

Мелкосерийное производство, доступное каждому
Многие из тех, кто пользуется 3D-принтером не раз сталкивались с необходимостью производства партии моделей в сжатые сроки и потребностью получения изделия с более прочностными характеристиками.
К сожалению, 3D-принтер далеко не всегда способен воспроизвести поставленную задачу, но он является лучшим претендентом на создание, так называемой модели-образца. В дальнейшем, на помощь в решении данного вопроса приходят материалы компании «Smooth-On», самого популярного, пожалуй, производителя материалов холодного отвержения.

В данной статье рассмотрены самые распространенные силиконы, полиуретаны и добавки. Так же коснемся процесса создания форм, нахождения им применений и, самостоятельно произведем силиконовую форму и модель.
Обзор процесса
Последовательность процесса создания изделия методом литья зачастую одинаков: создается модель, с помощью которой воспроизводиться силиконовая форма, заполняется материалом, на выходе мы получаем готовое изделие. Однако, в зависимости от сложности модели, требуемых свойств, любой из этапов может значительно меняться.
Уделим отельное внимание процессу подготовки моделей, напечатанных на 3D-принтере. Организация «Smooth-On» обращает свое внимание на данную технологию и выпустила специализированный лак «XTC-3D». Данное вещество заметно сглаживает видимые огрехи, слои.
Методы создания форм
Сплошная заливка
Данный способ является самым простым, при изготовлении. Модель помещается в специальную герметичную емкость из обычного оргстекла, пластика или другого материала, называемого опалубкой, плотно фиксируется, затем заливается силиконом. Данный способ применяется для создания простых моделей, рельефов и сувенирной и прочей продукции.
Разрезная форма

Данный метод схож с предыдущим, различие заключается лишь в том, что форма в дальнейшем разрезается, для облегчения съема. При изготовлении, модель закрепляют в подвешенном состоянии с помощью нити, проволоки или закрепляется на тонкой опоре. Такой метод отливки предназначен для создания более сложной геометрической формы технического изделия.
Двухсоставная форма
Данный способ заключается в помещении детали на глиняную или пластилиновую основу, делящую форму пополам. На основе имеются специальные замки, обеспечивающие совмещение двух форм. Вокруг собирается опалубка и герметизируется клеем или пластилином. После этого форма переворачивается, происходит очищение глины или пластилина, происходит покрытие силикона разделительным составом и заливка второй половины формы.
Метод в намазку
Данный способ изготовления является самым сложным. Его отличие от предыдущих состоит в том, что модель размещают на глиняную или пластилиновую основу, которая разделяет форму пополам.
В основании размещают специальные замки, которые в дальнейшем обеспечивают точное совмещение двух форм и исключает смещение. Вокруг основы собирают опалубку, герметизируют горячим клеем или пластилином, после чего, в нее заливается первая половина формы. После того как силикон затвердеет, форму необходимо перевернуть, остатки глины или пластилина счистить, а сам силикон покрыть специальным разделительным составом, только после этого заливают вторую половину формы.
Методы заливки пластиков
Данный метод создает так называемую «чулочную» форму и это происходит, когда силикон в точности повторяет форму объекта и имеет толщину от 3 мм до нескольких сантиметров. При создании формы «в намазку» требуется достаточно вязкий, не стекающий силикон. Для удобной работы рекомендуется использовать «тиксотропный» силикон, или обычный, но с добавлением загустителя.
Материал необходимо наносить кистью или шпателем в несколько слоев. Так же нужно чередовать вязкость и скорость отвердевания, это необходимо для того, чтобы форма была максимально детализирована и прочна. После того, как мы закончили изготовление слоев, приступаем к созданию жесткой внешней оболочки, задача которой будет заключаться в том, чтобы держать форму.

