Shop.
Рекомендуемые товары







Оставить комментарий