

Обзор многоцветных и полноцветных 3D-принтеров

Содержание
Для чего нужна цветная 3D-печать

Большинство 3D-принтеров позволяют печатать только одним цветом. Этого достаточно при изготовлении инженерных прототипов или технических изделий. Но когда речь заходит о дизайне или художественном применении 3D-печати — возникает необходимость в получении цветных изделий.
Цветная 3D-печать нужна также и в технике. Благодаря ей конструкторы могут сразу оценить не только функциональные свойства разрабатываемого изделия, но и его эстетическую составляющую. Для цветной 3D-печати существует несколько технологий. Одни позволяют получить многоцветную печать в бытовых условия, другие — полноцветную в промышленных. В данной статье мы рассмотрим основные.
Печать по технологии FDM
3D-печать по технологии наплавляемой нити (FDM) получила очень широкое распространение в быту. Причиной этого является относительно низкая стоимость FDM 3D-принтеров и расходных материалов. Исходный материал, в виде пластиковой нити (филамента) подается в экструдер, в котором происходит его разогрев до температуры плавления и продавливание расплава через сопло определенного диаметра. Выходящая из сопла нить, слой за слоем, укладывается по определенному пути, образуя готовую 3D-модель.
Одноцветная
Самыми распространенными моделями FDM 3D-принтеров являются одноэкструдерные принтеры. Они достаточно дешевы и неприхотливы в эксплуатации, но обладают существенным недостатком — могут печатать только одним пластиком одновременно.
Когда у принтера один экструдер, а хочется получить многоцветную деталь,на помощь приходит многоцветная печать с ручной сменой пластика. Для печати по этой методике в слайсере (ПО для подготовки моделей к печати) в программу печати добавляются паузы, останавливающие печать, отводящие печатающую головку от детали и позволяющие поменять пластик.
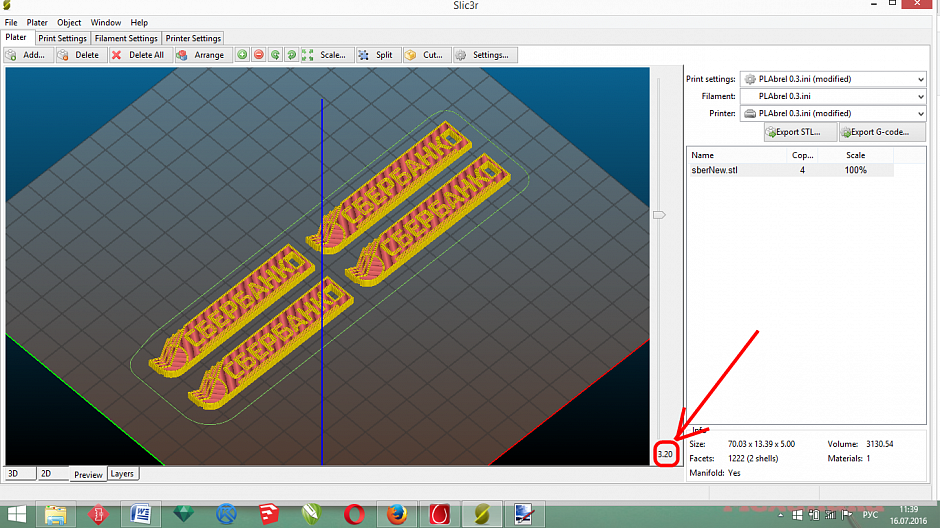
Пластик заменяется оператором в ручном режиме и печать продолжается. Можно получить разноцветные детали, в которых разные слои напечатаны разными цветами.