Самым простым способом заливки является обычная заливка пластика в форму, он используется для домашнего изготовления, с его помощью, достаточно просто можно достичь необходимого качества. По мере необходимости, можно использовать установку высокого давления, что само собой, подразумевает полное удаление пузырьков воздуха.
При таком процессе изготовления, форма помещается в камеру с повышенным давлением (до 4 атмосфер). Форму необходимо оставить в камере до полного затвердевания.
Опишем еще один метод, так называемая заливка «в обкатку». Его используют при создании полых изделий. В форму заливается пластик (примерно 10% от общего объема), при этом необходимо закрыть все отверстия, через которые производилось заполнение, так как далее следует вращение формы во всех плоскостях (вручную или автоматизировано). Во время вращения пластик равномерно распространяется по стенкам формы и застывает.
Обзор силиконов
Силикон серии «Mold Star» 15, 16, 30
Данный вид силикона создан на основе платины. Застывание происходит при комнатной температуре, при этом образуется прочная, гибкая и детализированная форма. Материал этой серии предназначен для литья силикона, полиуретана, смол и полиэстера. Химически чувствителен и не способен работать с латексом, серой и подобными соединениями. Цифра в названии соответствует твердости по шкале «Шор А». Сам материал является двухкомпонентным, а его части смешивают в соотношении 1:1. Предназначен для создания форм методом «сплошной заливки».
«Rebound» 25, 40
Предназначен для создания форм методом "в намазку". Он имеет высокую степень вязкости, возможность модификации свойств с помощью загустителя и ускорителя, с последующим созданием качественной многослойной формы. Двухкомпонентный, смешивается в соотношении 1:1.
Силикон серии «Equinox» 35, 38, 40
Силиконовая паста с коротким временем жизни: 1, 4 и 30 минут. Служит исключительно для ручного смешивания. Крайне прочна и долговечна в использовании. В твердом состоянии безопасна для заливки шоколада, карамели и других ингридиентов.
Силикон серии «SortaClear» 18, 37, 40
Полупрозрачный силикон. Его особенность, (оптическая прозрачность), используется в основном при создания сложных форм - силикон отлично просматривается, что позволяет сделать разрез более точным. Как и серия «Equinox», является безопасным при контакте с пищевыми продуктами.
Отметим существование специальных силиконовых добавок, обладающих самыми разными эффектами, к примеру: Accel-T и Plat-Cat являются ускорителями отверждения, Slo-jo - увеличивает время жизни силикона, Thi-Vex отвечает за увеличение вязкости силикона и позволяет наносить его на модель кистью или шпателем, Silc-Pig - концентрированные пигменты для окрашивания.