Подробнее о печати таким методом можно прочитать в этой статье. Данный процесс достаточно трудоемок и подходит только в том случае, если пластик надо поменять 1-2 раза в процессе 3D-печати. Если больше, то печать превращается в сплошное мучение.
Двухцветная
Самым простым решением проблемы постоянной смены пластика, при печати двумя цветами, является установка на 3D-принтер второго экструдера и переключение экструдеров во время печати.
Первой компанией, которая реализовала данное решение на серийных бытовых 3D-принтерах, была компания Makerbot. Это был 3D-принтер MakerBot Replicator 2X.
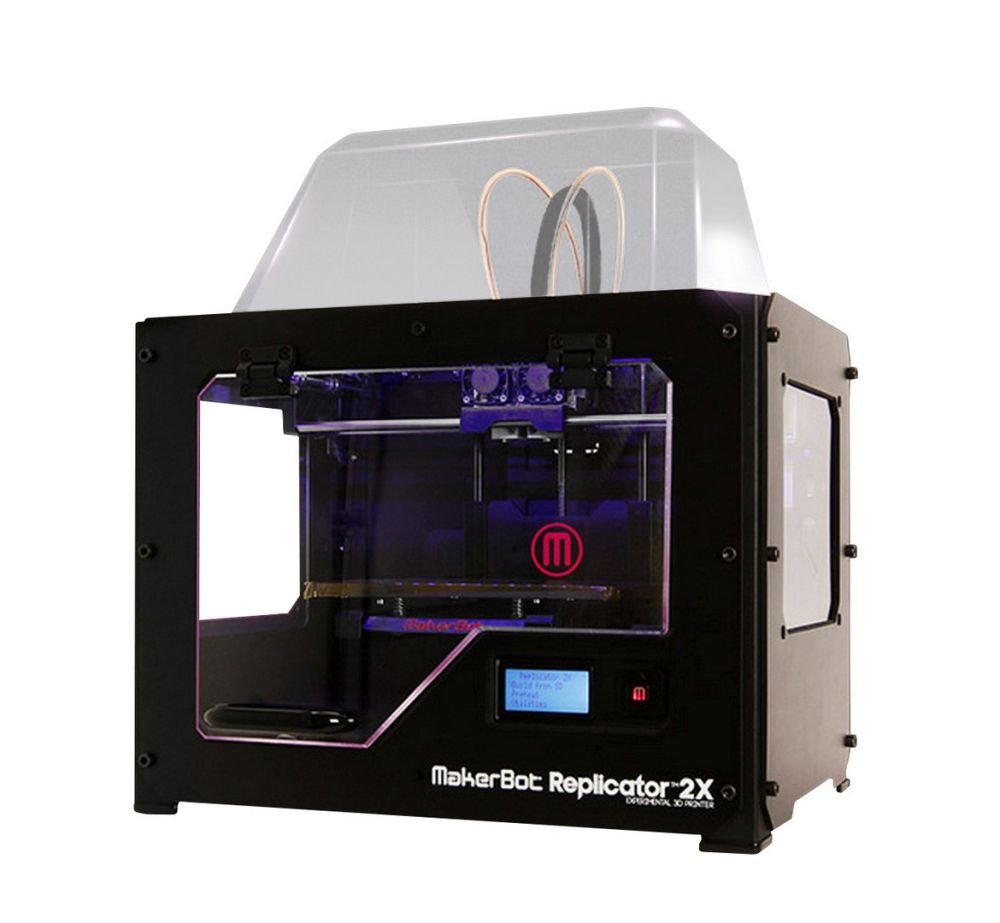
Данное решение позволяло печатать двумя цветами одновременно, но было не лишено и недостатков. Главным из них была необходимость точного выравнивания сопел по горизонтали. Если одно из сопел было хоть немного ниже другого — оно во время печати начинало цеплять деталь и, в итоге, отрывало ее с платформы. Большинство пользователей просто выкручивали второе сопло и использовали данные 3D-принтеры как одноэкструдерные.
Решена эта проблема была разными способами. Один из них предложила российская компания Picaso 3D в своих принтерах серии Pro. В данных принтерах экструдеры устанавливаются под небольшим углом, сопло неактивного экструдера при этом прикрывается стальной пластиной.
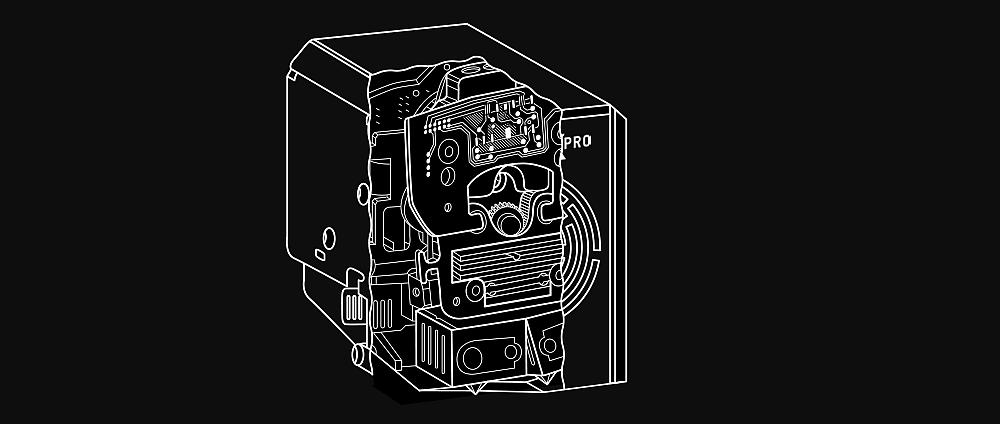
Это позволяет очень быстро переключаться между головками и решает проблему вытекания пластика из неактивного сопла.

Характеристики
- Технология печати: Fused Filament Fabrication [FFF];
- Область печати: 200 х 200 х 210 мм;
- Скорость печати: до 100 см3/ч;
- Количество сопел: 2;
- Минимальная толщина слоя: 10 микрон (0,01мм);
- Диаметр пластиковой нити: 1,75±0.1 мм;
- Диаметр сопла: 0,3 мм / (0,2-0,8 мм);
- Максимальная температура печати: 410 °C;
- Максимальная температура стола: 150 °C;
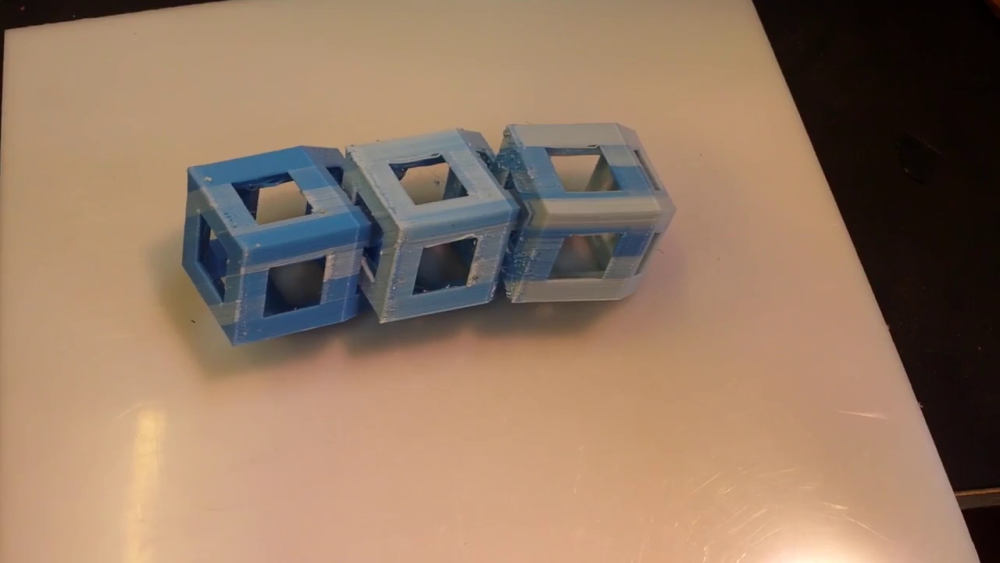
Пример печати деталей на данном принтере:

Другим путем пошла компания Ultimaker. В принтерах этой компании один из экструдеров неподвижен, а второй поднимается и опускается с помощью электромагнита, температура на неактивном экструдере в это время слегка понижается, что исключает вытекание расплавленного пластика из его сопла.

Характеристики
- Технология печати: Fused Filament Fabrication [FFF];
- Область печати: 215 х 215 х 200 мм;
- Количество сопел: 2;
- Минимальная толщина слоя: 20 микрон (0,02мм);
- Диаметр пластиковой нити: 2,85±0.1 мм;
Ниже приведен пример печати 3D-принтера Ultimaker 3.

Третьим путем развития двухцветной печати является Хотэнд совмещенный с Y-адаптером. Данный адаптер может подключаться снаружи хотэнда:

Или встраиваться непосредственно в хотэнд (такая конструкция называется циклоп).
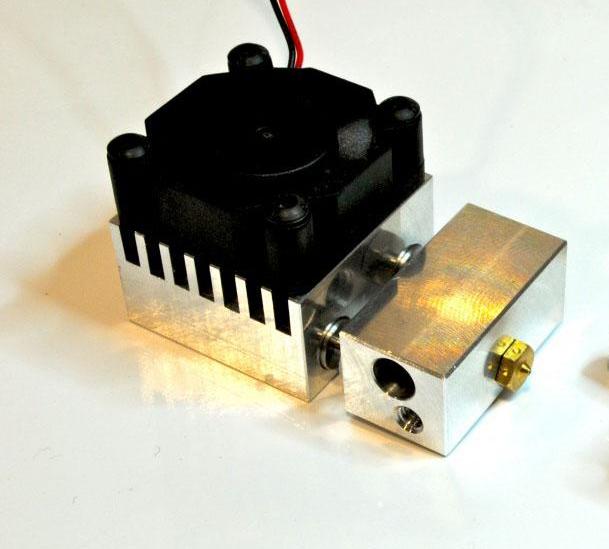
Принцип работы прост: при необходимости смены цвета, один пластик вытаскивается из экструдера на определенную длину, чтобы не мешать подаче другого пластика. После этого начинается печать другим пластиком.

Недостатком такого решения являются переходные процессы. При смене пластика, в экструдере остается небольшое количество пластика предыдущего цвета, от которого надо избавиться. Для избавления от остатков предыдущего пластика, рядом с деталью печатают “чистящую башню”.
Форма и размер башни автоматически рассчитываются слайсером при подготовке модели к печати. Построение такой башни приводит к повышенному расходу материала и значительному увеличению времени печати. Тем не менее, простота решения привела к его широкому распространению на недорогих моделях двухцветных принтеров.
При разработке циклопа планировалось, что он может работать в режиме смешения цветов, но он не смог обеспечивать равномерное смешение пластиков и показал свою низкую эффективность при работе в данном режиме.
Многоцветная
Технология многоцветной печати развивалась по тому же пути, что и двухцветной, простым увеличением количества экструдеров. Так появился четырехсопельный кракен с водяным охлаждением, как развитие двухэкструдерного мэйкербота.
Проблема выравнивания сопел в горизонтальной плоскости сохранилась.
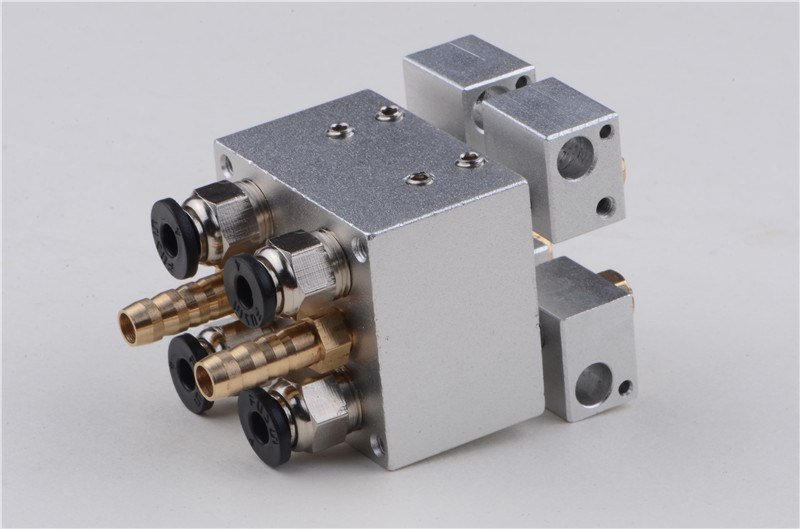
Логичным продолжением циклопа стал даймонд — хотэнд для печати тремя пластиками через одно сопло.