Обзор полиуретанов
Серия «Smooth-Cast»
Данная серия является основной для создания конечного изделия. Серия включает в себя около 10 наименований разных пластиков с свойствами, позволяющими выбрать необходимый именно для вашего проекта материал. В качестве примера рассмотрим «Smooth-Cast 300», обладателя короткого времени жизни в 3 минуты и временем отверждения в 10 минут, это позволяет быстро воспроизвести большие партии деталей. «Smooth-Cast 305», схож с вышеописанным образцом, различие лишь во времени жизни, оно составляет 7 минут. С увеличением времени жизни можно получить более качественное изделие, за счет дегазации смешанных компонентов. Рассмотрим «ONYX», он обладает глубоким черным цветом, достичь которого с помощью красителя нельзя. «65D ROTO» служит для создания полой модели, с помощью метода "в обкатку", незаменим для точного воспроизведения цвета, застывает без усадки и с максимальной точность копирует изделие.
Силикон серии «TASK»
Серия специального назначения. Разработана для применения в промышленности и обладает специфическими свойствами для конкретных задач.
Фильтры по сферам применения:
• Пищевые: Smooth-Sil 940, серия Sorta Clear, серия Equinox, TASK 11.
• Архитектурные, заливка бетона и других абразивных материалов: Серия VytaFlex, серия Brush-On, серия Ez-Spray, серия PMC.
• Медицинские: симуляция тканей и органов: Серия Dragon Skin, с добавками Slacker, Ecoflex 0030, Ecoflex Gel, Body Double.
• Прототипирование. Практически любые полиуретаны и силиконы, в зависимости от задач и требований. Серии Mold Max, Mold Star, Smooth-Cast, TASK.
• Спецэффекты и грим: Skin Tite, Body Double, Dragon Skin, Alja-Safe, Ecoflex, Soma Foama, Rubber Glass, Encapso K.
Необходимо отметить, что это деление условное, и не полно представляет широкий ассортимент компании Smooth-On
Обзор процесса
Рассмотрим материалы и оборудование, которое можно применить в домашних условиях. Попробуем создать самую сложную, двухсоставную форму.
Нам потребуется:
- Платиновый силикон Mold Star 30
- Заливочный полиуретан Smooth-Cast 300
- Лак для 3D-моделей XTC-3D
- Упаковка виниловых перчаток
- Одноразовые пластиковые стаканчики
- Емкость для смешивания
- Термоклеевой пистолет
- Материал для опалубки (пластиковые панели)
- Скульптурная глина
- Несколько малярных кистей
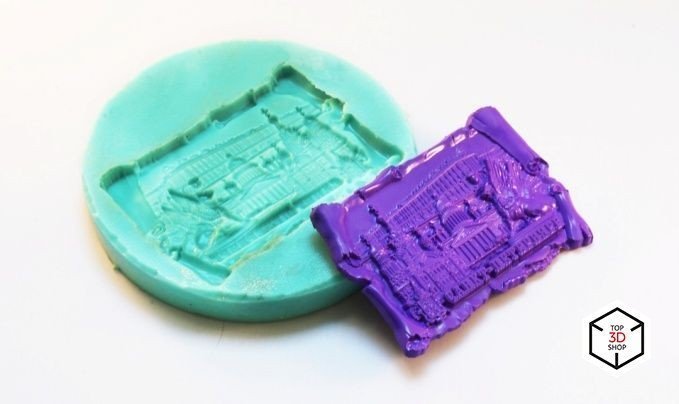
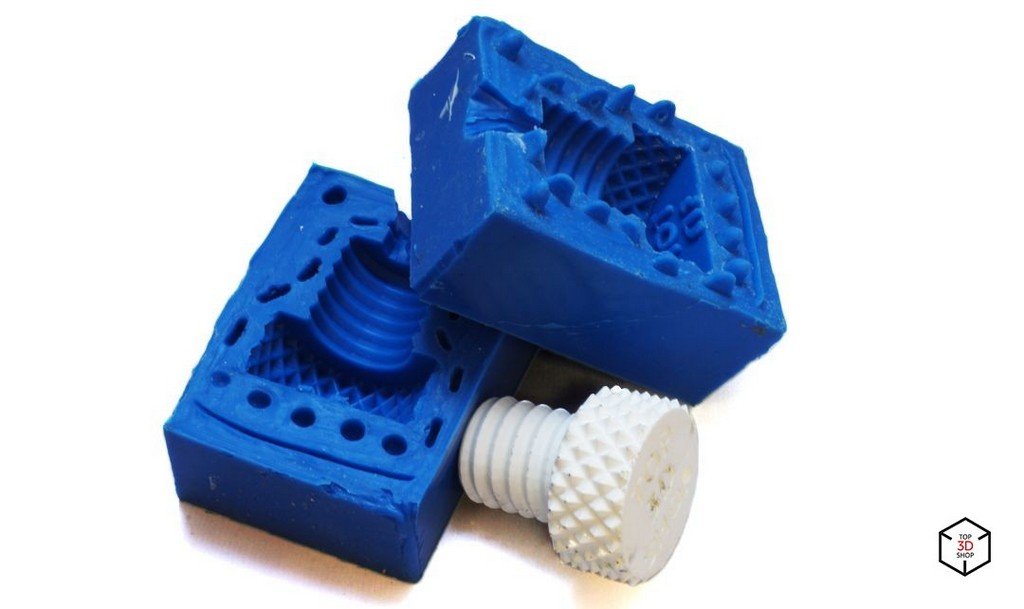
Моделью нам послужит довольно распространенное изделие – болт, напечатанный на 3D принтере.
Мы создали его черным PLA пластиком на Picaso 3D Designer с толщиной слоя в 100 микрон.