Он существует и в модификации для печати пятью пластиками.
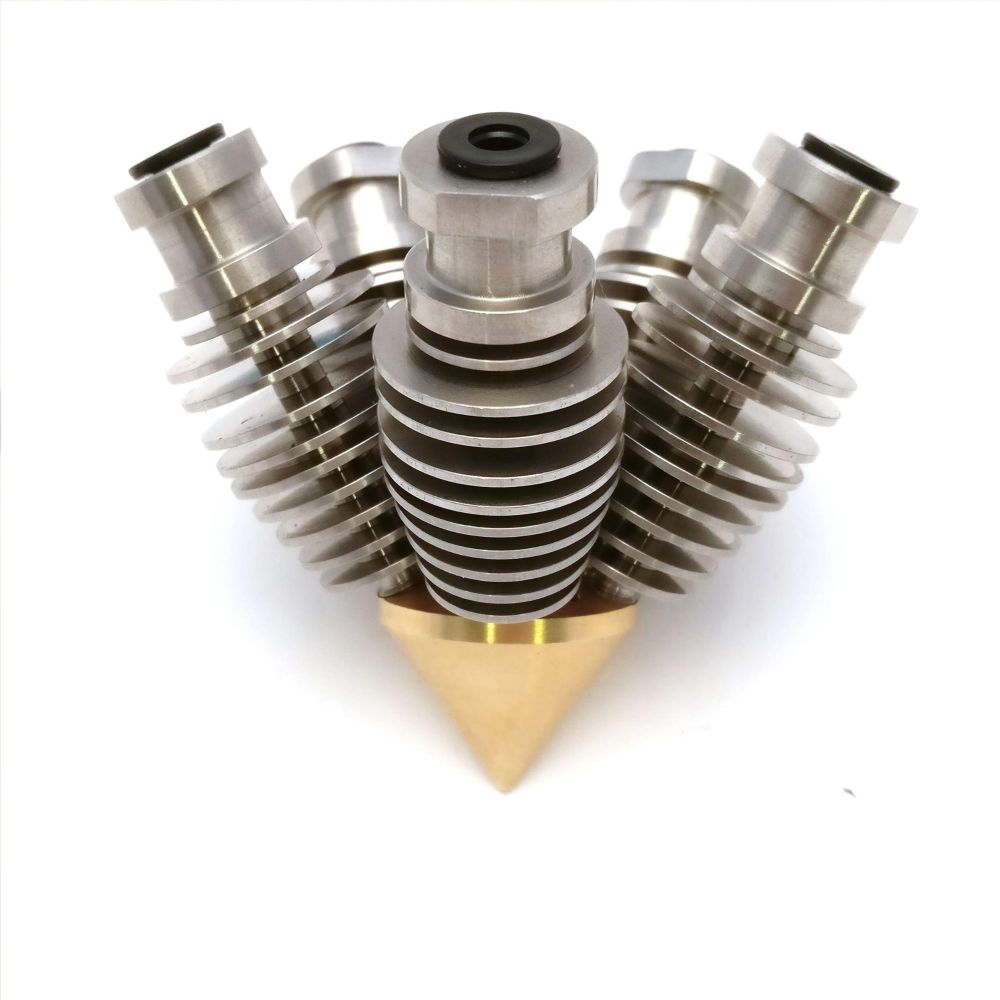
Данная конструкция хорошо подходит для 3D-принтеров с дельта-кинематикой, но имеет те-же проблемы с повышенным расходом пластика на строительство башни и отсутствием возможности равномерного смешивания цветов, что и циклоп.
В последнее время, многоцветная 3D-печать по технологии FDM начала идти по пути, предложенном Йозефом Прюшей. Его суть — в подключении к 3D-принтеру специального устройства, называемого MMU (Multi Material Unit), позволяющего подавать несколько пластиков на стандартный директ-экструдер. Таким простым способом получается многоцветный 3D-принтер из одноцветного.
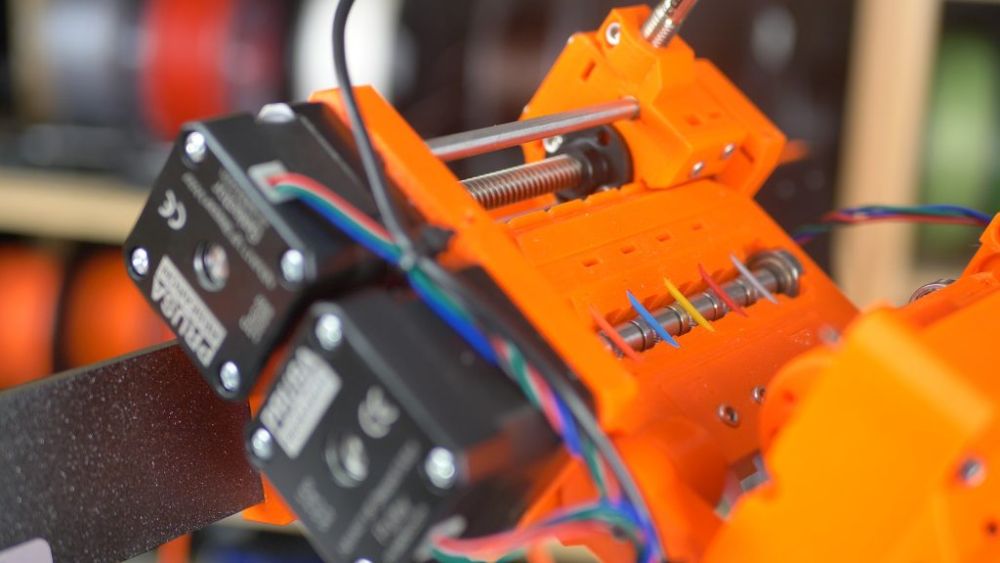
Пример печати 3D-принтера Original Prusa I3, снабженного данным устройством, приведен ниже.

Следует отметить, что проблема повышенного расхода пластика на построение башни никуда не исчезла.

Полноцветные технологии печати
Печать пятью цветами — это хорошо, но человеческий глаз способен различать намного больше. На данный момент существует несколько технологий 3D-печати способных создавать детали в широкой цветовой гамме.
Комбинирование технологии FDM и струйной печати
Компания XYZ-printing разработала технологию, совмещающую функции FDM 3D-печати и цветной струйной печати. Печать происходит следующим образом: сначала происходит печать слоя специальным пористым пластиком, затем, по внешнему контуру слоя, происходит печать цветными чернилами. Данная технология реализуется в 3D-принтерах da Vinci Color.

Характеристики
- Технология печати: Fused Filament Fabrication [FFF], Цветная структурная струйная печать;
- Область печати: 200 х 200 х 150 мм;
- Скорость печати: до 180 мм/с;
- Количество сопел: 1;
- Количество цветных картриджей: 4;
- Минимальная толщина слоя: 100 микрон (0,1мм);
- Диаметр пластиковой нити: 1,75±0.1 мм;
- Диаметр сопла: 0,4 мм;
Пример печати данного принтера:

Печать по технологии PolyJet
3D-печать по технологии PolyJet очень похожа на печать обычным струйным принтером. Печатающие по этой технологии 3D-принтеры создают деталь послойным напылением жидкого фотополимерного пластика. Каждый слой отверждается ультрафиолетом, благодаря чему готовую деталь можно использовать сразу после снятия с принтера.
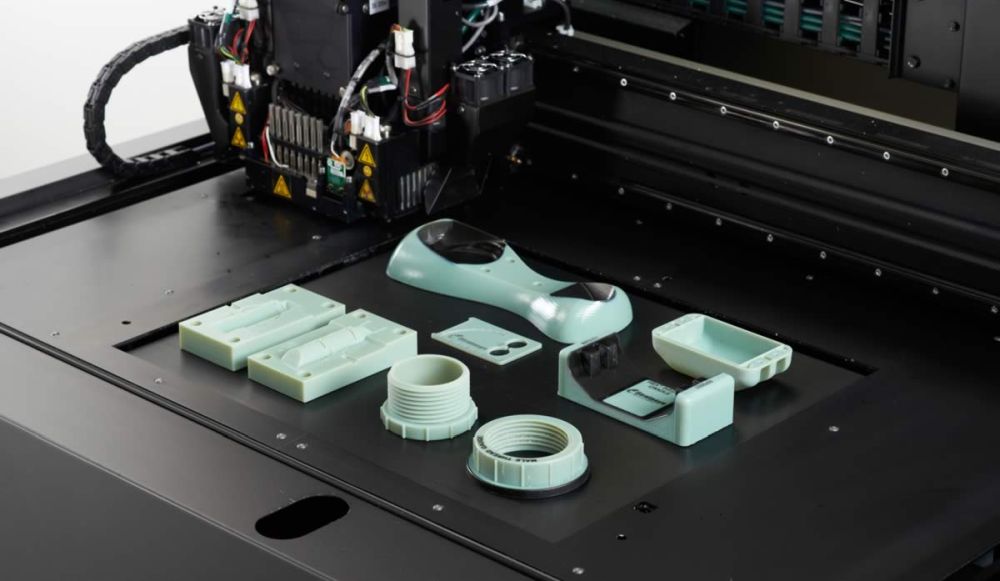
В процессе печати могут использоваться фотополимерные пластики с разными свойствами, что позволяет получать детали заданной прочности и упругости. В качестве поддержки используется специальный гелеобразный материал, легко удаляемый вручную или смываемый с помощью воды. Современные модели принтеров поддерживают до 500 000 цветов и оттенков.
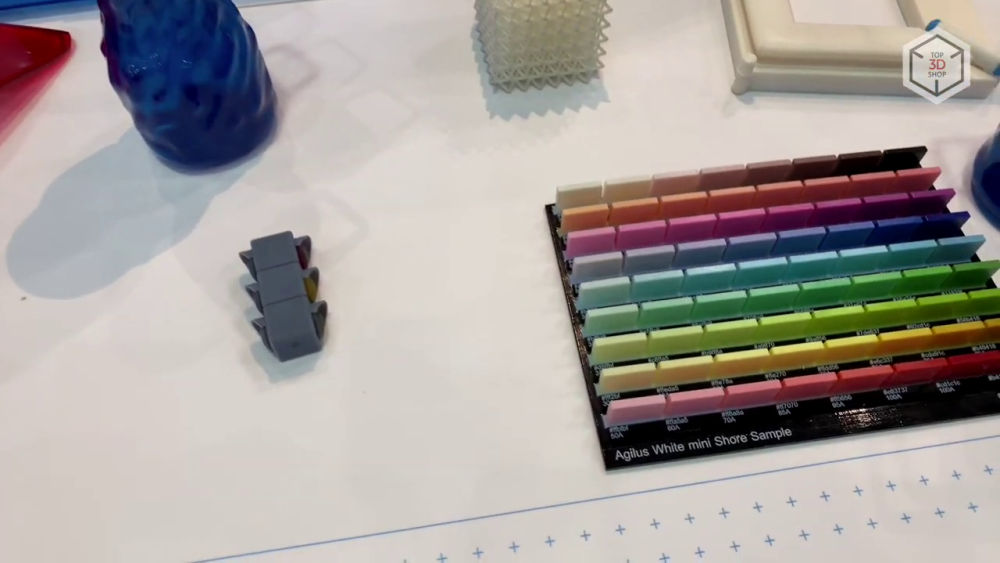
Пример печати по данной технологии:

Более подробную информацию можно найти в нашей статье о 3D-принтерах Stratasys.
Печать по технологии SDL
Технология SDL представляет собой 3D-печать из обычных листов бумаги. На поверхности листа, с помощью обычного струйного принтера, печатается контур слоя изделия, затем лист подается в камеру 3D-печати, где он склеивается с предыдущим слоем, после чего лишняя бумага обрезается специальным лезвием. И так — слой за слоем.
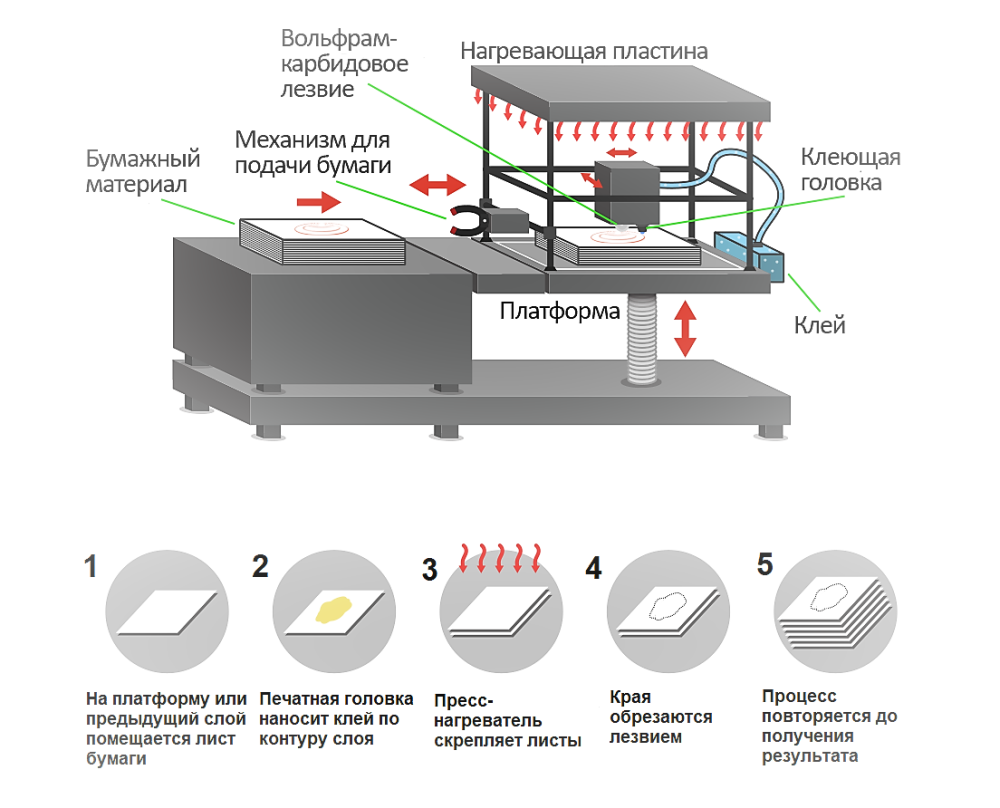
На поверхность слоя, находящуюся внутри контура, наносится большее количество клея, чем на поверхность поддержки, которая будет обрезана — там его количество минимально, так как обрезки нужно склеить лишь на время печати, а потом как можно проще удалить. Типичным представителем 3D-принтеров, работающих по данной технологии, является MCOR Arke.