Затем делаем обработку, чтобы отлитая модель не переняла слоистость напечатанного объекта. Болт обрабатывается лаком XTC-3D, затем шкурится для получения гладкой поверхности

Наша модель готова к заливке, для этого помещаем ее на глиняную основу, погружая ее на половину так, чтобы начать процесс выравнивания глины.

Край должен быть ровным, прилегать к модели, необходимо убрать лишнюю глину, заключить модель в опалубку.

Стыки пластика необходимо обработать клеем и закрыть опалубку, делаем в ней выемки для замков.

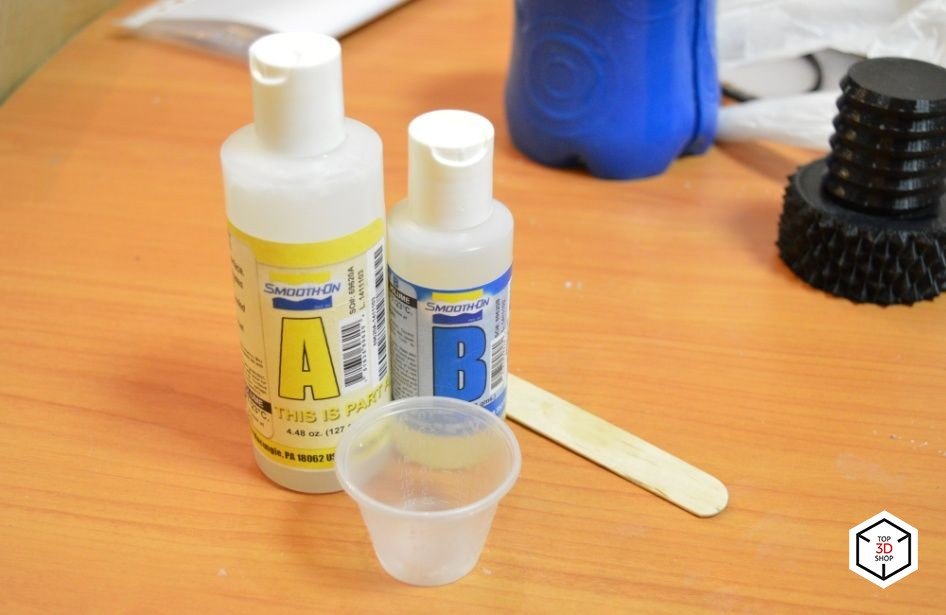
Переходим к процессу заливки силикона. Так как двухкомпонентный силикон и полиуретан склонны к разделению на фракции, перед каждым использованием следует производить тщательное перемешивание, затем отмеряем одинаковое количество двух компонентов по объему и приступаем к процессу смешивания.




К счастью, для данной марки силикона дегазация в камере не обязательна, что значительно упрощает процесс производства.

Заливаем силикон в опалубку, оставляем застыть на 6 часов, по истечению которых, освобождаем модуль от опалубки и убираем глину, очищая ее от остатков.

Теперь необходимо смазать силикон разделительным составом, при его отсутствии мы можем воспользоваться простым вазелином.
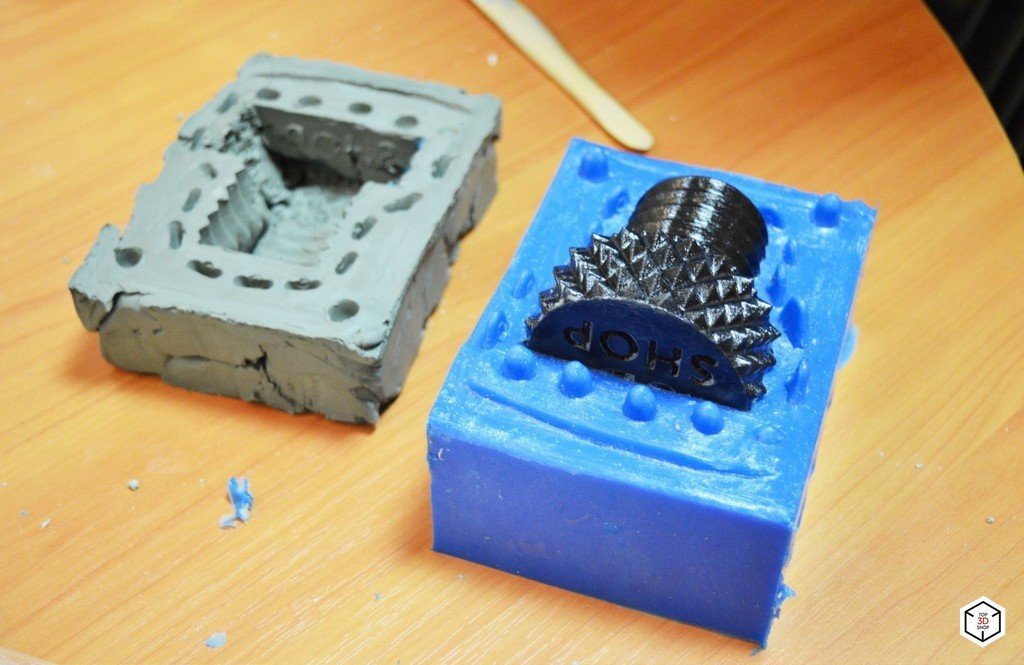
Далее повторяем процесс, заливая вторую половину формы.