Характеристики
- Технология печати: SDL;
- Область печати: 240 х 205 х 125 мм;
- Материал печати: бумага;
- Разрешение: 4800 x 2400 DPI;
- Минимальная толщина слоя: 100 микрон (0,1мм);
- Цена: по запросу
Преимущество этой технологии — невысокая цена расходных материалов, высокое разрешение печати и большая цветовая гамма.

Печать по технологии CJP
Рабочим материалом для данной технологии является мелкодисперсный гипс. В ходе печати он слоями заполняет рабочую камеру. Каждый слой наносится и смачивается связующим веществом, в которое добавляются специализированные красители.
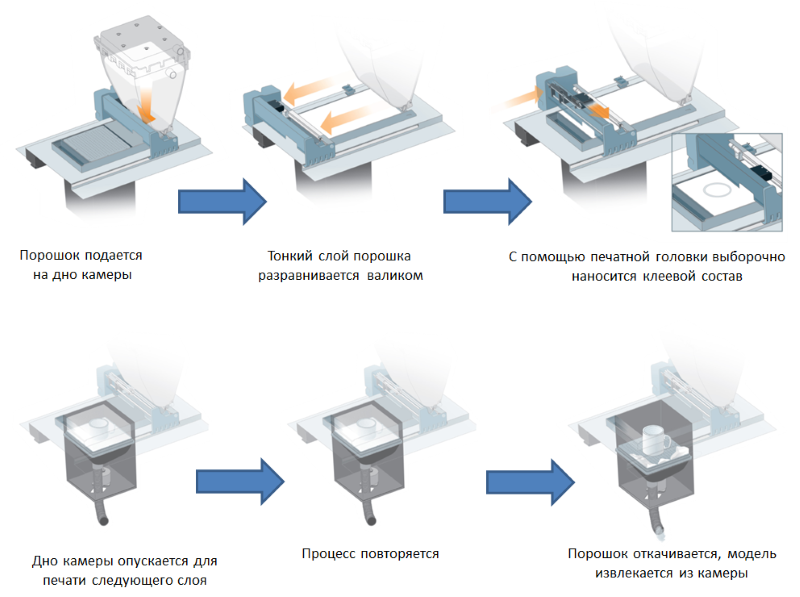
Благодаря низкой стоимости расходных материалов, большому объему печатной камеры и высокой скорости печати, данная технология широко применяется в печати архитектурных макетов и 3D-моделей людей. Напечатанные изделия покрываются клеевым составом, для придания дополнительной прочности.

Печать человека — посильная задача для принтера работающего по технологии CJP, фигурки получаются узнаваемыми. Про кейс печати фигурок людей можно прочитать в нашей статье о том, как начать бизнес с настольным 3D-принтером.

Характеристики
- Технология печати: CJP
- Печать цветная, VisiJet PXL
- Производительность: 5-15 мм/час
- Размеры, мм: 1190 x 1160 x 1620
- Минимальная высота слоя: 0,5 мм
- Рабочая камера: 508 x 381 x 229 мм
- Разрешение, DPI: 600 х 540
- Толщина слоя от: 100 мкм
- Цена по запросу
Заключение
Цветные 3D-принтеры работают по разным технологиям. Они используют различные материалы: от обычной бумаги, до специального гипса или пластика. Но объединяет их одно — они позволяют сделать напечатанное изделие намного привлекательнее для конечного потребителя.
Если вы заинтересованы в покупке 3D-принтера, обеспечивающего цветную печать, обращайтесь к нам: sales@top3dshop.ru. Мы поможем подобрать оптимальный 3D-принтер для ваших задач.
Рекомендуемые товары








Оставить комментарий