Спустя шесть часов наша форма готова. Используя лезвие, необходимо аккуратно разъединить половинки, вынуть деталь.
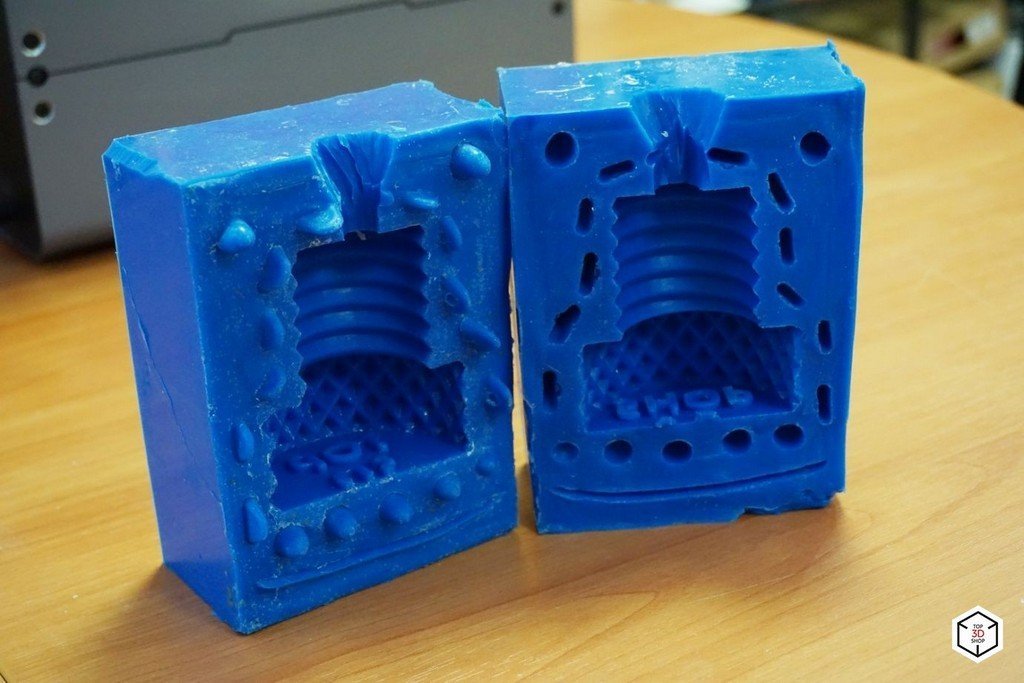
И так, теперь все готово для заливки полиуретана. Соединяем две половинки формы, элементы опалубки используем для жесткости, скрепить можно скотчем или резинками.
Необходимо перемешать оба компонента, встряхивать их на протяжении 5-10 минут, после чего дать отстояться. Далее так же как и с силиконом: отмерить равное количество по объему и смешать их. После того как вы произвели смешивание, действовать нужно быстро, так как время жизни составляет всего 3 минуты, по истечению которых произойдет схватывание пластика.
Модель готова.
Заключение
В заключение хочется отметить, что поистине большие возможности использования материала «Smooth-On» открываются в совокупности с 3D-печатью.
Теперь Вы можете получать изделия из большего количества материалов с разными свойствами, не ограничиваясь исключительно PLA и ABS. Стоить отметить, что мелкосерийное производство становится доступным: для этого необходимо распечатать 1 экземпляр и, обработав его, Вы сможете в сжатые сроки создать требуемое количество копий в домашних условиях. Для достижения отличного результата вовсе не обязательно использовать дорогостоящее оборудование.
Рекомендуемые товары






Оставить комментарий